
Research projects in foreign materials science were analyzed. Specific technological methods for forming ceramic items were examined. The study presents a facility for injection molding of thermoplastic items based on ceramic and metal-ceramic powders developed at Bakul Institute for Superhard Materials of the National Academy of Sciences of Ukraine. The heat transfer process during injection molding of a nozzle and the ball with an axial cylindrical hole, ring, and solid ball formed from ceramic materials based on powders of aluminum nitride, tungsten carbide, and silicon has been computer-modeled. Danger areas of local isothermal concentrations in molds have been identified. It has been established that the cooling time of thermoplastic mass in molds to reach the binder solidification temperature depends on the type of material to be injected. The pattern of the furnace temperature change to provide uniform heating of a cast product at the debinding stage was calculated. A sample of the temperature change patterns calculated during binder sublimation from a ball-shaped product of different sizes was presented. The process of mold filling with thermoplastic mass during injection molding of ceramic items in the form of a ball with a cylindrical hole, ring, solid ball, nozzle, and funnel based on powders of aluminum nitride, tungsten carbides, and silicon has been modeled using computer-assistance tools. Pressure distributions in mold cavities and time of filling with thermoplastic mass were obtained. The optimal location of the injection hole in molds has been determined at which the weld lines length is minimum at the end of the injection. The dependencies of the mold filling time and the weld lines length at different material viscosity values on the product's dimensional parameters have been defined. The experimental part of the injection molding technology was also considered for the aluminum nitride powder nozzle at argon arc welding. The graphs of minimum injection temperature changes have been obtained, at which the defect-free nozzle blanks are formed with changing binder concentration and mass viscosity. The obtained calculated data determine the whole complex of the injection molding technological features, which can be used to produce various shapes of ceramic items.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
According to the analysis of international materials science research projects, ceramics is considered one of the leading materials used in industry and everyday life, being called the third commercial material along with metals and polymers. The prospects of using ceramics depend on several factors. The most important is the relative availability of raw materials, increased corrosion resistance in chemically aggressive environments and inertness to their impact, multiple functions, high wear resistance, fire resistance, refractoriness, hardness, strength, and elasticity modulus. Furthermore, ceramics allows fabricating new materials due to the possibility of varying the phase composition. In general, ceramics comprises all materials made of inorganic non-metallic compounds obtained by sintering (annealing). Ceramic products are widely used in tool engineering, electronics, metalworking, and mechanics.
There are several technological approaches to the formation of ceramic products.
Pressing is the first and most commonly used technique, which implies forming ceramic items under pressure. Ceramic powders are not subjected to the laws of hydraulics during pressing, resulting in a certain inequality of their packing, which manifests experimentally. This fact limits or eliminates the possibility of using this technique for manufacturing ceramic products of complex shapes. However, pressing is considered a rational method for manufacturing flat parts, providing reasonably high performance.
Pulling through the mouthpiece is another manufacturing method that implies plastic deformation of the ceramic mass under pressure. However, in contrast to pressing, the stress state of the material is quite heterogeneous, which determines a different inequality degree. Such products tend to deform during annealing due to the unequal packing of particles within the semi-finished product.
Hot-casting in a cask implies forming an item under the force of gravity. In this case, the volume distribution within the material is relatively consistent, but some inequality in their packing appears during structure solidification. During casting, the complexity of the product's geometric shape affects the packing inequality less than during pressing and pulling.
Centrifugal casting is a method of forming a ceramic product under the influence of centrifugal forces. This technique can be to obtain a body of rotation product. It can also employed for manufacturing products with other shapes using special equipment and molds for centrifugal casting. In this case, the inequality of packing is attributed to the difference in rotation radii and circumferential speeds of different material particles. As a result, various centrifugal forces develop, leading to product delamination during sintering.
Slip-cast molding provides a fairly even mold filling with the material since the thermoplastic mass flow, in this case, falls within the laws of hydraulics. Because of the pressurized cooling, a homogeneous structure of the part is formed. The complexity of the casting pattern has little effect on the product’s density and uniformity.
Injection molding (IM) differs from conventional casting under pressure. This method allows obtaining products with both very thin and very thick walls. The items produced using this method have lower anisotropy of mechanical properties and minor shrinkage after sintering. The IM technology is characterized by high performance and process stability, enabling simple and low-cost equipment to be employed. Furthermore, it is almost the only technique to produce a complex-shaped items from structural ceramics with a wall thickness of few millimeters. The major drawback in the manufacture of these products is the formation of air cavities and weld lines.
Technological Features of Injection Molding
The IM of ceramic and metal-ceramic products implies structuring monolithic products with a specific geometric shape from original powder mixtures. Injection molding includes the following stages (Fig. 1):
-
Stage 1: forming a dispersed powder–binder system that provides a technological injection capability;
-
Stage 2: producing a blank by injecting a thermoplastic mass into the mold;
-
Stage 3: sublimating the binder from a blank, which is a prerequisite for its subsequent sintering;
-
Stage 4: sintering a blank into a monolithic product by heating it, which is the final stage of ceramic product manufacture.

The process flow diagram of injection molding
The first two stages of injection molding aim to combine the powder particles into an intermediate system followed by the formation of a blank with a specific shape and the fixation of this shape through corresponding structural changes in the system. Therefore, the first two stages should be considered a process of structuring the ceramic blank. During the third and fourth stages, a blank transforms into a finished ceramic product. This process involves changing the blank structure with its transition to the structure of a finished ceramic product. The third and fourth stages must therefore be regarded as a process of structuring the finished ceramic product.
The principal features for the production of ceramic items by IM are described in [1]. This method significantly increases the output of high-quality products with complex shapes from ceramic powders by increasing the material’s physical and mechanical properties. The economic advantages of IM technology are 2–3 times higher quality products output, 1.5 times lower material costs, and, consequently, 2 times lower cost of the finished products.
The scientists of V.M. Bakul Institute of Superhard Materials of the National Academy of Sciences of Ukraine have developed a facility for injection molding of thermoplastic products based on ceramic and ceramicmetal powders (Fig. 2) [2]. The principle of its work is as follows. The power cylinder 5 is located horizontally on frame 1. The reciprocal motion of the plunger 4 supplies power to hydraulic cylinder 3 mounted coaxially with the power cylinder on the frame of the facility. An independent hydraulic station provides the hydraulic cylinder drive. The pre-prepared thermoplastic mass is loaded into feeder 7, entering the service path through the inner channel of adapter 8. A planetary miller is installed in the feeder cover rotating by the drive to prevent the mixture's layering due to the difference in specific gravity of the initial powder and binder.

The layout of injection molding facility for thermoplastic products based on ceramic and metalceramic powders: 1) frame; 2) bracket; 3) hydraulic cylinder; 4) plunger; 5) power cylinder; 6) support; 7) feeder; 8) adapter; 9) nozzle; 10) mold; 11) screw; 12) support
Such design allows vacuuming both the feeder and the internal cavity of the service path using a vacuum pump. The vacuum processing of the service path’s inner cavity can be carried out simultaneously with the feeder or independently. All end surfaces shall be sealed with round rubber rings to ensure the water-tightness of the lock channel.
There is a possibility of removing a traverse with the drive established on it from the feeder for the service convenience, namely cleaning internal feeder surfaces, replacing mixer, and loading material. The feeder may be loaded with a liquid or granular material.
Material is supplied to the mold through nozzle 9, located at the service path outlet. The inner cavity of the nozzle has a conical shape, which increases the rate of injecting the thermoplastic mass into the mold. The nozzle outlet features a sliding shutter that seals the service path during vacuum processing and injection molding.
For uniform heating of thermoplastic mass, all surfaces in contact are equipped with a water jacket, which receives water heated to a temperature of 70–90°C from an autonomously installed thermostat. It prevents overheating, swelling, and boiling of the thermoplastic mass. Paraffin or glycerin can be used as polymeric binders, allowing the thermoplastic mass to be heated to the desired temperatures.
The main parameters for injection molding are thermoplastic mass temperature, injection rate, mass material pressure, and cooling rate of a blank. The process parameters are chosen according to the injection rate, which should be constant and ensure the filling of critical mold areas. During filling, the temperature of the thermoplastic mass must exclude its crystallization.
When developing the mass-production technology for ceramic items, the actual tasks include calculating the heat transfer processes and thermoplastic mass flow in the mold at the injection molding stage. These data allow determining the temperature range in the service path, typical cooling time of the thermoplastic mass in the mold, pressure field in the mold cavity, the time of its filing with the injected material, and the pattern of weld line distribution in cast product. Dimensional characteristics of the mold and the viscosity of the injected material are variable parameters. This set of calculated data allows for a preset computer-assisted design of IM technology, optimizing the process.
Nowadays, IM process modeling is widely used in industrial technologies of ceramic materials [3,4,5]. The most commonly used commercial software is C-Mold, Moldflow, and ProCAST [6, 7]. In this paper, a computer simulation of filling the mold with thermoplastic mass was performed using special software for calculating hydrodynamic processes [8]. In order to estimate the heat transfer processes at the molding stage, the software developed by us was applied [9, 10]. Such software packages are based on a finite element method of modeling relevant processes.
Computer Modeling of the Heat Transfer Process at Injection Molding of Ceramic Products
The calculation of the IM facility’s thermal state was divided into four stages, corresponding to the actual technological process of injection molding: stationary condition after heating the thermoplastic mass in the service path before connecting the mold (stage 1); non-stationary heat transfer for 15 sec after connecting the mold (stage 2); non-stationary heat transfer for 20 sec after injecting thermoplastic mass into the mold (stage 3); non-stationary state during cooling of the mold outside the facility (stage 4). The calculation was carried out for the injection molding of products in the shape of a nozzle, a ball with an axial cylindrical hole, a ring, and a solid ball formed from ceramic materials based on SiC, AlN, and WC. The properties of the materials used for obtaining structural elements of the injection molding facility are given in the table.
Nozzle. Let us consider the computer modeling results of heat transfer processes in the IM facility elements while forming the nozzles obtained for stages 2–4. Calculations at these stages aim to determine the time of holding the product in the mold to a temperature of 40°C, which provides a reliable binder solidification of the injected mass.
The results for stage 2 indicate quite a dynamic mold heating in the area of its adjacency to the service path, where the temperature reaches 58°C after 15 sec. In stage 3, the maximum temperature is first localized in the nozzle part adjacent to the service path. The most significant temperature gradients are recorded in the crosssections of the nozzle wall. After about 10 sec of mold cooling, the area of local maximum temperature along the nozzle wall disappears. After another 20 sec, the temperature is distributed relatively evenly throughout the nozzle with its maximum value of 56°C.
During the mold cooling outside the facility (step 4), the maximum temperature point is constantly at the top of the nozzle. The total cooling time required to reach a temperature of 40°C comprises 36 sec (Fig. 3a).

Examples of temperature (°C) distribution in the molds at stage 4 for injection molding of a nozzle (a), a ball with an axial cylindrical hole (b), a ring (c), and an AlN-based solid ball (d)
The graphs in Fig. 4 demonstrate the impact of the nozzle outlet diameter on the typical time required for cooling thermoplastic mass based on various ceramic powders materials in molds. The total cooling time for stages 3 and 4 rises following a linear law with increasing dimensional characteristics of the nozzle.

Dependencies of time required for cooling of thermoplastic masses based on SiC, AlN, WC in the mold cavity (stages 3 and 4) on the outer diameter of the inlet nozzle (a), the diameter of the ball with a hole (b), ring’s outer diameter (c), and the diameter of a solid ball (d)
The time needed to cool the WC-based mass is slightly smaller than for masses based on other materials.
The resulting dependencies are used as calibration to adjust the technological injection molding processes of nozzles with various standard sizes.
Ball with an Axial Cylindrical Hole. Modeling data on the mold heating for manufacturing balls with a hole at stage 2 indicate that the mold is heated dynamically enough in the area of its adjacency to the service path, where the temperature reaches 61°C after 15 sec. The picture of changes in the temperature field in the mold after injecting thermoplastic mass into its cavity (stage 3) is as follows: first, the maximum temperature is localized in the ball, and the most significant temperature gradients are recorded at the contact point between the ball and the mold elements; after about 14 sec, the maximum temperature shifts to the area where the mold is adjacent to the service path; after another 20 sec, the maximum temperature in the ball comprises 48°C.
During cooling the mold outside the facility (stage 4), the maximum temperature is localized in the center of the ball’s spheroidal segment. It is then gradually removed, and after 18 sec of cooling, the temperature difference in the ball does not exceed 10°C (Fig. 3b).
Graphs of changes in the cooling of masses based on SiC, AlN, WC for a ball with different diameters are presented in Fig. 4b.
Ring. The results of modeling the mold heating to manufacture rings (stage 2) show that the temperature reaches 63°C in 15 sec in the area where mold connects to a service path. The picture of how the temperature field changes in the mold after injecting the thermoplastic mass into its cavity (stage 3) is as follows: the initial maximum temperature is localized in the ring area, and the most significant temperature gradients are formed at the contact boundary between the ring and the mold elements; approximately after 14 sec, the maximum temperature moves to the area of mold adjacency to the service path; after 20 sec, the maximum temperature value in the ring reaches 50°C, and its distribution becomes relatively uniform.
The temperature in the mold at the stage of cooling outside the facility is distributed evenly. Besides, its maximum is always localized at the point where mold preliminary connects to the service path of the facility (Fig. 3c).
The cooling time of masses based on SiC, AlN, and WC depends on the ring’s diameter and varies according to the graphs in Fig. 4c.
Solid Ball. Simulations of heating the mold to manufacture a solid ball in stage 2 resulted in the following. The mold heats up quickly enough in the area of its adjacency to the service path, where the temperature reaches 61°C after 15 sec. In stage 3, the maximum temperature is first localized in the center of the ball, with the most significant temperature gradients being recorded at the ball’s interface with the mold elements. After 20 sec, the maximum temperature is shifted to the area of mold adjacency to the service path, but the temperature distribution in the ball area remains quite uneven. During cooling in stage 4, the local maximum temperature is first recorded in the center of the ball, gradually shifting towards the previous connection of the mold to the service path. After 36 sec of cooling, the temperature difference in the ball does not exceed 7°C (Fig. 3d).
The effect of the ball’s dimensional parameters on its cooling time can be analyzed based on the graphs in Fig. 4d. Graphs presented in Fig. 4 are used in the technological processes of manufacturing the corresponding ceramic products.
Further consideration will focus on the simulation of heating a cast product at the binder distillation stage when it is crucial to optimally set the program of changing the heating temperature of the formed blank over time, ensuring its uniform heating.
Figure 5 shows an example of calculated temperature change patterns during binder distillation from such products as balls of various sizes. Such programs provide a smooth increase in product temperature with a gradual temperature change in the furnace (temperature increase at each stage is 10°C). For a ball-shaped product with a small diameter, the time of reaching the required temperature of binder distillation is ~80 min, and the heating rate is ~2°C/min; for a ball with medium diameter ~140 min and ~1.1°C/min, respectively; for a ball with large diameter ~165 min and ~1°C/min, respectively. Such calculated dependencies provide uniform heating throughout a product at the end of each heating stage.

The pattern of changes in time of the temperature required for binder distillation in ball-shaped products with small (1), medium (2), and large (3) diameters: 1, 2, 3-change of temperature in the furnace; 1', 2', 3'- temperature change in the center of the ball
Computer Modeling of Filling the Mold Cavity for Injection Molding of ALN-Based Ceramic Products
The flow of thermoplastic mass during injection molding of products with different shapes was modeled at different viscosity (14–26 Pa∙sec).
Solid Ball. The simulation results show that the pressure throughout the ball is distributed relatively evenly. Its maximum is localized in the area of the injection hole. At the bottom of the ball, the pressure is zero. The time of filling the mold with thermoplastic mass indicates that the bottom part of the cavity is filled slower.
Ball with an Axial Cylindrical Hole. Simulations were performed for different locations of the injection hole (setting one or two injection holes located at the top and in the middle of the ball hole). As a result, the pressure is distributed relatively evenly at the end of the casting process. Its maximum is localized in the area of one or two injection holes.
Figures 6 demonstrates the weld lines distribution in the formed hollow ball. As can be seen, the length of junction lines is minimal when using one injection hole located in the ball's upper part (Fig. 6a).

Distribution of weld lines in a hollow ball: one injection hole is located at the top (a) and in the middle (b) of the ball hole; two injection holes are located in the upper part (c) and the middle (d) of the ball hole
The dependence of the weld lines length on the ball hole diameter at different values of thermoplastic mass viscosity is shown in Fig. 7. As seen, the length of weld lines increases with the increasing diameter of a product’s hole.

Dependencies of the weld lines length on the diameter of the ball hole at different thermoplastic mass viscosity: one injection hole is located in the upper part (a) and the middle (b) of the ball hole; two injection holes are located in the upper part (c) and the middle (d) of the ball hole
Ring. The process of filling the mold cavity with one or two injection holes in the middle of the product's inner surface and its upper part was simulated. Figure 8 shows the weld lines distribution in the cast product. The length of the weld lines is minimal when using one injection hole in the middle of the ring hole (Fig. 8b). The dependencies of the weld lines length on the ring diameter at different thermoplastic mass viscosity are presented in Fig. 9.

Weld lines distribution in the ring: one injection hole is located in the upper part (a) and the middle (b) of the ring hole; two injection holes are located in the upper part (c) and the middle (d) of the ring hole

Dependencies of the weld lines length on the ring diameter at different thermoplastic mass viscosity: one injection hole is located in the upper part (a) and the middle (b) of the ring hole; two injection holes are located in the upper part (c) and the middle (d) of the ring hole
Nozzle. The process of filling the mold cavity for manufacturing a nozzle-shaped product was simulated for three cases: with the injection hole located at the inlet and outlet of the nozzle or both ends simultaneously. The distribution of pressure in the mold cavity and the time of its filling varies depending on the injection hole's location.
Figure 10 shows the distribution of weld lines in the molded product. The length of these lines is minimal when using one injection hole at the nozzle outlet (Fig. 10b). The dependencies of the weld lines length on the diameter of the nozzle outlet at different thermoplastic mass viscosity are given in Fig. 11.

Distribution of junction lines in the nozzle: the injection hole is located at the inlet (a), outlet (b), or both (c) ends of the nozzle

Dependencies of the weld lines length on the diameter of the nozzle outlet at different thermoplastic mass viscosity: the injection hole is located at the inlet (a), outlet (b), or both (c) ends of the nozzle
Funnel. A fairly uneven pressure distribution can be observed in different product parts when modeling the mold filling process. Its maximum is always localized near the injection hole. The minimum pressure value is fixed at the other edge of the funnel hole for a single-hole injection. When using two injection holes, there are two maximum local pressure values, with their minimum at the funnel inlet.
The distribution of weld lines in the funnel-shaped product is shown in Fig. 12. It is seen that the minimum length of the weld lines is observed when using a single-hole injection located at the funnel outlet (Fig. 12b). The dependencies of the weld lines length on the funnel outlet diameter at different thermoplastic mass viscosity are presented in Fig. 13.

Weld lines distribution in the funnel: the injection hole is located at the inlet (a), outlet (b), or both (c) ends of the funnel

Dependencies of the weld lines length on the funnel outlet diameter at different thermoplastic mass viscosity: the injection hole is located at the inlet (a), outlet (b), or both (c) ends of the funnel
The change in pressure near the injection hole while casting the products with a shape of a solid ball, a ball with an axial cylindrical hole, rings, nozzles, and funnels is illustrated in Fig. 14. Here, a monotonic increase in pressure over time and an increase in the maximum pressure with the increasing size of the product under casting can be noted.

Changes in pressure near the injection hole during casting: a) solid ball with different diameters (1-6, 2-14, 3-22 mm); b) balls with a hole of different diameters (1-20, 2-28, 3-36 mm); c) rings with different outer diameters (1-55, 2-110, 3-150 mm); d) nozzles with different outlet diameter (1-2.5, 2-5, 3-8 mm); e) funnels with different outlet diameter (1-6, 2-8, 3-10 mm)
Figure 15 illustrates some graphic examples of time required for mold filling as the function of the solid ball diameter, the diameter of a hole in a hollow ball (Fig. 15a), ring’s hole diameter (Fig. 15b), nozzle outlet diameter (Fig. 15c), and funnel outlet diameter (Fig. 15d). Such data are essential technological parameters, as they optimize the injection duration and increase the service life of injection nozzles and facility performance.

Graphs of changes in time required for filling a mold cavity for injection molding of various products: a) a solid ball (1) and a ball with a hole (2); b) rings; c) nozzles; d) funnels
Experimental Procedure
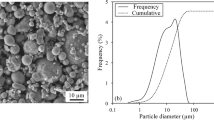
Further consideration will be given to the experimental part of the IM technology using an example of a nozzle used in argon-arc welding. A mixture based on aluminum nitride powder resulting from furnace synthesis with an average particle size of 1.2 μm and a specific surface area of 4.2 m2/g was used for an experimental study. About 5 wt.% of yttrium oxide was introduced in the mixture to initiate an aluminum nitride sintering. Thermoplastic binder based on paraffin (94 wt.%) and beeswax (6% wt.) were used for injection. The injection was performed at pressure values of up to 5 MPa.
The technological research established that the mold is not filled with thermoplastic mass if the temperature of the working cylinder is below 60°C. The temperature above 82°C in the feeder of the facility facilitates significant swelling of the mass. Therefore, the study was performed in the temperature range from 60 to 82°C.
Figure 16 shows changes in the minimum injection temperature at which the nozzle blanks are formed without defects with changes in the binder concentration and viscosity of the mass based on 95 wt.% AlN–5 wt.% Y2O3 powder system. It is seen that the thermoplastic mass with a binder concentration of 36.1 wt.% is injected without surface defects when casting blanks at a temperature of 65–82°C. Reducing the binder concentration to 32.4%, which corresponds to an increase in the mass viscosity from 14 to 26 Pa∙sec, narrows the effective range of injection temperature (80–82°C).

The change in the minimum injection temperature at which a defect-free casting of nozzle blanks occurs when changing the binder concentration (1) and the viscosity of the mass (2) based on 95 wt.% AlN–5 wt.% Y2O3 powder system
The obtained results allow concluding that the optimal temperature for injecting the thermoplastic mass into the mold is ≈80°C. At this temperature, the injection occurs at the lowest possible binder concentration (32.4%). In the future, it will help reduce the appearance of structural defects during binder distillation and product sintering.
Conclusions
The heat transfer processes in the injection molding facility while heating the mold, after injecting the thermoplastic mass into its cavity, and while cooling the mold outside the facility have been modeled. The formation objects were nozzles, balls with a hole, rings, solid balls cast from a thermoplastic mass based on powders of aluminum nitride, tungsten carbides, and silicon.
Danger zones of temperature concentrations were identified for each mold and material to be injected. The time dependencies of time required for cooling to the temperature of binder solidification on the typical dimensional parameter of each cast product and material to be injected have been established. The program of furnace temperature change to provide uniform heating of the products at the stage of binder distillation has been calculated.
Computer-assisted simulation of injecting thermoplastic mass based on aluminum nitride powder into the mold cavity to form products with a shape of solid ball, a ball with an axial cylindrical hole, nozzles, and funnels, allowed establishing that time for filling molds depends on the product diameter, and the junction lines length depends on the typical product diameter and thermoplastic mass viscosity.
The calculated data obtained specify all the technological features of injection molding and are used to manufacture ceramic products of various shapes.
References
R.M. German, Powder Injection Molding, Metal Powd. Industr. Fed., Princeton (1990), p. 521.
N.V. Novikov, V.V. Ivzhenko, V.A. Popov, A.A. Leshchuk, and G.F. Sarnavskaya, “Equipment for Injection Moulding of Thermosetting Materials Based on Ceramic and Metal-Ceramic Powder,” Powder Metall. Met. Ceram., 43, No. 9–10, 538–545 (2004).
A.N. Oumer, A.M.S. Ali, and O.B. Mamat, “Numerical simulation of fibre orientation in simple injection molding processes,” Int. J. Mech. Mechatron. Eng., 9, Issue 9, 18–24 (2009).
M.G.H.M. Baltussen, M.A. Hulsen, and G.W.M. Peters, “Numerical simulation of the fountain flow instability in injection molding,” J. Non-Newtonian Fluid Mech., 165, 631–640 (2010).
V. Onbattuvelli, S. Laddha, S.-J. Park, J.P. De Souza, and S.V. Atre, “Powder injection molding of SiC for thermal management,” Technol. Metal. Mater. Miner., 9, Issue 2, 123–131 (2012).
V.V. Bilovol, Mould filling Simulations during Powder Injection Molding, PhD Thesis, Delft Univ. Technol., Delft (2003), p. 136.
D.E. Sidorov, S.O. Pristailov, A.A. Lyzogubenko, and M.S. Kushnir, “Injection molding of a product based on secondary polystyrene, Visnyk NTUU “Kyiv Polytechnic Institute,” Chemical Engineering, Ecology, and Resource Conservation, No. 1, 33–36 (2010).
O.G. Frolova, L.N. Tkachenko, A.L. Maksimenko, and M.B. Stern, “Investigation of slip flow in computer modeling of injection molding technology,” Mathematical Models and Computational Experiment in Materials Science, Issue 9 (2007), 31–34.
N.V. Novikov, V.V. Ivzhenko, A.A. Leschuk, V.A. Popov, G.F. Sarnavskaya, and A.P. Antonyuk, “Experimental researches and modeling of injection molding for products of complex forms from technical ceramics,” Superhard Mater., No. 5, 3–19 (2004).
A.A. Leschuk, T.A. Tsysar, and V.V. Ivzhenko, “Computer modeling of heat transfer processes during injection molding of products of complex shapes,” Superhard Mater., No. 2, 34–43 (2009).
V.C. Chirkin, Thermophysical Properties of Materials of the Nuclear Industry [in Russian], Atomizdat, Moscow (1968), p. 484.
Tables of Physical Values: Handbook, I.K. Kikoin (Ed.) [in Russin], Atomizdat, Moscow (1976), 1008 p.
V.I. Tumanov, Properties of Tungsten–Cobalt Carbide Alloys: Handbook [in Russian], Metallurgiya, Moscow (1971), p. 96.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Poroshkova Metallurgiya, Vol. 60, Nos. 3–4 (538), pp. 28–45, 2021.
Rights and permissions
About this article

Cite this article
Psiarnetska, T., Kirkova, O., Leshchuk, O. et al. Development of Ceramic Items Injection Moulding Technology Using Computer Modeling. Powder Metall Met Ceram 60, 150–163 (2021). https://doi.org/10.1007/s11106-021-00223-3
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11106-021-00223-3