
Abstract
The goal of this study is to create a model, remove the core cavity, and construct an injection molding apparatus for making a plastic cup. The mold flow investigation of the part is conducted by Autodesk code in the core cavity style. The tool can be configured to produce a good-quality part while taking into account the simplicity of manufacture, assemblage, and constructive part expulsion. The device style should meet the apparatus specifications, and it may be the identical throughout the part’s or products productive lifetime. While ensuring high productivity, quality must be compromised to some level. Similarly, production will be reduced when efforts are focused on improving quality. To ensure good quality and productivity, machining parameters must be optimized. The purpose of this study is to present the conditions of the plastic injection molding process. The processing conditions were suitable for the production of a high-quality product. It is one of the utmost common and versatile techniques for developed sophisticated plastics constituents with outstanding dimensional tolerances. Injection molding is most popular when good quality, high tolerance, and fast production rates are essential.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Injection molding is the most widely utilized thermoplastic molding technique. The ability of thermoplastic materials to soften when heated and harden when cooled has been supported. As a result, the procedure entails softening the fabric in an extremely hot cylinder, before pumping it stressed into the mold chamber, where it hardens as it cools [1]. Within the cyclic operation, each step is dispersed in its own zone of equivalent equipment. When the plunger is withdrawn, granular material (polymer) is fed from the hopper into the barrel [2]. The cloth is subsequently pushed into the heating zone, where it is heated and softened. The chemical substance spreads into a thin coating surrounding the sink, allowing for rapid heating.
This new material pushes the already melted chemical compound forward through the nozzle that is in direct contact with the mold [3]. The melted chemical substance pours into the mould cavity through the disorder, runner logic gate. The clamping action of the press platen forces the mold to shut tightly [4]. Before the mold is opened and the produced half is released, the fabric inside the mold should be cooled stressed below. Injection molding is a manufacturing technique that uses both thermoplastic and thermoset plastic materials to create components [5]. Melted plastic is inserted into a mold at a great pressure, creating the inverse of the products contour [6]. Molds are made from metal, sometimes aluminum or steel and accuracy machined to make the alternatives of the required half once a product is planned, sometimes by an engineer or industrial designer [7].
For thermoplastic polymers, injection molding is a primary net shaping process. The injection molding process is used to make more than 30% of all plastic parts. This is a highly preferred method in the manufacturing business because it can make complex-shape plastic goods with high dimensional precision and quick cycle times. Automobile manufacturing, exteriors, and casings of things such as mobile phones, computer monitors and further devices with a thin shell feature are typical examples [8].
2 Literature Review
A lot of research is existence done to figure out what is going on, identify crucial components, and possibly mold the processes. The majority of recent research has been based on theoretical, computer-based replication prototypes, and realistic experimental judgments [9]. Some researchers attempted to investigate whether tooling elements such as mold material had a major impact on sink marks. Injection temperature and holding time are considered handling variables in mold manufacture. They discovered that allotment time was more significant than injection temperature [10].
3 Methods and Methodology
Injection molding has been difficult method for several producing associate in researches to provide product meeting requirement at an efficient means. The subsequent flow chart shows the methodology of this work. Figure 1 shows the methodology of injection molding.

Methodology
The methodology adopted is achieving the said objectives can be illustrated as follows. Theoretical study about molds and their characteristics, additive manufacturing, polymer composites and various characterization techniques with appropriate standards. Obtaining the conceptual design of the cup and plate using AUTODESK Fusion 360 using final product, obtain the conceptual design of cup and plate mold using AUTODESK Fusion 360. Material Selection and Procurement. Obtain a final mold and find the analysis of various method parameters of injection molding method, calculations of different parameters [11].
Mold filling, plastication, and cooling with hardening will be separated into three independent steps in a single injection molding cycle. Plasticization: This phase is carried out within the injection component and is comparable to extrusion. The fabric method characteristics of the plastication stage determine the compound flow, a grouping of fabric physics, screw speed, back pressure, and shear, barrel temperature. The main goal is to create a uniform softening for the resulting phase of the process, regardless of where the cloth enters the mold. The back pressure, screw back temperature, and cylinder temperature are molding constraints that switch the plastication phase [12].
3.1 Objectives
-
To design a cup, plate and mold by AUTODESK fusion 360 software.
-
To manufacture a polypropylene cup and plate by injection molding.
-
To analyze properties of polypropylene material.
3.2 Product Design
3.2.1 Cup
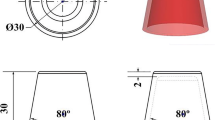
A cup is associate open-top instrumentation accustomed to hold liquids for running or drinking; whereas chiefly used for drinking, it can also be accustomed to store solids for running. Cups square measure used for termination thirst across a large vary of cultures and social categories and completely different kinds of cups could also be used for various liquids or in several things. Cups of various designs could also be used for various varieties of liquids or different foodstuffs, in several things, or for adornment. Cups square measure associate improvement on exploitation cupped hands or feet to carry liquids. Figure 2 shows the cup design [13].

Cup design
3.2.2 Mold
The phrases mold and die are commonly used to define the device used to make plastic components in molding. Molds are exclusive to produce, hence they were normally only used in fabrication where thousands of components was being made. Beryllium copper alloy, aluminium, pre-hardened steel, hardened steel, aluminium are common materials for molds [14]. The optimal of fabric to manufacture a mold out of is essentially one of economics, steel molds are normally additional expensive to concept, but their lengthier life covers the advanced original price over the next variety of components created formerly performing. Pre-hardened steel molds are fewer wear resilient and are employed for lesser capacity needs or superior constituents, normal Rockwell-C hardness is 39–47.
3.2.3 Mold Structure
The injection mold, ejector plate, runner plate, and base plate are the first four components in the mold. Plastic resin go in the mildew over a gate or sprue within the injection mold, the purpose of the sprue bushing is to closure warmly beside the needle of the injection barrel of the molding device and consent molten plastic to glide from the container into the mold, also identified as the hollow space. The molten plastic is directed to the hollow space photographs through channels by the sprue bushing. Because these stations consent plastic to run alongside them, they are known as runners. The melted plastic travels over the contender and into the empty area, passing through one or more specialized gates. A mold is normally built so that the precast element dependably stays on the ejector facet of the tube as it unlocks, and the sprue and runner are drawn out of the facet with the pieces. When the element is dislodged from the facet, it falls freely [15].
3.2.4 Mold Machining
Molds are made using dual common techniques, modern machining, and electric discharge machining. Injection molds have historically been constructed using standard machining in its traditional form. With technical advancements, CNC machining has become the primary way of producing additional intricate molds with further precise mildew information in less time than outdated procedures. The method not only allows for the creation of difficult-to-machine shapes, but it also allows for the creation of pre-hardened molds that do not require any heat treatment. Figure 3 shows the mold design and assembly [16].

a Mold design and b assembly
3.2.5 Base Plate
The clamp plates are used to connect the mold halves to the molding plates. Mold clamps are held in place by large bolts, while some machines employ magnets to keep mildew on the plates. The two parts of the tube must first be properly closed with the clamping device before the cloth can be injected into it. Each partial of the mildew is connected to the injection molding machine, with one half permissible to slide. The mildew splits are pushed calm by the hydraulically powered fastening unit, which uses enough pressure to keep the steel securely locked while the fabric is introduced. The quantity of period it takes to nearby and lock the gate depends on the machine, superior machineries those with more fastening services will take lengthier. The gasping cycle period of the gadget can be used to evaluate this period [17].
3.2.6 Ejector Plate
A series of pins or bars are used to push parts away from the core. The Ejector System is the name given to these series. After enough time has passed, the cooled section can be evacuated since the mold using the ejection apparatus, which is friendly to the rear half of the mold. When the mold is opened, a mechanism is used to force the part out of it. Because the item shrinks and adheres to the mold as it cools, it takes a lot of force to get it out. To aid in part ejection, a mold relief agent can be scattered over the outsides of the mold cavity earlier to measurable injection, after the part has been expelled, the mold can be clamped shut, permitting the subsequent shot to be injected [18].
3.2.7 Cavity or Mold Part
The sections of the mold where the part is molded into the required shape are known as cavities. Because molds must be balanced, only a fixed amount of cavitations are usually permitted. The cavity plate is made up of a hollow section where the object will be produced. To contest the precise dimension with the punch and cavity plate is off-centered. In direction to release the finishing product generated from the mold, the cavity plate will be separated into two sections [19].
3.2.8 Runner Plate
In a sprue, plastic runs via the sprue bushing, then to individual runners, which transport the material to the gates, which serve as the material’s entry point into the individual cavities. It is possible to reground (chopped up) and reuse the sprue and runners. A hot runner system can be used to eliminate them [20].
4 Result and Discussion
Because raw materials are getting scarcer and more expensive, and energy costs are rising, the mold design approach should not only focus on cost reduction, but also on lowering source feasting and emissions over the course of its full life cycle. Injection molding presents four difficult defects like weld lines, warpage, sink marks shrinkage. In many circumstances, especially for parts with complex geometry, the development of them is unavoidable. Based on a survey of the literature, we can deduce that the majority of studies have focused on process parameters and product geometry [21]. It is simple to control faults by choosing the right geometry and settings. Process parameters can be changed at any point during the process, however other aspects such as mold design and material have cost and time constraints, whereas the use of a cooling passage can advance product quality while increasing cycle time and cost. Although the plastic injection molding process is complicated, by managing the process environment, the product can be manufactured with fewer faults [22].
Process parameters were discovered to play a significant function in the process through a literature review. Other post-process variables, such as mold/product form, size, and geometry, as well as machine setup, were not as critical as process parameters. Pneumatic injection molding for the manufacture of polymeric components in small sizes, the molding process in small scale industries is becoming increasingly important [23]. Because of its low cost and short cycle time, this technology has the potential to play a significant role in the polymeric industry in the near future. Traditional methods have a lower capacity of output. The capacity to process polymers with a variety of characteristics depend on the desired function. Several concerns must be defined as a result of this work, including the standardization of this procedure and the appropriate method to take based on component shape and polymers composite materials and additive manufacturing (3D printing) and Injection Molding can be done with a wide range of materials, such as elastomers, metals and most commonly, thermosetting and thermoplastic polymers [24–29]. However, in light of global competitiveness and the need for shorter manufacturing times, new manufacturing processes for tool production, such as Additive Manufacturing, have been investigated for injection moulding tools [30–40].
5 Conclusion
For the fabrication of polymeric components in small sizes, the pneumatic injection molding method in small scale productions is becoming more important. This technology has the potential to play a critical role in the polymer industry in the near future. The ability to process a wide range of polymers to accomplish the desired function. Several concerns must be defined as a result of this review, including the calibration of this procedure and the optimum method to take based on different part geometries and polymers. In this work in preference to making injection mold die for a plastic cup, we conclude that, we are designing a product model of cup and plate by fusion 360 software, and also designing a mold for cup and plate by using CAD software AUTODESK Fusion 360. In this we are manufacturing a cup and plate products by injection molding. Many attempts are being made in this way. However, only a small percentage of them succeed, necessitating extra attention in this area. Because, according to this research, many faults emerge as a result of processing settings. As a result, processing parameter control is essential for product manufacture.
The hand injection mold component research work provided me with invaluable expertise in the design and production of a mold and cup. An actual execution of any action necessitates the cooperation of numerous departments. The tool’s design begins with an abstract concept, which is subsequently translated into a full-fledged manufacturing drawing. It’s also critical that the tool is made with all of the process’s complexities in mind. The goal of the exercise is to obtain defect-free components that meet specifications and have built-in tool superiority in the most cost-effective manner possible. By raising the machine’s holding pressure and holding time, the sink scratch start in the rib portion of the trial element was avoided. The research work was completed successfully after conducting a design exercise and selecting a plastic for the mold that had a good balance of strength and manufacturability. To improve the soundness of the gate, it’s possible to engineer it. Meeting technical, financial, and delivery deadline criteria, the injection mold’s design has been approved. The tool is designed and manufactured in-house.
References
Datta S, Bandyopadhyay A, Kumar PP (2008) Grey-based Taguchi method for optimization of bead geometry in submerged arc bead-on-plate welding. Int J Adv Manuf Technol 39:1136–1143
Deng C-S, Chin J-H (2005) Hole roundness in deep-hole drilling as analyzed by Taguchi methods. Int J Adv Manuf Technol 25:420–426
Kim DS, Kim JS, Ko YB (2008) Experimental characterization of transcription properties of microchannel geometry fabricated by injection molding based on Taguchi method. In: Microsystem technology, vol 14, pp 1581–1588
Singh G, Sayad M (2019) Effect of injection moulding process parameter on warpage of using Taguchi method. Int Res J Eng Technol (IRJET) 6(11). e-ISSN: 2395-0056, p-ISSN: 2395-0072
Mohan Kumar T, Dhanasekar D, Chidambaram K, Anil Kumar S (2019) Optimization of process parameter in injection moulding using Taguchi method. Int Res J Eng Technol (IRJET) 6(5). e-ISSN: 2395-0056, p-ISSN: 2395-0072
Kiatcharoenpol T, Vichiraprasert T (2018) Optimizing and modeling for plastic injection molding process using Taguchi method. IOP Conf Ser: J Phys: Conf Ser 1026. https://doi.org/10.1088/1742-6596/1026/1/012018
Ramakrishna RK, Dr Mao K (2017) Minimization of shrinkage in injection molding process of acetal polymer gear using Taguchi DOE optimization and ANOVA method. Int J Mech Ind Technol 4(2):72–79. ISSN 2348-7593
Kale HP, Dr Hambire UV (2015) Optimization of injection molding process parameter for reducing shrinkage by using high density polyethylene (HDPE) material. Int J Sci Res (IJSR) 4(5). ISSN: 2319-7064
Tidke YP, Dhote AV, Dr Patil CR (2014) Study and optimization of process parameters in plastic injection moulding—a review. Int J Res Appl Sci Eng Technol (IJRASET) 2(IV). ISSN: 2321-9653
Jain K, Kumar D, Kumawat S (2013) Plastic injection molding with Taguchi approach—a review. Int J Scien Res (IJSR) 2(5). ISSN No: 2277-8179
Madhukumar K, Sampathkumar L, Nataraj MN, Kumarswamy R (2015) Design of plastic injection mould tool for air filter box bottom cover. Int J Modern Trends Eng Res 2(4)
Zhou J, Li L, Hu Y, Yang J, Cheng K (2011) Plastic mold design of topcover of out-shell of mouse based on CAE. Int J Adv Control Eng Inf Sci
Shinde P, Patil SS, Kulkarni SS. Design and development of plastic injection mold for auto component. Int J Scien Res Manage Stud (IJSRMS) 2(3)
Iftekhar Hussain B, Safiulla M, Ali M, Suresh G (2014) Injection mould tool design of power box side panel. Int J Inno Res Sci Eng Technol 3(2)
Praveena BA (2021) IOP Conf Ser: Mater Sci Eng 1013:012004
Praveena BA (2021) IOP Conf Ser: Mater Sci Eng 1013:012006
Yadav SPS et al (2022) Development of 3D printed electromyography controlled bionic arm. In: Srinivasa Pai P, Krishnaraj V (eds) Sustainable machining strategies for better performance. Lecture notes in mechanical engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-2278-6_2
Santosh Kumar DS, Praveen BA, Kiran AS, Kempaiah UN (2015) Development of pineapple leaf fibre reinforced epoxy resin composites. IRJET 2(03):2190–2193
Patil SS, Praveen BA, Kempaiah U, Adarsha H (2017) Fabrication and characterization of Kevlar/jute reinforced epoxy. Int Res J Eng Technol 4(9):1441–1444
Praveena BA, Shetty BP, Akshay AS, Kalyan B (2020) Experimental study on mechanical properties of pineapple and banana leaf fiber reinforced hybrid composites. AIP Conf Proc 2274:030015. https://doi.org/10.1063/5.0022381
Praveena BA, Balachandra PS, Sachin B et al (2020) Physical and mechanical properties, morphological behaviour of pineapple leaf fibre reinforced polyester resin composites. Adv Mater Process Technol 2020. https://doi.org/10.1080/2374068x.2020.1853498
Singha G, Verma A (2016,) A brief review on injection moulding manufacturing process. In: Proceedings of international conference of materials processing and characterization (materials today: proceedings), pp 1423–1433
Yi-Qi W, Jae-Gyu K, Jung-Il S (2013) Optimization of plastic injection molding process parameters for manufacturing a brake booster valve body. J Mater Des 56:313–317
Dimla DE, Camilotto M, Miani F (2005) Design and optimisation of conformal cooling channels in injection moulding tools. J Mater Process Technol 164:1294–1300
Singh Yadav SP, Lakshmikanthan A, Ranganath S, Gowdru Chandrashekarappa MP, Anand PB, Shankar VK, Avvari M (2022) Effect of pin geometry and orientation on friction and wear behavior of nickel-coated EN8 steel pin and Al6061 alloy disc pair. In: advances in materials science and engineering, vol 2022, Article ID 3274672, p 16. https://doi.org/10.1155/2022/3274672
Joseph K, Jangam S, Ramesha K, Umesh V, Kumar GV, Santhosh N, Shankar G, Razak A, Afzal A, Praveena BA (2022) Design and optimization of the process parameters for fusion deposition modelling by experimental and finite element approach, AIP Conference Proceedings 2421, 040004. https://doi.org/10.1063/5.0076809
Praveen B, Abhishek SU, Shetty PB, Sudheer Reddy J, Praveena BA (2022) Industry 4.0 researchers computer numerical control machine tool to manufacture calligraphy board. In: Shetty NR, Patnaik LM, Nagaraj HC, Hamsavath PN, Nalini N (eds) Emerging research in computing, information, communication and applications. Lecture Notes in Electrical Engineering, vol 790. Springer, Singapore. https://doi.org/10.1007/978-981-16-1342-5_15
Lokesh N, Praveena BA, Reddy JS, Vasu VK, Vijaykumar S (2021) Evaluation on effect of printing process parameter through Taguchi approach on mechanical properties of 3D printed PLA specimens using FDM at constant printing temperature. Mater Today: Proc. https://doi.org/10.1016/j.matpr.2021.11.054
Praveena BA, Buradi A, Santhosh N, Vasu VK, Hatgundi J, Huliya D (2021) Study on characterization of mechanical thermal properties machinability and biodegradability of natural fiber reinforced polymer composites and its applications recent developments and future potentials: a comprehensive review. Mater Today: Proc. https://doi.org/10.1016/j.matpr.2021.11.049
Praveena BA, Lokesh N, Buradi A, Santhosh N, Praveena BL, Vignesh R (2021) A comprehensive review of emerging additive manufacturing (3D printing technology): methods materials applications challenges trends and future potential. Mater Today: Proc. https://doi.org/10.1016/j.matpr.2021.11.059
Moulya HV, Vasu VK, Praveena BA, Rajesh M, Ruthuparna SA, Rahul K (2021) Study on acoustic properties of polyester—fly ash cenosphere\nanographene composites. Mater Today: Proc. https://doi.org/10.1016/j.matpr.2021.11.052
Nagaraja S, Kodanda R, Ansari K, Kuruniyan MS, Afzal A, Kaladgi AR, Aslfattahi N, Saleel CA, Gowda AC, Bindiganavile Anand P (2021) Influence of heat treatment and reinforcements on tensile characteristics of aluminium AA 5083/silicon carbide/fly ash composites. Mater 14(18):5261. https://doi.org/10.3390/ma14185261
Aftab SG, Faisal A, Hussain H, Sreedhara B, Babu NR, Praveen BA (2021) Structural analysis of human femur bone to select an alternative composite material. Mater Today: Proc. https://doi.org/10.1016/j.matpr.2021.08.197
Vinayaka N, Akshaya C, Praveena BA, Praveen Kumar UB, Marulasiddeshi HB (2021) Study of supercritical airfoil aerodynamics at various turbulence intensities and mach numbers in transonic regime. High Technol Lett 27(8):1–11
Praveena BA, Kumar SV, Manjunath HN, Sachin B, Yadav SP, Lochan BR, Kumar GA, Reddy JS (2021) Investigation of moisture absorption and mechanical properties of natural fibre reinforced polymer hybrid composite. Mater Today: Proc 45:8219–8223. https://doi.org/10.1016/j.matpr.2021.04.254
Praveena BA, Balachandra P, Vinayaka S, Srikanth N, Shiv HV, Yadav SP, Avinash L (2020) Mechanical properties and water absorption behaviour of pineapple leaf fibre reinforced polymer composites. Adv Mater Process Technol 1–16. https://doi.org/10.1080/2374068X.2020.1860354
Praveena BA, Mudabbir Ahmed MD, Kedambadi V, Kempaiah UN (2018) The design, optimisation and analysis of office chair base, based on the European standards. Int J Mech Prod Eng Res Dev 8(8)
Anilthota HG, Praveena BA (2017) Processing and characterization of green composites using sisal and palm fibers. Int J Eng Sci Comput IJESC 4262–4265
Harish HV, Santhosh N, Srikanth HV, Praveena BA, Patil A, Shivashankar P (2014) Optimum design of conical draft tube by analysis of flow using CFD simulation, Ijltemas, III (Vii), pp 99–103
Santhosh N, Vinayaka N, Aswatha MU, Praveena BA (2013) Computational analysis and design for precision forging of aluminium AA 6061 connector. Int J Comput Eng Res 3(9):1–8
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Praveena, B.A. et al. (2023). Design of Injection Mold for Manufacturing of Cup. In: Pradhan, P., Pattanayak, B., Das, H.C., Mahanta, P. (eds) Recent Advances in Mechanical Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-9057-0_8
Download citation
DOI: https://doi.org/10.1007/978-981-16-9057-0_8
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-9056-3
Online ISBN: 978-981-16-9057-0
eBook Packages: EngineeringEngineering (R0)