
Some features are provide for the change in structure and properties of commercial purity titanium during hydrogenation and their effect on formation of the final structure of semifinished products and objects after vacuum annealing. It is established that titanium hydrogenation kinetics by a thermal diffusion method and specimen structure formation are mainly determined by the temperature for introducing hydrogen.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Thermal hydrogen treatment (THT) of titanium alloys is an effective method for controlling their structure and properties [1]. As a rule it includes thermal diffusion saturation of material with hydrogen (hydrogenation), heat treatment, and vacuum annealing, during which hydrogen is removed to a safe concentration from the point of view of developing hydrogen brittleness [2]. In this process hydrogen is introduced as a temporary alloying element that changes the equilibrium condition of material and initiates occurrence of phase and structural transformations not typical for the original material.
Depending on alloy class, its chemical composition, original structure, and problems being resolved, in the THT process it is necessary to optimize hydrogenation regimes (scheme, temperature, hydrogen concentration), and vacuum annealing.
In spite numerous studies of the effect of hydrogen on the structure and properties of titanium alloys [2–5], some features of this process remain hardly studied, which prevents improvement of effective use of THT and its more extensive introduction into production practice [6]. In particular, structure formation in titanium alloys during hydrogenation has not been studied sufficiently. As a rule, regimes for introducing hydrogen into material are selected according the minimum time for the process, and therefore quite high treatment temperatures are used for accelerating diffusion distribution of hydrogen throughout the volume of a workpiece. Phase and structure transformations occurring at low temperature, having a marked effect on formation of a final structure and set of mechanical properties for material after the end of THT, remain unconsidered.
In view of this an attempt is made in the present work to interpret some features of the change in structure and properties of commercial purity titanium during hydrogenation and their effect on forming final semifinished product and object structure.
Methods of Study
Bars ∅ 12 mm of titanium alloy VT1-0 (commercial purity titanium) were studied. Hydrogenation was accomplished by a Sieverts thermal diffusion method [7] at 550 to 700°C. Pure gaseous hydrogen within a known closed volume at the required pressure was prepared by decomposing titanium hydride. Then it was pumped into the previously evacuated working chamber, within which a specimen was placed, heated to the required temperature and held for 20 min. A specimen absorbed a prescribed volume of hydrogen at this temperature. Saturation was controlled by the change in hydrogen pressure in the chamber. After the end of saturation and soaking for 1 h a specimen was cooled at a rate of 1 K/sec to normal temperature. The amount of hydrogen introduced was assessed from specimen weight increase.
Specimens were subjected to metallographic, x-ray structural analyses, and also HRA hardness measurement. A series of hydrogenated specimens were given vacuum annealing at 700 – 800°C followed by analyzing their structure and properties.
Results and Discussion
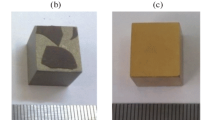
In the first stage specimens cut from bars were given vacuum annealing at 300 – 920°C for 1 h in order to compare structure before and after hydrogenation. Studies showed (Fig. 1, Table 1) that the original equiaxed α-structure with a grain size of 25 – 27 μm is retained up to an annealing temperature of 600°C. An increase in temperature leads to α-grain growth, whose size after annealing at 800°C is about 55 μm. After annealing at 900°C and above there is a sharp change in specimen structure (Fig. 1 c): coarse lamellar α-phase forms, and the size of a converted β-grain reaches 900 μm. The structure is retained during subsequent heat treatment and leads to a marked reduction in mechanical properties [8]. In view of this heating titanium semifinished products and objects to the temperature of the single-phase β-region is extremely undesirable. Correction of this structure is only possible means of deformation at temperatures of the α-region, although this is impossible for cast, sintered, welded, and some other objects.

Microstructure of alloy VT1-0 specimens after vacuum annealing at 700 (a), 800 (b), and 920°C (c).
With introduction of hydrogen into titanium alloys there is a rapid reduction in transition temperature in the single-phase β-region (Ac 3). Therefore during hydrogenation above Ac 3 material in the α-condition is gradually transformed into (α + β)- and β-conditions. This may appear in the size of β-transformation grains and material properties after THT.
During subsequent cooling of a hydrogenated specimen β → α- and β→(α + δ)-transformations proceed within it, which leads to formation of the final structure. These transformations are accompanied by significant volumetric effects, which should affect structural component morphology and the defective nature of their crystal lattices.
All of these factors will affect the structure of hydrogenated material and substructure processes occurring during subsequent vacuum annealing.
In order to study these processes specimens of alloy VT1-0, previously annealed in a vacuum at 700°C for 1 h, were hydrogenated to a concentration of 0.6 – 0.7%Footnote 1 at different temperatures and identical initial hydrogen pressure, equal to 130 mm Hg (Fig. 2).

Change in working chamber hydrogen pressure during alloy VT1-0 specimen hydrogenation at 550 (1), 580 (2), 640 (3), and 700°C (4).
At low temperature (550°C) hydrogenation commences 6 – 8 min after hydrogen supply to the working chamber. Most intense hydrogen absorption occurs in the next 7 min, after which pressure is almost unchanged. An increase in temperature to 580 – 640°C shortens both the time for the start of hydrogenation (to 3 and 2 min respectively), and the time for rapid hydrogen absorption (3 and 4 min respectively). At 700°C hydrogen absorption commences almost immediately after its supply to the working chamber. The absorption rate at this temperature decreases, and the process lasts about 4 min.
The following factors mainly affect the change in hydrogenation kinetics.
-
Presence of an oxide film on a specimen surface. At low temperature a dense TiO2 oxide film forms naturally under normal atmospheric conditions having the structure of anatase, makes access of hydrogen to titanium difficult. With an increase in hydrogenation temperature the oxide film changes its structure into brookite, and then rutile [9], which does not protect titanium from penetration of hydrogen due to presence of pores. In addition, at high temperature there is dissolution of the oxide film. As a result of this with an increase in hydrogenation temperature the “incubation period” for absorption is shortened and entirely disappears.
-
Change in specimen phase composition with an increase in temperature. At low temperature the structure of titanium is only α-phase. With an increase in temperature and increased hydrogen concentration there is α → β-transformation in titanium. Hydrogen solubility in phases decreases, as a result of which the saturation rate slows down.
-
Hydrogen diffusion rate into titanium. With an increase in temperature the hydrogen diffusion rate increases sharply, particularly above the temperature of its condensation in crystal structure defects (400°C). In view of this “outflow” of hydrogen from a surface into the volume of metal proceeds more rapidly, which should accelerate saturation of titanium with hydrogen.
Simultaneous action of these factors leads to an ambiguous change in hydrogenation kinetics. At below 600°C the main contribution is made by an oxide film, slowing down the start of hydrogenation. In addition, relatively slow diffusion mobility of hydrogen in the titanium crystal lattice at this temperature reduces its absorption rate.
At higher temperature (700°C and above) retardation of absorption is connected with a reduction in hydrogen solubility in alloy. In view of this with an increase in hydrogenation temperature the time for metal saturation with hydrogen (incubation period and rapid absorption time) increase at first and then decrease.
With a hydrogenation temperature below 600°C the α → β-transformation does not proceed to completion [2], and within the structure particles of original α-phase remain, and may be called “primary” particles.
Specimens hydrogenated at above 600°C to a concentration of 0.6 – 0.7% have a single-phase α-structure at these temperatures [2]. With subsequent cooling in all specimens there is successive realization of β → α- and β→(α + δ)-transformations that also determine structure (Fig. 3). This is represented by transformations of β-grains within which α-platelets and eutectoid (α + δ) (finely dispersed lamellar mixture) are present.

Microstructure of alloy VT1-0 specimens after hydrogenation at 550 (a), 580 (b), 640 (c), and 700°C (d).
Hydrogenation temperature affects the size of structural components: the lower it is, the smaller is the average size of transformed β-grains (Table 1), and length and thickness of α-platelets (Fig. 3).
It should be noted that the size of a transformed β-grain for specimen hydrogenated at below 640°C is almost indistinguishable from size of the original α-grains of unhydrogenated specimens. At the same time, after hydrogenation at 700°C the size of transformed β-grains exceeds by about a factor of two to three the size of α-grains after vacuum annealing of the original specimens at the same temperature.
In order to determine the crystal structure defectiveness of specimens after hydrogenation x-ray structural studies were carried out with determination of phase crystal lattice spacing for phases and half-width of their diffraction lines (Table 2). Results of studies showed that the phase composition of specimens is only represented by α-phase and δ-hydride (TiH2). Crystal lattice spacing of these phases for specimens hydrogenated at different temperatures differ insignificantly. At the same time, the half-width of diffraction lines for α-phase decreases sharply with an increase in hydrogenation temperature. This indicates that with low hydrogen saturation temperature the level of microstresses is high in the α-phase crystal lattice. Apparently their occurrence is due to a significant volumetric effect of phase transformations developing within material during hydrogenation and cooling to normal temperature. These stresses, and also the considerable fineness of α- and δ-phases, give rise to a significant increase in hydrogenated specimen hardness (see Table 1).
It should be noted that the size of previous β-grains for specimens hydrogenated at temperatures up to 580°C is almost indistinguishable from the size of α-grains of original specimens annealed in a vacuum at 700°C. An increase in hydrogenation annealing temperature leads to β-grain growth, whose size with a hydrogenation temperature of 700°C increases by almost a factor of three compared with hydrogenation at 580°C. This is apparently connected with the fact that at below 600°C during saturation to 0.6 – 0.7% hydrogen, α → β-transformation is not completed, and the alloy structure retains particles of primary α-phase preventing β-grain growth.
With higher treatment temperatures introduction of hydrogen leads to transition into a single-phase β-condition, which causes rapid β-grain growth. However, a lower transition temperature into a β-condition for hydrogenated specimens makes it impossible for β-grains to reach such “enormous” dimensions as with transition into the β-region for specimens without hydrogen. In view of this the size of transformed β-grains in specimens hydrogenated at 700°C is less by almost a factor of ten than for specimens annealed at 920°C (see Table 1).
During THT hydrogenated specimens are given vacuum annealing in order to remove hydrogen to safe concentrations (0.005 – 0.008%), and therefore specimens are annealed in a vacuum at 650°C for 3 h.
After this treatment the residual hydrogen content in specimens does not exceed 0.008%. After hydrogen removal the phase composition of specimens is only represented by α-phase with identical crystal lattice spacings (Table 2). The hydrogenation regime only affected the half-width of α-phase diffraction maxima, which increased with a reduction in hydrogenation temperature
At the same time there were marked differences within the structure of specimens. It may be noted that the size of transformed β-grains in specimens after hydrogenation is entirely inherited at the end of vacuum annealing (Fig. 4, Table 1). The α-phase itself is colonies of relatively short platelets, whose size increases somewhat with an increase in hydrogenation temperature.

Microstructure of alloy VT1-0 specimens after hydrogenation at 550 (a), 580 (b), 640 (c), and 700°C (d) and vacuum annealing at 650°C.
The hardness of specimens subjected to a hydrogenation and vacuum annealing cycle is somewhat higher than that of specimens with vacuum annealing alone, but below the hardness of specimens in the original condition (see Table 1).
Conclusions
These studies have shown that titanium hydrogenation kinetics by a vacuum diffusion method and the structure of specimens formed are mainly determined by the hydrogen introduction temperature. At below 550°C saturation of titanium with hydrogen is prevented by a “natural” oxide film at the surface of specimens. An increase in hydrogenation temperature accelerates saturation, but may lead to rapid intensification of β-grain growth with transition of the alloy into a single-phase β-condition. It may be suggested that use of THT for semifinished products and objects of commercial purity titanium will be more effective in those cases when the structure of the original material is already represented by transformed β-grains and coarse α-phase platelets. In this case after THT the size of the original transformed β-grains is almost unchanged, and α-phase platelets are quite effectively refined. This treatment was implemented for example for titanium objects sintered in the β-region, welded joints, shaped castings, etc.
Notes
Here and subsequently in the text hydrogen concentration is given in weight fractions expressed as a percentage.
References
A. A. Il’in, A. M. Mamonov, and M. Yu. Kolerov, “Thermal hydrogenation treatment — new form of treatment for titanium alloys,” Perspekt. Mater., No. 1, 5 – 14 (1997).
A. A. Il’in, B. A. Kolachev, V. K. Nosov, and A. M. Mamonov, Hydrogen Technology for Titanium Alloys [in Russian], MISiS, Moscow (12002).
A. A. Il’in, S. V. Skvortsova, A. M. Mamonov, and M. Yu. Kolerov, “Effect of hydrogen on phase and structural transformations in titanium alloys of different classes,” Fiz. Khim. Mekhan. Mater., 42(3), 33 – 39 (2006).
O. P. Nazimov, A. A. Il’in, and M. Yu. Kolerov, “State of hydrogen in titanium,” Zh. Fiz. Khim., 54, 2774 – 2277 (1980).
S. G. Glazunov and B. A. Kolachev (eds.), Titanium Alloy Metallography [in Russian], Metallurgiya, Moscow 91980).
A. A. Il’in, A. M. Mamonov, and M. Yu. Kolerov, “Scientific bases and principles of constructing production processes for thermal hydrogenation treatment of titanium alloys,” Metally (RAN), No. 4, 157 – 168 (1994).
B. A. Kolachev, Hydrogen Embrittlement of Metals [in Russian], Metallurgiya, Moscow 91985).
V. K. Aleksandrov, N. F. Anoshkin, A. P. Beloserov, et al., Titanium Alloy Semifinished Products [in Russian], VILS, Moscow (1996).
G. P. Luchinskii, Titanium Chemistry [in Russian], Khimiya, Moscow (1971).
Results of the work were obtained in MATI with financial support of the federal target program “Research and development for priority areas of developing the scientific and technological complex of Russia for 2014 – 2020” in accordance with an agreement for supply of a subsidy No. 14.577.21.013 (unique agreement identifier RFMEF157714X0013).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 6, pp. 25 – 29, June, 2016.
Rights and permissions
About this article

Cite this article
Kollerov, M.Y., Mamonov, A.M., Zasypkin, V.V. et al. Features of Titanium Structure Formation During Thermal Diffusion Saturation with Hydrogen. Met Sci Heat Treat 58, 335–339 (2016). https://doi.org/10.1007/s11041-016-0013-9
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-016-0013-9