
Abstract
The paper analyzes the effect of isothermal holding time during air-atmosphere heating in and the nitride deposition in a vacuum on the regularities of the oxide and nitride coatings formation on VT6 titanium alloy. The kinetics of coating dissolution was studied during subsequent high-temperature vacuum annealing. The operation principle of oxide and nitride as a “barrier” coating is shown when creating a unidirectional gradient structure using thermal hydrogen treatment. It is shown that the creation of a finely dispersed surface structure using thermal hydrogen treatment makes it possible to increase hardness up to 40.5 HRC compared to the bulk hardness (33.5 HRC).
Similar content being viewed by others

Avoid common mistakes on your manuscript.
INTRODUCTION
Usually, the formation of the structure and properties of semi-finished products occurs during their deformation and subsequent heat treatment. At the same time, in terms of the mechanical properties level, such a structure does not always satisfy the required properties of products, therefore it is necessary to carry out additional processing [1–3]. For example, in products experiencing cyclic or dynamic loads during operation, a surface transformation of the structure is necessary, with a smooth transition from one type of structure on the surface to another type in the center [4–7]. One of the innovative ways to create such structures can be thermal hydrogen treatment based on reversible hydrogen addition [8–11]. Due to the differentce of diffusion mobility between the hydrogen atoms and the main alloying elements, a finely dispersed surface structure is created in the a semi-finished product or product, and an unchanged lamellar structure remains in its center. In a series of works [12–15], the possibility of using thermal hydrogen treatment for surface structure shaping of a semi-finished product was shown. This made it possible to double the material endurance limit, compared to the cast state, while the impact strength decreased by only 15%. But for products experiencing dynamic loads, it is necessary to create surface “unidirectional” gradient structures, which requires temporary “protection” of the remaining sides of the semi-finished product from hydrogen penetration [1, 2, 7, 16].
An oxide film that forms on the titanium surface during natural oxidation gives it high corrosive properties and protects against the penetration of gases, in particular hydrogen. However, when heated in vacuum above 600°C, it dissolves, which leads to volumetric saturation of the alloy with hydrogen [8, 9]. It is known from the literature [17–19] that “artificially” grown oxide films can also be created on the surface of titanium alloys, for example, during microarc oxidation, which prevents the penetration of hydrogen. An alternative method for “isolating” the sides of a semi-finished product from hydrogen penetration can be nitride coatings formation [20–22]. However, studies on the effect of high-temperature vacuum heating on nitride coatings on titanium alloys have not been carried out.
This work is a continuation of the research carried out by the authors in this direction [23, 24]. The studies were carried out on VT6 titanium alloy, one of the most commonly used in Russia (VT6s, VT6k, VT6ch) and abroad (Ti64, IMI318, TC4, SAT-64) [25]. These works determined the “protective” properties, advantages and disadvantages of oxide coatings during one-sided hydrogen-addition. The principle of coatings operation is shown when creating “unidirectional” gradient structures.
The purpose of this work was to carry out a comparative analysis of various methods of “protection” of the semifinished products surface made of VT6 alloy to create “unidirectional” gradient structures in them using thermal hydrogen treatment.
EXPERIMENTAL
Investigations were performed on the samples cut from 12.5 mm thick industrial manufactured hot-rolled plate made of VT6 titanium alloy. The chemical composition of the board met the requirements of the GOST 19807-91 standard [26].
Heat treatment in an air atmosphere and in a vacuum was carried out in an electric furnaces SNOL-2.2.5.1,8/10-I3 and Vega-3M, respectively. Titanium nitride deposition was perfomed in Bulat-6 device. The thickness of the oxide coating was determined by measuring the microhardness on narrow-cut samples. The thickness of the nitride coating was determined using a Calotest thickness gauge by ball abrasion.
Addition of hydrogen was performed in Sieverts device in a molecular hydrogen atmosphere. The amount of added hydrogen was determined by weight gain with an accuracy of 0.0001 g. The amount of residual hydrogen was determined by the spectral method on an ISP-51 spectrograph device with an electronic analytical attachment MORS-1/2048/PCI.
Microstructures were investigated using a Cals Zeiss Axio-Observer.A1m graphic microscope at up to ×1000 magnification. The hydrogen penetration depth was determined on metallographic specimens by the change of microhardness and a load of 50 g. Each measurement line contained 50 measures with 100 μm gap between. Hardness was determined by the Rockwell method using a Macromet 5100T device in accordance with GOST 9013-59.
RESULTS AND DISCUSSION
In the initial state, the structure of a plate made of VT6 alloy is homogeneous and represented by the β‑phase and partially deformed lamellar α-particles. To form a coarse lamellar α-structure, all samples were annealed in the β-region. The resulting structure is also homogeneous in cross section and is represented by large β-grains surrounded by α-border with α-plates located inside, collected in a colony.
At the first stage of the work, the effect of isothermal holding time during air atmosphere heat treatment and vacuum ion-plasma treatment on the durability and thickness of coatings formed on VT6 titanium alloy samples was investigated. Based on our own earlier studies [20, 21, 23] and taking into account the provision of good adhesion strength of protective coatings, oxidation was carried out at a temperature of 900°C, for 1 to 4 hours, and nitride deposition at 400°C, for 5 up to 30 minutes.
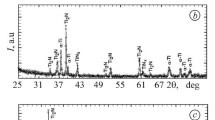
A visual inspection of the samples surface after oxidation and nitride deposition showed that continuous defect-free oxide and nitride coatings of characteristic brown and golden-yellow colors are formed, respectively (Fig. 1). An increase in the isothermal holding duration does not significantly affect the quality and color of the coatings.

Exterior of oxide (a,b) and nitride (c,d) coatings after isothermal holding (a,c) and vacuum annealing at 800°C for 1 hour (b,d).
Measurement of the coating thickness showed that on all six sides the thickness of the oxide coating was approximately the same. An increase in the oxidation time from 1 hour to 4 hours leads to an increase in its thickness by about 2 times (Fig. 2a). It should be noted that during the oxidation process, not only the oxide scale forms, but also the alpha layer of the α-phase solid solution of the saturated with oxygen. It was found that the nitride coating thickness on one side is approximately 1.7 times less than on the other five sides (Fig. 3a). Such a significant difference in the thickness of the forming coating is associated with the orientation of the sample relative to the cathode during deposition. An increase in the deposition time from 5 minutes to 30 minutes leads to an increase in the coating thickness by 3.7 times (Fig. 3a).

Thickness of oxide and alpha layers after different duration of isothermal oxidation (a) and after vacuum annealing at 800°C for 1 hour (b).

Thickness of the nitride coating after different duration of isothermal deposition (a) and after vacuum annealing at 800°C for 1 hour (b).
The first stages of the hydrogen addition take place in a vacuum: the samples were placed in vacuum, heated to a predetermined temperature, and isothermal holding is carried out to bring the system into equilibrium. Therefore, to assess the resistance of the formed “protective” coatings, all samples were subjected to vacuum annealing at 800°C for 1 hour.
Analysis of the results obtained showed that vacuum annealing leads to partial dissolution of the oxide coating formed during isothermal holding at 900°C for 1 hour, and to its complete retention after holding for 4 hours (Fig. 1a). After vacuum annealing, an increase in the length of the oxidized layer from 20 to 40% is observed (Fig. 2b). This is due to the diffusion of oxygen deep into the metal. At the same time, processing in vacuum does not affect the samples exterior (Fig. 1d) and the thickness of the nitride coating during deposition for different durations (Fig. 3b).
Thus, it has been established that the best protective properties are possessed by an oxide coating formed during isothermal holding in an air atmosphere at a temperature of 900°C for 4 hours. As for nitride coatings, the application time does not affect their durability during subsequent processing in vacuum. Therefore, to assess the ability of oxide and nitride coatings to “resist” the penetration of hydrogen, coatings formed in the course of 4-hour oxidation at 900°C and 30-minute nitride deposition at 400°C were chosen.
The choice of the temperature and hydrogen amount for hydrogen addition was carried out on the basis of the previously obtained fundamental regularities of its interaction with titanium alloys of different classes [8, 9], as well as taking into account the peculiarities of its one-sided absorption. Therefore, hydrogen addition up to 0.3–0.5% was carried out at a temperature of 800°C. Before the start of the hydrogen addition, the oxide coating with an alpha layer and the nitride coating were removed from one side of the sample by mechanical processing. It should be noted that in case of oxide scale removal, the choice of the side was not important, while in case of nitride coating removal it was removed from the side having the smallest thickness. In order to prevent the diffusion of the main alloying elements and the redistribution of hydrogen, accelerated cooling was carried out immediately after the completion of the absorption process.
The analysis of the distribution of microhardness over the sample cross section after hydrogen addition showed that with an increase in the concentration of introduced hydrogen, the depth of its penetration from the oxide-free or nitride-free sides changes according to a parabolic dependence (Fig. 4). Moreover, the depth of the transformed structure is greater on a sample with a nitride “protective” coating, regardless of the same amount of added hydrogen (Figs. 4a, 4b). The mode of hydrogen addition provides conditions under which almost all hydrogen is concentrated in the near-surface layer of the sample; therefore, the transformation of the structure does not occur over the entire section, but only to a certain depth (Fig. 5). Therefore, as the distance from the surface deeper into the samples, due to a decrease in the hydrogen content, a sequential change of structures occurs: (α′′ + β)-, (α′′ + β + α)-, (α + β)-, i.e. a “unidirectional” or “linear” gradient structure is formed. Thus, on a sample with a “protective” oxide coating at a depth of 4000 µm and with a nitride coating at a depth of 6000 µm, the structure does not differ from the annealed state (Fig. 5).

Change in the depth of hydrogen penetration from the “protection-free” (a, c) and “protected” (c, d) with oxide (a, c) and nitride (b, d) coatings samples sides.

Changes in the structure over the depth of the samples after up to 0.4% hydrogen addition at 800°C from the oxide-free (a) and nitride-free (b) sample sides.
The study of the structure of the “protected” by the oxide barrier coating sample sides showed that already at a depth of 100 μm from the surface of the samples preliminarily hydrogenated up to 0.3 and 0.4% a (α + β)-structure is formed, which indicates an almost complete the absence of hydrogen penetration (Fig. 4c). And an increase in the hydrogen amount up to 0.5% leads to the partial dissolution of the oxide coating and the penetration of hydrogen and, as a consequence, to the formation of a (α′′ + β)-structure to a depth of 1000 μm. Probably, this is the reason for the significantly smaller increase in the thickness of the transformed structure on the oxide-free side at 0.5% hydrogen as compared to 0.4% hydrogen (Fig. 4a).
Investigation of the structure and measurement of microhardness on samples from the sides “isolated” with a nitride coating and preliminarily hydrogenated up to 0.3 and 0.4% hydrogen showed similar results. No hydrogen penetration through the nitride layer was found (Fig. 4d). At a amount of 0.5% hydrogen, although its penetration is observed, its depth is no more than 200 μm (Fig. 4d). It can be assumed that in order to increase the “protective” properties of the nitride coating at high hydrogen concentrations, it is necessary to increase its thickness by increasing its deposition time.
At the final stage of work, in order to remove hydrogen to safe concentrations (0.006%) and form the final gradient structure, vacuum annealing was carried out at a temperature of 625°С on samples with coatings of both type preliminarily hydrogenated up to 0.4%. All samples were preliminarily subjected to mechanical treatment to remove the barrier coating.
The studies have shown that in the process of degassing at low-temperature vacuum annealing, the β → α-transformation develops and a dispersed structure is formed in the surface layers from the side of the sample which had coating removed before hydrogen addition. As the distance from the surface deeper into the sample, a decrease in the degree of dispersion of structural components is observed, and at a depth of 4000–6000 µm the structure already differs little from the its annealed state (Fig. 6). In this case, the hardness of the near-surface layer with a dispersed (α + β)-structure is about 40.5 units. HRC, and the inner layer with a constant coarse-lamellar (α + β)-structure provides a hardness of 33.5 units. HRC. Thus, the formed unidirectional gradient structure, which changes from finely dispersed on the surface to coarse-lamellar in the center, contributes to an increase in the dynamic stability of the VT6 alloy specimens.

Change in the structure along the depth of the sample after vacuum annealing, preliminarily hydrogenated up to 0.4% from the oxide-free (a) and nitride-free (b) sample side.
SUMMARY
Thus, the comparative analysis of the “protective” properties of oxide and nitride coatings showed that the nitride coating formed during vacuum ion-plasma treatment, which is 100 times thinner than the oxide one, practically does not “pass” hydrogen during the its addition. It should be noted that although the nitride coating technology is more expensive compared to the oxidation technology, due to its significantly smaller thickness, its subsequent removal from the finished product may not be required. It is shown that both coatings effectively prevent hydrogen penetration up to concentrations of no more than 0.4%. It was found that at a hydrogen amount greater than 0.4%, the nitride coating has significantly higher “protective” properties in comparison with the oxide coating. The principal possibility of “unidirectional” transformation of the structure in a plate made of titanium alloy VT6 by means of thermal or chemical-thermal treatment with hydrogen addition is shown. It is shown that by varying the amount of the introduced hydrogen, it is possible to obtain a transformed structure layer of different depth. It is shown that the creation of a dispersed structure in the near-surface layers makes it possible to increase the hardness up to 40.5 units. HRC. Thus, the unidirectional gradient structure formed by thermal hydrogen treatment in the VT6 alloy specimens can provide increased toughness and a slower crack propagation rate in the specimens.
REFERENCES
D. G. Kupriyun, A. L. Gavse, and S. Yu. Chusov, Defense Equip. Issues 121, 114 (2017).
V. A. Grigoryan, I. F. Kobylkin, V. M. Marinin, and E. N. Chistyakov, Materials and Protective Structures for Local and Individual Armor Protection (Radiosoft, Moscow, 2008) [in Russian].
A. P. Petrov and A. G. Shlyonskiy, Light Mater. Technol. 3, 76 (2019).
A. A. Ilyin, S. V. Skvortsova, G. V. Gurtovaya, and D. A. Lamzin, Aviats. Prom. 4, 3 (2007).
M. V. Vozdvizhenskaya, A. M. Mamonov, and I. N. Vozdvizhensky, Vest. Solovyov Rybinsk State Aviation Technol. Univ. 3, 104 (2018).
G. Raab, I. S. Kodirov, G. N. Aleshin, et al., Vest. Magnitogorsk. State Tech. Univ. 17, 64 (2019).
G. P. Anastasiadi and M. V. Silknikov, Serviceability of Armor Materials (Asterion, St. Petersburg, 2004) [in Russian].
A. A. Ilyin, B. A. Kolachev, V. K. Nosov, and A. M. Mamonov, Hydrogen Titanium Alloy Technology (MISIS, Moscow, 2002) [in Russian].
B. A. Kolachev, A. A. Ilyin, V. K. Nosov, and A. M. Mamonov, Light Mater. Technol. 3, 10 (2007).
M. Yu. Kollerov, A. M. Mamonov, V. S. Spektor, V. V. Zasypkin, et al., Met. Sci. Heat Treat. 58, 335 (2016). https://doi.org/10.1007/s11041-016-0013-9
A. M. Mamonov, A. I. Safaryan, V. V. Zasypkin, and E. O. Agarkova, Titan 1, 20 (2016).
V. V. Kovalenko, Physical Basis of the Formation and Evolution of Gradient Structural-Phase States in Steels and Alloys (Poligraphist, Novokuznetsk, 2009) [in Russian].
S. V. Skvortsova, V. S. Spektor, I. M. Kudelina, et al., Light Mater. Technol. 2, 37 (2011).
K. S. Senkevich, S. V. Skvortsova, I. M. Kudelina, and M. I. Knyazev, Russ. Metall. 2014, 66 (2014). https://doi.org/10.1134/S0036029514010121
A. M. Mamonov, A. I. Safaryan, E. O. Agarkova, and M. A. Zhilyakova, Met. Sci. Heat Treat. 60, 80 (2018). https://doi.org/10.1007/s11041-018-0243-0
A. G. Illarionov, A. V. Zhloba, M. O. Leder, et al., Titan 2, 16 (2018).
V. K. Shatalov, L. V. Lysenko, A. O. Shtokal, et al., Prot. Met. Phys. Chem. Surf. 55, 1352 (2019).
S. Y. Betsofen, A. A. Ashmarin, A. A. Lozovan, A. M. Mamonov, et al., J. Surf. Invest. 10, 705 (2016). https://doi.org/10.1134/S1027451016040054
E. A. Lukina, J. Phys.: Conf. Ser. 1396, 012030 (2019).
E. A. Lukina, M. Y. Kollerova, P. V. Panin, et al., Mater. Today: Proc. 4, 4675 (2017).
A. M. Mamonov, S. M. Sarychev, S. S. Slezov, and Yu. V. Chernyshova, Met. Sci. Heat Treat. 60, 290 (2018). https://doi.org/10.1007/s11041-018-0274-6
V. V. Lozanov, I. Yu. Il’in, N. I. Baklanova, et al., Russ. J. Inorg. Chem. 65, 1781 (2020).
O. N. Gvozdeva, A. V. Shalin, and A. S. Stepushin, IOP Conf. Ser.: Mater. Sci. Eng. 709, 022082 (2020). https://doi.org/10.1088/1757-899X/709/2/022082
S. V. Skvortsova, O. N. Gvozdeva, A. V. Shalin, and A. S. Stepushin, Titan 3, 25 (2019).
A. A. Ilyin, B. A. Kolachev, and I. S. Polkin, Titanium alloys. Composition, Structure, Properties (VILS-MATI, Moscow, 2009) [in Russian].
GOST (State Standard) 26492-85: Bars Rolled from Titanium and Titanium Alloys. Technical Conditions.
ACKNOWLEDGMENTS
The authors express their gratitude to the collective resource center “Aerospace materials and technologies” of the Moscow Aviation Institute on the equipment of which the research was carried out.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
CONFLICT OF INTEREST
The authors declare that they have no conflicts of interest.
ADDITIONAL INFORMATION
The article is published following the results of the Sixth Interdisciplinary Scientific Forum with International Participation “New Materials and Advanced Technologies,” Moscow, November 23-26, 2020, https://n-materials.ru.
Rights and permissions
About this article

Cite this article
Skvortsova, S.V., Gvozdeva, O.N., Shalin, A.V. et al. Protective Coatings Formation using Thermal and Thermochemical Treatment to Create “Unidirectional” Gradient Structures in VT6 Titanium Alloy. Russ. J. Inorg. Chem. 66, 1176–1182 (2021). https://doi.org/10.1134/S0036023621080271
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0036023621080271