
Abstract
Heat-resistant nickel alloys are promising materials for manufacturing structural elements used in high-temperature nuclear power plants. Nickel alloys are characterized as difficult-to-weld materials; this is one of the main factors limiting their use. This paper presents the results of the development and industrial exploitation of welding technology for heat-resistant nickel alloy grade CrNi62MoCh2-VI (EC 199-VI). The quality control results of the obtained welded joints are presented. Notably, the welded joints of the CrNi62MoCh2-VI alloy exhibit resistance to intercrystalline corrosion and demonstrate improved mechanical characteristics.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The design of a nuclear power plant (NPP) [1] demonstrates the presence of welded joints. Therefore, one of the main requirements for selecting structural materials (SMs) for NPPs is their manufacturability, which is primarily determined by their weldability [2].
Welded joints within NPPs are operated under harsh conditions and must ensure reliable and trouble-free operation of structures and equipment. The reliability and performance of these joints are determined by the weldability of the materials involved. Weldability refers to the ability of a material to produce a welded joint with quality and properties that match or exceed those of the base metal being welded. This includes ensuring the absence of various types of defects such as pores, cracks, and slag inclusions. [3].
Deterioration in weldability leads to several issues: formation of hot cracks during welding, development of cold cracks in welded joints, substantial grain growth in the heat-affected zone, and formation of unfavorable structures with high brittleness and low ductility in the thermal impact zone (TIZ). Additionally, such deterioration results in the formation of softened areas in the TIZ, occurrence of sites in the heating zone, susceptibility to dispersion strengthening of dispersion either immediately after welding or over time, and occurrence of high residual stresses and deformations.
Heat-resistant nickel alloys are promising SMs for high-temperature NPPs; however, they are characterized as difficult-to-weld with increased sensitivity to hot crack formation. This sensitivity is attributed to their low stacking fault energy and the tendency to soften during welding mainly through the mechanism of dynamic recrystallization. Therefore, the development and industrial exploitation of welding technology for heat-resistant nickel alloys, essential for manufacturing equipment elements for high-temperature NPPs, require immediate attention.
During 2020–2022, research efforts were focused on the development and industrial exploitation of a heat-resistant nickel alloy with increased structural stability at 600℃–800℃, along with high strength and ductility. The new alloy grade CrNi62MoCh2-VI (EC 199-VI) represents a collaborative innovation between specialists from the Materials Science Department of NIKIET, the I.P. Bardin Central Research Institute of Iron and Steel Industry, and the Metallurgical Plant Electrostal. The required characteristics of the alloy are achieved mainly owing to a specific structural-phase state, which ensures that the performance of the alloy remains at or above the required level throughout its service life under high-temperature conditions. Such a structural-phase state is attained in the CrNi62MoCh2-VI alloy as a result of microalloying with scandium.
The peculiarity of microalloying with rare-earth metals lies in the fact that the effectiveness of their influence on the alloy properties depends on the proportion of the alloying element. Thus, even slight overalloying can notably deteriorate the alloy properties [4]. Therefore, during the alloy development process, meticulous care is taken to determine the optimal limits for scandium concentration [5]. The limit for the scandium content in the alloy was established by studying the alloy characteristics during smelting of alloys with various compositions and ensuring that does not exceed tenths of a percent.
This study investigated the development and industrial exploitation of welding technology as well as the production of butt-welded joints from a pilot batch of sheets made of the nickel alloy grade CrNi62MoCh2-VI (EC 199-VI).
Methods
Figure 1 presents the structures of the base alloy CrNi62Mo-VI (EC 190-VI) and the new nickel alloy grade CrNi62MoCh2-VI (EC 199-VI). As shown in the figure, thermal exposure of the base alloy CrNi62Mo-VI (EC 190-VI) at 600℃–800℃ resulted in an uneven distribution of intermetallic inclusions, such as topologically close-packed phases, forming continuously interconnected particles at the grain boundaries, potentially leading to low resistance against the formation and propagation of brittle cracks. The nickel alloy grade CrNi62MoCh2-VI (EC 199-VI) subjected to same conditions also experienced the precipitation of intermetallic inclusions; however, the resulting relatively uniform distribution of intermetallic particles contributed to high deformability and stability of performance characteristics [6].

Microstructures and schematic representations of the structures of the base alloy grade CrNi62Mo-VI (EC 190-VI) [7] and nickel alloy grade CrNi62MoCh2-VI (EC 199-VI) after thermal exposure at 750℃
When developing the nickel alloy grade CrNi62MoCh2-VI (EC 199-VI), special attention was paid to achieve a structure that ensures stress relaxation via plastic deformation, thereby preventing crack formation [8]. As a result, after short-term mechanical tests conducted at 600℃–800℃ on all samples, including those in their original state and after thermal aging, the fractures were characterized as ductile intergranular (Fig. 2).

Fracture of a sample of the nickel alloy grade CrNi62MoCh2-VI (EC 199-VI) after high-temperature thermal exposure (1000 h at 750℃) and mechanical tensile tests at 750℃
In 2020, specialists from NIKIET, the I.P. Bardin Central Research Institute of Iron and Steel Industry, and the Research Institute of Chemical Engineering developed a technology for welding a pilot batch of sheets made of heat-resistant nickel alloy grades CrNi62MoCh1-VI and CrNi62MoCh2-VI and issued a technological instruction (TI-04-2020-4810 with the letter O1). At the Research Institute of Chemical Engineering, butt-welded joints were made according to TI-04-2020-4810 for a pilot batch of sheets from the nickel alloy grade CrNi62MoCh2-VI (EC 199-VI) in a heat-treated state with a thickness of 4 mm. Welding was performed manually using the argon arc method using 2‑mm-wide “noodles,” cut into 4‑mm-thick strips.
In 2022, these specialists developed another technology for welding and issued a technological instruction (TI-6-16-KS-22-1-4993) for same materials. This newly developed welding and heat processing technology involved manual argon arc welding with a nonconsumable electrode using strips (“noodles”) made from a 10-mm sheet with the dimensions of 3 mm × 5 mm and a length of 300–400 mm as the welding material. Similarly, at the Research Institute of Chemical Engineering, butt-welded joints were made according to TI-6-16-KS-22-1-4993 for a pilot batch of sheets from the nickel alloy grade CrNi62MoCh2-VI (EC 199-VI) in a heat-treated state with a thickness of 10 mm.
The appearance of welded joints made of 10-mm-thick hot-rolled sheets is presented in Fig. 3.

Appearance of welded joints manufactured from 10-mm-thick sheets of the nickel alloy grade CrNi62MoCh2-VI (EC 199-VI) at the Research Institute of Chemical Engineering
All the manufactured welded joints were subjected to radiographic testing, during which no lack of fusion, no cracks, or pores were detected. Additionally, no cracks were observed during all passes, and no sounds indicative of crack formation were detected either during the welding or cooling in still air.
Industrial exploitation of welding technology
In 2023, a collaborative effort between the specialists from NIKIET, the I.P. Bardin Central Research Institute of Iron and Steel Industry, and the Research Institute of Chemical Engineering developed led to the development of a technology for manual argon arc welding with a nonconsumable electrode of 10-mm-thick rolled sheets made of the nickel alloy grade CrNi62MoCh2-VI (EC 199-VI), which also resulted in issuance of a technological instruction (TI-2123). At the N.S. Artemov Tambov Plant “Komsomolets,” welded joints were manufactured according to TI-2123 from sheets of a pilot batch of alloy grades CrNi62Mo + Y‑VI and CrNi62Mo + Sc-VI. In a heat-treated state, these sheets exhibited a thickness of 10 mm with one-sided and two-sided edge cutting forms.
Strips cut from a sheet of the corresponding alloy, with dimensions of 2 mm × 2 mm and a length of 300–400 mm, were employed as welding material. These strips were supplied according to the developed TU 14-1-5725 and TU 14-1-5726 specifications.
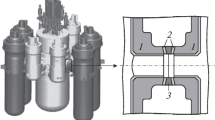
A nonconsumable tungsten electrode was used during welding, with argon serving as the gas protection for the welded joint on the front and back sides. Welding for all samples was performed in a rigidly fixed state on specially designed equipment (Fig. 4), which consisted of a 30-mm-thick sheet of 12Cr18Ni10Т steel with an 8‑mm-deep groove, into which argon was supplied during welding at a flow rate of 2–3 L/min to protect the back side of the joint.

Specially designed equipment utilized for welding in a rigidly fixed state
Quality control of welded joints was performed using various approaches, including visual and measuring methods, mechanical property and intergranular corrosion resistance (IGC) testing, and nondestructive methods such as radiographic, ultrasonic, and capillary testing.
Visual inspection involved examination of welds and adjacent metal surfaces on both sides of the joint to detect tarnish, burns, cracks, lack of fusion, and other defects. No defects were detected upon inspection. Metallographic studies further confirmed the absence of defects, including hot cracks, crystallization microcracks, pores, and various inclusions (Fig. 5).

Microstructure of the metal of a welded joint (10-mm-thick sheet) from the nickel alloy grade CrNi62MoCh2-VI (EC 199-VI)
During the susceptibility tests for IGC according to RD 24.200.15-90, the resistance of the welded joint to IGC was evaluated.. When subjected to 90° bending, the welded joint showed greater strength compared to the base metal. The short-term mechanical tests conducted on the welded joint, weld metal, and base metal at 700℃ confirmed the higher strength of the weld metal. Specifically, the temporary resistance of the welded joint and base metal was 530 N/mm2, while that of the weld metal was 50 N/mm2 higher. Consequently, the failure of all samples occurred along the base metal. Moreover, the ductility of the welded joint and weld metal was 40% (compared to 54% for the base metal), indicating a high resistance to cracking.
The appearance of a V-shaped butt-welded joint made from a sheet of the nickel alloy grade CrNi62MoCh2-VI (EC 199-VI) with a thickness of 10 mm is presented in Fig. 6.

Appearance of the V‑shaped butt-welded joint manufactured at the N.S. Artemov Tambov Plant “Komsomolets” from a 10-mm-thick sheet of the nickel alloy grade CrNi62MoCh2-VI (EC 199-VI)
The developed technology for welding heat-resistant nickel alloy grade CrNi62MoCh2-VI (EC 199-VI) was industrially exploited at the N.S. Artemov Tambov Plant “Komsomolets” (Tambov) and the Mining and Chemical Plant (Zheleznogorsk). The outcomes were positive, implying that the developed technology can be considered as the main welding technology for manufacturing equipment elements for high-temperature NPPs.
Conclusions
Through the conducted work, a technology for manual argon arc welding with a nonconsumable electrode using 10-mm-thick rolled sheets made of the nickel alloy grade CrNi62MoCh2-VI (EC 199-VI) was developed, and a corresponding technological instruction (TI-2123) was issued. This developed technology for welding heat-resistant nickel alloy grade CrNi62MoCh2-VI (EC 199-VI) was industrially exploited at the N.S. Artemov Tambov Plant “Komsomolets” and the Mining and Chemical Plant (Zheleznogorsk) and can be considered as the main welding technology for manufacturing equipment elements for high-temperature NPPs.
References
Dollezhal NA, Emelyanov IY (1980) Channel nuclear power reactor. Atomizdat, Moscow
Pinkhasik MS, Kuznetsov MA et al (1969) In: Bagdasarov YE (ed) Technical problems of fast neutron reactors. Atomizdat, Moscow
Zemzin VN, Zhitnikov NP (1972) Conditions for the formation of cracks in the heat-affected zone of welded joints during heat treatment. Avtomatich Svar 2:1–5
Eliseev YS, Maslenkov SB, Geikin VA, Poklad VA (2001) In: Maslenkov SB (ed) Technology for creating non-detachable connections in the production of gas turbine engines. Nauka i tekhnologii, Moscow
Shevakin AF, Korostelev AB, Shishimirov MV, Pantyukhin AP, Korostelev YA, Poroshina MD (2022) Patent 2801911 Russian federation, IPC C22C19/05, corrosion-resistant alloy alloyed with scandium, No. 20221200481; application 07/26/2022; publ. 08/18/2023, Bull. No. 23.
Parshin AM (1988) Structure, strength and radiation damageability of corrosion-resistant steels and alloys. Metallurgiya, Chelyabinsk
Hamburg AS, Gusev AO, Gibadullina AF et al (2018) Study of the new nickel alloy CrNi62Mo for resistance to intergranular corrosion,” Ural’skaya shkola molodykh metallovedov. In: Proceedings of XIX Intern. scient.-tekhn. Ural school-sem. metal scientists—young scientists (Yekaterinburg, November 19–21, 2018). Izdat. Uralsk. Univ, Yekaterinburg, pp 389–392
Korostelev AB, Goslavsky OV, Shishimirov MV et al (2023) Microstructure and properties of nickel alloys for advanced power engineering. Elektromet 4:10–17
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 5, pp. 24–27, May, 2024. Russian DOI: https://doi.org/10.52351/00260827_2024_5_24
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Shevakin, A.F., Kharin, P.A., Korostelev, A.B. et al. Development and industrial exploitation of welding technology for heat-resistant nickel alloys for high-temperature nuclear power plants. Metallurgist (2024). https://doi.org/10.1007/s11015-024-01770-x
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11015-024-01770-x