
Results are provided for a comprehensive study of the structure and properties formation of microalloyed pipe steel produced in an AO United Metallurgical Company (Vyksa) casting and rolling complex conducted under laboratory and industrial conditions. The features of structure formation established are used to create steel compositions for electrically welded pipes and coiled rolled product manufacturing technology corresponding to steels strength classes up to K60 with improved toughness and cold resistance.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Simple and compact technology, regional raw material in the form of metal scrap, and good labor productivity with optimization of production expenditure have all made cast and rolling complexes (CRC) (Compact Strip Production (CSP)) one of the most dynamically developing and effective areas of ferrous metallurgy production. First under CRC conditions a simple range of product was manufactured, and then a requirement arose for resolving the task of forming product structure and properties satisfying high specifications, including rolled product for electrowelded pipe. Traditionally steel hot rolled strip for pipes is produced in continuous broadstrip mills (CBM) from slabs 200–250 mm thick after secondary heating in continuous furnaces. The sole casting and rolling complex in the Russian and CIS territories is within the composition of AO Associated Metallurgical Company (OMK) [1]. CRC are aimed at producing coiled and sheet rolled product from pipe grades of steel with thickness up to 12.7 mm with additional specifications for cold and corrosion resistance [2].
Important features of the CRC production scheme are:
-
absence of recrystallization before rolling (charging slabs into a tunnel furnace at 900–1100 °C);
-
small thickness (90 mm) of an original slab and limited overall reduction.
Within the composition of a continuous broad-strip mill (CBM) 1950 CRC [1] there is a tunnel furnace for heating and levelling the slab temperature, two roughing and six finishing stands, and intermediate conveyor with a system for rapid cooling, and a heating conveyor. A distinguishing feature of the 1950 mil compared with traditions CBM is the possibility of accomplishing in a finishing stand relative reduction up to 50% for one pass.
The aim of the present work is determination of the features of structure formation for low-carbon microalloyed steel for electrowelded pipe in a CRC production scheme in order to create steel compositions and manufacturing technology for coiled rolled product corresponding to steel strength class K60 with improved toughness and cold resistance.
In order to produce electrowelded pipe rolled product of low-carbon steel (0.004–0.7% C) is used, alloyed with manganese, and microalloyed with niobium (up to 0.08%).
Structure formation was studied in different stages of rolled product manufacture in a 1950 mill (the original slab structure was determined before charging into the tunnel furnace, after heating, after the roughing rolling stage, and the final structure of coiled rolled product). Research was conducted on specimens of industrial slabs and rolled product selected and quenched immediately during production in a CRC.
A study of structure formation kinetics with hot deformation was performed on the basis of results of tests in a Gleeble 3800 complex. Experiments in a DUO 300 laboratory rolling mill in the I. P. Bardin FGUP TsNIIchermet were accomplished using hot charging of ingots after casting into a dismountable mold. In order to study austenite recrystallization a hot rolling and recrystallization model (HRRM) [3] model was used, for which the database for the model was test steel data. Thermocalc and Dictra programs were used for thermodynamic calculations. Scanning electron microscopy (SEM) was carried out in a Carl Zeiss Ultra 5 microscope sing an energy dispersion INCA Energy X-Max spectrometer. Foils 40–50 μm thick after electrolytic polishing were studied by means of a JEM200CX transmission electron microscope with an accelerating voltage of 120 kV.
The process of structure formation during manufacture of microalloyed steel rolled product under CBM conditions has been studied and described extensively in [4,5,6]. However, under CRC conditions structure formation differs considerably. As a result of studying the structure of continuously-cast slabs it was determined that after casting (specimens selected ahead of the tunnel furnace) it is characterized by non-uniform distribution of austenite grain size through the cross section; apart from grains with a size from 300 to 1400 μm individual grains with a size up to 200 μm are observed. Grains size depends weakly on chemical composition of the test steels (Fig. 1).

Slab structure before the start of roughing rolling: (a) grain size distribution (slab cross section); (b) microstructure after slab quenching; (c) panoramic reconstruction of slab grain boundaries.
The slab surface temperature before the tunnel furnace is reduced to 900–1000 °C; in the central part of a cross section it is 1000–1120 °C; calculation performed by Thermocalc and Dictra programs showed that in this case in slab surface layers particles from 20–50% of niobium carbonitride are precipitated (in relation to steel composition). With heating to 1150–1170 °C the main part of precipitated particles dissolves and the proportion of undissolved particles is estimated at 7–17%. With steel microalloyed with titanium due to separation of niobium carbonitride particles on a substrate of titanium nitride the proportion of insoluble niobium increases by 10%. Slab structure after the tunnel furnace is characterized by non-uniform grain size distribution: from 300 to 2100 μm, and in this case the average grain size (525 μm) compared with the original condition varies insignificantly (±30 μm). An increase in heating temperature above 1150–1170 °C leads to an increase in nonuniformity of grain size both for steels microalloyed solely with niobium, and also for steels with addition Nb and Ti; with a reduction in heating temperature there is an increase in the proportion of precipitated coarse particles of niobium carbonitride, which do not participate in subsequent structure and property formation processes, but this may facilitate incomplete recrystallization of austenite during subsequent deformation.
In niobium-containing steel microalloyed with titanium there is formation of coarse “star-like” particles (100–150 μm or more) within which the core is titanium nitride, and “beams” are niobium carbonitride. These particles do not dissolve on heating and are detected with finished rolled product; their formation leads to ineffective use of part of the niobium (Fig. 2). Fine TiN particles are not detected within the slab structure.

Star-shaped particles based on TiN in steel rolled product: (a), (c) TEM; (b) SEM.
Austenite recrystallization processes have been studied by experiment and using the HRMM model [2]. The applicability of the HRRM model for studying rolled product in a CRC has been confirmed in the course of an industrial experiment under mill 1950 conditions: two slabs 90 mm thick were rolled in the roughing groups of stands to a thickness of 36–45 mm with a degree of deformation in the roughing stands of 36.8 and 29.3% each respectively. Before the finishing group of stands samples were cut with shears and water quenched. A study of the austenite structure showed that the average grain size was 55 μm in rolled product 36 mm thick and 76 μm in rolled product 45 mm thick, which corresponds to calculated values (Fig. 3). Studies showed that for compete recrystallization of coarse-grained austenite in the test niobium-containing steels at 1100–1150 °C a relative reduction of not less than 20–25% is required.

Different grain size distribution through cross section of rolled product 36 mm (a) and 45 mm (b) thick.
From results of studying recrystallization by means of the model it has been established that a change in roughing rolling parameters taking account of equipment possibilities (deformation temperature, distribution of reduction between stands, and overall degree of deformation) leads to a change in the resulting average austenite grain size from 55 to 110 μm, and the uniformity parameter for the austenite grain structure dmax/dav is from 1.3 to 2.8. Optimum roughing rolling parameters have been determined for steels of different compositions providing maximum structure uniformity and minimum possible austenite grain size; deformation temperature 1100–1150 °C; ratio of degree of deformation in the first and second stands ≈ 1.5/1; minimum product thickness 35 mm.
In order to obtain a fine final structure in the 1950 mill it is also possible to use a second strategy, which includes use of the finishing stand of the finishing group as a the third roughing stand. In this case it is necessary to put into operation a second finishing stand and to provide sufficient time for complete occurrence of static recrystallization,. It is also important to provide sufficient deformation temperature in the first stand (for test steel K60 not lower than 970 °C). An additional roughing pass makes it possible to reduce significantly the average austenite grain size (to 25.5 μm), and also to reduce the ratio dmax/dav.
Use of rapid cooling for rolled product after roughing rolling makes it possible to prevent grain growth and maintain structure homogeneity, formed in the course of roughing rolling with movement of rolled product towards the finishing group of stands. In this case it has also been established that in the original (nonuniform) structure inhomogeneity is strengthened even with use of rapid cooling. Use of semifinished product rapid cooling and a heated conveyor makes it possible to provide in a 1950 mill a temperature for the start of the finishing rolling stage at the level of below the temperature for stopping recrystallization.
The temperature range has been determined for the test steels for stopping recrystallization with use of rolling parameters. For example, it has been shown that with rolling strip 12 mm thick from semifinished product with thickness of 40–45 mm it is expedient to select steel with a niobium content not less than 0.04–0.05%, and in this case the deformation in the first finishing stand should be within the limits of 890–900 °C. With an increase in niobium content to 0.08% it is possible to increase the temperature for the start of finishing rolling to ≈ 920 °C.
The final semifinished product structure is determined by the structure of austenite before γ → α transformation. The effective austenite grain size Def is used as a criterion for evaluating the amount of generation sites, which depending on recrystallized grain size and overall degree of work hardening in the finishing group of stands, is determined by rolled product. In this case it is necessary to observe a balance between the rolling stages. For different semifinished product thicknesses and calculated austenite grain sizes corresponding to them before finishing rolling a dependence is plotted (Fig. 4) from which it is seen that the minimum value of Def may be obtained with semifinished product 35–45 mm thick.

Calculated effective austenite grain size (after finish rolling) in relation to rolled product thickness (austenite recrystallized grain size).
The microstructure and nature of precipitated carbonitride phase in coiled rolled product was studied by scanning transmission electron microscopy. It was shown in steel microalloyed solely with niobium a lower volume faction of sub-micro particles and a greater amount of nano-particles based on niobium of all forms are observed: austenitic, interphase, ferritic (with a size of 1–5 nm) [7]. In steel microalloyed with niobium and titanium a considerably greater amount of sub-micron carbide is observed with a size of 30–60 nm (particles consists of two fragments, whose composition is close to NbC and TiN) and a considerably smaller amount of nano-size particles formed within ferrite. In steel containing micro-additions of niobium and vanadium, only carbonitride (Ti,Nb)(C,N) particles are detected and VC particles are not observed; in steel microalloyed with vanadium alone, VC particles are also not detected; fine VN particles, providing steel strengthening by a precipitation hardening mechanism are only observed in steel containing 0.014% nitrogen and 0.095% vanadium. After tempering at 650 °C pipe of steel microalloyed with niobium, vanadium, and titanium within the structure fine VC precipitates are detected (which were not present before tempering) that confirms the assumption of retention of vanadium in solid solution in finished rolled product using rolling with accelerated cooling within the test temperature limits [8].
A reduction in strength with introduction in niobium-containing steel of micro-addition of titanium is caused by generation of niobium carbonitride on TiN particles, which leads to formation of a considerably greater amount of sub-micron size (30–60 nm) carbonitride; niobium is consumed in its formation, as a result of which there is a reduction in the amount of nano-size particles and the precipitation hardening effect is reduced.
A second possible mechanism for steel weakening is bonding of nitrogen into relatively coarse TiN particles, not causing precipitation hardening. The best combination of strength, ductility, and cold resistance is achieved in steel containing 0.08% niobium. Increased steel strength with a high niobium content with a reduction in the finishing deformation stage temperature range occurs not due to grain refinement, but as a result of precipitation of a considerable amount of nano-size carbonitride particles (2–5 nm) within austenite. Within steels with a high niobium content a ferrite matrix consists of fine-grained polygonal (FGP) and quasi-polygonal ferrite, and the amount and fineness of FGP increases with a reduction in deformation temperature in the finishing rolling stage (Fig. 5). Steel with addition of 0.04% and 0.01% titanium exhibits reduced strength, but in this case better ductility and cold resistance than for steel 0.04% added alone.

Steel rolled product microstructure with different microalloying content: А — 0.08% Nb, B — 0.04% Nb, C — 0.04% Nb + 0.010%Ti.
From results of research of numerous authors [9,10,11] metal produced by the CRC scheme is characterized by structural inhomogeneity whose main reasons are a lack of recrystallization, a relatively small degree of deformation, and non-optimum deformation regime (sometimes connected with the equipment layout, for example a lack of roughing stands). The research conducted, the technology and alloy pipe steel compositions for steels have made it possible to minimize structural inhomogeneity as a results of:
-
conducting the roughing rolling stage by an optimum regime, providing maximum uniformity of an entirely recrystallized austenite structure; as necessary use of a rolling regime with three roughing passes (use of the first finishing stage as the third roughing stage);
-
exclusion during performance of finishing rolling of partial austenite recrystallization (temperature for the start of the finishing stage Ts.fin below the temperature for starting recrystallization (Ts.r) ;
-
a reduction in manganese content used in low-carbon steels (0.04–0.07% C).
Almost total avoidance of structural inhomogeneity is achieved with use of recrystallization controlled rolling (eight cycles of recrystallization instead of two-three) in steel without added niobium; however, in this case the product cold resistance required is not provided.
An experiment for preparing steels under CRC conditions with reduced manganese content (1.2%) and a high niobium content (0.08%) showed that in this case there is a reduction in austenite stability, the magnitude of micro-stresses and α-phase dislocation density are reduced [12, 13], and there is also strengthening (an increase in textural index) of α-phase crystallographic texture as a result of accumulation of plastic deformation for austenite in performing the concluding stages of TMT below the recrystallization temperature (Fig. 6).

The best impact strength and cold resistance for the test steels are observed in rolled product of steel with 0.08% niobium. The ductile-brittle transition temperature (T50) for rolled product of this steel was below –80 °C, in contrast to other steels for which it was not below –55 to –65 °C. This is due to the following structural factors:
-
a fine ferrite grain size separated by high-angle boundaries (proportion of boundaries with a misorientation angle more than 10 °C ≥ 70%)) (Fig. 7);
-
a proportion of polygonal ferrite in the structure of more than 60% with a low level of microstresses, dislocation density, and crystallographic texture of α-phase with textural index not less than 1.80;
-
presence of crystallographic texture of α-phase with predominance of texture components {113}<110>, {112}<110>, {223}<110>, causing significant anisotropy of ductility properties between neighboring grains;
-
the displaced cubic orientation {001}<100> reinforcing a tendency towards occurrence of splitting at a failure surface during dynamic tests for impact bending, facilitating an increase in energy content of failure as a result of an increase in overall fracture area.

From results of these studies a concept of pipe steel chemical composition has been formulated for strength classes K56-K60 with thickness sup to 12.7 mm for CRC:
-
the carbon content corresponds to steels of strictly sub-peritectic composition (0.04–0.07%);
-
steel microalloying solely with niobium, whose content is determined by the required level of rolled product cold resistance (and not equipment possibilities) with respect to the minimum temperature at the start of the finishing rolling stage as in traditional BSM;
-
absence of additional elements, increasing austenite stability, apart from the content of (Cr + Ni + Cu = 0.25–0.45%) is a charge;
-
cold resistance at –60 °C and below is provided by increased niobium content and a reduction in the manganese content (increased high-angle boundary density).
The concept of controlled rolling in a CRC is presented as follows:
-
finished slab metal condition before rolling (at the outlet from a tunnel furnace); maximum dissolution of niobium carbonitride particles without increasing the difference in grain size, providing maximum slab surface temperature before feeding it into a tunnel furnace; choice of optimum temperature in a tunnel furnace (1150–1170 °C);
-
roughing rolling technology, including two (three) passes with relative reductions of 25–40% per pass at elevated temperatures (1100–1150°C). with this technology the original coarse grained structure (average grain size 525 μm, maximum 2100 μm) may be refined effectively with formation of a grain size of 50–60 μm with a grain structure uniformity parameter dmax/dav ≈ 1.6 ; in this case partial recrystallization is excluded entirely;
-
use of a rapid cooling system for semifinished product and a heated conveyor, which provides grain growth retardation;
-
semifinished product thickness for the finishing groups of stands is 3.5–4.5 fold. The temperature for the start of finishing rolling is below Ts.r the temperature for the end of rolling is above the Ar3 critical point (800–850 °C);
-
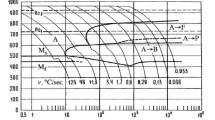
rolled product post-deformation cooling parameters and coiling temperature, determined on the basis of plotting thermokinetic diagrams taking account of the rolled product strength class and grades.
On the basis of this research a concept, specific controlled regimes, and steel compositions for producing cold-resistant coiled rolled product in an AO VMZ CRC 1950 mill have been developed. The set of production solutions developed has been successfully introduced into the CRC 1950 mill for producing coiled rolled product of strength classes up to K60 with thickness up to 12 mm.
Conclusion
In the casting and rolling complex of AO VMZ the main principles of thermomechanical treatment (controlled rolling) may be used in full measure with the following parameters: heating, preventing anomalous growth and providing dissolution of ≈ 90% Nb(C, N), increased temperatures and reduction during twofold deformation in the roughing stage, rapid cooling before the finishing rolling stage, finishing rolling at a temperature below that for stopping austenite recrystallization with formation of a fine-grained structure, and good pipe steel strength and cold resistance.
Features have been established for transforming an original austenite cast structure of a thin slab (without secondary heating) of pipe steel microalloyed with niobium dav ≈ 500–700 μm, dmax ≈ 2000–2100 μm) with recrystallization, and the possibility has been demonstrated of forming a fine and uniform grain size (up to 55 ± 17 μm) with two-fold deformation and its parameters have been determined providing complete occurrence of maximum grain size recrystallization: ε = 25–40 % per pass; Tdef = 1100–1150 °C, ε1/ε2 = 1.2–1.6.
A well-known feature of CRC metal of structural inhomogeneity (“mixed” structure) is minimized due to a reduction in manganese content (less than 1.5%) and carbon (0.04–0.07% C), but also formation of an entirely recrystallized austenite structure after roughing rolling, excluding partial recrystallization (Ts.fin < Te.r) during finishing rolling; its complete removal, achieved with recrystallization controlled rolling (eight cycles of recrystallization instead of two-three). In steel without added Nb, and in this case the cold brittleness threshold for rolled product increases by 20–30 °C.
A concept has been formulated of chemical composition of pipe steels for TMT in CRC conditions: sub-peritectic carbon content (0.04–0.07%); minimum manganese content (≤ 1.5%) required for achieving the desired strength in order to increase high-angle density; microalloying solely with niobium in an amount of 0.03–0.08% depending the level of cold resistance; natural alloying with elements entering to the charge composition, increasing austenite stability (Cr + Ni + Cu = 0.25–0.45%).
Cold rolling parameters have been determined providing formation in rolled product with thickness up to 12.7 mm of a fine ferrite-bainite structure (> 60% of polygonal ferrite with a low level of microstresses, dislocation density, and crystallographic texture of α-phase with an index of not less than 1.80) with increased grain size No. 12, with a proportion of grain boundaries with a misorientation angle more than 10° ≥ 70%, strengthened with nanosize (1–5 nm) Nb(C,N) particles, and the best combination of strength and cold resistance: strength class up to K60(X70) with cold resistance to –80 °C. For 2013–2018 in the CRC more 600 thousand tons of cold-resistant (at –20 and –40 °C) cold-rolled product of strength classes K56-K60 have been produced. Welded pipes with diameter from 219 to 1020 mm (single- and double-seam) have been produced from metal products and sent to consumers (including Gazprom and PAO Transneft).
References
A. M. Lamukhin and I. V. Dubinin, “Start-up of a casting and rolling complex and assimilation of production for high quality rolled product for electrowelded pipes,” Metallurg, No. 1, 38–44 (2010).
V. V. Kislitsa, A. M. Lamukhin, O. B. Isaev, et al., “Casting and rolling complex — new technology in the production of coild rolled product for pipe designation,” Byull. Chern. Met., No. 4, 50–56 (2013).
A. V. Chastukhin, D. A. Ringinen, L. I. Éfron, et al., “Development of models fro austenite structure formation for improvement of hot rolling strategies for pipe steel hot-rolled product,” Probl. Chern. Met. Materialoved., No. 3, 39–53 (2016).
S. Yu. Nastich, “Development of thermomechanical treatment technology for coiled rolled product of strength class K56–K60 under mill 2000 conditions,” Probl. Chern. Met. Materialoved., No. 1, 40–53 (2012).
E. V. Shul’ga, S. Yu. Nastich, Yu. D. Morozov, and I. V. Lyasotskii, “Structure formation in low-carbon microalloyed coiled steel,” Proc. V Eurasian Sci.-Pract. Conf., “Strength of Nonuniform structures,” IROST-2010 (Moscow 20–22 April 2010, MISiS with RAN participation).
S. Yu. Nastich, V. L. Kornilov, Yu. D. Morozov, et al., “New coiled steels for main pipelines of strength classes K54–K60 (X70): production experience in OAO MK and comprehensive research,” Stal’, No. 5, 59–63 (2009).
A. V. Chervonnyi, V. V. Naumenko, A. V. Muntin, et al., “Microalloying cold-resistant pipe steels for producing coiled rolled product in a casting and rolling complex,” Stal’, No. 9, 56–61 (2015).
A. V. Chervonnyi, V. V. Naumenko, A. V. Muntin, et al., “Development of a steel microalloying system for cold-resistant coiled rolled product under CRC conditions,” Metallurg, No. 10, 38–44 (2016).
R. J. Glodowoski, “Effect of V and N on processing and properties of HSLA strip steels produced by thin slab casting,” Proc. 42 nd Mechanical Working and Steel Processing Intern. Steel Society, 38, 441–454 (2000).
P. Uranga, A. I. Fernández, B. López, and J. M. Rodriguez-Ibabe, “Optimization of rolling conditions in Nb microalloyed steel processed by thin slab casting and direct rolling route: Processing maps,” Mater. Sci. Forum, 500/501, 245–252 (2005).
A. J. De Ardo, et al., Internat. Symp. of Thin Slab Casting and Rolling (TSCR’2002), Guangzhou, China, Dec. 3–5 (2002), Guangzhou: Chinese Society for Metals, 194–210 (2002).
O. A. Bagmet, V. V. Naumenko, and K. S. Smetanin, “Study of cold-resistant coiled rolled product for pipes manufactured under casting and rolling complex conditions. Part 1,” Metalloved. Term. Obrab. Metallov, No. 9, 9–14 (2017).
O. A. Bagmet, V. V. Naumenko, and K. S. Smetanin, “Study of cold-resistant coiled rolled product for pipes manufactured under casting and rolling complex conditions. Part 2,” Metalloved. Term. Obrab. Metallov, No. 11, 18–24 (2017).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, Vol. 62, No. 10, pp. 40–47, October, 2018.
Rights and permissions
About this article

Cite this article
Chervonnyi, A.V., Ringinen, D.A., Chastukhin, A.V. et al. Structure and Property Formation for Pipe Coiled Rolled Product During Manufacture Under Casting And Rolling Complex Conditions. Metallurgist 62, 1012–1021 (2019). https://doi.org/10.1007/s11015-019-00748-4
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-019-00748-4