
Results are given for research to develop scientifically based process solutions to improve quality characteristics of rolled coils cooled in a two-stage Stelmor line ensuring effective metal microstructure and processing properties for wire and wire products. An increase in welding rod ductility is achieved by limiting the steel’s strengthening element content, effective application of the boron to nitrogen ratio, and optimization of two-stage cooling, ensuring the formation of large ferrite grain size with rolling heat during isothermal soaking, thereby minimizing the formation of non-ductile structural components (bainite and martensite). For high-carbon wire rod used in the manufacture of concrete sleepers, it is necessary to achieve the fine pearlite structure of point 1 (GOST 8233–56) that is provided by alloying steel with boron, vanadium, and/or chromium, and also use of fan cooling. This structure is the optimum from the point of view of metal ductility and strength.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
In order to manufacture high quality wire and wire components of low- and high-carbon unalloyed and alloy steels used for ferroconcrete sleepers, tensioned structures, welding electrodes, and copper-plated wire for welded building structures, ship hulls, large diameter pipes, main gas and oil pipelines, during whose manufacture softening annealing or wire patenting are not required, it is necessary to prepare a starting workpiece, i.e., bar with effective, and occasionally unique structure and properties.
Results are given below for a study on the example of wire from high- and low-carbon alloys steels, making it possible to develop scientifically based production solutions for improving quality characteristics of rolled bar of the grade indicated above that has good processing efficiency into hardware [1–3].
Welding wire rod from alloy steels. Two production processes are used to manufacture welding wire using rod prepared from steels of types Sv-08G2S, Sv-08GNM, Sv-08G1NMA, Sv-08KhG2SMF, etc. [3].
Traditional technology includes chemical removal of scale, drawing rod 5.5–6.5 mm in diameter to wire 5.0–0.8 (0.6) mm in diameter using one or two operations of softening heat treatment (recrystallization annealing) and subsequent copper plating. In order to increase the effect of structure recrystallization (restoration of ductility properties) after cold deformation by drawing and wire strengthening, some researchers recommend the use of strengthening heat treatment (HT) of original wire rod (reduction in temperature for coiling or the end of rolling in the two-phase (γ + α)-range of temperature [4]. This production scheme for manufacturing welding wire of alloy steels is not effective: it is expensive (significant duration of the production cycle, use of a considerable of production equipment and production area, increase in the number of service personnel) and contaminates the environment considerably.
A new contemporary technology suggests preparation of copper-plated welding wire of the final diameter required to 0.8 (0.6) mm without using softening HT that is achieved by provision of an effective microstructure and wire rod properties.
Annealing-free drawing of wire rod 5.5 mm in diameter includes the following stages. Mechanical removal of scale, dry wire rod drawing to an intermediate diameter of 5.15–1.70 mm (depending on steel grade and its designation), then without using intermediate HT either wet drawing combined with electrochemical copper plating of the metal surface of wire 1.6–0.8 (0.6) mm in diameter, or dry drawing of wire 5.0–2.0 mm in diameter and copper plating. Thus, advantages of the new welding rod production scheme are evident.
Assimilation of welding rod production from alloy steels started with steel type Sv-08G2S [3]. It is natural that for contemporary production schemes for welding wire rod is required with extremely good ductility, i.e., a capacity for cold deformation with a significant overall degree (εΣ up to 98.8%). This rod was prepared by minimizing the content of strengthening elements (carbon, manganese, silicon, and nonferrous metal impurities) in steels at the level of the lower limit of content for the standard grade composition: total carbon content 0.05–0.07%, manganese 1.75–1.80%, and silicon 0.75–0.80%. Contemporary extra-furnace steel treatment in a ladle-furnace unit and degassing makes it possible to provide these narrow limits for chemical element content. Improvement of continuous casting technology using electromagnetic stirring (EMS) provides minimization of the development of dendrite liquation and an increase in steel chemical composition uniformity with a reduction in its contamination with nonmetallic inclusions (NI). In addition, steel microalloying with boron was introduced with the aim of obtaining boron nitride in the ratio B/N = 0.80 ± 0.15 for reciprocal bonding of nitrogen and boron with exclusion of their strengthening effect in a free state. In this case, nitrogen is derived from interstitial solid solution and reduces the degree of crystal lattice distortion, and on the other hand bonding nitrogen into boride prevents steel ageing. In a bonded condition, boron does not affect steel hardenability and thereby makes steel ductile. Significant deviation from a prescribed range of values to a lesser or greater extent gives rise to an increase in strength and a reduction in wire ductility. In addition, HT of this wire in a Stelmor line in a regime of prolonged quasithermal (even better entirely isothermal) exposure promotes a reduction in the amount of strengthening bainite-martensite areas (BMA) to a minimum or even exclusion of their participation (see the thermokinetic diagram (TKD), similar to the TKD given in Fig. 1 for steel Sv-08GNM). For steel Sv-08G2S, the best regime of this HT involves the following: austenitizing temperature (coiling) 950–980°C; wire coil cooling rate beneath a heat insulation cover 0.30 °C/sec, which provides a coil transportation rate of the order of 0.09–0.12 m/sec and location under the heat insulation cover for 1200–1300 sec. As a result of the use of the steel chemical composition and its heat treatment compared with metal produced by old technology, the following indices were achieved:

Austenite transformation thermokinetic diagram with steel Sv-08GNM continuous cooling (plotted by M. F. Evsyukov, IChM NANU, Dnepropetrovsk).
-
steel carbon equivalent (calculated by an equation Ce = C + Mn/5 + Si/7 + (Cr + Ni + Cu)/12) , by new technology not more than 0.55% against more than 0.60%;
-
amount of BMA not more than 5% (with complete isotherm for laboratory modeling, i.e., absence of BMA) against 40%;
-
ultimate breaking strength not more than 500 MPa against 630–750 MPa;
-
relative reduction of area not less than 75% against 35–45%;
-
minimum wire diameter obtained with annealing-free drawing with deformation of original wire rod 5.5 mm in diameter, 0.8 mm against 4–2.2 mm; and
-
maximum degree of relative deformation with annealing-free drawing 97.8% against 85–47%.
With TEM study of metal and x-ray structural analysis, it was shown for wire produced by the new technology there is less microdeformation of the crystal lattice and dislocation density; it has been demonstrated that orientation relationships for metal produced by the new technology are similar to the standard Pitsch ratio [5–7] corresponding to diffusion transformation of austenite into a ferrite-pearlite structure.
Considering experience of assimilating and introducing the newest technology for producing wire from steel type Sv-08G2S and favorable results achieved for annealing-free wire drawing into copper-plated wire with diameter up to 0.8 (0.6) mm, production regimes were developed and introduced for manufacturing wire of steels Sv-08GNM, Sv-08G1NMA, Sv-08KhG2SMF, and others, capable of drawing to the required final diameter without initial or intermediate HT [3, 8, 9].
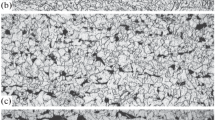
TKD and steel Sv-08GNM microstructure are given in Figs 1 and 2 with different cooling regimes under the following conditions: movement rate v mov = 0.09–0.12 m/sec; quasithermal holding beneath a heat insulation cover (120 m), 1200 sec, cooling rate v cool = 0.3 °C/sec.

Steel Sv-08GNM microstructure: a) t w/c = 1000°C; ferrite grain size No. 9–8 by GOST 5639–82; b) t co = 850°C; ferrite grain size No. 10–11 by GOST 5639–82.
Comparative data are given in [3] obtained for steel Sv-08GNM, similar to data for steel Sv-08G2S before and after introduction of measures for limiting the content of strengthening elements in metal, optimization of the ratio of boron to nitrogen content (at the same level as in steel Sv-08G2S), quasithermal holding regime for wire rod coils beneath a heat insulating cover (similar to regime for steel Sv-08GNM):
-
ultimate strength 480–490 MPa against 572–719 MPa;
-
relative reduction of area not less than 70% against 50–65%; and
-
amount of BMA at the level of 15% instead of less than 40%.
Electron microscope study and x-ray structural analysis confirm data for a reduction in of the crystal lattice microdeformation and dislocation density after introducing steel of the new chemical composition and wire rod manufacturing technology.
Results of laboratory studies of wire rod of steels Sv-08KhG2SMF, Sv-08G1NMA, Sv-08GNM, and others indicate the highest ductility properties correspond to isothermal holding in the range 600–700°C; for Sv-08G2S, 500–600°C for 20–30 min, and holding for 30 min has a greater effect. These treatment temperature and time parameters facilitate to the maximum extent transformation of austenite into ferrite and pearlite. The amount of BMA does not exceed 8%.
On the basis of these data, the concept of modernizing a two-stage Stelmor cooling line is proposed, including provision of total isothermal holding of wire rod coils beneath a heat insulation cover by stopping electric heaters and circulation fans with careful sealing from air influx into the isothermal tunnel space.
High-carbon wire rod for producing high-strength tensioning wire, reinforcing wire rod, and railway sleepers [2, 10, 11]. In order to manufacture high-strength wire for reinforcing a concrete structure (floor slabs, motorway structures, viaducts), rubberized covers for smooth crossing of automobile railway crossings, tensile strands for suspension bridges, railway sleepers, high quality wire rod (rolling into bar) of different diameters is required, predominantly 8–16 mm. This rolled product should be prepared from high-carbon steel with structural sorbitized pearlite exhibiting good strength in combination with ductility. This wire rod and wire from it does not need HT, i.e., patenting, which considerably reduces expenditure in hardware conversion. It is apparent that wire rod used in contemporary technology for manufacturing the wire products indicated above should have the same set of properties as patented wire rod.
The main complication in manufacturing products of this form is provision of the required high strength of original wire rod, i.e., not less than 1150, 1200, and 1250 N/mm2, which is due to the high strength of reinforcing wire rods not less than 1770, 1860, 2000 N/mm2 and more. Since mainly for production of this material wire of large diameter is used, i.e., 8.0 mm or more, then the prescribed structural state and ultimate strength of original wire rod is achieved by alloying steel with vanadium and/or chromium, and rapid cooling in a Stelmor line.
The maximum air cooling rate in existing Stelmor lines for large diameter wire rod is not more than 10–12 °C/sec instead of the required 20–25°C/sec. As a result of this, the structure required and correspondingly the level of wire rod strength may only be obtained with additional steel alloying. It is well known that the steel strengthening mechanism with vanadium is by precipitation hardening; chromium strengthens steel mainly by a solid solution mechanism.
For vanadium and chromium, there is typically dendrite liquation within microvolumes of metal arising during crystallization, which does is not entirely overcome during rolling. As a result of this, within the wire rod microstructure there is formation of banding, carbide inhomogeneity, and martensite and cementite areas. The presence of steel structural inhomogeneity leads to development of microstresses, as a result of which during mechanical tests immediately after rolling premature wire breakage occurs, i.e., the nominal value of ultimate strength is not achieved. The ductility characteristics of this metal are also low. As research has shown, failure occurs in areas of steel chemical and structural inhomogeneity. However, mechanical properties of wire rod increase after seasoning for several days, leading a marked reduction in the level of microstresses and hydrogen content (metal reverse hydrogen embrittlement) in steel. It is apparent that chemical and structural inhomogeneity of steel has an unfavorable effect also on the efficiency of wire rod for hardware conversion.
Another manifestation of liquation processes in high-carbon wire rod is the formation of a cementite network, whose degree of development increases with an increase in steel carbon content. It is possible to suppress cementite separation either by rapid air cooling of wire rod, or a reduction in steel carbon content due to additional alloying with such elements Mn, V, and Cr.
In order to exclude the unfavorable effect of steel structural inhomogeneity, including martensitic areas, a unit is required for an effective EMS system, increasing the cross sectional area of a CCB, and intensification of wire rod air cooling in a Stelmor line.
In order reduce the unfavorable effect of wire rod structural inhomogeneity made from high-strength, high-carbon steel, containing addition of V and/or Cr, steel is microalloyed with boron. In this case, the effective ratio of boron content to nitrogen is less than stoichiometric, i.e., not more than 0.4 (with respect to absolute boron content not more than 0.0025 wt.%). With a greater boron content, there is an unfavorable increase in distance between ferrite and cementite platelets in pearlite, which considerably worsens deformability of this wire rod and wire during drawing.
As industrial test experiments have shown, the efficiency of processing high-carbon wire rod into tension wire and strands is satisfactory.
Unfavorable metallurgical factors reducing the efficiency of processing wire rod into hardware are a coarsely dispersed pearlite structure and nonuniform distribution of it through rolled product cross section, presence of martensite and cementite areas, undeformable NI, and surface defects: rolling gas bubbles, cracks, and contamination.
A brief analysis is given below for existing technology and the principles of developing effective technology for steel 80R (TS 14-101-841–2010), its extra-furnace treatment and pouring, rolling of continuously-cast billet in a wire mill, rolled product heat treatment in a Stelmor line, and also ways of improving the process for hardware conversion. Features are considered for conversion technology, “narrow” areas are revealed and regimes corrected, providing in combination a marked improvement in rolled product and wire quality with increased process efficiency in subsequent conversion.
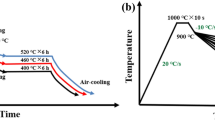
An increase in uniformity of a pearlite structure with high fineness is a guarantee of good rolled product deformability during wire drawing and subsequent processing of sorbitized wire into a new generation concrete sleeper reinforcement, reinforcing rods, and other forms of wire product. Metallurgical guarantee of forming lamellar pearlite with high fineness, i.e., sorbite-like pearlite, includes controlled rolled bar cooling with a diameter of 15.5–16.0 mm with rational austenitizing temperatures and rate to the temperature range sorbite transformation. The choice of rolled product austenitizing regimes and sub se quent cooling in a Stelmor line is based on TKD for steel type 80R and features of austenite decomposition during continuous cooling, according to which the interlamellar distance in pearlite obeys a parabolic relationship (Fig. 3).

TKD for steel type 80P austenite transformation with continuous cooling (plotted by M. F. Evsyukov, IChM NANU, Dnepropetrovsk).
Coarsely dispersed pearlite with the maximum interplanar distance forms at austenitizing temperatures (coiling temperature in a Stelmor line) in the range 830–880°C. The optimum structure of sorbite-like pearlite may be obtained at temperatures both lower and higher than this range. However, at temperatures below 830°C apart from a gradual increase in pearlite fi neness, also as a result of a high water cooling rate there is formation of a tempered sorbite structure, giving rise to surface microcrack development and breakage of this metal during drawing. At above 880°C, the degree of pearlite fineness increases sharply with an increase in temperature, and the optimum temperature range is 950–1000°C. However, at a temperature close to and above 1000°C there is probably formation at a rolled product surface of an unsatisfactory glass-like scale with fayalite (Fe2SiO4), which it is impossible to remove from the surface before drawing either by chemical or mechanical methods. Therefore, the most suitable austenitizing temperature range (coiling) is 950–980°C. At the surface of rolled product, there is formation of an increased amount of air scale, i.e., on average up to 8 kg/ton, instead of 2–3 kg/ton at low temperature (880°C) [1, 2, 9, 12, 13].
An obligatory condition for forming sorbite-like pearlite after water cooling product in a Stelmor line and obtaining the maximum sorbitizing temperature, is air cooling with rates of 20–25°C/sec. Therefore, under specific production conditions it is suggested to increase the coiling temperature at a minimum to 920–930°C instead of the generally accepted 840–880°C for maximum sorbitization of the pearlitic structure; the rate of coil roller transport is 0.5–0.8 m/sec (subsequently it may be increased to 1.0–1.2 m/sec) in order to obtain uniformity of the structure and rolled coil properties as a result of uniform flushing of metal with air (by means of fans operating at maximum capacity). In order to exclude the patenting operation in hardware conversion, it is recommended to modernize the Stelmor line.
Three regimes (schemes) of HT for rolled bar 15.5–16.0 mm were checked in a standard Stelmor line, and analysis of the efficiency showed the following .
1. Manufacturing technology includes provision of a coiling temperature t co = 840–880°C, coil movement rate v mo = 0.15 m/sec, and all fans in operation.
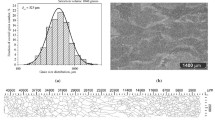
Metallographic study of rolled bar specimens heat treated by this regime showed that the microstructure over the length of coil is distinguished by significant inhomogeneity. In areas of rolled coil they are in the form of a self-contained bar in the middle of the width of the coil transporter, the amount of pearlite points 1–2 is 50–70%. In the side areas of rolled product over the width of the coil transporter where there is interweaving of coils, the amount of pearlite of points 1–2 only equates to 20–40%. Thus, the difference in amount of fine pearlite of points 1 and 2 over the length of a wire bar coil is about 30–50%. The minimum interplanar distance between ferrite and cementite in pearlite is determined at the level of 0.30 μm, which according to GOST 8233–56 corresponds to points 2–3 (range of distances 0.2–0.3–0.4 μm). This microstructure is ineffective and gives rise to low efficiency (increased breakage up to 1.7 ton–1) of rolled bar during drawing into hardware, even after metal patenting (Fig. 4a ).

Steel 80P microstructure (SEM study was performed at the collective use center of Nosov MGTU): a) for actual cooling regime; b) for recommended cooling regime.
2. Improved HT technology, i.e., t co = 840–880°C, v mo = 0.15 m/sec (all fans switched on), is actually a rolling normalizing regime. In this case, there is formation of quite uniform coiled product microstructure (Fig. 4b ), and the difference in the amount of pearlite with the same fineness over the length of a coil was a maximum of 10–20%. Only the fineness of the pearlite itself is markedly reduced, and comprises approximately point 2–4. The minimum interplanar distance is 0.28 μm. Structure sorbitization of the pearlite structure is accomplished with patenting of coiled product with individual heating for hardware conversion. After patenting, there was a significant reduction in breakage with drawing, i.e., up to 0.1 ton–1.
3. Test HT technology for coiled product recommended by the authors of the present work: t co = 900–940°C, v mo == 0.5–0.8 m/sec, all fans switched on to maximum power. The test regime provides maximum uniformity and amount of sorbitized pearlite of point 1. The difference in amount of pearlite over the length of a coil equals 10%, and the interplanar distance is 0.23–0.15 μm. The greater value of interplanar distance corresponds to the slower movement rate and lower value of this distance corresponds to a faster movement rate, which is entirely logical: the faster the coil movement rate, the more the coiled product is stretched, and the more uniform it will be cooled by fan air. This metal is processed into hardware without additional patenting of coiled product. Breakage of test batches of coiled product into hardware is reduced to the order of 0.01 ton–1.
Although the properties of normalized rolled product and that after HT by the test regime are very similar, the prospects for the test regime are evident, and it is necessary to assume that the improved air cooling regime for coiled product in the roller transporter is a result of modernizing the cooling system, and it becomes possible to manufacture product with a high degree of sorbitization of the pearlitic structure. This makes it possible to refrain from patenting for hardware conversion, i.e., to exclude one process with prospective emergence into the world market with sorbitized product of high-carbon steel for processing into high-strength reinforcing wire rod, wire, material for sleepers, etc.
In order to improve production efficiency of coiled product after modernizing the Stelmor line, it is possible to use air patenting technology in an isothermal tunnel, described above.
Conclusion. Thus, scientifically based engineering solutions for manufacturing highly ductile deformable wire rod of two diametrically opposed designations by two-stage coiled product cooling technology from high- and low-carbon alloy steels for manufacture of high-strength wire for sleeper reinforcement, other reinforced concrete structures, viaducts, and wire for semi-automatic welding, etc., have been developed and introduced.
References
A. B. Sychkov, M. A. Zhigarev, A. Yu. Stolyarov, et al., Metallurgical and Materials Science Aspects of Producing High-Carbon Wire Rod, MGTU im. Nosova, Magnitogorsk (2014).
V. V. Parusov, A. B. Sychkov, and E. V. Parusov, Theoretical and Technological Bases of Manufacturing Highly Effective Forms of Wire Rod, ART-PRESS, Dnepropetrovsk (2012).
A. V. Sychkov, V. V. Parusov, A. M. Nesterenko, et al., Structure and Properties of Wire Rod for Preparing Electrodes and Welding Wire, Poligrafist, Bendery (2009).
V. A. Kulesha, V. N. Degtyarev, D. M. Khabidulin, et al., “Effect of rolling in a two-phase region on wire rod and wire structure and mechanical properties of steel 08G2S,” Chern. Metallurg., BTI, No. 6, 69–73 (2000).
K. Andrews, D. Dyson, and S. Keown, Electron Diffraction Patterns and Their Interpretation [Russian translation], Mir, Moscow (1971).
S. S. Gorelik, Yu. A. Skokov, and L. I. Rastorguev, x-Radiographic and Electron Optical Analysis, MISiS, Moscow (1994).
J. J. Green, J. I. Goldshtein, D. K. Jay, and A. D. Roming (eds.), Bases of Analytical Microscopy [Russian translation], Metallurgiya, Moscow (1990).
V. V. Parusov, A. B. Sychkov, S. Yu. Zhukova, et al., “Kinetics of phase transformations in wire bar of continuously- cast electric steel Sv-08G2S with continuous cooling,” in: Fundamental and Applied Problems of Ferrous Metallurgy, Druk. Vizion, Dnepropetrovsk (2004), Iss. 9, pp. 191–197.
V. V. Parusov, A. B Sychkov, I. V. Derevyanchenko, et al., “New applications of boron in metallurgy,” Vestn. MGTU im. Nosova, No. 1(9), 15–17, Magnitogorsk (2005).
A. B. Sychkov, M. A. Zhigarev, A. M. Nesterenko, et al., High-Carbon Wire Bar for Preparing High-Strength Reinforcing Rods, Poligrafist, Bendery (2010).
A. G. Korchunov, V. A. Bigeev, A. B. Sychkov, et al., “Improvement of technology for producing rolled bar from steel grade 80R under OAO MMK conditions,” Vestn. MGTU im. Nosova, No. 2(42), 29–35 (2013).
V. V. Parusov, A. B. Sychkov, M. A. Zhigarev, et al., “Study of the possibility of more complete removal of scale from wire rod surface before wire drawing,” Metallurg. No. 6, 69–72 (2004).
A. B. Sychkov , M. A. Zhigarev, S. Yu. Zhukova, et al., “Effect of dendrite liquation of a continuously cast billet on structure formation in wire bar of high-carbon steel,” Metallurg. No. 5, 32–36 (2008).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 8, pp. 87–93, August, 2016.
Rights and permissions
About this article

Cite this article
Sychkov, A.B., Malashkin, S.O. Features of Structure and Property Formation of Rolled Coil for Wire Manufacture. Metallurgist 60, 856–862 (2016). https://doi.org/10.1007/s11015-016-0376-6
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-016-0376-6