
Features of nonmetallic inclusion formation and evolution in special alloy steels during ladle treatment and continuous casting are studied for special alloy steel 40Kh. The main differences in types, sizes, and morphology of nonmetallic inclusions in relation to steel deoxidation scheme are analyzed. It is established that the composition of more than 97% of oxide inclusions present belongs to CaO–Al2O3–SiO2, Al2O3–MgO–SiO2, CaO–Al2O3–MgO, CaO–Al2O3–MgO~5% SiO2, Al2O3–MnO–SiO2 systems. The main factors that affect the formation of aluminum-magnesium spinel are determined. It is shown that a non-optimal slag regime in a tundish leads to formation of silicate inclusions with cross section of more than 1000 μm2, even with a steel aluminum content more than 0.015 wt.%.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
One of the most important conditions for achieving high quality and service properties for rolled bar from special alloy steel is its maximum cleanliness with respect to nonmetallic inclusion (NI) content. However, existing metal refining approaches do not make it possible to provide total absence of NI. This is due to the complexity of formation and evolution of nonmetallic inclusion properties (type, amount, size, morphology, distribution through the volume of metal) that depend on many factors and parameters, including metal composition and condition, slag, lining, regime for adding materials, treatment with inert gas, and electric-arc heating. Therefore, available theoretical methods do not make it possible with the degree of precision required to predict properties of NI present within steel and an important task is experimental study of them in relation to the metal treatment regimes used.
In order to resolve this problem, metal of two melts of special alloy steel grade 40Kh (Table 1) was studied for features of the evolution of existing NI properties in the course of ladle treatment and steel continuous casting.
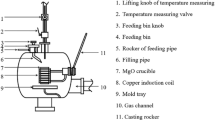
As is seen from Table 1, steel chemical compositions of the test melts are quite similar. Semifinished product was melted in a two-bath melting unit with a capacity of 180 tons. A distinguishing feature of the melts studied is delivery of the slag-forming materials (lime 1500 kg, fluorspar 550 kg) not to del semifinished product in the steel-pouring ladle (SL), but at the start of treatment in the ladle-furnace unit (LFU). The temperature of metal semifinished product in the SL was 1600–1620°C and the carbon content within it was 0.04–0.05 wt.%. After filling the SL to one third, deoxidizing agents were delivered, and then ferrochrome, silicon- and manganese-containing ferroalloys from calculation for obtaining medium-grade content of these components. In spite of the fact that furnace slag skimming was performed manually, the weight falling into the SL did not exceed 500–700 kg. In both melts, after filling the SL aluminum ingot was added in an amount of 100 kg to the surface of the slag formed. After 30–40 min the metal was fed to the LFU where it was treated for 55–60 min. The metal temperature on arrival at the LFU was 1525–1535°C. During treatment in the LFU, slag was applied (Table 2), chemical composition was corrected (Table 1), and the metal was heated to 1565–1570°C and treated with inert gas through the SL bottom. Seven minutes before the ladle was put into continuous billet casting ferrosilicon was added and the melt was treated with argon. The main difference in steel treatment regimes for the two test melts consisted of the steel deoxidation treatment: in melt A the deoxidizing agent used was ingots of aluminum AV87, and melt K is was silicomanganese SMn17. This led to preparation of a slag cover of different chemical composition, primarily with respect to SiO2 and Al2O3 content (see Table 2).
Due to the higher slag cover silica and FeO content, in the case of melt K it exhibited less desulfurizing capacity, which led to preparation of a higher sulfur content within steel. All oft eh rest of the process parameters did not differ significantly.
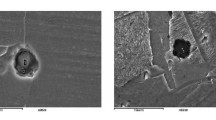
A study of NI characteristics was performed by electron microscopy, and local x-ray spectral analysis in Carl Zeiss Axiovert 40 Mat and Jeol JSM 6610 LV instruments using an Inca X-act energy dispersion microanalyzer produced by Oxford instruments. Monitoring of specimens was accomplished using INCA software making it possible to determine in an automatic regime the size, shape, and average chemical composition of all NI present within a microsection. NI were studied whose least size exceeded 250 nm in a microsection area of 20 mm2. Four samples were selected from each melt for analysis: at the start of ladle treatment in the LFU; before delivery of slag forming materials; ten minutes before delivery of calcium-containing materials; seven minutes after their delivery; in the middle of continuous casting.
From the results of determining the content of cations, the NI composition was calculated assuming that they are present in the form of oxides and sulfides. First sulfide NI component was calculated proceeding from the content of sulfur established. The remaining part of cations and oxygen was calculated for 100% and the oxide content was determined. In converting the concentration, the presence in spectra of lines connected with activation of the metal matrix was considered. It was established that in the first metal samples inclusions may have quite a varied chemical composition, although more than 97% of recorded inclusions pertained to the following systems (Fig. 1): CaO–Al2O3–SiO2 (CAS), Al2O3–MgO–SiO2 (AMS), CaO–Al2O3–MgO (CAM), CaO–Al2O3–MgO~5%SiO2 (CAM~5%S), Al2O3–MnO–SiO2 (AMnS).

NI compositions at start of ladle treatment in LFU in metal of melts A (a) and K (b).
The main type of NI in metal of the two melts concerns the AMS system (see Fig. 1). However, features of the deoxidation scheme have a considerable effect on the amount and content of different components, phases, and inclusion size (Table 3).
It follows from Table 3 that the amount of NI in melt K compared with melt A is approximately 10% more and their size is twice as large. It was established that within metal of melt A approximately 90% of NI are corundum inclusions with an average size of 3.4 μm2. Determination of the geometric characteristics of complex inclusions of the Al2O3–SiO2 and Al2O3–3Al2O3·2SiO2 types showed that the average value of their size is 7.9 μm2 and the maximum reaches 122 μm2. The average size of Al2O3 inclusions (25% of all inclusions) and MgO·Al2O3–Al2O3 inclusions at the start of ladle treatment for melt A was 0.96 and 2.17 μm2, respectively, which is markedly lower than the values obtained for NI in metal of melt K.
The results obtained are in good agreement with [1], pointing to the formation of coarse corundum inclusions of coral-like shape with an increase in weight of added aluminum and oxygen content within metal. The size of the inclusions formed, their shape, high interphase tension of liquid steel, and intense mixing, created by kinetic energy of a stream of descending metal, create favorable conditions for removal of the main mass of corundum inclusions. Since aluminum in the case of melt K was added to slag only after preliminary deoxidation of CMn17 metal, it was transferred into partly deoxidized metal, which also affected steel purity with respect to NI at the start of ladle treatment. The effect of metal mixing on removal of inclusions takes account of the fact that inclusions of the AMnS system in metal K were hardly observed towards the start of ladle treatment, although in fact this type of inclusion is the main product of steel deoxidation on adding silicon and manganese. However, it is seen that the inclusions of the AMnS system recorded exhibit a relatively larger size, which points to the lower capacity for removal from metal than Al2O3 even with their formation in delivery. First, this is explained by the good wettability of NI in liquid steel, corresponding to the AMnS system. In addition, the considerable size of Al2O3 NI in metal of melt K is caused by the fact that part of them formed from deoxidation product relating to the AMnS system. In the AMnS and AMS diagrams (see Fig. 1 b), modification of silicate NI is clearly seen. In spite of the low aluminum content in melt K, the trajectory for “movement” of compositions is directed precisely to the Al2O3 corner and proceeds to its end.
A second distinguishing feature is presence within melt A metal of NI of the MgO·Al2O3–Al2O3 type. In the AMS diagram (see Fig. 1 a), it is seen that at first there is formation of aluminum-magnesium spinel, and then formation of a complex compound MgO·Al2O3–Al2O3. This is indicated both by the position of points on the diagram of Fig. 1 a, and comparison of the sizes of inclusions of the MgO·Al2O3 type (average value 0.37 μm2, maximum 0.49 μm2) and MgO·Al2O3–Al2O3 (average value 2.20 μm2 and maximum value 29.2 μm2). It is assumed that formation of these NI occurs by collision of continuously forming particles of MgO·Al2O3 and Al2O3. Sticking of spinel with corundum becomes possible due to presence at its surface of a very thin layer of oxide melt of the CaO–Al2O3 system, which will described I detail below.
It is important to note absence of aluminum-magnesium spinel composition with a marked proportion of CaO or SiO2. Presence of these inclusions could point indirectly to the nature of the occurrence from a slag cover. However, the size of spinels and absence of the main slag components makes this origin mechanism hardly probable. It is well known [2] that magnesium has very low solubility in iron melts and very high vapor pressure, significantly exceeding atmospheric pressure at liquid steel treatment temperatures. Consequently, its reduction and formation of spinel may be represented in the form of reactions (1)–(3):
It follows from Eqs. (1) and (2) that the probability of forming magnesium and spinel by reaction (2) from the lining significantly exceeds the possibility of its formation from slag by reaction (1), since the activity of (MgO) in slag is markedly lower than the activity of lining magnesite. It is evident that with the formation of spinel by reaction (1) at a metal–slag interface there is unavoidable sticking of spinel with slag phase, at least in some cases. Since spinel particles with traces of slag components in liquid metal were not recorded, and the probability of metal saturation with pure magnesium in gaseous from the upper zone of the LU is significantly lower from its lower part, it may be confirmed that the main mechanism of MgO·Al2O3 formation proceeds by reactions (2) and (3). The absence of spinel from metal of melt K points to an insufficiently high degree of steel deoxidation capacity. Analysis of acid-soluble Al in metal of melt K showed that its content was 0.004–0.005 wt.%.
It is important to note the start of modification of aluminum-magnesium spinel and corundum in metal of melt A (see Fig. 1 a), where the concentration [Al] = 0.059 wt.%, and the calcium content [Ca] ≈ 0.00015 wt.%. These results are conclusions in [3] about the high thermodynamic activity of calcium in liquid steel with concentrations equal to 1–2 ppm.
Compositions of NI are given in Fig. 2 10 min after delivery of calcium, and there are marked changes NI composition. However, it is seen that the deoxidation procedure and corresponding features of ladle treatment determine their type, chemical composition, and size even towards the end of ladle treatment. First, it should be noted that the amount of NI for melt K is three times more than in melt A, although their average size is now less by a factor of 5–10 (Table 4). In addition, the main types of NI for melt K are MgO·Al2O3 and sapphirine (4MgO·5Al2O3·2SiO2) modified with calcium. These changes are connected with the fact that four minutes after sample collection from liquid metal of melt K addition of ingot aluminum in an amount of 0.15 kg/ton was accomplished, which led to an increase in aluminum content to a value of [Al] = 0.012 wt.% (Table. 5). It follows from Fig. 2 that this appeared to more than adequate for forming aluminum-magnesium-spinel by the mechanism described above. The deoxidation procedure for metal K also appeared as a requirement for additional steel alloying with silicon, since a significant part of it went into deoxidation and secondary oxidation (with low aluminum concentration). Therefore, immediately before delivering aluminum ferrosilicon was added in an amount of 1.4 kg/ton. Addition of aluminum to metal with continuous silicon redistribution created conditions for forming 4MgO·5Al2O3·2SiO2. Sapphirine was not recorded with analysis of this sample, but its evolution products may be seen in the next samples. In addition, inclusions of the CAM~5%S system, i.e., the third type of NI with respect to amount, are a modified form of sapphirine.

NI compositions 10 min before delivery of ferrocalcium to metal of melts A (a) and K (b).
It is important to note that within metal of melt A the amount of spinel is considerably reduced compared with the start of treatment. An interesting conclusions follows from this that it is expedient to deliver Al as early as possible with the aim of forming aluminum-magnesium spinel in the early stages of ladle treatment, since it is seen that its formation is unavoidable even with concentrations of [Al] = 0.012 wt.%. As a result of the early formation of MgO·Al2O3, there is an increase in time for its removal and modification of the slag cover.
Since the slag cover is already formed, the process of modification of aluminum-magnesium-spinel and corundum becomes more clearly expressed and may be traced by the “movement” trajectory for NI composition. It is important that the direction of modification of MgO·Al2O3 and 4MgO·5Al2O3·2SiO2 deviates considerably from the beam connecting figurative points for these compounds within the CaO corner (see CAM diagram, Fig. 2 and CAM~5%S, Fig. 2 b). It is seen that the “movement” trajectory of NI compositions is directed towards the CaO·6Al2O3 and CaO·2Al2O3 zone in the region of essentially basic type of inclusions, given in CAS diagrams (see Fig. 2). On the basis of this, it is assumed that modification of MgO·Al2O3, 4MgO·5Al2O3·2SiO2, and their complex compounds with Al2O3 occurs by a more complex mechanism, in fact their normal reduction. Considering these conclusions, the possible following evolution mechanisms are provided:
-
1)
formation of MgO·Al2O3 or 4MgO·5Al2O3·2SiO2;
-
2)
coalescence of these compounds with corundum particles, at whose surface there is a thin layer of oxide melt CaO–Al2O3 or formation of Al2O3 at their surface; and
-
3)
particles of MgO·Al2O3 or 4MgO·5Al2O3·2SiO2 merge due to a modified corundum surface.
The position of NI compositions in the CAS diagrams (see Fig. 2) does not illustrate their compounds, but the ratio of mass of corundum with oxide melt CaO–Al2O3. Therefore, direct reduction of MgO·Al2O3 or 4MgO·5Al2O3·2SiO2 does not occur in marked volumes, but at least at the very start of modification, and there is constant dilution of them in corundum, surrounded by oxide melt, and additional confirmation of this is given below.
Analysis of data given in Tables 3 and 4 showed that the sulfide component of NI has a marked effect on capacity for coarsening. It is seen that NI not bonded with CaS are coarser than particle of similar composition without sulfide phase. Since with an increase in particle size there is an increase in their capacity for removal, in order to improve steel cleanliness with respect to NI, it is expedient as early as possible to carry out effective metal desulfurization, which is difficult with a limited aluminum concentration in the first half of ladle treatment and ladle slag composition, formed during deoxidation with silicon-manganese-containing materials.
It follows from the AMS diagram (see Fig. 2 a) that in spite of the relatively high content within metal of [Al] = 0.009 wt.% the amount of particles this system is reduced considerably from the start of ladle treatment, and is also lower than in melt K metal in a similar period of time. It is well known that during reaction of aluminum with a lining not all of the reaction products are transferred into metal, and part of them remain at the LU walls, including in the skull, forming with a drop in level of the LU during continuous casting. To all appearances, a change in the skull layer at the surface of a lining limits new spinel formation. In view of this, it is possible to explain formation of a new type of inclusions of the AMS system of melt A, i.e., a complex compound MgO·Al2O3–Al2O3–MgO. In the AMS diagram (see Fig. 2 a), it is seen that points corresponding to the composition of particles shift with respect to a figurative point of compound MgO·Al2O3 in a direction of an increase in MgO content, and this may only be in the case of MgO·Al2O3 or MgO·Al2O3–Al2O3 sticking with magnesite. The mechanism given for a reduction in magnesia from lining and formation of a skull with a corundum base assumes disruption of lining continuity, microcrack formation, since the surface of a lining cannot be washed to a uniform smooth layer. Calcium subsequently passing from slag into metal should be modified not only by Al2O3 inclusions, but also the skull layer. Thus, it is simple to suggest that during the time of continuous formation of microcracks, filled by skull, subsequent modification by aluminum and calcium leads to separation of large exogenic lining particles, in particular consisting almost entirely of MgO, which as a consequence collide with NI of the MgO·Al2O3 or MgO·Al2O3–Al2O3 types. In order to confirm the hypothesis, the sizes of MgO·Al2O3 particles were compared with the weight fraction of MgO (Fig. 3).

Dependence of NI size type MgO–Al2O on MgO content.
An exponential dependence is seen in Fig. 3 for the growth of NI area with an increase in MgO content, and its only commences with transfer of the boundary for existence of aluminum-magnesium spinel, which agrees entirely with the suggestion advanced. In total, this provides a basis for assuming that in the case of delivery of calcium steel contamination with respect to NI of the types MgO·Al2O3 and MgO–MgO·Al2O3–Al2O3 should increase considerably, which is shown in Fig. 4 a.

NI compositions 7 min after delivery of ferrocalcium to metal of melts A (a) and K (b).
It follows from Fig. 4 and Table 6 that seven minutes after delivery of calcium metal contamination with respect to NI increases considerably. However, the NI composition and modification path is different in spite of the very similar metal chemical composition (Table 7), and similar weight of delivered calcium (0.2 kg/ton for charging).
Since in metal of melt K the sulfur content before delivery of calcium was greater by almost a factor of two than in metal of melt A, and calcium concentration after addition was 45–50 ppm, a considerable part of it at first went into bonding sulfur, and then into NI modification.
Attention is drawn to the absence of inclusions of the types MgO–MgO·Al2O3 or MgO–MgO·Al2O3–Al2O3 in a melt K sample, in spite of a high calcium content after its addition (see Table 7), especially if results are compared with those presented in Fig. 4 a. Some explanation of the lack of inclusions with a weight fraction of MgO more than 30 is proposed:
-
1)
more time is required for washing skull, since the process of reduction of changed skull for melt A occurs from the start of ladle treatment and its results were recorded before delivery of calcium, and addition of modifier simply intensified the process;
-
2)
the effect of LU life is evident, since for melt A its life was 21, and for melt K it was 12; and
-
3)
as a result of greater bonding of calcium by sulfur, the amount of it in a free condition appeared to be less than indicated by NI modification completeness and dynamics (see Figs. 4 and 5), and the process of washing lining skull slowed down as a result of a smaller amount of dissolved calcium.
Fig. 5 
NI compositions in the middle of continuous casting metal of melts A (a) and K (b).

Thus, the reason becomes clear for an increase in metal NI contamination containing MgO with an increase in treatment time in inert gas. With an increase in this time after delivery of calcium, there is an increase in time for lining skull washing out to sample collection, and there is an opinion that inert gas has a marked effect on a shift of reaction (2) in the right-hand direction. The data provided, and also more detailed study of metal samples collected two minutes after delivery of calcium, indicate that the amount of spinel formed increases instantaneously and depends directly on lining and skull condition, and also on the amount of calcium delivered. It is apparent that the intensity of skull layer washing out after delivery of calcium should also slow down, otherwise over the extent of all continuous pouring extreme saturation of spinel should be observed.
This is indicated by results of studying samples collected in the middle of continuous casting (see Fig. 5). In view of this, the expediency becomes evident of increasing time for mild flushing to values with which the intensity of washing the surface layer of a lining under new conditions becomes extremely low.
It is seen from Fig. 5 a (data given in Fig. 5 a were obtained with monitoring are area of 60 mm 2) that NI of the types MgO–MgO·Al2O3 or MgO–MgO·Al2O3–Al2O3 were not recorded, even with monitoring a larger area of specimen, but inclusions of the MgO·Al2O3–Al2O3 were detected in an amount of 5/60 mm2, and less by a factor of 5–10 than during ladle treatment. In the AMS diagram (see Fig. 5 b), in contrast, particles of MgO–MgO·Al2O3 and MgO–MgO·Al2O3–Al2O3 were recorded, and this points to commencement of skull washing out in spite of the small amount of calcium in a dissolved state.
Secondary oxidation, proceeding during continuous oxidation, nullifies all of the ladle treatment achieved with respect to refining metal from oxide inclusions (see Fig. 5 a). In the AMS diagram, silicate inclusions of the Al2O3–SiO2, Al2O3–3Al2O3·2SiO2, Al2O3–3Al2O3·2SiO2–SiO2, and 4MgO·5Al2O3·2SiO2, are presented, whose formation is only possible under conditions of a marked increase in metal oxidation. Subsequently, these inclusions are modified with calcium transferred into the CAS and CAM~5%S systems. These NI exhibit large sizes (Table 8), and even average values are extremely large. This intense secondary oxidation is caused by non-optimum control of slag forming mixture addition, with which the thickness of the slag cover in the tundish is less than 1 cm, which led to metal surface exposure. From comparison of data in Fig. 5 a with results of melt K (see Fig. 5 b), where the slag cover thickness was more than 2 cm, it is seen that the intensity of secondary oxidation is considerably lower. Attention should be drawn to the maximum size of NI in melt A which quite often exceed 1000 μm2. It is apparent that in the case of their transfer into finished rolled product they will be one of the main sources of defect formation during deformation. In addition, this metal contamination should lead to a marked change in composition and physicochemical properties of SFM in a crystallizer, which increases the possibility of forming surface detects during crystallization and emulsification of SFM in crystallizing metal, and would be observed in studying the rolled surface of these melts [4]. In spite of absence of these coarse NI in other metal, the maximum size of particles in melt K is also significant, and in some cases reaches 330 μm2. Due to intense secondary oxidation proceeding in the test melts, it is impossible to follow the dynamics of NI removal and to evaluate the effect on their removal of type, size, composition, and inclusion morphology, and also to the chemical composition of slag cover in the tundish. It is only possible to state that non-optimum control of performing continuous casting reduces the endeavour of ladle treatment and determines metal contamination with NI.
Separately, it is necessary to consider modification of corundum. Analysis of NI of the AMS system (see Figs. 4 and 5) showed that Al2O3 is one of the main compounds (more than 70% in metal of melt A and about 95% in metal of melt K). Previously, it has been noted that its modification commences with extremely low concentrations of dissolved calcium in liquid metal. Therefore the importance of complete transformation of corundum into calcium aluminates of variable composition is important. On the basis of the diagrams given in Figs. 4 a and 5 a, it is possible to suggest erroneously that calcium modified corundum to CaO. However, it is more probable that points corresponding to compositions located between 3CaO·Al2O3 and CaOare a complex compound CaO – oxide melt CaO–Al 2 O 3 at the surface of corundum – Al 2 O 3 , and the position of a point is determined by the ratio of their masses. Thus, formation of inclusions of compositions between 3CaO·Al2O3 and CaO, is not a result of corundum modification, but a result of collision of CaO particles with completely or partly transformed Al2O3 inclusions. An interesting conclusion follows from this that in order to prevent corundum inclusions in unfavorable types of NI, i.e., with a high proportion of CaO, is extremely difficult without presence of CaO. On analyzing NI from two metals samples of melt A, collected after delivery of calcium, particles of pure CaO were recorded in an amount of (23–25)/20 mm2, whereas with analysis of similar samples of melt K these particles were not detected. Therefore in CAS, CAM, and CAM(~5%S) diagrams for melt A, the “movement” of particle compositions is directed towards the CaO corner, i.e., there is no NI modification, but their dilution with CaO. With analysis of similar diagrams for melt K, it is clearly seen that the path of particles is aimed precisely in the direction of C3A compound, and the extreme point of the region for existence of liquid oxide melt. In this case, inclusions are diluted in liquid oxide melt CaO–Al2O3 by a modification mechanism, which additionally confirms the process described previously for sticking of corundum on inclusions of different types. In addition, with analysis of Figs. 4 b and 5 it may be noted that modification of inclusions ceases at the boundary for existence of oxide melt. Thus, it may be suggested that formation of oxide melt at a corundum surface repeatedly outstrips the process of total Al2O3 transformation, and the completeness of its occurrence is limited to a region of existence of oxide melt and rate of supply of dissolved calcium. In order to confirm this hypothesis, the change in corundum particle shape was analyzed with an increase in calcium content to 20 wt.% (Fig. 6) in NI without sulfide component.

Dependence of Ni circle shape factor on calcium content.
It follows from Fig. 6 that an increase in calcium concentration to 5 wt.% deviation of inclusion shape factor from the shape factor for a regular circle decreases to a value similar to zero, which confirms formation of oxide melt at the surface of corundum and in envelopment of a solid inclusion by it.
Thus, it may be confirmed that outside a dependence on calcium concentration modification of a corundum surface should proceed to a fluid condition. It is assumed that for complete modification of corundum, present within liquid metal, not the calcium concentration, but the ratio of mass of Ca to mass of Al2O3 is important. The rate of corundum modification at temperatures of steel smelting conversion is limited by the kinetic supply of calcium to Al2O3. However, from the data obtained it follows that for transfer of all corundum into oxide melt a considerable amount of calcium is required, with whose introduction there is formation of additional inclusions, of much larger size, and a danger also arises of calcium oxidation to pure CaO.
Conclusion. It has been established in this work that the composition of more than 97% of nonmetallic inclusions (NI) in the test steels relates to the systems: CaO–Al2O3–SiO2, Al2O3–MgO–SiO2, CaO–Al2O3–MgO, CaO–Al2O3–MgO~5%SiO2, Al2O3–MnO–SiO2. It is shown that the main type of NI at the start of ladle treatment is inclusions of the Al2O3–MgO–SiO2 system. However, the deoxidation scheme affects the typical composition, size, and morphology of inclusions.
The data presented indicate that the main types of NI during steel deoxidation with aluminum and corundum and aluminum-magnesium spinel. With deoxidation of steel by silicon and manganese the main types of NI 40 minutes after delivery of semifinished product to an LU are Al2O3 and complex Al2O3–SiO2 compounds.
It has been established that with metal deoxidation by aluminum towards the instant of arrival a steel pouring ladle at the ladle-furnace unit the amount and size of NI is significantly smaller than with deoxidation with silicon-manganese-containing materials.
Features have been determined for formation and evolution of NI, including as a result of modification with slag. It has been shown that modification of corundum commences with a concentration of [Ca] ≈ 2 ppm. It has been recorded that presence in NI of sulfide phase limits their capacity for coagulation, and this makes their removal difficult into slag cover. It is proposed that modification of complex inclusions proceeds as a result of formation of CaO–Al2O3 oxide melt from corundum, present at their surface. A mechanism has been explained for contamination of metal by spinel after delivery of calcium as a result of intensification of washing out a lining skull layer. It is suggested that for steels with a required aluminum content of more than 0.01% it is required to form this spinel in the early stages of ladle treatment in order to form at the walls of the steel pouring ladle a skull layer preventing formation of new MgO·Al2O3 inclusions. It has been established that non-optimum addition of slag-forming mix into the tundish leads to formation of silicate NI with a size of more than 1000 μm2.
References
M.-A. Van Ende, Formation and Morphology of Non-Metallic Inclusions in Aluminium Killed Steels, Univ. Cathol. de Louvain, Belgium (2010).
A. I Zaitsev, S. V. Stukalin, S. V. Nikonov, et al., “Study of features of formation and evolution of typical complex nonmetallic inclusions during ladle treatment, and structural steel K56 continuous casting,” Probl. Chern. Met. Materialoved., No. 4, 24–33 (2015).
A. I. Zaitsev, B. M. Mogutnov, and E. Kh. Shakhpazov, Physical Chemistry of Metallurgical Slags, Interkontakt Nauka, Moscow (2008)
A. B. Stepanov, N. A. Arutyunyan, Yu. A. Ivin, et al., Effect of microstructure and surface defects on capacity of round bar of special alloy steels for cold upsetting,” Metallurg, No. 7, 66–72 (2016).
This work was carried out within the scope of Subsidy Agreement No. 14.625.21.0032 of 10.27.2015; unique project identifier is REMEFI62515X0032.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 8, pp. 77–86, August, 2016.
Rights and permissions
About this article

Cite this article
Stepanov, A.B., Zaitsev, A.I. & Strizhakova, T.I. Features of Nonmetallic Inclusion Formation and Evolution During Ladle Treatment and Continuous Casting of Special Alloy Steels. Metallurgist 60, 845–855 (2016). https://doi.org/10.1007/s11015-016-0375-7
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-016-0375-7