
Experimental data are presented on the resistance of new steels 18KhMFB and 18Kh3MFB to deformation at temperatures of 1000 and 1150°C and strain rates of 0.05, 0.5, and 5 sec−1. A method of conducting experiments and analyzing the resulting data is described. The curves of deformation resistance that are obtained can be used for theoretical studies and modeling of hot-working processes in order to design technologies and equipment for the production of pump-compressor tubing.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Specialists at the Chelyabinsk Pipe Plant have developed unique steels 18KhMFB and 18Kh3MFB with up to 3% chromium for the production of high-pressure and high-temperature pump-compressor tubing to be used in the recovery of crude oil containing high concentrations of carbon dioxide and hydrogen sulfide [1]. However, the development of a scientifically proven technology for making this tubing by metal-shaping techniques is being slowed by the lack of data on the resistance of these steels to hot deformation. Having the strain-hardening curves of metals makes it possible to conduct theoretical studies in order to determine the change in shape and stress-strain state of semifinished products during plastic deformation by using various software packages based on finite-element analysis.
As is known, the deformation of metals and alloys at high temperatures is accompanied by competing non-equilibrium processes related to their strain-hardening and softening. In the absence of phase transformations, during hot deformation metallic materials become softer as a result of dynamic recovery, polygonalization, and recrystallization [2, 3].
The compression (upsetting) of cylindrical specimens is one of the most frequently used methods of constructing curves that describe the deformation resistance of steels with high degrees of plastic strain. Functions which characterize the deformation resistance of new steels in relation to temperature, strain, and strain rate have been found by employing an automated plastometric unit invented at the Institute of Mechanical Engineering in the Ural Division of the Russian Academy of Sciences and by using new methods that have been developed to perform experiments and analyze the resulting data [4, 5]. The unit creates a maximum deforming force of 30 kN and allows strain rate to be varied within the range 0.005–10 sec−1. The error in the measurement of the compressive force is no greater than 100 N and the error in determining the displacement of the unit’s clamps is no larger than 20 μm.
To conduct plastometric tests of steels 18KhMFB and 18Kh3MFB, we prepared cylindrical specimens with a height h = 9 ± 0.1 and a diameter d = 6 ± 0.1 mm. The specimens were cut out from initial semifinished products in the form of rings made of the these two grades of pipe steel. The rings were rolled on a continuous pipe mill. The test temperatures were 1000 and 1150°C for each grade of steel.
To prevent heat losses during the tests, each specimen was enveloped in kaolin wool and placed in a container together with the crossheads. The container with the specimen was then heated in an electric furnace to the test temperature and transported to the working space of the unit, where the specimen was deformed in compression. The temperature of the specimen during its heating and its change in temperature inside the container during the test were monitored with an alumel-chromel thermocouple. The temperature at the beginning of deformation of the specimen was guaranteed to be 1000 ± 2 and 1150 ± 2°C. A graphite-based lubricant was used to reduce friction between the surface of the specimen and the crossheads.
The rate of displacement of the unit’s clamps was kept close to constant during the specimen’s compression after the initial stage and until the unit was turned off. Here, the strain rate \( \overset{.}{\upvarepsilon} \), calculated from the formula \( \overset{.}{\upvarepsilon} \) = v/h (v is the rate of compression of the specimen, and h is the running height of the specimen as it is compressed), increased with a decrease in the specimen’s running height. The tests were performed with clamp speeds of 0.18, 1.8, and 31.5 mm/sec. The use of such speeds resulted in three ranges of strain rate: 0.02–0.065, 0.2–0.6, and 2.0–6.5 sec−1. As an example, Fig. 1 shows a graph of the change in strain rate in relation to the time of compression of the specimen when clamp speed was 1.8 mm/sec. From three to five specimens were tested for each set of test parameters in order to obtain more representative results.

Change in deformation rate \( \overset{.}{\upvarepsilon} \) in relation to the time of compression of a specimen with a clamp speed of 1.8 mm/sec.
The data obtained from the plastometric tests of the specimens were used to construct curves of deformation resistance σ s as a function of strain ε for the three ranges of strain rate. The strain was determined from the formula ε = ln(h 0/h), where h 0 is the initial height of the specimen. The publication [5] contains detailed information on the method used to construct the curves with allowance for the change in strain rate during the compression of specimens and the effect of frictional forces on the nonuniformity of the strain over the volume of each specimen. The method used to construct the curves is based on a structurally phenomenal mathematical model that we created to represent resistance to deformation. The model describes the strain-hardening of metal during plastic deformation, the softening of the metal due to static and dynamic recovery and dynamic recrystallization, and the manifestation of the metal’s toughness properties. The method is based on the use of a sequential iterative procedure which identifies the parameters of the model of deformation resistance by using empirical data. This is followed by finite-element modeling of the compression of the specimen. The identification process for the ith iteration was carried out for each grade of steel and test temperature. Here, we simultaneously used three experimental curves for three different values of clamp speed and minimized the average relative deviation δi of the experimental values of compressive force on the specimen relative to the corresponding calculated values. In all, nine experimental curves were plotted for each temperature. The value of δ i was calculated from the formula
where i is the number of the iteration in the procedure of identifying the parameters of the model; j is the number of the experiment; T j is the time of deformation of the specimen for the jth experiment; P j(t) and P j s (t)
are the experimental value of the specimen compression force at the moment of time t in the jth experiment and the value obtained based on the results of finite-element modeling for that experiment.
The procedure used to identify the parameters of the model was ended when the difference of the values of δ i from δ i−1 became less than 0.1%. The identification process showed that δ i had values of 3 and 5% for steel 18KhMFB and 4 and 5% for steel 18Kh3MFB at 1000 and 1150°C, respectively.
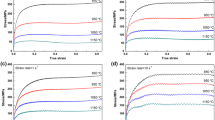
The mathematical model of deformation resistance that was constructed was used to plot the strain-hardening curves of the two investigated steels. These curves describe the change in deformation resistance σ S in relation to the degree of deformation ε with constant values of strain rate \( \overset{.}{\upvarepsilon} \) equal to 0.05, 0.5, and 5 sec−1 (Fig. 2). For the sake of comparison at these rates, markers are used in Fig. 2 to denote the deformation resistance of steel 20KhM – a steel (without additions of Nb and V) that is similar in chemical composition to the two test steels. The values of deformation resistance for the comparison steel were taken from the handbook [6]. It is apparent that at 1150°C an increase in the chromium content of the steel is accompanied by a decrease in deformation resistance within the investigated ranges of strain and strain rate.

Curves of the deformation resistance of steels 18KMFB (——), 18Kh3MFB (– – –), and 20KhM (markers) at temperatures of 1000°C (a) and 1150°C (b).
Chemical analysis of the specimens showed that the contents of Cr, Mn, and Mo in steel 18KhMFB are 64.5, 5, and 4% lower than in steel 18Kh3MFB, respectively. However, the former steel contains 39, 31, 21, and 5% more Nb, V, Si, and C, respectively. These elements strengthen the steel during high-temperature deformation and inhibit structural softening and diffusion in the matrix [3, 7, 8]. The steel is strengthened significantly by small additions of V and Nb [3, 9]. The presence of larger quantities of Nb, V, Si, and C in steel 18KhMFB compared to steel 18Kh3MFB accounts for the former’s greater strength at 1150°C.
Conclusions. Experimental data were obtained on the deformation resistance of new steels 18KhMFB and 18Kh3MFB at temperatures of 1000 and 1150°C and strain rates of 0.05, 0.5, and 5 sec−1.
At 1150°C, an increase in the steel’s chromium content is accompanied by a decrease in deformation resistance within the investigated ranges of strain and strain rate.
This decrease is attributable to the difference in the contents of the other alloying elements.
The results obtained in this investigation can be used for theoretical studies of hot-working processes in order to design new technologies and equipment for the production of pump-compressor tubing.
This research was carried out with the support of the Ural Federal University (UrFU) as part of the University’s development program for winners of the competition “Young Scientists of the UrFU.”
References
“ChTPZ increases its output of new products,” www.metalinfo.ru/r/news/61712, acces. 02.16.2015.
P. I. Polukhin, S. S. Gorelik, and V. K. Vorontsov, Physical Principles of Plastic Deformation, Metallurgiya, Moscow (1982).
S. S. Gorelik, S. V. Dobatkin, and L. M. Kaputkina, Recrystallization of Metals and Alloys, MISiS, Moscow (2005), 3rd ed.
A. V. Konovalov and A. S. Smirnov, “Experimental facility and method for identifying the constitutive relations of an elastoviscoplastic medium,” Fiz.-Khim. Kinet. Gaz. Dinam., No. 1, 198–201 (2010).
A. V. Konovalov and A. S. Smirnov, “Identification of a model of the deformation resistance of metals based on results from tests of specimens in compression,” Zavod. Lab. Diagn. Mater., 76, No. 1, 53–56 (2010).
P. I. Polukhin, G. Ya. Gun, and A. M. Galkin, Resistance of Metals and Alloys to Plastic Deformation: Handbook, Metallurgiya, Moscow (1983).
M. el Wahabi, L. Gavard, J. M. Cabrera, et al., “EBSD study of purity effects during hot working in austenitic stainless steels,” Mater. Sci. Eng. A, 393, No. 1/2, 83–90 (2005).
M. L. Bernshtein, S. V. Dobatkin, L. M. Kaputkina, and S. D. Prokoshkin, Hot-Working Diagrams, Structure, and Properties of Steels, Metallurgiya, Moscow (1989).
N. A. Mochalov, A. M. Galkin, S. N. Mochalov, and D. Yu. Parfenov, Plastometric Studies of Metals, Intermet Engineering, Moscow (2003).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 11, pp. 110–112, November, 2015.
Rights and permissions
About this article

Cite this article
Konovalov, A.V., Smirnov, A.S., Parshin, V.S. et al. Study of the Resistance of Steels 18KhMFB And 18Kh3MFB to Hot Deformation. Metallurgist 59, 1118–1121 (2016). https://doi.org/10.1007/s11015-016-0224-8
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-016-0224-8