
Abstract
Owing to poor bonding between coarse fly ash particles and hydration products, gap-graded blended cements with fly ash usually show lower compressive strengths than Portland cement. Surface cementitious properties of coarse fly ash were improved by dehydration and rehydration processes in the present study. The results show that during the calcination at 750 °C, C–S–H gel is mainly transformed into a new nesosilicate, which is similar to a less crystalline C2S. The formation of melilite from hydration products is also noticed at 900 °C, however, this will not contribute to rehydration of calcined fly ash. Rehydration of new generated nesosilicate on the surface of coarse fly ash leads to a better bonding between coarse fly ash particles and hydration products. As a result, both early and late mechanical properties of gap-graded blended cements containing 25% cement clinker and 39% calcined coarse fly ash are higher than those of 100% Portland cements.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Over 50% of the 3.3 billion tonnes of coal, annually produced in China, are used for power generation, which results in the generation of over 0.4 billion tonnes of fly ash [1]. Only about 30% of produced fly ash, mainly Class C or F fly ash as specified in ASTM C 618 [2], is reused as a supplementary cementitious material (SCM) in blended cement producing or as a mineral admixture in concrete mixing. The rest can not be used in cement and concrete because of their coarse particle size or high carbon content.
In the previous study [3], high performance blended cements with low clinker content can be prepared through a gap-graded particle size distribution (PSD) and arranging cementitious materials in the PSD according to their hydraulic activities [4]. It is proved that fine SCMs fractions present higher strength contribution ratios than corresponding clinker fractions [5]. Cement clinker particles in the range of 8–24 μm are found to have superior properties in terms of low water requirement and high strength contribution [6]. Coarse clinker fractions are suggested to be replaced by low activity SCMs or perhaps inert fillers as this fraction mainly plays “filler effect” and makes little contribution to the strength development of blended cements [7].
Coarse fly ash is anticipated to be used in the coarse fractions of gap-graded blended cements. However, due to low pozzolanic activity, coarse fly ash particles always remain un-hydrated in blended cement paste, especially in early ages [8], which leads to fairly poor bonding between fly ash particles and hydration products. As a result, the compressive strengths of gap-graded blended cements with coarse fly ash (BCF) are much lower than those of 100% Portland cement [3]. C. Alonso proved that after calcination at 750 °C, C–S–H gel transforms into a nesosilicate form with a C2S stoichiometry close to larnite, but less crystalline, and rehydration of the new generated nesosilicate is observed when dehydrated hydration products contact with water [9–12]. With such a possibility, surface cementitious properties of coarse fly ash were improved by dehydration and rehydration processes, meanwhile the un-burnt carbon is ignited during the calcination. It is expected that compressive strengths of gap-graded BCF can be improved significantly due to a better bonding between coarse fly ash particles and hydration products. This method will contribute to the utilization of coarse fly ash as a SCM in cement and concrete producing. It is also a means of reducing CO2 emissions and obtaining substantial energy and cost savings, by substituting coarse cement clinker with coarse fly ash.
Raw materials
Coarse fly ash fraction used in this experiment was obtained by classifying local available fly ash, which is collected from Zhujiang coal fire power plant. Chemical compositions of coarse fly ash fraction, middle clinker fraction, fine blast furnace slag (BFS) fraction, and an ASTM type I Portland cement determined by X-ray fluorescence spectroscopy (XRF) method are listed in Table 1. Middle clinker fraction and fine BFS fraction will be employed to produce gap-graded blended cements in “Gap-graded blended cements with calcined fly ash” section. It should be noted that the fly ash is a low calcium fly ash with high content of un-burnt carbon, which also has a very low Blaine fineness.
PSDs of raw materials, as measured by laser diffraction (Malvern Mastersizer 2000, refractive index of solid particle: 1.68, refractive index of dispersant (ethyl alcohol): 1.32 and obscuration: 12.4%), are shown in Fig. 1 and Table 2. From this, it can be seen that all fractions prepared have a narrow PSD and that the mean size of each fraction is nominally consistent with that of each filling grade of gap-graded PSD, which are 6, 16, and 45 μm, respectively [3]. In contrast, the Portland cement used shows a relatively wide PSD.

PSD of fly ash, BFS, clinker fractions, and Portland cement used in the experiment
Dehydration and rehydration processes of coarse fly ash
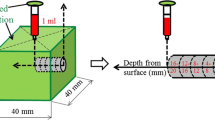
90% coarse fly ash and 10% lime are blended with water into a paste at a solid to solution ratio of 1.0, the paste was sealed and cured for 1, 3, 7, 10, 14, and 21 days at 20 ± 1 °C, and then vacuum-oven-dried at 65 °C for at least 48 h. The dried samples were calcined in a furnace at a heating rate of 10 °C/min. When the desired temperatures (650, 700, 750, 800, 850, or 900 °C) were reached, the samples were kept 2 h in the furnace at the desired temperature to allow the respective transformation to occur. The calcined samples were quickly cooled to room temperature after taking out from the furnace, and then characterized by X-ray diffraction (XRD, Cu Kα1, 40 kV and 40 mA), scanning electron microscopy (SEM, NanoSEM 430, 15 kV), and X-ray energy dispersive spectroscopy (EDS, Oxford 7573, 20 kV).
Mineral phase changes during calcination
XRD patterns of calcined fly ash samples (pre-hydrated for 3 days) are shown in Fig. 2. Owing to low hydration degree of fly ash, mullite and quartz are still existed in fly ash after calcination at different temperatures. A significant peak, corresponding to CaCO3, is observed after calcination at 600 °C, and this peak gradually disappeared at elevated temperatures. It is proved that C–S–H gel transformed into a new nesosilicate, similar to a less crystalline C2S, during the calcination at 750 °C [9, 10]. However, the nesosilicate is not identified clearly by XRD in this experiment as only small amount of nesosilicate with less crystallinity is generated on the surface of fly ash particles. At 900 °C, a diffraction peak of melilite is noticed, indicating that hydration products mainly transformed into melilite. It can be inferred that the surface cementitious properties will not be improved as melilite presents nearly no cementitious activity under normal conditions [13, 14].

X-ray diffraction patterns of fly ash samples calcined at different temperatures
Heat evolution curves of pastes made at a water-to-calcined fly ash (pre-hydrated for 3 days) mass ratio of 0.5 were followed for 72 h at 25 °C using a TAM-Air isothermal calorimeter according to ASTM C 1702-09 [15]. Figure 3 depicts that original fly ash show a slight heat of hydration. In contrast, heat of hydration of calcined fly ash is increased remarkably. Fly ash sample calcined at 750 °C presents the highest heat of hydration because of the rehydration of new generated nesosilicate and lime. Heat evolution curves of fly ash samples calcined at 900 and 600 °C show similar shape, but fly ash samples calcined at 900 °C presents a relatively higher heat of hydration due to larger amount of lime (caused by decomposition of CaCO3). It can be deduced that only hydration of lime happened and melilite remained un-hydrated in the fly ash sample calcined at 900 °C [16].

Heat evolution of fly ash samples calcined at different temperatures
Dehydration and rehydration processes
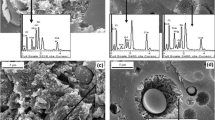
Figure 4a shows that original fly ash consists of both the spherical and irregular particles with high porosity, all of which have smooth surface. Figure 4b shows that after calcination, fly ash particles appeared to be covered by a layer of smaller particles, which leads to a rough surface of fly ash particles. SEM image of calcined fly ash after being cured in water for 3 days is given in Fig. 4c, small amount of rehydration products is observed, by which surface cementitious properties of fly ash are expected to be improved. EDX results in Table 3 show that Ca content of point 3 and 4 on the surface of calcined fly ash is much higher than that of point 1 and 2 on the surface of original fly ash, implying a higher content of Ca in nesosilicate than in original fly ash. The rehydration products (point 5) are confirmed to be similar to normal C–S–H(I) gel, with a Ca/Si ratio of 1.0.

SEM images of fly ash before and after calcination. a Original fly ash; b fly ash sample pre-hydrated for 3 days and calcined at 750 °C; c rehydration of fly ash sample calcined at 750 °C
Activity index
Binders composed of 30% fly ash and 70% Portland cement by mass were prepared. Cement mortars were mixed at water:obtained binder:standard sand = 0.5:1:3 by mass and cast into 40 × 40 × 160 mm molds. After being cured at 20 ± 1 °C and relative humidity (RH) of 90% for 24 h, the specimens were demolded and cured in lime-saturated water at 20 ± 1 °C, followed by the strength tests according to EN 196-1 [17]. Activity index of the fly ash used was calculated as the strength ratio of the binders to Portland cement.
To investigate the influence of calcination temperature on activity index of calcined fly ash, fly ash samples were pre-hydrated in water for 3 days before calcination at different temperatures. Both 3 and 28 days compressive activity indexes of fly ash increased significantly after calcination as shown in Fig. 5, among which fly ash sample calcined at 750 °C presents the highest compressive activity indexes.

Compressive strength activity indexes of fly ash samples calcined at different temperatures (pre-hydrated for 3 days)
The effect of curing age on an activity index of the calcined fly ash samples was also considered at the calcination temperature of 750 °C. Figure 6 indicates that the compressive activity indexes of fly ash samples increase as the curing time proceeds. When the curing time exceeds 7 days (corresponding to hydration degree of about 5%), the compressive activity indexes of fly ash samples decrease gradually. It can be inferred that the optimal surface cementitious properties of fly ash can be achieved at a certain curing time or hydration degree. The dehydration and rehydration degree of fly ash can be controlled by the hydration degree of fly ash before calcination, which is usually controlled by the curing time (selected in this experiment), curing temperature, and curing conditions (lime-saturated water or alkaline lime-saturated water) of fly ash paste.

Compressive strength activity indexes of fly ash samples pre-hydrated for different ages (calcined at 750 °C)
Gap-graded BCF
Blended cements with low clinker content were prepared by mixing fine BFS fraction (<8 μm), middle clinker fraction (8–32 μm) and coarse fly ash fraction (>32 μm) homogeneously according to the gap-graded PSD [3]. The mixture proportions of gap-graded blended cements are listed in Table 4. A Portland cement was also prepared by co-grinding, and the Blaine specific surface area of the Portland cement was controlled to be in the range of 350–360 m2 kg−1, which is seen to be equal to that of the gap-graded blended cements.
Water requirement for normal consistency and setting time of cement pastes
Water requirement for normal consistency and setting time of gap-graded blended cements were determined according to EN 196-3 [18]. Compared to gap-graded blended cement with original fly ash (BCF0), the gap-graded BCF have a slightly lower water requirement for normal consistency. More important, both the initial and final setting time are reduced significantly. The observed phenomenon can be attributed to better bonding between the hydration products and calcined fly ash particles because of the rehydration of less crystalline C2S.
Compressive and flexural strengths of cement mortars
Compressive and flexural strengths of blended cements were measured according to the method specified in “Dehydration and rehydration processes” section. Figure 7a shows that the 3, 28, and 90 days compressive strengths of gap-graded BCF ash are much higher than those of BCF0, and even higher than those of Portland cement. Similar tends are also observed for flexural strengths of gap-graded blended cements as shown in Fig. 7b. Fine BFS fraction has higher strength contribution ratio than the corresponding cement clinker fraction [5], and surface cementitious properties of coarse fly ash can be improved by dehydration and rehydration processes. As a result, both early and late mechanical properties of the gap-graded blended cements with only 25% cement clinker and 39% calcined coarse fly ash can be higher than those of 100% Portland cement. The results indicate that the mechanical properties of coarse fly ash incorporated blended cements are improved dramatically through surface cementitious modification.

Compressive and flexural strengths of gap-graded blended cements with BCF0 or BCF
Heat evolution of cement pastes
The heat evolution curves of cement pastes made at a water-to-cementitious material mass ratio of 0.5 were tested as the method specified in “Mineral phase changes during calcination” section. Different from heat evolution of Portland cement [19] and normal blended cements [20, 21], the calorimetric curves of gap-graded blended cement pastes show an additional peak (occurring at 30–70 h) due to the hydration of fine BFS particles as shown in Fig. 8a. Clearly, exothermal peaks of BCF appear earlier and show higher value compared with those of BCF0. As a result, the cumulative heat of hydration of BCF is slightly higher than that of the BCF0 during all tested ages (see Fig. 8b). It can be inferred that the hydration of cement clinker and fine BFS is accelerated, because calcined fly ash particles provide larger amount of nucleation sites for hydration products than the original fly ash particles [22].

Heat evolution of gap-graded BCF0 or BCF. a Rate of heat evolution, b cumulative heat of hydration
Microstructures of hardened cement pastes
Cement pastes made at water to binder ratio of 0.5 were cast into plastic bags and sealed before placed in a 20 ± 1 °C water bath. Small pieces taken from different parts of the hardened pastes were put into ethyl alcohol to stop hydration after 1, 3, and 28 days curing, then vacuum-oven-dried at 65 °C for at least 48 h. Their microstructures were observed using a scanning electric microscope (SEM, Nano 430, 10 kV). Fly ash particles remain as a clean surface in BCF0 after being cured for 3 and 28 days, and there is an obvious gap between fly ash particles and hydration products as shown in Fig. 9a and b. For gap-graded BCF, certain amounts of hydration products is observed on the surface of fly ash particles after 3 days curing (Fig. 9c), implying better bonding between the fly ash particles and hydration products due to rehydration of new generated nesosilicate. As time proceeds, the microstructure of hardened paste becomes denser, and the bonding between the hydration products and fly ash particles is strengthened as shown in Fig. 9c.

SEM images of hardened gap-graded BCF0 or BCF. a BCF0 cured for 3 days; b BCF0 cured for 28 days; c BCF cured for 3 days; d BCF cured for 28 days
Conclusions
C–S–H gel is mainly transformed into a new nesosilicate, similar to a less crystalline C2S, during the calcination at 750 °C. Rehydration of new generated nesosilicate on the surface of coarse fly ash leads to a better bonding between coarse fly ash particles and hydration products. The formation of melilite from hydration products is also noticed at 900 °C, however, this will not contribute to the rehydration properties of calcined fly ash. Gap-graded BCF present a reduced setting time and a slightly higher heat evolution. Bonding between the fly ash particles and hydration products is improved dramatically due to the rehydration of nesosilicate. As a result, both the early and late mechanical properties of gap-graded blended cements contenting 25% cement clinker and 39% calcined fly ash are higher than those of 100% Portland cements. Compared to Portland cement, gap-graded blended cements with about 30% calcined coarse fly ash shows huge economic benefits and much lower energy consumption.
References
Wang LP.: Argument on the utilization of fly ash in China. In: Report of fly ash in China. Greenpeace. 2010. http://www.caijing.com.cn/2010-09-15/110522385.htm. Accessed 15 Oct 2010.
American Society for Testing and Materials. ASTM C 618-03 Standard specification for coal fly ash and raw or calcined natural pozzolan for use as a mineral admixture in Portland cement concrete. New York: American Society for Testing and Materials; 2003.
Zhang TS, Yu QJ, Wei JX, Zhang PP. A new gap-graded particle size distribution and resulting consequences on properties of blended cement. Cem Concr Comp. 2011;33:543–50.
Zhang TS, Yu QJ, Wei JX, Gao P, et al. Study on optimization of hydration process of blended cement. J Therm Anal Calorim. 2011. doi:10.1007/s10973-011-1531-8.
Zhang YJ, Zhang X. Grey correlation analysis between strength of slag cement and particle fractions of slag powder. Cem Concr Comp. 2007;29:498–504.
Zhang TS, Yu QJ, Wei JX, Zhang PP. Effects of size fraction on composition and fundamental properties of Portland cement. Constr Build Mater. 2011;25:3038–43.
Binici H, Aksogan O, Cagatay IH, Tokyay M, et al. The effect of particle size distribution on the properties of blended cements incorporating GGBFS and natural pozzolan (NP). Powder Technol. 2007;177:140–7.
Kontori E, Perraki T, Tsivilis S, Kakali G. Zeolite blended cements: evaluation of their hydration rate by means of thermal analysis. J Therm Anal Calorim. 2009;96:993–8.
El-Hosiny FI, Abo-EI-Enein SA, Helmy IM, Khalil KA. Effect of thermal treatment of rice husk ash on surface properties of hydrated Portland cement-rice husk ash pastes. J Therm Anal Calorim. 1997;48:809–17.
Alonso C, Fernandez L. Dehydration and rehydration processes of cement paste exposed to high temperature environments. J Mater Sci. 2004;39:3015–24.
Pimraksa K, Hanjitsuwan S, Chindaprasirt P. Synthesis of belite cement from lignite fly ash. Ceram Int. 2009;35:2415–25.
Pan GY, Mao RQ, Yuan J. Dehydrated calcium silicate hydrates calcined at low temperature and its properties. J Wuhan Univ Technol. 1997;19:21–3.
Goñi S, Guerrero A, Luxán MP, Macías A. Dehydration of pozzolanic products hydrothermally synthesized from flyash: microstructure evolution. Mater Res Bull. 2000;35:1333–44.
Goñi S, Guerrero A, Luxán MP, Macías A. Activation of the fly ash pozzolanic reaction by hydrothermal conditions. Cem Concr Res. 2003;33:1399–405.
American Society for Testing and Materials. ASTM C 1702-09A Standard test method for measurement of heat of hydration of hydraulic cementitious materials using isothermal conduction calorimetry. New York: American Society for Testing and Materials; 2009.
Dovál M, Palou M, Mojumdar SC. Hydration behavior of C2S and C2AS nanomaterials, synthesized by sol-gel method. J Therm Anal Calorim. 2006;86:595–9.
British standards institution. EN 196-1 Methods of testing cement: determination of strength. London: British standard institution Publisher; 2005.
British standards institution. EN196-3 Methods of testing cement: determination of water requirement for normal consistency. London: British standard institution Publisher; 2005.
Mostafa NY, Brown PW. Heat of hydration of high reactive pozzolans in blended cements: isothermal conduction calorimetry. Thermochim Acta. 2005;435:162–7.
Gruyaert E, Robeyst N, De Belie N. Study of the hydration of Portland cement blended with blast-furnace slag by calorimetry and thermogravimetry. J Therm Anal Calorim. 2010;102:941–51.
Pacewska B, Blonkowski G, Wilińska I. Investigation of the influence of different fly ashes on cement hydration. J Therm Anal Calorim. 2006;86:179–86.
Snellings R, Mertens G, Elsen J. Calorimetric evolution of the early pozzolanic reaction of natural zeolites. J Therm Anal Calorim. 2010;101:97–105.
Acknowledgements
This study was funded by 973 National Foundational Research of China (No. 2009CB623104) and the National Natural Science Foundation of China (No. 51072058); their financial support is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Zhang, T., Yu, Q., Wei, J. et al. Improvement of surface cementitious properties of coarse fly ash by dehydration and rehydration processes. J Therm Anal Calorim 109, 265–271 (2012). https://doi.org/10.1007/s10973-011-1697-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-011-1697-0