
Abstract
There has been an apparent significant increase in the application of composite materials in diverse industrial sectors lately with a focus on improving performance properties and processing techniques. Among several advances noticed, the most significant one for composite industry has been the reinforcement of environment friendly natural fiber (NF) to the polymeric matrix for the fabrication of superior composites. This benign entry of NF in the composite industry has prominently decreased the carbon footprint and composite cost compared to the previously synthetic fiber reinforced ones. Motivated by the decreased cost and latent positive environmental effects, various engineering sectors have already started using these composite materials extensively. The scientific community has observed that hybridization of natural fibers with certain fillers helps to enhance the performance of these composites further. In line with this, the review aims to describe the developments related to the particulate hybridization with short industrially pertinent NF reinforced polypropylene (PP) composites. The effect of hybridization on the composite processability, interfacial interactions, mechanical properties, thermomechanical and thermal properties, and moisture absorption has been covered. The review also covers various challenges and prospects of NF/PP composites for application in the automotive, aerospace and other industries.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Development of environment friendly and cost-effective composites materials has received significant interest globally as a result of the international rules and legislative pressure towards the safe guarding of natural assets [1,2,3,4]. This obligatory task has pushed the scientists engaged in different composite sectors to ideate and develop renewable or renewable inspired materials which can replace their traditional counterparts. For instance, in the composite industry, the reinforcement with the synthetic fibers is proposed to be considerably replaced completely by natural fibers or in combination with them. Furthermore, carbon/glass fiber use in some applications of automotive interiors has been replaced by plant-based fibers [5, 6]. Plant based natural fiber like sisal, hemp, kenaf, flax, ramie, jute, rice husk and many more have been reviewed by many researchers for their suitability in aircraft, automotive components, hat racks, furniture and other application [7]. Fabrication and application of these natural fiber reinforced composites have seen many transitions towards a sustainable approach since last few decades [3, 4]. A comparable specific mechanical property, low density, light weight, low cost, required aspect ratio, decent thermal, electrical and acoustic insulation properties, and most essentially minimal health hazard and energy consumption makes plant-based fibers an obvious choice instead of synthetic fibers [1, 2, 8, 9].
It is worth mentioning here that the evolution of new composite products in twenty-first century would address the concerns for economy, ecology and equity (EEE) for a sustainable and eco-secure development [10, 11]. Although synthetic fibers are light-weight and strong enough to accomplish specific needs of the industry, but still they have failed when it comes to environmental accountability and economics. One such development has been the proposed use of flax fiber instead of carbon, for the manufacturing of formula one racing car seats developed by Bcomp and McLaren as reported earlier by Maurya et al. [12]. The authors reported that the use of flax instead of carbon fiber offers to reduce the carbon foot print drastically. Likewise, aluminum alloys and composite still make most of the aircraft's weight in modern aircraft. However, this industry has also adopted many polymer composites to fabricate various parts. For instance, Boeing 787 and the Airbus A350 used carbon fiber reinforced polymer composites for the structural components such as structural components such as the wing box, spars, stringers, and ribs [13].
Natural fibers possess very complex biological configuration and anatomy [14]. Figure 1 demonstrates the structure of the natural fiber and their various chemical components such as cellulose, lignin, and hemicellulose [15]. Cellulosic groups are fundamentally rigid and crystalline in nature, whereas lignin and hemicellulose exhibit amorphous regions encompassing cellulosic regions within them [16]. Conclusively, celluloses form the main components of natural fiber. A detailed chemical structure of the cellulose, hemicellulose and lignin has been depicted in Fig. 2a–c.

Anatomy of natural fiber

Structure of a cellulose b hemicellulose c lignin
It can be observed that 2 of the -OH groups in cellulose can form intramolecular hydrogen bonding while others are available to interact with intermolecularly [14]. Furthermore, tensile strength of the natural fiber depends on the fibril angle which is a measure of angle between fiber axis to the cellulose direction. Higher fibril angle leads to the lower tensile properties [17]. The presence of such groups makes natural fiber hydrophilic in nature, while the base matrices employed are generally hydrophobic polymers. Hence, formulating performance composites the filler/fiber-matrix compatibilization must be achieved between these two distinct phases [18]. Based on the tensile strength and uses in various industrial applications, this paper is focused on industrially relevant short natural fiber reinforced PP composites. Natural fibers such as sisal (SSL), hemp, kenaf (KNF), flax, ramie and jute have been selected as the industrial fibers for the current analysis. Table 1 displays their various mechanical properties along with their chemical compositions.
Polypropylene
PP, a polyolefin and a commodity plastic, is used in several applications since its invention. It is cheaper and possesses an excellent processing quality up to 200 °C. Interestingly, PP has shown resistance against numerous chemical solvents, bases and acids [23]. In the literature studies reported earlier, PP was found to have suitable application in automotive bumpers, wheel covers, chemical tanks, cable insulation, carpet fiber and many more applications. Total fraction (32%) of the PP used in an automotive industry compared to other plastics is much higher [24]. Table 2 gives most pertinent applications of various polymers and their composites employed in the automotive industry. Additionally Fig. 3 shows the various components of a car made up from different plastics.

Various automotive parts manufacture from long fiber reinforced thermoplastic composites adopted with the permission from Elsevier [25]
However, the use of above plastics was based on the specific properties possessed by them during distinct applications. For instance, PP was used due to its better heat, hinge, and modulus properties compared to PE. Likewise, TPE provides better toughness and gloss properties, ABS gives better processability, high impact and mechanical strength, SMA offers excellent heat resistance compared to typical polystyrene, while PU possesses high impact strength under low temperature [36]. These plastics may or may not be replaced with newer materials. Nonetheless, PP was found to be used in almost all the automotive components. Using natural fiber reinforced PP composite instead of pristine PP might benefit the automakers from environmental and cost effectivity points of view. Hence, based on the above discussion the current study and review is limited to the selected industrial natural fiber (Table 1) reinforced polypropylene hybrid composites.
Recently, with the development of new technologies, polypropylene-based composites have become a potential replacement for the engineering plastics used in automotive components. Additionally, with the reinforcement of new rules and legislation imposed by the government, automotive companies are moving towards more sustainable options for engineering plastics. Although many companies have already developed bio composites for body panel doors, etc., of the automotive, drawbacks like moisture absorption, low mechanical properties, voids, and gaps in the composites are still significant issues. However, these issues were well handled by industry and academic experts to sort out the problem by combining a certain amount of particulate reinforcements with short natural fibers. The current review summarizes the recent development towards natural particulate hybridized natural fiber polypropylene hybrid composites. To conclude, technologies developed to date, different scientific literatures have been reviewed. Various mechanical, thermal, and thermomechanical properties of these hybrid composites have been studied and presented collectively to compare these propertiesfor the automotive/aerospace applications. This review paper reports the role, development and effect of hybridization on the properties of short natural fiber reinforced polypropylene composites. Furthermore, authors have also reported the various possible techniques of compatibilization among fiber and base matrix, factors influencing the mechanical, thermal and thermomechanical properties. However, the fabrication technique of the short natural fiber reinforced polypropylene composites has been till now majorly limited to injection and compression molding.
Natural fiber polymer composite
Natural fiber polymer composites employ a specific natural fiber as reinforcement to a polymeric matrix. The mechanical properties of natural fiber reinforced polymeric composites are majorly dependent on the extent of load transfer from the matrix to the reinforcing natural fiber [12, 41, 42]. This load transfer among the interfaces can be controlled by various factors. The chemical interactions between cellulose, hemicellulose and lignin of the natural fiber with the polymeric matrix determines the mechanical strength of the composite. To increase these interactions various techniques such as fiber treatment, use of compatibilizer, and adoption of combined fiber treatment/compatibilizer have been developed in the past. For the fiber treatment various physical, chemical and biological techniques have been developed for increasing the compatibilization between natural fiber and polymer matrix [6, 43,44,45]. Table 3 gives an illustration of such techniques employed based on their interaction with the fiber surface and reinforced polymer matrix versus the mechanical properties of composites obtained. The physical treatments such as plasma and corona make a very small chemical alteration at the natural fiber surface, and hence, interaction at the interfaces is totally dependent on the mechanical interlocking. Likewise, chemical treatment mainly alters the chemistry at the fiber surface to increase compatibilization through bonding/de-bonding. Chemical treatment may also form a new coating (silane) over the fiber surface which demonstrates excellent compatibilization with base matrix and also resistance to moisture [46, 47]. For instance, alkalization of the natural fiber to remove some part of lignin and hemicellulose. It is presumed that mechanical roughness created at the fiber surface due to the lignin and impurity removal may enhance the mechanical interlocking with the polymer matrix. Likewise, it has also been observed that the formation of metallic-alkoxide may help in the same [48]. Furthermore, a biological treatment with specific enzyme makes the fiber surface more compatibilized to base polymer matrix and less vulnerable/detectable to the degrading fungi or microorganism searching for the nutrient medium. Additionally, an enzymatic pre-treatment of natural fiber helps in decreasing moisture equilibrium and lowering of the decay rate [49].
Similar to fiber treatment, compatibilizers also helps in compatibilizing the interactions between fiber and matrix. The compatibilizer are bifunctional reagents which are utilized to improve interfacial interactions between natural fiber and polymer matrix [50]. Compatibilizers try to lower the polarity of the natural fiber by reducing the polarity of the natura fiber thus resulting in phase similar to polymer [50]. The typical compatibilizing agents that are used to increase interfacial interactions between fiber and matrix are m-phenylene bismaleimide modified fibers, maleic anhydride grafted polypropylene (MAPP) and monofunctional isocyanates [51, 52]. Likewise, Lu et al. [51] also reported that dispersing agents can be classified as compatibilizers since they reduce the interfacial energy at the interface by aggregation and agglomeration.
Coupling agents are another type of compatibilization where the formation of chemical bridges between fiber and matrix takes place. These bridges can be covalent bonding, hydrogen bonding or chain entanglement [51]. Coupling agents form strong interfacial adhesion at the interface while compatibilizer do not possesses the same [50]. However, some compatibilizer such as compatibilizers based on maleic anhydride can be classified under compatibilizer as well as coupling agent. These coupling agents form ester and hydrogen bonding at the fiber and matrix surface interface. For instance, Maurya et al. [41], Gogoi et al. [53] and Kumar et al. [54]. used MA-SEBS, MA-PP and MA-EPR as a coupling agent for the fabrication of different natural fiber reinforced polymer composites, separately. All the authors reported formation of ester (-COO) and hydrogen (H–H) bond at the fiber and polymer matrix interface. However, use of compatibilizer or coupling agents have their own disadvantage. For instance, when hard and stiff fibers are used with a strong coupling agent, they tend to decrease the notched impact strength of the composites. In this direction, Mihalic et al. [55] and Sain et al. [56] reported that effective energy dissipation requires de-bonding or fiber breakage during crack propagation in notched impact strength. Hence, a too-strong bond between fiber and matrix may break the fiber, resulting in lesser impact properties. However, fiber pull out from the matrix during impact dissipates higher energy than fiber breakage. Hence, if a coupling agent increases the tensile and flexural properties of the composites at the same time it also decreases the notched impact strength [55, 56]. These were some potential disadvantages of using a coupling agent for preparing natural fiber based polymeric composites.
However, all these processes have their own merits and demerits based on the effluent, water wastage, moisture absorption, lower thermal degradation stability and poor/superior mechanical properties. For instance, the chemical treatment of the fibers is preferred over physical treatment since the latter one may damage the microstructure of the surface and subsequently the mechanical properties of the composites as well [57]. Table 3 gives an illustration of chemical treatment process and coupling agents used along with their mechanical properties. The most optimized fiber to matrix ratio for tensile strength and flexural modulus of short natural fiber reinforced polymer composites was reported to be 30:70 (NF:Matrix) by the literature [41, 58]. Additionally, tensile strength and flexural modulus are essential properties required for automotive applications, and hence, the composites in the Table 3 report the use of 30–40 wt.% of natural fibers [5, 6, 55, 59, 60]. It is also well proven and reported fact that alkali treated followed by silane coated short natural fiber reinforced polymer composites demonstrated excellent mechanical properties [41, 58, 60]. Additionally, literature investigation have also recommended the use of 5 wt.% of any coupling agent to give optimum mechanical properties of composites [61].
NFCs in automotive components
Natural fiber polymer composites are high in demand due to their desirable properties: good economics, anti-corrosion, environment friendly and light weight [65]. Companies like Ford, Daimler Chrysler, Audi, VW, and Mercedes-Benz are already deploying the NFCs for various exterior and interior applications for designing their cars. Tables 4 and 5 lists details of the specific fibers and polymers employed by them with the corresponding mechanical property estimates.
Researchers have also reported that by using these NFCs a reduction of ~ 25% in weight can be achieved which could ultimately result in lesser fuel consumption [69, 70]. It was also interpolated by scientists that a preferable use of NFCs over synthetic fiber composites may reduce the energy demand and greenhouse gas emissions by a factor of 9.6% and 18.6% respectively [71]. Table 5 shows the various components fabricated from NFCs used in automotive, ballistic and construction industries.
Besides, possessing the aforementioned excellent properties NFCs have some serious concerns such as water/moisture absorption, poor fiber and matrix adhesion, and defects in the form of voids. Addition of natural fibers to respective polymers have also shown to decrease the impact and toughness properties of the composites. Recent developments in the area of such composite fabrication for the automotive sector have been well reviewed and reported recently [79].
NFCs in aerospace industry
Since, being light weight is the most essential priority for an aircraft or airbus after safety, hence, natural fiber reinforced polymer composites have a wide scope in this sector. Also, high strength, impact resistance, tremendous vibration and thermal stability is also required. In this direction, ramie fiber-based composite was studied to fabricate wing box of the aircraft [80]. Theoretical studies show that ramie fiber-based composite can replace 7000-series aluminum alloy and reduce weight by 12 to 14% [80]. In another study, Kling et al. [81] tried to design wing box of the airbus using NFPCs however initial assessment shows that NFPCs were increasing the weight of the aircraft compared to carbon fiber reinforced polymer composites and aluminum based wing box. Aviation industry is trying to implement environment friendly interiors of the aircraft. For instance, Boeing Research and Technology Europe (Spain), INvent GmbH (Germany), Aimplas (Spain), and Lineo (France) through the European project named “Cayley” aimed to use natural fiber such as flax based polymer composites for the fabrication of interiors of the aircrafts [82]. One possible development for this industry was reported by, De et al. [83] fabricated cotton fiber reinforced polyurethane (PU) composites where PU was derived from the castor bean oil making composites fully naturally derived. Author stated that cotton fiber-based PU composites were possessing enough tensile properties compared to glass fiber reinforced polymer composites to be used in aircrafts interiors.
However, to some extent, using only natural fiber with polymer into the aircraft industry did not show desired properties. Hence, researchers have recommended the use of two or more fillers/synthetic fiber with natural fiber [13]. In this direction, most recent development was the use of nano fillers such as cellulose nano fiber into the polymer composites. For instance, Bhatnagar and Sain [84] fabricated CNF reinforced composites for the possible application in the aerospace industry since composites were possessing high strength and light weight feature. In another study, Walsh et al. [85] used cork based sandwich structure with carbon fiber face sheet. A comparative study on the bending stiffness, acoustic, damping, and impact damage resistance of the cork sandwich composite with the structure made up of Rohacell® 110 IG, a synthetic foam commonly used as a core material in high-performance aerospace applications was done [85]. It was found that despite showing a little low bending stiffness all the other properties of the composites performed better than the synthetic foam. Manan et al. [86] reported that sandwich structure with honeycomb core demonstrates high stiffness at lower weight with high flexural rigidity. Author fabricated honeycomb core made up of unidirectional kenaf fiber-based epoxy composite using a novel production process. Extending the research, Chok et al. [87] studies the low impact velocity damage to the radome application. Author prepared glass fiber, kenaf fiber and kenaf fiber/glass fiber hybrid composites and reported that kenaf based composites (including hybrid composite) were less prone towards the damage on the Radome structure of the aircraft. Authors reported that kenaf-based composite have lowest natural frequency reduction during impact, ranging between 1 and 18% from its original value [87]. Likewise, Haris et al. [88] also investigated the same radome application by using kenaf, bamboo, pineapple, oil palm empty fruit bunch and banana composite, separately. Authors reported that kenaf was the most suitable natural fiber for designing the radome application in the aircraft. Additionally, Ghori et al. [89] reported that many aircraft parts can be designed using kenaf/glass fiber composites, which show promising mechanical and rain erosion properties [90].
Drawbacks of NFCs
Moisture absorption
Absorption of the moisture by the NFCs limits their application to nonstructural and interior automotive parts only. Hydrophilic nature of the natural fiber induces it to absorb water at the poor interface of fiber and matrix, leading to the development of cracks via crazing around these weak zones [72, 91]. Diffusion of water molecules into the composites may happen due to the micro or nano gaps/void in-between chains of the base matrix, capillary gaps among fiber and matrix, and diffusion through microcracks from the surface of the composites. Additionally, it has also been presumed that presence of moisture result in weakening of the interfacial region which ultimately turns into a the low stress transfer region [92, 93]. Figure 4 gives an illustration of the diffusion and de-bonding process for the natural fiber polymer composites.

Illustration of the water absorption and development of weak zone at the interface of natural fiber reinforced polymer composite (adopted with the permission from [92])
Despite the aforementioned issues, various techniques like use of coupling agent, organic, inorganic or biological coating [94], and chemical or physical treatment of the fibers may reduce/inhibit the moisture absorption in composites. The researchers have also reported hybridization with synthetic fiber/particulates to decrease the water uptake in the NFCs [41]. A detailed discussion of the same is presented in the upcoming section.
Treatment of natural fiber with alkali or silane makes them lesser susceptible towards moisture. For instance, treatment of natural fiber with NaOH makes alkoxide on the fiber surface offering lesser number of available -OH groups for the moisture absorption. In this direction, Haameem et al. have reported that 10 wt.% alkali treated short napier grass fiber absorbed ~ 46% lesser moisture compared to untreated one in the short napier grass fiber reinforced polyester composite [92]. Furthermore, Munirah Abdullah and Ahmad used alkali and silane treated coconut fiber to reinforce polyester matrix. In their study, authors reported that treatment of coconut fiber with silane treatment is more effective compared to alkali treatment in moisture mitigation [95]. It was reported that silanes offer a stiffer interface which inhibits the plastic deformation. The chemistry of silane coating is dependent on the interaction between silanol (silane dissolved in alcohol-water mixture) and -OH group of the natural fiber [41, 96, 97], where the, former gets chemisorbed on the fiber surface making a strong and stable covalent bond [41, 96]. Another similar study, on moisture absorption reported by Wu et al. [98] involves use of polyethylene (PE) coated hemp fiber for the reinforcement of the polyester matrix. PE coated hemp fiber reinforced composites showed reduced tendency towards water absorption. It was also found that water absorption was along the edges of the composites [98]. It was reported by Mrad et al. [99] that higher the fiber loading, greater was the % moisture absorbed by the composites for a wood particle reinforced high density PE matrix system. Panthapulakkal and Sain fabricated 40 wt.% hemp/glass fiber reinforced PP hybrid composites and reported that hybridization of glass fiber to the composite system reduced the water absorption behavior significantly [100]. Also, Akil et al. [101] used three different mediums such as distilled water, sea water and acidic mediums for studying the moisture absorption behavior of the jute reinforced polyester composites. A key finding from this research was that the presence of salt particles in the sea water reduced the water molecule absorption/diffusion into the composite samples. Some researchers have also reported that addition of particulate reinforcement/filler may reduce the water absorption by the NFCs. In this direction, Alamri and Low [102] use nano silicon carbide (SiC) for reinforcing recycled paper reinforced epoxy composites. The presence of SiC particles act as a barrier against the water molecule diffusion. Also, with the increasing wt.% percentage of the SiC particle to the composite, a decrease in the diffusion coefficient was reported by the authors [102]. Likewise, Maurya et al. reported lowest water absorption behavior for the 5 wt.% filled nano clay to the sisal fiber reinforced epoxy composites. However, the recent addition in this direction was the incorporation of fly ash to the sisal fiber reinforced PP composites [41]. Authors fabricated alkali and silane treated sisal fiber and fly ash (5–15 wt.%) filled PP composites. A key finding from this research was that both alkali-silane treatment of fibers and addition of fly ash particles offered resistance against the diffusion of the water molecule to the polymeric composites without much compromising the mechanical properties [41]. Hence, the most efficient and effective method for decreasing moisture uptake in NFCs is the use of alkali-silane treated natural fiber with particulate reinforcements.
Presence of voids
Another major issue which occurs in the NFCs is the presence of voids. These voids might be exhibited as a result of unfilled regions due to the entrapment of air or various volatiles within the composites during the processing [103, 104]. Other factors such as mold complexity, geometry, resin properties like viscosity and location into the composites may also increase/decrease void content. As per investigation reported by Ismail and Calabrese in separate studies, these voids may turn into micro-voids due to combination of two or more small voids which may result in the sudden failure of the material during load applications, and subsequently, reduce the mechanical characteristics [105, 106]. Furthermore, even the presence of a small amount (~ 1%) of voids may reduce the mechanical properties of composites by 20% [104]. Literature article in this area have also suggested that composites containing fibers with lower density possessed reduced amount of voids compared to one consist of high density fibers [107].
Decrease in impact properties
Impact strength of the NFCs is a very essential property for some specific applications to avoid brittle fracture against a sudden loading [108]. It is captured as the energy required to break a sample against an instant force [108]. Impact energy required to break a notched sample demonstrates much lower value in comparison to the un-notched one. This behavior is exhibited due to the predominant stress concentration region in the notched specimen and no energy required for pre-existing cracks (notch). However, in contrary to this, un-notched samples needs extra energy for crack initialization and propagation [109]. It is worth mentioning here that coupling agents play an important role in deciding the crack propagation. During crack propagation, effective energy dissipation needs to either pull out or de-bond natural fiber from the base matrix [55, 109, 110]. Hence, preventing a much higher interaction of the reinforced fiber with the matrix with a very strong coupling agent may break the fiber and that would need lesser energy in comparison to fiber pull out on the application of sudden load [109, 110]. Conclusively, we can report that both an excellent and very poor interaction at fiber/matrix interface may lead to reduced impact properties of the composites. This might lead to a catastrophic brittle failure in the former case and an easy pull out in later scenario [109, 111]. Hence, as a result, an optimum interaction between the matrix and natural fiber is essential for enhanced tensile, flexural and impact properties. In this direction, Sain et al. [109] reported a reduction in the notched Izod impact strength of 40 wt.% kraft pulp and hemp fiber reinforced PP composite separately compared to pristine PP. Authors find that addition of too much coupling agent lead to improved interaction between fiber and matrix and hence, as a result, decreased impact strength of the composites were found. Ruksakulpiwat et al. [112] fabricated vetiver grass reinforced PP composites. Authors reported a reduced impact toughness after the incorporation of vetiver grass in to the composites. With the increasing grass content, a decreasing trend in the impact properties of the composites were evident [112]. The reason behind decreased impact properties were due to the incorporation of alkali-silane treated vertiver grass fiber, which is stiffer and brittle in nature compared to polymer matrix.
Particulate (micro/nano) reinforced polymer composites
The development of novel composites with improved mechanical and thermal properties is the need of the hour. For instance, incorporation of micro- and nano-structured reinforcements has been invented already. These reinforcements offer better interaction with the base matrix compared to their pristine (normal size) counterparts. A good interaction among particulate reinforcements and the base polymer/matrix in the interfacial region leads to high strength composites. A good amount of literature articles support that, an excellent chemical, physical or physico-chemical interaction exhibits substantial improvement in the mechanical properties by transferring load from base matrix to reinforcement. It has been observed that such reinforcements when dispersed uniformly inhibit the motion of the dislocation and impeded deformation behavior. Hence, as a result, the fabricated composites possess excellent mechanical performance compared to the base matrix.
Researchers have invented the micro and nano structured reinforcements of various shape and sizes. Furthermore, while micro-structured reinforcement provides better surface area for interactions, the nano structured reinforcements additionally offer better interactions at the interfacial region due to their ultra-fine form. Hence, as a result, the chain movements can be restricted efficiently. A larger specific surface area of the reinforcement gives them the ability to interact with the base matrix in totality and hence, affects the mechanical properties, crystallinity, melting point, thermal degradation, mobility, charge distribution electrical and thermal conductivity, etc. Some nano materials such as multiwalled nanotubes, silica nano particles, and nano clay have affinity to interact with the base matrix quickly and even when used in very small amounts the mechanical properties of the polymeric composite can be enhanced to a great extent.
Nano materials can be effective/non-effective depending on their shape and size. Table 6 gives an insight of the different shape and sizes such as sheet, spherical or fibrous (rod-like) of different nanomaterials. Depending on the interaction capability, rod shaped ones are best suited followed by spherical and sheet-based nano materials for the reinforcement into a polymeric composite. Zhang et al. explained that, the shape of the nano materials affects the mobility of the chain and lamellas of the polymer in a polymer and reinforcement network. As a result, they effect both the diffusion coefficient of the polymers and the internal stress. Furthermore, larger shape reinforcements increase the void content and decrease the stress contribution, bead numbers (how many chains in a polymer) and mobility.
Drawbacks of particulate composites
The above discussion enables to conclude that the incorporation of a small amount of nano reinforcement improves the desired properties without affecting the density and toughness of the composites. However, at higher loading content, an increase in defects and voids is obvious resulting in decreased mechanical properties. Another problem associated to the reinforcement of nano materials are the aggregation and agglomeration [113]. These two effects decrease the effective surface area available for their interaction with the polymer matrix. Physical aggregations are non-coherent and might be in any state and follow a definite pattern, while agglomerations are rigid in nature due to the chemical interactions and strong van der Walls forces among the particles [114,115,116]. However, in both the cases formation of clusters of nano particles takes place inside the matrix resulting in weakening of the composites. Hence, the dispersion of the micro/nano reinforcements is the main concern during the fabrication of such composites [117,118,119].
Particulate reinforced natural fiber PP hybrid composite (PNFC)
Numerous articles have been reported on the fabrication of natural fibers and particulate filler reinforced hybrid polymer composites to tailor the mechanical properties of single filler composites. It has been believed that adoption of these hybrid composites will lead to lesser water absorption, higher strength and modulus compared to only natural fiber reinforced polypropylene composites. The recent decades have seen increasing use of fillers such as Al2O3, SiO2, ZnO, TiO2, ZrO2, CaCO3, SiC, hollow glass microsphere, fly ash and other organic/inorganic particles with natural fiber to formulate and reinforce polymer composites [120]. These fillers were incorporated in the NFCs to overcome the aforementioned limitations. These fillers improved various mechanical properties of the composites by removing gaps and providing excellent packing of the composite materials. However, different properties of the composites were also affected by the dispersion of the filler, interfacial interaction between filler and base matrix, and distribution of the fillers [120]. In the current survey, sisal fiber, hemp fiber, flax fiber and kenaf fiber along with incorporation of particulate reinforcement to the polypropylene hybrid composites have been reported. Table 7 summarize the particulate hybridized natural fiber reinforced polypropylene composites along with their mechanical properties.
Process description
For the development of natural fiber reinforced polymer composites, a number of processes have been developed. For instance, extrusion, injection, thermoforming, compression molding, cold pressing, heating, direct long fiber reinforced thermoplastic, filament binding, foam molding, rotational molding, calendaring, co-extrusion are the famous techniques employed for the fabrication of natural fiber reinforced polymer composites [135]. However, only extrusion, injection and compression molding are in demand and extensively used for fabricating short fiber reinforced thermoplastic polymer composites. Figure 5 gives a brief description about the Extrusion/injection molding and while Fig. 6 illustrate the schematic of compression molding.

Illustration of extrusion/injection molding of natural fiber reinforced polymer composites hybridized with particulate fillers

Illustration of compression molding of natural fiber reinforced polymer composites hybridized with particulate fillers
Injection molding
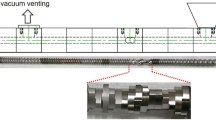
Injection molding is used for the mass production of the materials. Initially, the granules of the composite materials/polymeric materials are fed in to the barrel of the machine, where it gets melted and get uniformly due to mixed heating and appropriate screw design. These molten materials are then injected through the nozzle of the sprue to the mold cavity followed by cooling and hardening at room temperature to get the desired shaped product. Barrel of the injection molding machine normally contains 6 zones: feeding zone (for submitting the material into the extruder), melting/compression zone (for melting and partial mixing of the material), venting zone (for discharging moisture and volatile), mixing zone (for providing proper mixing using screw), vacuum zone (to complete removal of the moisture and volatiles at required level) and metering zone (for building the required pressure to send the material into the die) [136]. Both the thermosets and thermoplastic polymers can be molded in the injection molding machine. Injection molding machines are available in both horizontal and vertical configurations. However, irrespective of configurations, operating an injection molding machine is very smooth. The primary function of an injection molding machine is to melt the material and inject the extruded melt in to a desired shape replica. Figure 5 shows the manufacturing process of a natural fiber reinforced polymer composites hybridized with particulate fillers particles.
Compression molding
Compression molding has been used frequently in the past for the production of lighter weight component manufacturing. It is an old technique to place a mold between the two plates of hydraulic press. To fabricate the composite, components resins/composite granules can be charged in between the cavities of the preheated mold, where once the desired temperature is reached, pressure can be applied on the mold cavity to get the required shape of the composite components. The molds of the machine are kept closed until the desired curing has been achieved among the resin matrix specially for thermoset materials. The polymeric materials in the mold cavity change to molten state by the application of both heat and pressure. However, for the thermoplastic composites, temperature is needed to be cooled down before the ejection of the composite components. Besides, this cooling step is not mandatory for the thermoset plastic composites since they need to develop strong crosslinking under pressure during solidification. Both heating/cooling and pressure of the compression molding machines decides the properties of the composites such as density, dimension and thickness [137]. Figure 6 shows an insight into the processing of resins through compression molding.
Mechanical properties of PNFCs
Mechanical properties such as tensile, flexural and impact strength of the PNFCs have been evaluated by many researchers. Different kind of micro- and nano-structured fillers have been used with natural fiber. Impact of hybridization, interfacial adhesion and other property deciding factors have been discussed. In this direction, literatures shows that the addition of 3 wt.% of cellulose nano crystal to the 27 wt.% sisal fiber reinforced PP composites enhanced its tensile and flexural properties drastically compared to pristine PP [121]. The authors reported that the apparent increase in mechanical properties of the hybrid composites was due to the synergistic effect between cellulose nano crystal and sisal fibers. In another major development, Maurya et al. reported both significant and insignificant increment in the mechanical properties compared to pristine PP through fabrication of micro- and nano-structured fly ash filled sisal fiber reinforced PP hybrid composites [41, 42]. The increment in the mechanical properties was exhibited due to the decrease in voids and interfacial gap between matrix and sisal fiber as a result of incorporation of micro/nano fly ash [41, 42]. The tensile and flexural modulus of all the composites increased drastically with the increment of extent of such reinforcements. This might be attributable due to the rigid nature of both hybridizing filler and reinforcing fiber compared to pristine PP. Some other examples of natural fiber reinforced and particulate filler filled polypropylene composites and their properties have been reported in Table 7 [138]. When it comes to the impact strength of the composites, it has been reported that lesser the presence of voids and defects in the composite more is the impact strength of the composites. This is in good agreement with the data reported in our earlier studies [41], wherein with the increment of fly ash to the sisal fiber reinforced polypropylene hybrid composite, a significant increment in the notched Izod impact strength of the composites was evident. It was believed that the fly ash particles must have provided resistance against the propagation of the stress due to the impact load [41].
One important factor that many researchers miss or fail to address in their investigations is the decrease in the impact strength of the polymer composites due to natural fiber reinforcement. This decrease in the impact properties of the composites was apparent due to the incorporation of relatively brittle natural fiber to the polymers. During path propagation of the impact stress, these fibers fall in the path and are forced to be pulled out or broken as a result of excessive load [55, 109]. Nonetheless, if there is a very strong interfacial adhesion with matrix then the fibers would be broken and if there exists a poor or negligible interfacial adhesion then the fibers may be pulled out. Hence, as a result, it would be right to say that an optimal interfacial interaction is needed for a desirable impact property. Furthermore, incorporation of toughening agents like SEBS, SEBS-g-MA, SBS, EPR, EPDM, and POE (10–15 wt.%) is reported by many authors to compensate the effect of reduction in impact strength [41, 42, 139]. Also, in notched impact strength, stress propagation majorly depends on the development of crazes and shear bands. In the impact modified polymers, the rubbery phase particles are entrapped into the polymer matrix. While the rubber particles may act as the center of stress concentration persuading crazes and shear bands, but, at the same time they may control initiation of new cracks and termination of old crazes before becoming destructive cracks. Additionally, formation and development of new shear zone needs a large amount of energy. The aforementioned reasons result is an enhanced impact strength of rubber toughened polymer matrix [140].
Thermal properties of the PNFC
The thermal characteristics of a natural fiber reinforced polymer hybrid composites like, glass transition temperature (Tg), melting point (Tm), crystallization temperature (Tc), percentage crystallinity (Xc), thermal degradation temperature and viscoelastic behavior depend on the characteristics of natural fiber and fillers used to hybridize it [141, 142]. However, interactions among various functional groups of the reinforcements and base matrix at the interface synergistically change the thermal properties of the hybrid composites. The ensuing thermal properties of the composites are observed to be different from their original constituents used for the fabrication of composites. Upcoming sections describes how the thermal behavior of the natural fiber reinforced polypropylene hybrid composites may be evaluated and effectively described in terms of thermogravimetric analysis (TGA), differential scanning calorimetry (DSC), and dynamic mechanical thermal analysis (DMA).
Thermogravimetric analysis (TGA)
TGA can help in demonstrating the thermal stability, percentage weight loss at any temperature and residual material left after complete degradation of the composites [143]. Degradation of natural fiber reinforced polypropylene composites occurs in three steps. The initial step includes the removal of moisture and volatiles which occurs up to 100 °C. The second stage encompasses the degradation of natural fiber (lignin, cellulose and hemicellulose). The third and final stage consists of depolymerization of the polymers [143]. Generally, the decomposition temperature at every stage of the NFCs lies between the decomposition temperatures of the natural fiber and polymer. However, incorporation of specific particles reinforcements may enhance the thermal stability of the composites compared to only natural fiber reinforced polymer composites. Furthermore, this stability may depend on the quality of interfacial region between the reinforcements and polymer matrix [132]. In this regard, Boujmal et al. [132] fabricated alfa fiber/clay reinforced polypropylene hybrid composites. The authors reported that a composite consisting of 15 wt.% each of alfa fiber and clay in PP matrix reported an increment of 21 °C in the degradation temperature at 15% wt. loss compared to only alfa fiber reinforced PP composites. This enhancement in the thermal stability of the composites exhibited due to the incorporation of inorganic clay particles which are thermally more stable compared to alfa fiber and PP matrix [132]. In another major development, kenaf fiber with graphene nanoplatelets (GNP) were reinforced into PP to fabricate a hybrid composite. TGA reports from the article demonstrate an improvement in the thermal degradation of the composites. The authors suggested that the high aspect ratio of the GNP offers barrier protection and inhibits gaseous molecule emission during thermal degradation [130]. It was also reported by Idumah and Hassan that uniform distribution of the GNP slows down the oxygen supply by depositing a layer over the surface of the sample, and hence, the, thermal stability of the composites increases [129]. Other investigation of hybrid composites of PP reinforced by kenaf fiber/magnesium hydroxide [131], pine cone fiber/clay [124], bagasse fiber/calcium carbonate [125], sisal/cellulose nano crystal [121], sisal fiber/halloysite nanotubes [122] and coir fiber/coir shell [123] separately, have also reported an enhanced thermal degradation temperature due to the hybridization with particulate fillers.
Differential scanning calorimetry (DSC)
Important physical properties such as Tg, Tc, Tm, ∆H, amd Xc can be evaluated from the thermogram of heat flow versus temperature curve. However, the Tg values from DSC are not discussed here but elaborated in the next section from the DMA curves. While the pristine PP shows Tc at around ~ 107–112 °C [41, 53], the addition of reinforcements and fillers provides new site for nucleation and growth of the polymeric crystals. These types of nucleation are termed as heterogeneous nucleation and come naturally in existence due to the presence of foreign materials in the polymeric matrix [42, 139, 144]. The heterogeneous nucleation resulting into the formation of spherulites and crystals in composites starts at relatively higher temperatures compared to homogeneous nucleation in pristine polymer/polypropylene during sample cooling. The presence of natural fibers and particulate fillers both affect the Tc of the composites and shifts it towards higher temperature in comparison to the pristine PP. This is in good agreement with the observation by Agarwal et al. where authors have reported a Tc of 129 °C for sisal fiber/cellulose nano crystal reinforced PP (Tc = 122 °C) hybrid composites. Other articles based on PP hybrid composites which reported similar increase in Tc due to the presence of fiber/particulate reinforcements are sisal fiber/halloysite nanotubes [122], bamboo fiber/hollow glass microspheres [53] and sisal fiber/fly ash [42, 139]. Likewise, generally the Tm of the pristine PP lies between 160 to 166 °C [42, 53, 139]. However, an incorporation of the reinforcements and fillers to the PP matrix makes an insignificant change to the Tm. For instance, an insignificant change in Tm of the sisal/ cellulose nano crystal reinforced PP composites was also reported earlier [121]. Authors reported a Tm of 166.8 and 166.7 °C for both PP and sisal fiber/cellulose nano crystal reinforced PP composites. Melting heat of crystallization (∆H) was obtained from the area under the melting peaks of the composites. Using this information, the percentage crystallinity of the pristine PP and composites was calculated using the Eq. 1.
In the above equation, ∆Ho stands for the melting heat required for the 100% crystalline PP, which is constant and taken as 207.1 J/g [144].
∆H and Xc of 90.58 J/g and 43.33% were recorded using same methodology of the pristine PP and reported by Gogoi et al. [53] and Sui et al. [144] earlier. However, with the incorporation of the reinforcements these values dropped drastically. The authors reported that with the increment of the reinforcements, obstacles were created during the ordered alignment of the polymeric chain amid crystallization [144]. The same thermal behavior of decrement in the crystallinity was reported by Maurya et al. [42, 139] and Agarwal et al. [121], where both the authors fabricated sisal fiber reinforced polypropylene composites using fly ash and cellulose nano crystal as hybridizing particulate material. Hence, conclusively we can say with the inclusion of the reinforcements/fillers in to the polymeric matrix, the degree of crystallization might be reduced as a result of restriction offered by them towards an ordered alignment of polymer matrix.
Dynamic mechanical thermal analysis (DMA)
For the fiber reinforced and particulate hybridized polymer composites, the DMA characteristics depend on the physical and chemical properties of the polymeric matrix and reinforcing components. Nevertheless, the fiber-matrix and particulate-matrix interfacial interactions also play a pivotal role in deciding the DMA properties. Any smaller/larger change in the reinforcements quality and type might change the dynamic mechanical property of the composites. Such properties are generally evaluated at a heating rate of 1–5 °C/min, where the frequency can be varied as per application. Most of the polymeric composites use a three-point bending/cantilever type of flexural samples for assessing the same.
Storage modulus (E′)
The storage modulus of a material characterizes the ability of the material to store energy elastically. With the incorporation of reinforcements to the polymer matrix, E′ of the composites records higher values compared to the pristine polymer. This statement is in accordance with the data reported by Maurya et al. [41, 142, 145] for fly ash hybridized sisal fiber reinforced polypropylene composites. Authors, stated that increment in the E′ exhibited due to the excellent interfacial interactions among various fillers at the interfaces. Authors also depicted that insertion of nano/micro fly ash particles helped in decreasing interfacial gap between sisal fiber and base matrix. However, with the increase in temperature E′ of all the samples decreased due to the softening of the base matrix. Upadhyaya et al. reported the increased E′ of hybrid composites compared to pristine PP due to the hybridization of wood flour to the wheat husk reinforced PP composites [126]. Likewise, Agarwal et al. [121] reported E′ of 3.9 and 4.7 GPa at -25 °C for PP and sisal/cellulose nano crystal reinforced PP hybrid composites. The increase in E′ values of the composites was imparted due to the synergistic reinforcing nature of both the sisal fiber and cellulose nano crystals. In another major development, Krishnaiah et al. [122] reported an increment of ~ 57% in the E′ values of the sisal fiber/halloysite reinforced PP hybrid composites compared to pristine PP. Moreover, some authors have also reported that storage moduli exhibits an underlying correlation with the tensile moduli of the composites [122]. Likewise, Essabir et al. [123] reported that reinforcement of the soft polymeric phase with rigid fillers improves its E′ values. Authors stated that inclusion of 20 wt.% of coir fiber/particles restricted the polymeric chain movement resulting in a more rigid composite material. Hence, incorporation of comparatively rigid reinforcements/fillers results in the higher E′ values of the composites. Additionally, building up an excellent interfacial interaction between reinforcements and matrix would lead to improved E′ values.
Loss modulus (E″)
E″ is the measure of the energy dissipated per sinusoidal cycle of the deformation. In case of the hybrid composites, energy may be additionally lost due to the friction between fiber–fiber, fiber-filler, and filler-filler. Hence, with the increment of reinforcements, a chance of energy absorption/dissipation and superior mechanical properties increases as reported by Krishnaiah for a sisal fiber/halloysite nanotube reinforced PP composite system [53, 122]. Likewise, Maurya et al. reported E″ values of sisal fiber/fly ash reinforced PP hybrid composites, their recyclates and 5 wt.% sisal fiber reinforced to subsequent recylates. In all the three cases, authors reported an increment in the loss modulus of the composites with the increasing wt.% of sisal fiber and fly ash [145]. However, Agarwal et al. reported that with increasing wt.% of fiber/fillers to the polymer matrix a decrease in the viscous response was recorded for a sisal fiber/cellulose nano crystal/PP composite system [121]. The authors stated that there might have been an adsorption of PP matrix over the surface of fiber/filler and the same effect might be contributing to the decrease in E″ due to the increment of reinforcements.
Loss factor or tan δ
Loss factor or tan δ is the ratio of viscous (E″) to elastic response (E′). It is already well reported by many researchers that PP demonstrates its α and β peaks corresponding to rotational and lamellar flow of the crystalline phase contributing to Tg of the PP [41, 58, 121]. Thus, Tg of the pristine PP have been reported by several authors as at around -12 [121], 12–13 [58], and 26–27 °C [41]. However, with the increment of reinforcements all the composites were shown to yield a positive shift in the Tg of the composites. It was believed that the presence of reinforcement fiber/particles provided restriction towards the mobility of the molecular chains. Hence, Tg which is the measure of the polymer’s softening point, shifted towards higher temperatures [41, 58, 121]. Another interesting outcome from the tan δ was the peak height of the curve at Tg. Krishnaiah et al. [122] fabricated sisal fiber/halloysite nanotube reinforced PP hybrid composites and reported that with the increasing reinforcement content and interfacial interactions a decrease in the peak height of the tan δ curve was observed. The findings from the above research were further confirmed by the Maurya et al. [41] and Agarwal et al. [121] for sisal fiber reinforced PP hybrid composites.
Conclusion
The current study intends to present extensive details on the industry relevant natural fiber reinforced polypropylene composites. Although the natural fiber reinforced polymer composites reported by many researchers have enough strength to be used for automotive components, however, some major drawbacks like moisture absorption, void content, manufacturing defects and low interfacial interactions are still the concern. To resolve these issues various treatment methods have been reported in the recent articles. A proper treatment of the natural fibers may provide solution to these problems and open a new window of opportunities. Likewise, with the advancement in the science, a system of two or more type of reinforcements to the polymeric matrix referred to as hybrid systems, has been developed by researchers worldwide. This may help, to take the advantage of a possible synergistic effect between fibers and particulate type of reinforcements collectively added to the polymeric matrix. The impact of various type of possible shapes of particulate fillers on properties has been presented in the current study. The prime job of many of these fillers is to reduce moisture absorption and fill the micro/nano gaps present in the composites. In some cases, these fillers also help in transferring the load from matrix to the reinforcing fiber. These kind of hybrid composites can be deployed in automotive, aircrafts, construction, packaging, military, biomedical, furniture industry, etc.
Future scope
This review illustrates that, natural fiber reinforced particulate hybrid composites could be a potential alternative to carbon, glass and aramid fiber reinforced composites with benign properties of light weight and low manufacturing cost. Likewise, based on the automotive and aerospace industry these NFPCs can be tailored by replacing or adding new generation of eco-friendly nano/micro fillers. NFPCs with hybridization from these fillers could be answer to the current industry problem. For instance, the natural fiber's moisture absorption and low thermal stability is the well-known drawback associated with the NFPCs. These issues can be addressed by fabricating filler hybridized natural fiber polymer composites due to the lesser voids and gap. These composites might be able to sustain the low impact damage and rain erosion into the components of the aircrafts. Likewise, there are very smaller number of literatures available based on the simulation and modelling of the natural fiber reinforced polymer composites. By introducing precise simulation and modeling we can predict the expected properties and damage control of the NFPCs. Hence, an effort to experiment new set of natural fiber-based composites can be reduced.
Data Availability
The data and articles that support the review of this study are available from the corresponding author upon reasonable request.
Abbreviations
- NF:
-
Natural fibers
- FA:
-
Fly ash
- SSL:
-
Sisal fiber
- NFC:
-
Natural fiber reinforced polymeric composite
- PNFC:
-
Particulate hybridized natural fiber reinforced polymeric composite
- SiC:
-
Silicon Carbide
- Al2O3 :
-
Aluminium oxide
- SiO2 :
-
Silicon dioxide
- NaOH:
-
Sodium hydroxide
- TiO2 :
-
Titanium oxide
- KNF:
-
Kenaf fiber
- -OH:
-
Hydroxyl group
- -g-MA:
-
Grafted maleic anhydride
- SEBS:
-
Styrene ethylene butylene styrene
- SBS :
-
Styrene butadiene styrene
- EPR:
-
Ethylene propylene rubber
- EPDM:
-
Ethylene propylene diene monomer
- POE:
-
Polyolefin elastomer
References
Mahmud S, Hasan KMF, Jahid MA et al (2021) Comprehensive review on plant fiber-reinforced polymeric biocomposites. J Mater Sci 56:7231–7264. https://doi.org/10.1007/s10853-021-05774-9
Hasan KMF, Horváth PG, Alpár T (2020) Potential natural fiber polymeric nanobiocomposites: a review. Polym 12:1072. https://doi.org/10.3390/POLYM12051072
Jeyapragash R, Srinivasan V, Sathiyamurthy S (2020) Mechanical properties of natural fiber/particulate reinforced epoxy composites – A review of the literature. Mater Today Proc 22:1223–1227. https://doi.org/10.1016/J.MATPR.2019.12.146
Zaini E, Azaman M, Jamali M, Ismail K (2018) Synthesis and characterization of natural fiber reinforced polymer composites as core for honeycomb core structure: a review. 22:525–550. https://doi.org/10.1177/1099636218758589
Pradeep SA, Iyer RK, Kazan H, Pilla S (2017) Automotive applications of plastics: past, present, and future. In: Kutz M (ed) Applied Plastics Engineering Handbook. Elsevier, Second, pp 651–673
Mohammed L, Ansari MN, Pua G, Jawaid M, Islam MS (2015) A review on natural fiber reinforced polymer composite and its application. 15
Naveen J, Jawaid M, Amuthakkannan P, Chandrasekar M (2018) Mechanical and physical properties of sisal and hybrid sisal fiber-reinforced polymer composites. In: Jawaid M, Thariq M, Saba N (eds) Mechanical and physical testing of biocomposites, fibre-reinforced composites and hybrid composites. Elsevier, pp 427–440
Nurazzi NM, Asyraf MRM, Khalina A et al (2021) A review on natural fiber reinforced polymer composite for bullet proof and ballistic applications. Polym 13:646. https://doi.org/10.3390/POLYM13040646
Piqué R, Romero S, Palomo A et al (2018) The production and use of cordage at the early Neolithic site of La Draga (Banyoles, Spain). Quat Int 468:262–270. https://doi.org/10.1016/J.QUAINT.2016.05.024
Goddard JJ, Kallis G, Norgaard RB (2019) Keeping multiple antennae up: Coevolutionary foundations for methodological pluralism. Ecol Econ 165:106420. https://doi.org/10.1016/J.ECOLECON.2019.106420
Mehmandost N, Soriano ML, Lucena R et al (2019) Recycled polystyrene-cotton composites, giving a second life to plastic residues for environmental remediation. J Environ Chem Eng 7:103424. https://doi.org/10.1016/J.JECE.2019.103424
Maurya AK, Gogoi R, Manik G (2021) Sisal fiber/fly ash reinforced hybrid polypropylene composite: An investigation into the thermal, rheological and crystallographic properties. In: Manik G, Kalia S, Sahoo SK et al (eds) 2nd International Congress on Advances in Mechanical and System Engineering (CAMSE 2021). Springer Singapore, Jalandhar, India
Mansor MR, Nurfaizey AH, Tamaldin N, Nordin MNA (2019) Natural fiber polymer composites: Utilization in aerospace engineering. In: Biomass, Biopolymer-Based Materials, and Bioenergy: Construction, Biomedical, and other Industrial Applications. Woodhead Publishing, pp 203–224
Gholampour A, Ozbakkaloglu T (2019) A review of natural fiber composites: properties, modification and processing techniques, characterization, applications. J Mater Sci 553(55):829–892. https://doi.org/10.1007/S10853-019-03990-Y
Ashok RB, Srinivasa CV, Basavaraju B (2019) Dynamic mechanical properties of natural fiber composites—a review. Adv Compos Hybrid Mater 24(2):586–607. https://doi.org/10.1007/S42114-019-00121-8
Fiore V, Scalici T, Valenza A (2014) Characterization of a new natural fiber from Arundo donax L. as potential reinforcement of polymer composites. Carbohydr Polym 106:77–83. https://doi.org/10.1016/J.CARBPOL.2014.02.016
Komuraiah A, Kumar NS, Prasad BD (2017) The study of relationship between fracture angles of natural fiber with its micro fibril angle. Procedia Eng 173:1198–1202. https://doi.org/10.1016/J.PROENG.2016.12.117
Lotfi A, Li H, Dao DV, Prusty G (2019) Natural fiber–reinforced composites: A review on material, manufacturing, and machinability. 34:238–284. https://doi.org/10.1177/0892705719844546
Yan L, Kasal B, Huang L (2016) A review of recent research on the use of cellulosic fibres, their fibre fabric reinforced cementitious, geo-polymer and polymer composites in civil engineering. Compos Part B Eng 92:94–132. https://doi.org/10.1016/J.COMPOSITESB.2016.02.002
Faruk O, Bledzki AK, Fink HP, Sain M (2012) Biocomposites reinforced with natural fibers: 2000–2010. Prog Polym Sci 37:1552–1596. https://doi.org/10.1016/J.PROGPOLYMSCI.2012.04.003
Ramesh M, Palanikumar K, Reddy KH (2017) Plant fibre based bio-composites: Sustainable and renewable green materials. Renew Sustain Energy Rev 79:558–584. https://doi.org/10.1016/J.RSER.2017.05.094
Mohanty AK, Misra M, Hinrichsen G (2000) Biofibres, biodegradable polymers and biocomposites: an overview. Macromol Mater Eng 277:1–24. https://doi.org/10.1002/(SICI)1439-2054(20000301)276:1
Polypropylene in the Automotive Industry - Extruders of plastic sheet and film. http://www.euroextrusions.com/polypropylene-automotive-industry/. Accessed 27 Sept 2018
Patil A, Patel A, Purohit R (2017) An overview of Polymeric Materials for Automotive Applications. In: Materials Today: Proceedings. Elsevier, pp 3807–3815
Markarian J (2007) Long fibre reinforced thermoplastics continue growth in automotive. Plast Addit Compd 9:20–24. https://doi.org/10.1016/S1464-391X(07)70025-9
Jansz J (1999) Polypropylene in automotive applications. 643–651. https://doi.org/10.1007/978-94-011-4421-6_87
Kausar A (2017) Polyurethane composite foams in high-performance applications: a review. 57:346–369. https://doi.org/10.1080/03602559.2017.1329433
Akindoyo JO, Beg MDH, Ghazali S et al (2016) Polyurethane types, synthesis and applications – a review. RSC Adv 6:114453–114482. https://doi.org/10.1039/C6RA14525F
Hanafi M, Sah M, Mohd A et al (2017) Mechanical properties of coconut shell powder reinforced PVC composites in automotive applications. J Mech Eng 14:49–61
McKeen LW (2010) Styrenic Plastics. In: McKeen LW (ed) Fatigue and tribological properties of plastics and elastomers. Elsevier Inc., Second Edi, pp 51–71
Pious CV, Thomas S (2016) Polymeric materials—structure, properties, and applications. Print Polym Fundam Appl. https://doi.org/10.1016/B978-0-323-37468-2.00002-6
Acrylonitrile-butadiene-styrene (ABS) Uses and Market Data | ICIS. https://www.icis.com/explore/resources/news/2007/10/18/9071051/acrylonitrile-butadiene-styrene-abs-uses-and-market-data/. Accessed 2 Aug 2021
Seubert C, Nietering K, Nichols M et al (2012) An overview of the scratch resistance of automotive coatings: exterior clearcoats and polycarbonate hardcoats. Coatings 2:221–234. https://doi.org/10.3390/COATINGS2040221
Anthony BT (1985) Lexan polycarbonate for automotive forward lighting. Mater Des 6:293–302. https://doi.org/10.1016/0261-3069(85)90011-1
Birch A, Dal Castel C, Kiziltas A, Mielewski D, Simon L. Development of cost effective and sustainable polyamide blends for automotive applications. In SPE Automotive Composites Conference & Exhibition 2015 (pp. 1-10)
Shinde NG, Dilip D, Patel M A short review on automobile dashboard materials. https://doi.org/10.1088/1757-899X/810/1/012033
Begum SA, Rane AV, Kanny K (2020) Applications of compatibilized polymer blends in automobile industry. Compat Polym Blends Micro Nano Scale Phase Morphol Interphase Charact Prop. https://doi.org/10.1016/B978-0-12-816006-0.00020-7
Chirayil CJ, Joy J, Maria HJ et al (2016) Polyolefins in automotive industry. 265–283. https://doi.org/10.1007/978-3-319-25982-6_11
Atakan R, Sezer S, Karakas H (2018) Development of nonwoven automotive carpets made of recycled PET fibers with improved abrasion resistance. J Ind Text 49:835–857. https://doi.org/10.1177/1528083718798637
Sales JCS, de Castro AM, Ribeiro BD, Coelho MAZ (2022) Post-Consumer Poly(ethylene terephthalate) (PET) Depolymerization by Yarrowia lipolytica: A Comparison between Hydrolysis Using Cell-Free Enzymatic Extracts and Microbial Submerged Cultivation. Molecules 27(21):7502. https://doi.org/10.3390/molecules27217502
Maurya AK, Gogoi R, Manik G (2021) Study of the moisture mitigation and toughening effect of fly-ash particles on sisal fiber-reinforced hybrid polypropylene composites. J Polym Environ 297(29):2321–2336. https://doi.org/10.1007/S10924-021-02043-3
Maurya AK, Gogoi R, Manik G (2021) Mechano-chemically activated fly-ash and sisal fiber reinforced PP hybrid composite with enhanced mechanical properties. Cellulose. https://doi.org/10.1007/s10570-021-03995-4
Koohestani B, Darban AK, Mokhtari P et al (2019) Comparison of different natural fiber treatments: a literature review. Int J Environ Sci Technol 16:629–642. https://doi.org/10.1007/s13762-018-1890-9
Pickering KL, Efendy MGA, Le TM (2016) A review of recent developments in natural fibre composites and their mechanical performance. Compos Part A Appl Sci Manuf 83:98–112. https://doi.org/10.1016/J.COMPOSITESA.2015.08.038
Biagiotti J, Puglia D, Kenny JM (2008) A review on natural fibre-based composites-part I. 1:37–68. https://doi.org/10.1300/J395V01N02_04
Koohestani B (2017) Effect of saline admixtures on mechanical and microstructural properties of cementitious matrices containing tailings. Constr Build Mater 156:1019–1027. https://doi.org/10.1016/J.CONBUILDMAT.2017.09.048
Kabir MM, Wang H, Lau KT, Cardona F (2012) Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos Part B Eng 43:2883–2892. https://doi.org/10.1016/J.COMPOSITESB.2012.04.053
El-Abbassi FE, Assarar M, Ayad R, Lamdouar N (2015) Effect of alkali treatment on Alfa fibre as reinforcement for polypropylene based eco-composites: Mechanical behaviour and water ageing. Compos Struct 133:451–457. https://doi.org/10.1016/J.COMPSTRUCT.2015.07.112
Homan W, Heron AJ (2004) Wood modification developments. Heron 49
Väisänen T, Haapala A, Lappalainen R, Tomppo L (2016) Utilization of agricultural and forest industry waste and residues in natural fiber-polymer composites: a review. Waste Manag 54:62–73. https://doi.org/10.1016/J.WASMAN.2016.04.037
Lu JZ, Professor A, McNabb HS, Professor J (2000) Chemical coupling in wood fiber and polymer composites: a review of coupling agents and treatments. Wood Fiber Sci 88–104
George J, Sreekala MS, Thomas S (2001) A review on interface modification and characterization of natural fiber reinforced plastic composites. Polym Eng Sci 41:1471–1485. https://doi.org/10.1002/PEN.10846
Gogoi R, Kumar N, Mireja S et al (2019) Effect of hollow glass microspheres on the morphology, rheology and crystallinity of short bamboo fiber-reinforced hybrid polypropylene composite. JOM 71:548–558. https://doi.org/10.1007/s11837-018-3268-3
Kumar J, Maurya AK, Gupta HS et al (2022) Development of eco-friendly bio-composite by reinforcing pineapple fruit waste crown fiber to ethylene-propylene rubber modified polyethylene. Polym Compos 43:8259–8273. https://doi.org/10.1002/PC.26997
Mihalic M, Sobczak L, Pretschuh C, Unterweger C (2019) Increasing the impact toughness of cellulose fiber reinforced polypropylene composites—influence of different impact modifiers and production scales. J Compos Sci 3:82. https://doi.org/10.3390/JCS3030082
Sain M, Suhara P, Law S, Bouilloux A (2005) Interface modification and mechanical properties of natural fiber-polyolefin composite products. J Reinf Plast Compos 24:121–130. https://doi.org/10.1177/0731684405041717
Sarikaya E, Çallioğlu H, Demirel H (2019) Production of epoxy composites reinforced by different natural fibers and their mechanical properties. Compos Part B Eng 167:461–466. https://doi.org/10.1016/J.COMPOSITESB.2019.03.020
Panaitescu DM, Vuluga Z, Sanporean CG et al (2019) High flow polypropylene/SEBS composites reinforced with differently treated hemp fibers for injection molded parts. Compos Part B Eng 174:107062. https://doi.org/10.1016/J.COMPOSITESB.2019.107062
Mochane M, Mokhena T, Mokhothu T et al (2019) Recent progress on natural fiber hybrid composites for advanced applications: A review. Express Polym Lett 13:159–198. https://doi.org/10.3144/expresspolymlett.2019.15
Asumani OML, Reid RG, Paskaramoorthy R (2012) The effects of alkali–silane treatment on the tensile and flexural properties of short fibre non-woven kenaf reinforced polypropylene composites. Compos Part A Appl Sci Manuf 43:1431–1440. https://doi.org/10.1016/J.COMPOSITESA.2012.04.007
Puch F, Hopmann C (2015) Experimental investigation of the influence of the compounding process and the composite composition on the mechanical properties of a short flax fiber–reinforced polypropylene composite. Polym Compos 36:2282–2290. https://doi.org/10.1002/PC.23141
Sullins T, Pillay S, Komus A, Ning H (2017) Hemp fiber reinforced polypropylene composites: The effects of material treatments. Compos Part B Eng 114:15–22. https://doi.org/10.1016/J.COMPOSITESB.2017.02.001
Feng Y, Hu Y, Zhao G et al (2011) Preparation and mechanical properties of high-performance short ramie fiber-reinforced polypropylene composites. J Appl Polym Sci 122:1564–1571. https://doi.org/10.1002/APP.34281
Rana AK, Mandal A, Bandyopadhyay S (2003) Short jute fiber reinforced polypropylene composites: effect of compatibiliser, impact modifier and fiber loading. Compos Sci Technol 63:801–806. https://doi.org/10.1016/S0266-3538(02)00267-1
Sanjay MR, Arpitha GR, Yogesha B (2015) Study on mechanical properties of natural - glass fibre reinforced polymer hybrid composites: a review. Mater Today Proc 2:2959–2967. https://doi.org/10.1016/J.MATPR.2015.07.264
Pradeep SA, Iyer RK, Kazan H, Pilla S (2017) automotive applications of plastics: past, present, and future. Appl Plast Eng Handb Process Mater Appl Second Ed. https://doi.org/10.1016/B978-0-323-39040-8.00031-6
Fawaz J, Vikas M (2014) In: Mittal V (ed) Polymer nanotube nanocomposites: a review of synthesis methods, properties and applications. Polymer Nanotubes Nanocomposites: Synthesis, Properties and Applications, p 1–44
Zhao D, Zhou Z (2014) Applications of lightweight composites in automotive industries.https://doi.org/10.1021/bk-2014-1175.ch009
Joshi SV, Drzal LT, Mohanty AK, Arora S (2004) Are natural fiber composites environmentally superior to glass fiber reinforced composites? Compos Part A Appl Sci Manuf 35:371–376. https://doi.org/10.1016/J.COMPOSITESA.2003.09.016
Adesina OT, Jamiru T, Sadiku ER, Ogunbiyi OF, Beneke LW (2019) Mechanical evaluation of hybrid natural fibre–reinforced polymeric composites for automotive bumper beam: a review. Int J Adv Manuf Technol. 103(5):1781–1797
Boland CS, De KR, Keoleian GA et al (2016) Life cycle impacts of natural fiber composites for automotive applications: effects of renewable energy content and lightweighting. J Ind Ecol 20:179–189. https://doi.org/10.1111/JIEC.12286
Mohanty AK, Misra M, Drzal LT (2005) Natural fibers, biopolymers, and biocomposites. CRC Press
Yahaya R, Sapuan SM, Jawaid M et al (2016) (2016) Investigating ballistic impact properties of woven kenaf-aramid hybrid composites. Fibers Polym 172(17):275–281. https://doi.org/10.1007/S12221-016-5678-6
da Luz FS, Garcia Filho FDC, Oliveira MS et al (2020) Composites with natural fibers and conventional materials applied in a hard armor: a comparison. Polym 12:1920. https://doi.org/10.3390/POLYM12091920
Yahaya R, Sapuan SM, Jawaid M et al (2014) Quasi-static penetration and ballistic properties of kenaf–aramid hybrid composites. Mater Des 63:775–782. https://doi.org/10.1016/J.MATDES.2014.07.010
Anidha S, Latha N, Muthukkumar M (2020) Effect of polyaramid reinforced with sisal epoxy composites: Tensile, impact, flexural and morphological properties. J Mater Res Technol 9:7947–7954. https://doi.org/10.1016/J.JMRT.2020.04.081
Jambari S, Yahya Y, Abdullah MR, Jawaid M (2017) Woven Kenaf/Kevlar Hybrid Yarn as potential fiber reinforced for anti-ballistic composite material. Fibers Polym 18:563–568. https://doi.org/10.1007/s12221-017-6950-0
Salman SD, Leman Z, Sultan MT, Ishak MR, Cardona F (2016) Ballistic impact resistance of plain woven kenaf/aramid reinforced polyvinyl butyral laminated hybrid composite. BioResources 11(3):7282–7295
Elseify LA, Midani M, El-Badawy A, Jawaid M (2021) Manufacturing automotive components from sustainable natural fiber composites. Springer International Publishing, Cham
Boegler O, Kling U, Empl D, Isikveren AT (2015) Potential of sustainable materials in wing structural design (pp. 16-18). Bonn, Germany: Deutsche Gesellschaft für Luft-und Raumfahrt-Lilienthal-Oberth eV.
Kling U, Empl D, Boegler O, Isikveren AT (2015) Future aircraft wing structures using renewable materials. Proc Dtsch Luft- und Raumfahrtkongress 8785:370118
Black S (2015) Looking to lighten up aircraft interiors? Try natural fibers! | CompositesWorld
De F, Eloy S, Rony R et al (2015) Comparison between mechanical properties of bio and synthetic composites for use in aircraft interior structures. In: Meeting on Aeronautical Composite Materials and Structures – MACMS 2015
Bhatnagar A, Sain M (2016) Processing of cellulose nanofiber-reinforced composites. 24:1259–1268. https://doi.org/10.1177/0731684405049864
Walsh J, Kim HI, Suhr J (2017) Low velocity impact resistance and energy absorption of environmentally friendly expanded cork core-carbon fiber sandwich composites. Compos Part A Appl Sci Manuf 101:290–296. https://doi.org/10.1016/J.COMPOSITESA.2017.05.026
Manan NH, Majid DL, Romli FI (2016) Mould design and manufacturing considerations of honeycomb biocomposites with transverse fibre direction for aerospace application. IOP Conf Ser Mater Sci Eng 152:012013. https://doi.org/10.1088/1757-899X/152/1/012013
Chok EYL, Majid DLAA, Harmin MY (2017) Effect of low velocity impact damage on the natural frequency of composite plates. In: IOP Conference Series: Materials Science and Engineering. IOP Publishing, p 012025
Haris MY, Laila D, Zainudin ES et al (2011) Preliminary review of biocomposites materials for aircraft radome application. Key Eng Mater 471–472:563–567. https://doi.org/10.4028/WWW.SCIENTIFIC.NET/KEM.471-472.563
Ghori SW, Siakeng R, Rasheed M et al (2018) The role of advanced polymer materials in aerospace. In: Sustainable Composites for Aerospace Applications. Woodhead Publishing, pp 19–34
Muhammad A, Rahman MR, Baini R, Bin Bakri MK (2021) Applications of sustainable polymer composites in automobile and aerospace industry. In: Advances in Sustainable Polymer Composites. LTD, pp 185–207
Rowell RM (2008) Natural fibres: types and properties. In: Properties and Performance of Natural-Fibre Composites. Woodhead Publishing, pp 3–66
Haameem M, Abdul Majid MS, Afendi M et al (2016) Effects of water absorption on Napier grass fibre/polyester composites. Compos Struct 144:138–146. https://doi.org/10.1016/J.COMPSTRUCT.2016.02.067
Dhakal HN, Zhang ZY, Richardson MOW (2007) Effect of water absorption on the mechanical properties of hemp fibre reinforced unsaturated polyester composites. Compos Sci Technol 67:1674–1683. https://doi.org/10.1016/J.COMPSCITECH.2006.06.019
Mokhothu TH, John MJ (2017) Bio-based coatings for reducing water sorption in natural fibre reinforced composites. Sci Rep 71(7):1–8. https://doi.org/10.1038/s41598-017-13859-2
Munirah Abdullah N, Ahmad I (2012) Effect of chemical treatment on mechanical and water-sorption properties coconut fiber-unsaturated polyester from recycled PET. ISRN Mater Sci 2012:1–8. https://doi.org/10.5402/2012/134683
Wu J, Yu D, Chan C-M et al (2000) Effect of fiber pretreatment condition on the interfacial strength and mechanical properties of wood Fiber/PP composites. Appl Polym Sci 76:1000–1010. https://doi.org/10.1002/(SICI)1097-4628(20000516)76:7
Agrawal R, Saxena NS, Sharma KB et al (2000) Activation energy and crystallization kinetics of untreated and treated oil palm fibre reinforced phenol formaldehyde composites. Mater Sci Eng A 277:77–82. https://doi.org/10.1016/S0921-5093(99)00556-0
Wu Y, Xia C, Cai L et al (2018) Water-resistant hemp fiber-reinforced composites: In-situ surface protection by polyethylene film. Ind Crops Prod 112:210–216. https://doi.org/10.1016/J.INDCROP.2017.12.014
Mrad H, Alix S, Migneault S et al (2018) Numerical and experimental assessment of water absorption of wood-polymer composites. Measurement 115:197–203. https://doi.org/10.1016/J.MEASUREMENT.2017.10.011
Panthapulakkal S, Sain M (2016) Studies on the water absorption properties of short hemp—glass fiber hybrid polypropylene composites. 41:1871–1883. https://doi.org/10.1177/0021998307069900
Akil HM, Cheng LW, Mohd Ishak ZA et al (2009) Water absorption study on pultruded jute fibre reinforced unsaturated polyester composites. Compos Sci Technol 69:1942–1948. https://doi.org/10.1016/J.COMPSCITECH.2009.04.014
Alamri H, Low IM (2012) Effect of water absorption on the mechanical properties of n-SiC filled recycled cellulose fibre reinforced epoxy eco-nanocomposites. Polym Test 31:810–818. https://doi.org/10.1016/J.POLYMERTESTING.2012.06.001
Selmi A (2014) Void effect on carbon fiber epoxy composites. In 2nd International conference on emerging trends in engineering and technology, ICETET2014 (pp 179-183)
Mehdikhani M, Gorbatikh L, Verpoest I, Lomov SV (2018) Voids in fiber-reinforced polymer composites: a review on their formation, characteristics, and effects on mechanical performance. 53:1579–1669. https://doi.org/10.1177/0021998318772152
Ismail A, Jawaid M, Naveen J (2019) Void content, tensile, vibration and acoustic properties of kenaf/bamboo fiber reinforced epoxy hybrid composites. Materials. https://doi.org/10.3390/ma12132094
Calabrese L, Fiore V, Scalici T, Valenza A (2018) Experimental assessment of the improved properties during aging of flax/glass hybrid composite laminates for marine applications. J Appl Polym Sci. https://doi.org/10.1002/app.47203
Ramlee NA, Jawaid M, Zainudin ES, Yamani SAK (2019) Tensile, physical and morphological properties of oil palm empty fruit bunch/sugarcane bagasse fibre reinforced phenolic hybrid composites. J Mater Res Technol 8:3466–3474. https://doi.org/10.1016/J.JMRT.2019.06.016
Bucknall CB (1977) Impact strength. Toughened Plast 272–304.https://doi.org/10.1007/978-94-017-5349-4_10
Sain M, Suhara P, Law S, Bouilloux A (2016) Interface modification and mechanical properties of natural fiber-polyolefin composite products. J Reinf Plast Compos 24:121–130. https://doi.org/10.1177/0731684405041717
Dubnikova IL, Berezina SM, Antonov AV (2004) Effect of rigid particle size on the toughness of filled polypropylene. J Appl Polym Sci 94:1917–1926. https://doi.org/10.1002/APP.21017
Malkapuram R, Kumar V, Negi YS (2008) Recent development in natural fiber reinforced polypropylene composites. 28:1169–1189. https://doi.org/10.1177/0731684407087759
Ruksakulpiwat Y, Suppakarn N, Sutapun W, Thomthong W (2007) Vetiver–polypropylene composites: physical and mechanical properties. Compos Part A Appl Sci Manuf 38:590–601. https://doi.org/10.1016/J.COMPOSITESA.2006.02.006
Zinge C, Kandasubramanian B (2020) Nanocellulose based biodegradable polymers. Eur Polym J 133:109758. https://doi.org/10.1016/J.EURPOLYMJ.2020.109758
Tessema A, Zhao D, Moll J et al (2017) Effect of filler loading, geometry, dispersion and temperature on thermal conductivity of polymer nanocomposites. Polym Test 57:101–106. https://doi.org/10.1016/J.POLYMERTESTING.2016.11.015
Zhang W (2014) Nanoparticle aggregation: principles and modeling. Adv Exp Med Biol 811:19–43. https://doi.org/10.1007/978-94-017-8739-0_2
Nichols G, Byard S, Bloxham MJ et al (2002) A review of the terms agglomerate and aggregate with a recommendation for nomenclature used in powder and particle characterization. J Pharm Sci 91:2103–2109. https://doi.org/10.1002/JPS.10191
Vatansever E, Arslan D, Nofar M (2019) Polylactide cellulose-based nanocomposites. Int J Biol Macromol 137:912–938. https://doi.org/10.1016/J.IJBIOMAC.2019.06.205
Yue L, Maiorana A, Khelifa F et al (2018) Surface-modified cellulose nanocrystals for biobased epoxy nanocomposites. Polymer (Guildf) 134:155–162. https://doi.org/10.1016/J.POLYMER.2017.11.051
Dundu M, Gao X (2014) Construction Materials and Structures: Proceedings of the First International Conference on Construction Materials and Structures
Singh H, Singh T (2019) Effect of fillers of various sizes on mechanical characterization of natural fiber polymer hybrid composites: a review. Mater Today Proc 18:5345–5350. https://doi.org/10.1016/J.MATPR.2019.07.560
Agarwal J, Mohanty S, Nayak SK (2021) Influence of cellulose nanocrystal/sisal fiber on the mechanical, thermal, and morphological performance of polypropylene hybrid composites. Polym Bull 78:1609–1635. https://doi.org/10.1007/S00289-020-03178-4/TABLES/2
Krishnaiah P, Manickam S, Ratnam CT et al (2020) Surface-treated short sisal fibers and halloysite nanotubes for synergistically enhanced performance of polypropylene hybrid composites. https://doi.org/10.1177/0892705720946063
Essabir H, Bensalah MO, Rodrigue D et al (2016) Structural, mechanical and thermal properties of bio-based hybrid composites from waste coir residues: fibers and shell particles. Mech Mater 93:134–144. https://doi.org/10.1016/J.MECHMAT.2015.10.018
Arrakhiz FZ, Benmoussa K, Bouhfid R, Qaiss A (2013) Pine cone fiber/clay hybrid composite: Mechanical and thermal properties. Mater Des 50:376–381. https://doi.org/10.1016/J.MATDES.2013.03.033
Oladele IO, Ibrahim IO, Akinwekomi AD, Talabi SI (2019) Effect of mercerization on the mechanical and thermal response of hybrid bagasse fiber/CaCO3 reinforced polypropylene composites. Polym Test 76:192–198. https://doi.org/10.1016/J.POLYMERTESTING.2019.03.021
Upadhyaya P, Garg M, Kumar V, Nema AK (2012) The effect of water absorption on mechanical properties of wood flour/wheat husk polypropylene hybrid composites. Mater Sci Appl 2012:317–325. https://doi.org/10.4236/MSA.2012.35047
Najafi A, Kord B, Abdi A, Ranaee S (2011) The impact of the nature of nanoclay on physical and mechanical properties of polypropylene/reed flour nanocomposites. 25:717–727. https://doi.org/10.1177/0892705711412813
Mirbagheri J, Tajvidi M, Hermanson JC, Ghasemi I (2007) Tensile properties of wood flour/kenaf fiber polypropylene hybrid composites. J Appl Polym Sci 105:3054–3059. https://doi.org/10.1002/APP.26363
Idumah CI, Hassan A (2016) Characterization and preparation of conductive exfoliated graphene nanoplatelets kenaf fibre hybrid polypropylene composites. Synth Met 212:91–104. https://doi.org/10.1016/J.SYNTHMET.2015.12.011
Mohd HA, Abu Bakar MB, Masri MN et al (2020) Mechanical and thermal properties of hybrid non-woven kenaf fibre mat-graphene nanoplatelets reinforced polypropylene composites. Mater Sci Forum 1010:124–129. https://doi.org/10.4028/WWW.SCIENTIFIC.NET/MSF.1010.124
Lee CH, Sapuan SM, Hassan MR (2017) Mechanical and thermal properties of kenaf fiber reinforced polypropylene/magnesium hydroxide composites. 12:50–58. https://doi.org/10.1177/155892501701200206
Boujmal R, Kakou CA, Nekhlaoui S et al (2017) Alfa fibers/clay hybrid composites based on polypropylene: mechanical, thermal, and structural properties. 31:974–991. https://doi.org/10.1177/0892705717729197
Venkateswara Rao T, Somaiah Chowdary M, Siva Sanakara Babu C, Mohan Sumanth C (2019) Effect of bamboo fiber on mechanical properties of fly ash with polypropylene composites. Lect Notes Mech Eng. https://doi.org/10.1007/978-981-13-1780-4_42
Islam M, Sharif A, Hussain M, Hassan I (2019) Synergic effect of recycled cotton fabric and wood saw dust reinforced biodegradable polypropylene composites. Bangladesh J Sci Ind Res 54:21–30. https://doi.org/10.3329/BJSIR.V54I1.40727
Saba N, Tahir PM, Jawaid M (2014) A review on potentiality of nano filler/natural fiber filled polymer hybrid composites. Polym 6:2247–2273. https://doi.org/10.3390/POLYM6082247
Extruder Processing Zone (EPZ) is the heart of a Co-rotating Twin-Screw Extruder. http://atozplastics.com/upload/literature/Extruder-Processing-Zone-EPZ-Co-rotating-Twin-Screw-Extruder-quality-compounded-material-output.asp. Accessed 7 Mar 2022
Araújo JR, Waldman WR, De Paoli MA (2008) Thermal properties of high density polyethylene composites with natural fibres: coupling agent effect. Polym Degrad Stab 93:1770–1775. https://doi.org/10.1016/J.POLYMDEGRADSTAB.2008.07.021
Essabir H, Raji M, Bouhfid R, Qaiss AEK (2016) Nanoclay and natural fibers based hybrid composites: mechanical morphological, thermal and rheological properties. https://doi.org/10.1007/978-981-10-0950-1_2
Maurya AK, Gogoi R, Sethi SK, Manik G (2021) A combined theoretical and experimental investigation of the valorization of mechanical and thermal properties of the fly ash-reinforced polypropylene hybrid composites. J Mater Sci. https://doi.org/10.1007/S10853-021-06383-2
L Lv L, Ding X, Gu H, Hu G (2015) The effect of SEBS and POE on properties of polypropylene. 2:188–194
Vigneshwaran S, Sundarakannan R, John KM et al (2020) Recent advancement in the natural fiber polymer composites: A comprehensive review. J Clean Prod 277:124109. https://doi.org/10.1016/J.JCLEPRO.2020.124109
Maurya AK, Gogoi R, Manik G (2022) Thermal behavior of elastomer blends and composites. 149–169. https://doi.org/10.1016/B978-0-323-85832-8.00008-0
Veerasimman A, Shanmugam V, Rajendran S et al (2021) Thermal properties of natural fiber sisal based hybrid composites–a brief review. J Nat Fibers. https://doi.org/10.1080/15440478.2020.1870619
Sui G, Fuqua MA, Ulven CA, Zhong WH (2009) A plant fiber reinforced polymer composite prepared by a twin-screw extruder. Bioresour Technol 100:1246–1251. https://doi.org/10.1016/J.BIORTECH.2008.03.065
Maurya AK, Gogoi R, Manik G (2022) Recycling and reinforcement potential for the fly ash and sisal fiber reinforced hybrid polypropylene composite. Polym Compos 43:1060–1077. https://doi.org/10.1002/PC.26434
Acknowledgements
All the authors wish to thank the Indian Institute of Technology, Roorkee for providing excellent research facilities and environment. First author wants to thank the Ministry of Education, Government of India for offering fellowship.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no competing interests and funding related to the current work.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Maurya, A.K., Manik, G. Advances towards development of industrially relevant short natural fiber reinforced and hybridized polypropylene composites for various industrial applications: a review. J Polym Res 30, 47 (2023). https://doi.org/10.1007/s10965-022-03413-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-022-03413-8