
Abstract
Natural fibers are gaining too much attention and researchers are shifting their interest due to environmental concern and ecological benefits. The present experimental study is focused on the investigation of thermo-mechanical properties of aggro–waste pineapple leaf fiber (PALF) reinforced polymer composite under the influence of pineapple micro-particulate inclusion. For developing the hybrid composites, constant weight fraction (30%) of PALF and five different weight fractions (2.5%, 5%, 7.5% and 10%) of particulates are taken. The study involves preparation, chemical treatment (with 5% NaOH solution) and characterization (XRD, FTIR and TGA) of micro particulate and results revealed that the treatment of particulate has a better crystalline index and thermal stability which improved their material characterization as well as mechanical and thermal properties. The addition of chemically treated particulates in PALF reinforced polymer composites showed better interfacial bonding between fibers and matrix that enhanced the mechanical and thermal properties of the developed composite. The experimental results showed that 7.5% of particulates inclusion has highest tensile, flexural, compressive and hardness properties with higher plane strain fracture toughness and thermogravimetric analysis while 2.5% of particulate inclusion has highest impact strength. The water absorption and biodegradability tests were also performed and revealed that the addition of particulates has greater water absorption and better biodegradability. The scanning electron microscopy was used to study the morphology behaviour with different weight fraction of particulates and also analyzed the fracture behaviour of developed hybrid composites.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Recently researchers are shifting and taking more interest in natural fiber reinforced polymer composites compare to synthetic fiber reinforced polymer composites due to their environmentally friendly and ecological concerns [1]. Synthetic fiber like carbon, glass and kevlar has been used as reinforcement for developing composite with help of different petroleum-based polymer matrices for various engineering application. But due to some major disadvantages like non-renewability, non-biodegradability, non-recyclability, required high energy for their processing and lesser availability has gained more intention from researchers and engineers towards natural fiber/filler based biocomposite [2, 3]. However, natural fiber has most effective and trending materials to develop biocomposites due to their excellent cost performances, abundant availability, less weight to strength ratio, low density, biocompatible, non-corrosive, non-toxicity, low carbon emissions and eco-friendly with nature [4]. The usages of natural fiber as reinforced materials with thermoplastic and thermosetting matrices are planted, harvested and also obtained from agricultural wastages. Therefore, that has resulted in large volume production with cost-effective and less time taking during processing [5]. India has one of the largest productions of agricultural wastes such as rice husk, wheat husk, coconut, corncob, pineapple leaf and bagasse where the pineapple leaf (PALF) are the most unutilized agronomic waste in terms of value additions. Therefore, this wastage can be used to develop composites for various applications like infrastructure, furniture, packaging, automotive, biomedical etc and that may also helpful for environmental concern as well as farming people to gain some money and contribute toward ecological balance [6].
Growing environmental pollution, global warming, new rules, and regulations all over the world for developing bio-based economy is a big change for government, academic, industry, and agriculture. In that situation the present work is giving a solution of making bio-based composite by using an agricultural waste may a helpful footstep towards making bio-economy [7]. Every year India produced about 1706000 metric tons of pineapple with a worldwide wide 5th position in production. Out of that, about 285170 metric ton was produced by Assam (about 16.7% of total Indian production) [8]. About 50% of India’s workforce (18% of GDP) is connected with agriculture. Cultivation of pineapple is a local activity in north-east India (Assam region) and is a major source of earnings for the local population [9]. As such, the cultivation of pineapple can aid in sustainable agro-economic development. So, if we can use this food waste to develop bio-composite, it can help to make a bridge between agriculture and industry and boost up the Indian agricultural-based rural economy.
Among other agricultural waste, PALF has a high amount (70-80%) of cellulose contains that provide high mechanical properties to weight ratio and good addition with polymer matrix [10]. The numerous previous researches have been conducted on the PALF fiber and filler separately to find out their respective physical, mechanical and thermal characteristics but the addition of PALF fiber and filler are yet to be explored [11,12,13,14,15,16,17]. Many studies and researches have been reported that the inclusions of filler or micro/nano particulate at different weight fractions to develop composites have increased their physical, mechanical and thermal properties for various engineering and structural load applications [18,19,20,21,22]. The hybrid biocompositturee based on natural fiber and filler has aimed to achieve the combined effect of their various respective properties such as perfect insulation, dimension stability, superior interfacial bonding, higher mechanical and impact strength, modified modulus and non-corrosive [23]. The abundant availability of pineapple leaf fiber and fillers are the best example of cost-effective lighter weight bio-composites materials for engineering and structural applications. A previous study at different weight fractions of pinecone powder was used as reinforcement with high-density polyethene (HDPE) matrix and examined that 10% of pinecone powder has highest tensile, flexural and compressive properties [24]. From an extensive literature survey on pineapple leaf epoxy composites, it revealed that the chemical treatment of the fiber and filler improved their materials characterization as well as enhanced the thermo-mechanical properties [25,26,27]. A hybrid composite with 33% weight fraction of sal and teak wood powder has examined that the effects of hybridization reduced that water intake ability and improved their various mechanical properties [28]. The combined effects of fiber and filler on materials characteristics and thermo mechanical properties have been discussed where jute fiber was reinforced with epoxy matrix and calotropis gigantean [29], spent camellia seeds and azadirachta indica seed [30] powders were used as filler, for develop the composite. The effects of filler % were improved their physical, mechanical, thermal and also surface morphology behaviour of composites. A study with short pineapple leaf fiber reinforced with starch binder reported that the different particulate size of starch has affected their properties and results found that 75µm particulate size has better mechanical properties while 250µm has highest hardness properties of developed composites [31]. The alkali-treated portunus shell powder [32] and rosewood/padauk wood powder [33] were used with jute fiber epoxy composites and examined that treatment of filler increased their thermo mechanical and fracture properties. Green gram husk [34] and red mud filler [35] was used with banana fiber-reinforced composites and revealed that the incorporation of filler % improved their chemical, physical, mechanical and damping characteristics of the composites.
The present work is mainly focused on the PALF fiber and PALF particulates are reinforced with epoxy matrix and investigate the effects of particulates inclusion on their chemical, physical, mechanical, thermal and biodegradation properties of developing composites. The epoxy resin is selected based on their high-performance ability, good compatibility with natural fiber, easily cured at room temperature and that may use in various application such as electrical electronics components, aerodynamics, marine, automobile and biomedical industries [36]. The hybridization of the same fiber and filler materials may results in good stability and bonding with matrix materials. The particulates size are ranging in between 70-80µm which results in better dispersion in matrix phase and produced improved mechanical and fracture properties of developed biocomposites [6]. The treatment of PALF particulates with NaOH solution used for the surface modification that provides good adhesion with epoxy resin and it also aims to economic and environment friendly for any application perspective [37].
Materials and methods
Materials
Epoxy resin of tread LY-556 with hardener HY-951 was used as matrix material. The matrix material was selected based on their simple processing, dimensional stability, and decent viscosity with worthy mechanical properties. Pineapple leaf fiber and pineapple leaf particulates were used as reinforcing material for fabricating the composite. North-east India is one of the most pineapples harvesting region of India, where pineapple leaf is one of the agricultural waste product because after harvesting and collection of pineapples fruit, pineapple leaf is usually burnt or buried and that may cause air pollution. So that instead of wastages, we can use it to provide material for various structural and non-structural applications. The physical and mechanical properties of epoxy resin and PALF are tabulated in Table 1.
Fiber processing
Pineapple leaves were collected from the north-east region of India and fibers were extracted manually as mention by Jagdish et al. [17]. The extracted fibers were soaks in water for 24 hrs to eliminate impurities from the fibers and then fibers are dried at open atmosphere for 24 hours that helps to remove moisture and other foul gases. This process is continued with complete drying of fibers inside the oven at 90° C for 6hrs. The chemical composition of PALF fiber was measured by Laboratory Analytical Procedure (LAP) as reported by Mishra et al. [38]. The chemical compositions of fiber are shown in Fig. 1.

Composition of pineapple leaf fiber
Pineapple leaf particulate preparation
Pineapple leaf fibers are chopped in fine pieces and particulate particles have been prepared with help of ball milling process. The particulates obtained from ball milling are again grinded in the general grinder. The grinded particulates are finally screened using sieves to obtain average particulates in the size of 50 to 75 µm as shown in Fig. 2. Nagarajan et al. [39] observed that, as particular size decreased the strength of the reinforced composite increased. Therefore, the current research work is used the same average particulate size which is previously used by Nagarajan et al. Pineapple leaf particulates are then washed using distilled water to remove the impurities. Washed particulates are dried at atmosphere for 24 hours and then finally dried in an oven at a temperature of 65°C. These particulates are named as untreated particulate.

Preparation of pineapple leaf particulate
Chemical treatment of pineapple leaf particulate
For surface modification and enhancing the properties of PALF particulate, chemical treatment has been done [40]. Chemical treatment was performed by 5% by weight of NaOH aqueous solution. First, NaOH aqueous solution was prepared in a beaker by dissolving 5g of NaOH pellets in 100ml of distilled water and then, the solution mixed properly with the help of magnetic stirrer at 750 rpm for 15 to 20mins. Now, 15 gm of PALF particulate was added with that solution and stirring of the solution was done again at 48°C for 8 hours with 870 rpm. After that process, the particulate was washed by using acetone and distilled water which helps in reduction of pH value of the treated particulate and maintain a neutralized value of pH 7. Finally, treated particulates are dried at atmosphere for 24 hours and again dried in an oven for overnight at 65°C. This particulate is designated as chemical treated particulate and this particulate are used for fabricating the composite specimens [41].
The surface modification of PALF particulate through reaction with NaOH was carried out as follows. First, NaOH form sodium cations (Na+) and hydroxide anions (OH-). In the next step, a nucleophilic reaction occurred and due to this cellulose component of particulate was grafted with sodium ions with a covalent bond as described in Fig. 3.

Chemical reaction mechanism
Composite preparation
The compression hand layup technique is used to fabricate the composite specimen. A flat and smooth die made of cast iron with dimension (200 mm × 200 mm) are used to fabricate the composite specimens. The mixture of PALF particulate and epoxy resin are mixed properly for 20mins at 50rpm with help of ultrasonic dual mixing for homogeneous mixture, and then hardener is poured in the mixture with the ratio of 10:1 and again mixed properly for 15mins with mechanical stirring. The degassing is required to remove the air bubbles and voids from the final mixture. Over die, a layer of wax polish and polyvinyl alcohol (PVA) was applied to easy removal of the fabricated composite. Now, a layer of resin hardener with PALF particulate mixture is coated over the die using a brush and unidirectional PALF fibers are placed over it. This process is repeated until the desired thickness (3.5mm) of the specimens is achieved. Then the dies are compressed with an external load of 30 kg weight for equal distribution of resin and hardener over entire specimens with the removal of air voids and left to cure for 24 hours. The PALF fiber weight percentage is fixed to 30% and four different weight fractions (2.5%, 5%, 7.5%, and 10%) of PALF particulates are taken and fabricated composite specimens are named as PF0, PF1, PF2, PF3 and PF4 respectively. The fabrication process of the composites is described with a flow diagram as shown in Fig. 4. Finally, the fabricated composite specimens are cut into desired shape and size according to respective ASTM standards.

Fabrication details of composite specimens
During trial experimentation of pineapple leaf fiber reinforced composite were fabricated separately with different weight fraction (10, 20, 30, and 40% by weight). The fibers are distributed unidirectional for the fabrication of composite specimen and tested their mechanical properties such as tensile and flexural properties. The experiment results reported that the 30% weight fraction of fiber has the highest mechanical properties and 40% of fiber loading revealed, the decrements in their respective properties. A similar type of decrement was reported by Komal et al. [42] for banana fiber and Ng Lin Feng et al. [43] for Pineapple and Kenaf fiber. The reason behind this reduction is generally clusterization of fiber and due to the higher number of fiber-less bonding strength. So for further processing of hybrid composite, constant fiber weight fraction (30%) was taken and 70% matrix material was modified with different particulate weight fraction(2.5,5,7.5 and 10%).
Particulate characterization
The chemically treated and untreated particulates are characterized by X-ray diffraction (XRD), Fourier transforms infrared spectroscopy (FTIR), and thermogravimetric analysis (TGA). This processes helped to understand the effect of chemical treatment on surface modification, phase transformation, molecular bonding and thermal stability of untreated particulate.
X-ray diffraction has been carried out by using Burcker D8 focus XRD machine operated at 30kV/15mA. The phase change of treated and untreated particulate was carried out in a 2θ in the range of 10 to 90 degree at a speed of 2 degrees/min with a step size of 0.05. The crystallinity index was calculated as Eq. (1) [44].
Fourier-transform infrared spectroscopy was done to identify the changes in the functional group due to surface modification. This process is carried out in the range of 450-3900 cm-1 with 2cm-1 resolution. The pineapple leaf particulate was mixed with Potassium Bromide (KBr) in the proportion of 1:200 (by weight). And the mixture was compressing in a compression die to form a thin pellet which was used for testing [45]. Thermal properties of treated and untreated particulate were investigated experimentally by EXSTAR TG/DTA 6300 (a thermo-gravimetric analyser) under a nitrogen atmosphere with a nitrogen flow rate of 200 ml/min and specimen heating rate of 10°C/min.
Testing of developed composites
To characterized the composites, physical (density and void content of composite), mechanical (Hardness, Tensile, Flexural, Compression, Impact and Mode-I fracture toughness), thermal (TGA), water absorption and bio-degradability testing has been carried out. The detailed testing process was described in Table 2.
Result and discussion
Particulate size distribution
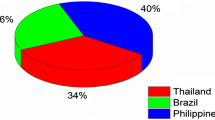
To identify the distribution of particulate size sieve analysis was done. Figure 5(a) shows the Sieve arrangements as per particulate size. The size of particulate has affected the strength of the composite, so it is necessary to identify the particulate size distribution. Figure 5(b) shows the particulate size distribution of PALF particulate. From the graph it is observed that about 34% of particulate is of 50 to 75 µm size, 30% of particulate is of 25 to 50 µm size, 17% of particulate is of the size of less than 25 µm, 11% of particulate is of the size of 75 to 100 µm and 8% of particulate is the size of greater than 100 µm.

(a) Sieving arrangement (b) Particulate size distribution of pineapple leaf particulate
The morphology behaviour analysis of particulates was carried out with the help of Field Emission Electron Microscopy (FESEM) as shown in Fig. 6. The images of particulate distributions were taken under different magnifications. The morphology analysis was done on untreated and treaded particulates where untreated particulate shows some agglomeration effects while treated particulate shows finalized group of particles with spherical.

FESEM morphology analysis of particulates
Characterization results of PALF particulates
The influence of chemical treatment with aqueous NaOH solution on the crystalline structure of PALF particulate can be depicted from the result of X-ray diffraction as shown in Fig. 7. Due to the chemical treatment of PALF particulates, the delignification and dewaxing took place. At the same time, alkaline treatment Na+ hypothetically grafted with cellulose part of the PALF fiber by a nucleophilic reaction. The reaction of this process also showed in Fig. 3. When PALF particulates are washing with water to remove the sodium ions and lower weight polymer (lignin and hemicelluloses), the modified cellulose has been produced whereas chemical treatment rearranged the atomic structure of the untreated PALF particulates that enhanced the crystalline index of the modified cellulose [57]. The difference of initial and final weight of PALF particulate before and after treatment was also evidenced with non-cellulose component particulates loss and results showed in Table 3. Thus, the treated particulates have lower amorphous material (lignin and hemicelluloses) that revealed a higher peak value with high-intensity count and greater crystalline index [58]. The highest pick for the untreated particulates have been observed at 2θ = 25.38° but after chemical treatment, the highest peak has been shifted to 24.9°. This peak is of (0 0 2) plane and other two small peaks are observed at around 15° of (1 0 1) plane and about 36° of (0 4 0). From the XRD result the crystallinity index for treated particulates have shown 58.6% and untreated particulates this value was 41.5%.

XRD graph of untreated and treated pineapple leaf particulate
The difference of initial and final weight of PALF particulate before and after treatment was also evidenced with non-cellulose component particle loss and results showed in Table 3.
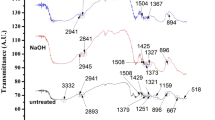
The effects of chemical treatment for surface modification of PALF particulate can be observed from the result of FTIR (Fourier transform infrared spectra). Figure 8 shows the intensity of functional group presents in untreated and treated PALF particulate. This is also evidence of surface modification of treated particulate over untreated particulate. The FTIR spectrum for untreated PALF particulate shows picks at 562 and 621 cm-1 due to the presence of a small amount of p-hydroxyphenyl propane present in lignin and outer plane bending of O-H molecule respectively. The peak at 1031 cm-1 spectrum band is due to stretching of C-O/C-C bond of polysaccharide present in cellulose. The spectral bands at 1243 and 1372 cm-1 are due to stretching vibration of C-O group in lignin and extractives and bending vibration of C-H group present in cellulose, hemicelluloses respectively. A prominent peak is shown at 1426 cm-1 is due to bending vibration of CH2 group present in cellulose. The Peak at spectrum band of 1508 to 1593 cm-1 is due to the presence of aromatic ring in lignin. Spectrum also shows a peak at 1643 cm-1 due to absorption of water. The Peak at 1735 and 2853 cm-1 is due to stretching vibration of C=O group of acetyl present in hemicelluloses and CH2 stretching of cellulose respectively. The peak at the spectral band at 2919 and 2923 is due to stretching vibration of C-H group present in cellulose and lignin molecules. And a peak at 3420 cm-1 is due to stretching of O-H (hydroxyl group) present in cellulose structure. Table 4 shows the tabular representation of the assigned transmission band in the FTIR spectrum [59].

FTIR graph of untreated and treated pineapple leaf particulate
After chemical treatment, a significant reduction in absence of vibration energy and transmittance has been observed for pineapple particulates. A decrement in intensity about “621”cm-1 has been observed. This reduction is due to the removal of the O-H group from the treated particulates. The decrement of intensity around 1243 cm-1 has been also reported. This decrement is due to the removal of lignin where C-O bonding vibration is absent. After chemical treatment due to removal of hemicelluloses, the stretching vibration peak of C \(=\) O of hemicellulose has been shifted from “1735 to 1670” cm-1. The characteristic peak between “1800 to 1600” cm-1 is also reduced after chemical treatment. Due to the removal of lignin, the intensity pick at 2919 to 2923 cm-1 is significantly decreased and a reduction in peak value between “3200 to 3300” cm-1 has been also reported. This reduction is recorded due to the removal of the O-H group from the alkali-treated particulate.
To understand the effect of chemical treatment on thermal degradation of particulate, thermogravimetric analysis has been done. Figure 9 shows the graphical representation of Thermogravimetric and derivative thermo gravity (DTG) over a temperature range of 25 to 800°C for untreated and treated PALF particulate. The temperature of initial degradation and percentage of residue mass at the end for both treated and untreated particulate has been shown in Table 5.

TGA and DTG graph of untreated and treated pineapple leaf particulate
It is observed that there is a significant impact of chemical treatment on the initial degradation temperature of particulate and residual mass left at the end of the degradation process. The initial degradation temperature increased by 37°C and the residual mass left is also increased by 5.55%. The effects of surface modification are not quite shown in the temperature range of 25 to 350°C. Therefore, percentage weight loss of untreated and treated particulate are less affected, but for the further increment of temperature from 400 to 750°C, the mass loss for untreated and treated particulate is 23% and 37% respectively as evident from the depicted thermogram. The above value signifies that alkaline treatment has a good impact on particulate at the high-temperature range. Untreated particulate might have a greater moisture content as compared to treated particulate and at elevated temperature, moisture is evaporated which results in a difference of weight loss. This can prove that alkaline treatment of particulate can reduce the population of polar group presences in particulate molecules and that ensured, the treated particulate surface has more hydrophobic with higher thermal stability [60]. For calculating the weight change, DTG takes the first weight signal derivative and within the specified temperature range, degradation is anticipated as a footprint of peaks generation. Moreover for untreated and treated particulate, the DTG curve shows the peaks at 336 and 348 respectively, for -10.6%/min and 7.49%/min.
Experimental results of developed composites
To identify the effect of pineapple leaf particulate addition on PALF reinforced composite physical, mechanical and thermal characterization has been performed. The results are shown below.
Density and void content
For physical characterization of non-hybrid and hybrid composite specimens, experimental and theoretical densities along with void content have been determined and tabulated in Table 6. It is noted that, due to pressure of void inside composite specimens, the calculated theoretical density values of composites are not equal to experimentally investigated values.
Natural fiber contains lumens in its cellular structure which performed voids in the composite structure. That means the natural fiber consist of cellulose carries voids naturally and results showed, adding the fiber with matrix increased the void contains in the composites. A similar trend of increment in void content with fiber volume fraction was observed by Satapathy et al. [61]. Figure 10 shows the percentage of void content for developed composites specimens and analysed that, the addition of pineapple leaf particulate also increase the void content in composites. This may be due to hydrophilic property of pineapple leaf particulate because pineapple leaf particulate may also absorb moisture from the environment and at the time of the curing process. This moisture evaporated and void is developed inside the composite. It is also observed that as the particulate loading increases the void content is also increased. This has happened because as particulate loading increases, the area of contact between particulate and epoxy are also increased which turn erupted and created voids. The maximum void content is about 4.02% for PF4 type of composite. A similar trend in void content variation with an increment of reinforced materials has been reported by Madsen et al. [62].

Void content of developed composites
Mechanical properties results
The various mechanical properties tests like tensile, flexural, compressive and hardness properties of the developed composites have been performed where for every test, five specimens are tested and average values of the results are recorded. The results revealed that the addition of pineapple leaf particulates along with pineapple leaf fiber showed the increment in strength and modulus as compare to PALF reinforced polymer composite (PF0). The additions of particulates up to 7.5% of weight fraction have enhanced their respective properties while decrements in the properties are recorded with 10% of weight fractions.
From results of tensile test, It is seen that for PF0 composite specimen, the tensile strength and modulus are 61.55 MPa and 2.21 GPa respectively while, after addition of 2.5% particulate along with PALF, the tensile strength and stiffness values of hybrid composites are increased by 20.38% and 23.69% respectively. The highest value of tensile properties showed for PF3 type of hybrid composite (Tensile strength =89.432 MPa and Tensile modulus = 3.032 GPa) as shown in Fig. 11. The addition of particulates with matrix material is resulting in good interfacial bonding between PALF and particulate loaded epoxy that result in the increment in tensile properties of the developed composite [65]. In the other hand, PF4 hybrid composite showed the decrements in strength and stiffness as compared to PF3 hybrid composite because excessive addition of particulate with epoxy material is decreasing the bonding strength between fiber and matrix which results in a reduction of tensile properties [66]. From Fig. 12 stress-strain curve, it is observed that, 2.5% addition of particulates (PF1) along with fiber shown increment in elongation before the break as compare to PF0 specimens. But for further increment in particulate weight percentage, it is observed that elongation before the break reduced because the addition of pineapple leaf particulate along with PALF in low percentage increased the toughness of the material whereas, the particulate percentage increased, the material became more brittle and decrements in the strain at break value for developed hybrid composites [67].

Tensile properties of developed composites

Tensile stress-strain curve up to failure of developed composites
Flexural test and compression test have shown same behaviours in the results and seen that for PF0 composite specimen, the flexural strength and modulus are 79.55 MPa and 5.73 GPa respectively whereas compressive strength and modulus are recorded 75.87 MPa and 5.44 GPa. The maximum increments of their properties with 7.5% of weight fractions where 30.30% flexural strength, 56.43% flexural modulus, 29.87% compressive strength and 17.85% compressive modulus are recorded respectively. Figure 13 shows the flexural stress-strain curve for developed composites. Due to addition of pineapple leaf particulate along with pineapple leaf fiber, the micro-level gap between two fibers have been filled with these micro-particles which resist the fiber breakage and increases the fiber-matrix interfacial bonding as well as the matrix to fiber stress transmission capability and results found the increments in flexural and compressive properties [68, 69]. Whereas the addition of excessive particulate may lead to improper bonding between reinforced and matrix materials that form cluster with epoxy resin inside the composites. Due to this effect the value of stress concentration factor increases and bonding strength between reinforcing material and matrix material decreases which result in a decrement of properties of composites [70]. The type PF4 developed hybrid composites observed the decrements in properties due to this cluster and agglomerations effects and a similar observation was reported by Ahmed et al. [71]. Figure 14 shows the compressive stress-strain curve for developed composites.

Flexural stress-strain curve up to failure of developed composites

Compressive stress-strain curve up to failure of developed composites
The hardness of developed composites has been measured by using Shore-D hardness tester. From results obtained, neat epoxy has the lowest hardness value 43 and after fiber addition with the epoxy, the hardness increased to 66. While after addition of PALF particulate with fiber shows the increment in hardness value and the highest hardness value is observed for PF3 composite (93.5). Addition of fine pineapple leaf particulate along with the PALF-epoxy composite resists the indentation and results in an increment of Shore-D hardness value [63]. But for PF4 type of composite where particulate loading is 10% shows reduction in hardness value (83.75) due to excessive addition of particulate may reduce binding strength of matrix and reinforcing material. The same kind of reduction has been reported by Kokta et al. [64].
The impact tests are performed on developed composites where the energy absorbed by any material before breaking determines the toughness of the material. Figure 15 shows the impact strength of different types of composite specimens. From previous results, it was found that the addition of particulate with matrix at low weight percentage result increment in impact strength and at higher weight fraction results in a decrement in impact strength [72]. The similar trend was observed for developed composites. The maximum impact strength is recorded (88.63 J/m) for PF1 type of composite which is about 17.5% of increment as compared to PF0. It is due to the addition of pineapple leaf particulate at low percentages (2.5%) that possess good wettability nature with matrix and provided better bonding between particulate loaded matrix and fiber. Due to proper bonding, it leads to better stress transmission from the matrix to reinforced material which was also observed by Ahmed et al. [71]. The further increment in particulate percentage results in the decrement of impact strength. This may be co-relating with tensile elongation before the break. From tensile results, it is observed that as the pineapple leaf particulate loading increases, the elongation at break value decreases. This is the evidence of the addition of pineapple particulate at higher weight percentage made the composite brittle and result in a decrement in toughness values as well as impact strength values.

Impact strength of developed composites
Fracture properties
The fracture toughness (KIc) and fracture energy (GIc) has been found out for all types of developed composites. Figure 16 shows the fracture toughness and fracture energy value for developed composites. The fracture toughness (KIc) value for neat epoxy was 0.58 MPam1/2. Due to the high cross-link structure of density presents in thermoset epoxy resin, the samples are brittle and showed less KIc value. While, after addition of fiber with epoxy, the KIc reached to 4.54 MPam1/2 with 6.82% of increment. This increment tells that addition of PALF made the material ductile with compare to neat epoxy [73]. Now, the addition of pineapple leaf particulate up to 2.5% (PF1) with PALF reinforced composite results in an increment of 19.6% in fracture toughness value as compare to PALF reinforced composite (PF0). The increment in fracture toughness and fracture energy at low pineapple leaf particulate loading (PF1) may be related to the interruption of crack front propagation. The micro-particulate of pineapple leaf inside composite may create obstacles at the crack front and result in crack front bowing in the middle of leaf particle. This leads to creating secondary cracks and thus ultimately increasing the value of fracture toughness [74]. This theory is only applicable for low percentages of particulate loaded hybrid composite like PF1 composite whereas, for composite with higher particulate loading (PF2, PF3, & PF4) crack growth is weaker due to deboning of particulate and results in higher blunting of the crack tip [75]. From results, it analysed that, the further increment of particulate content in developed composites result in continuous and remarkable drop of KIc and GIc value. The 10% of particulate loaded pineapple leaf fiber-reinforced composite (PF4) showed the lowest fracture toughness value of 3.02 MPam1/2 because due to development of stress concentration spots at different places which reduced the contact area between matrix and reinforced material, lead to a sudden increment in stress-induced. This surpassed the interfacial strength of matrix and reinforcing material [68].

Fracture properties of developed composites
Thermal stability using TGA
To understand the thermal stability of developed composite thermo-gravimetric analysis (TGA) has been performed. TGA has been performed for PF0 (which is non-particulate loaded PALF reinforced composite) and PF3 (7.5% particulate loaded PALF reinforced composite) type of composite. PF3 type of composite sample was chosen because this sample showed higher mechanical properties. Figure 17 shows the TGA and DTG graph of the developed composites and Table 7 showed the various temperature properties and the final residual value of the developed composites.

TGA and DTG graph of developed composites
It is observed that, addition of pineapple leaf particulate results 8.13% increment in initial degradation temperature, 5.7% increment in MRDT value and about 8% increment in final residual mass values. This concludes that, the addition of particulate along with fiber results in increment in thermal stability of the developed hybrid composites. This is due to hindering the heat passage postponing the weight loss. Similar behaviour has been reported by Goyat et al. [74]. From the DTG curve, the addition of pineapple leaf particulate also showed a change in pick value and increment in pick temperature. DTS peak values are -0.452% and -0.440% at a temperature of 401°C and 459°C respectively for PF0 and PF3 type of developed composites.
Water absorption and biodegradability behaviour
The water absorption behaviour of all types of developed composites has been shown in Fig. 18. It is seen that the percentage of water absorption increases with the number of day increases and gradually saturated after 16 days. Water absorption for PF0 composite is lesser as compare to hybrid composites (PF1, PF2, PF3, & PF4). The water absorption is mainly caused to due hydrophilic nature of lingo-cellulose contains in fiber and particulates. Addition of particulate along with fiber results in increment in water absorption properties continuously. Hence, PF4 hybrid composite has contained maximum water absorption and a similar trend has been reported by Wei Wang et al. [76].

Thickness swelling graph of developed composites
From Fig. 19 it is seen that up to 16th days, there is an increment in weight percentage of all type of developed composites. After 16th day, this increment is saturated up to 27th days while after 27th days, composite specimens started to lose its weight. This decrement is due to mass degradation of developed composites. Mass degradation may happen due to decomposition of mass done by bacterial presents in the environment at normal temperature. Similar degradation behaviour has been reported by Dinesh et al. [33]. Maximum biodegradability value was observed for PF4 composite and the minimum value is for PF0 composite. Therefore, it revealed that the addition of pineapple leaf particulate along with PALF fiber results in increment in water absorption value and also lead to increment in biodegradability properties.

Biodegradability graph of developed composites
Surface morphology and fracture analysis
The surface morphology and fracture behaviour of particulate inclusion with pineapple fiber reinforced polymer hybrid composite were analysed by field emission scanning electron microscopy (FESEM). The analysis was done with high magnification from100x - 50000x. The analysis was mainly focused to determine the distribution and scattering behaviour of pineapple leaf particulate inside the developed hybrid composites. Figure 20 shows the effects of different weight % of particulate in PALF fiber reinforced epoxy composites. PF0 has PALF reinforced composites without the inclusion of particulates which results in less interfacial bonding between fiber and epoxy due to more voids and hence mechanical properties are affected. PF1 has 2.5% of particulate distribution inside the developed bio-composites where particulates are less dispersed due to lower weight % and results in fewer effects on their respective properties. PF2 and PF3 hybrid-composites show a good scattering of particulates with epoxy resin that results in better interaction and interfacial bonding between particulate to fiber and particulate to epoxy resin. Therefore the efficient distribution of particulate (7.5%) in PF3 bio-composite has attended the highest values of mechanical properties due to intensified cross-link behaviour of particulates particles inside the matrix materials. Thereafter, if particulates are more added continuously, it results in agglomeration and cluster effects inside developed hybrid composites as shown in PF4 image. This is happened due to more amount of particulates have poor interaction of particles movement and week interfacial bonding with matrix phase which results in more voids and cavitation inside composites and reduce its mechanical properties [33]. The developed composites are mainly failed due to brittle fracture with linear behaviour of stress because no plastic deformation occurs. The failures are mainly happened due to fiber breakage, crushing of fiber, fiber pullout, fiber debonding, level buckling and week yielding zone formed [77]. This type of failure may be occurred due to the perfect dispersion of particulate with epoxy resin which is brittle and belongs to thermoset polymer.

Surface morphology and fracture analysis of developed composites
Conclusion
The pineapple leaf fiber reinforced composites were developed with the inclusion of four different weight fraction of pineapple leaf particulate by using compression moulding hand layup technique. The chemical characterization of developed pineapple leaf particulate has been carried out and finally developed composites were characterized by performing physical, mechanical and thermal characterization as well as water absorption and biodegradability test. Based on the above characterization, the following results are drawn.
-
The chemical treatment with NaOH solution of pineapple leaf particulate results in surface modification of particulates and significantly enhanced the bonding strength between particulate and polymer matrix which may also improve their thermal stability and decrease in moisture absorption behaviour.
-
Addition of pineapple leaf particulate along with pineapple leaf fiber increased the bonding strength between the matrix and reinforcing material which results in increment in mechanical properties like tensile strength, tensile modulus, flexural strength, flexural modulus, compressive strength, compressive modulus, hardness, and impact strength. Not only mechanical properties but also improved their thermal stability, water absorption behaviour and biodegradability behaviour for developed composites.
-
The maximum mechanical properties of developed hybrid composites were recorded with 7.5% of particulate inclusion in PALF reinforced epoxy composites. While the addition of excessive weight percentage of particulate results in clusterization and agglomeration effect that reduced their mechanical properties.
-
The addition of 2.5% pineapple leaf particulate with PALF reinforced composites are having greater impact and fracture properties while after more addition of particulates, increases the brittleness of material and decreases the elongation before the break, fracture toughness and impact strength.
-
Water absorption behaviour and biodegradability property of composite increased with increment in the particulate weight percentage in developed hybrid composites and conclude that addition of particulate not only help to develop a material with better mechanical and thermal properties but also help to develop more biodegradable material.
Thus, the developed composites have lighter in weight, cost-effective, biodegradable and environmentally friendly materials for moderate load bearing application.
References
Bajpai PK, Singh I, Madaan J (2014) Development and characterization of PLA-based green composites: a review. J Thermoplast Compos Mater 27:52–81
Gurunathan T, Mohanty S, Nayak SK (2015) A review of the recent developments in biocomposites based on natural fibres and their application perspectives. Composites Part A Appl Sci Manuf 77:1–25
Vaisanen T, Das O, Tomppo L (2017) A review on new bio-based constituents for natural fiber-polymer composites. J Clean Prod 149:582–96
Mittal V, Saini R, Sinha S (2016) Natural fber-mediated epoxy composites: a review. Compos B Eng 99:425–435
Faruk O, Bledzki AK, Fink HP, Sain M (2014) Progress report on natural fiber reinforced composites. Macromol. Mater Eng 299:9–26
Todkar SS, Patil SA (2019) Review on mechanical properties evaluation of pineapple leaf fibre (PALF) reinforced polymer composites. Compos B: Eng 174:106927
Mishra S, Mohanty AK, Drzal LT, Misra M, Hinrichsen G (2004) A review on pineapple leaf fibers, sisal fibers and their biocomposites. Macromol Mater Eng 289:955–974
Parvej Alam D, Usmani TM, Danish M (2020) Growth of Pineapple Cultivation: a spatio-temporal analysis in India. Growth 4(2)
Madhusudhan L (2015) Agriculture role on Indian economy. Bus Eco J 6:1
Kengkhetkit N, Amornsakchai T (2012) Utilization of pineapple leaf waste for plastic reinforcement: a novel extraction method for short pineapple leaf fber. Ind Crops Prod 40:55–61
Glória GO, Teles MCA, Lopes FPD, Vieira CMF, Margem FM, de Almeida Gomes M, Monteiro SN (2017) Tensile strength of polyester composites reinforced with PALF. J Mater Res Technol 6:401–405
George J, Bhagawan SS, Prabhakaran N, Thomas S (1995) Short pineapple-leaf-fiber-reinforced low-density polyethylene composites. J Appl Polym Sci 57:843–854
Hariwongsanupab N, Thanawan S, Amornsakchai T, Vallat MF, Mougin K (2017) Improving the mechanical properties of short pineapple leaf fber reinforced natural rubber by blending with acrylonitrile butadiene rubber. Polym Test 57:94–100
Threepopnatkul P, Kaerkitcha N, Athipongarporn N (2009) Efect of surface treatment on performance of pineapple leaf fber–polycarbonate composites. Compos B Eng 40:628–632
Mangal R, Saxena NS, Sreekala MS, Thomas S, Singh K (2003) Thermal properties of pineapple leaf fiber reinforced composites. Mater Sci Eng A 339:281–285
Durga S, Srinag KT, Naidu VNP (2017) Experimental Investigation and Finite Element Analysis of Mechanical Properties of Jute, Pineapple leaf, Jute-Pineapple leaf (Hybrid) Reinforced Polyester Composite. Int J Eng Res Dev 5:2321–9939
Jagadish Rajakumaran M, Ray A (2020) Investigation on mechanical properties of pineapple leaf–based short fiber–reinforced polymer composite from selected Indian (northeastern part) cultivars. J Thermoplast Compos Mater 33:324–342
Kengkhetkit N, Amornsakchai T (2014) A new approach to “Greening” plastic composites using pineapple leaf waste for performance and cost efectiveness. Mater Des 55:292–299
Cho J, Joshi MS, Sun CT (2006) Effect of inclusion size on mechanical properties of polymeric composites with micro and nano particles. Compos Sci Technol 66:1941–1952
Potluri R (2019) Mechanical properties of pineapple leaf fiber reinforced epoxy infused with silicon carbide microparticles. J Nat Fibers 16:137–151
Jani SP, Kumar AS, Khan MA, Sajith S, Saravanan A (2019) Influence of natural filler on mechanical properties of Hemp/Kevlar hybrid Green composite and analysis of change in material behavior using acoustic emission. J Nat Fibers 1-12
Mahesh V (2019) Influence of Areca Nut Nano Filler on Mechanical and Tribological Properties of Coir Fiber Reinforced Epoxy Based Polymer Composite. Scientia Iranica
Mochane MJ, Mokhena TC, Mokhothu TH, Mtibe A, Sadiku ER, Ray SS, Daramola OO (2019) Recent progress on natural fiber hybrid composites for advanced applications: a review. 13:159–198
Agayev S, Ozdemir O (2019) Fabrication of high density polyethylene composites reinforced with pine cone powder: mechanical and low velocity impact performances. Mater Res Express 6-045312
Luo S, Netravali AN (1999) Mechanical and thermal properties of environment-friendly “green” composites made from pineapple leaf fibers and poly (hydroxybutyrate-co-valerate) resin. Polym Compos 20:367–378
Durowaye S, Sekunowo O, Kuforiji C, Lawal G, Okon J (2019) Synthesis and Characterisation of Polyester Resin Matrix Composites Reinforced with Pineapple Leaf Micro Particles. J Inst Eng 15:62–70
Nagarajan TT, Babu AS, Palanivelu K, Nayak SK (2016) Mechanical and thermal properties of PALF reinforced epoxy composites. Macromolecular Symposia 361:57–63
Jain NK, Gupta MK (2018) Hybrid teak/Sal wood flour reinforced composites: mechanical, thermal and water absorption properties. Mater Res Express 5:125306
Vinod A, Vijay R, Singaravelu DL (2018) Thermo Mechanical characterization of Calotropis gigantea stem powder-filled jute Fiberreinforced epoxy composites. J Nat Fibers 15:648–657
Vijay R, Vinod A, Kathiravan R, Siengchin S, Singaravelu DL (2020) Evaluation of Azadirachta indica seed/spent Camellia sinensis bio-filler based jute fabrics–epoxy composites: experimental and numerical studies. J Ind Text 49:1252–1277
Selamat MZ, Tahir MSZ, Kasim AN, Dharmalingam S, Putra A, Yaakob MY, Daud MAM (2018) Effect of starch sizes particle as binder on short pineapple leaf fiber composite mechanical properties. In MATEC Web of Conferences 150:04008 EDP Sciences
Kumaran P, Mohanamurugan S, Madhu S, Vijay R, Singaravelu DL, Vinod A, Sanjay MR, Siengchin S (2019) Investigation on thermo-mechanical characteristics of treated/untreated Portunus sanguinolentus shell powder-based jute fabrics reinforced epoxy composites. J Ind text 0:1–33
Dinesh S, Kumaran P, Mohanamurugan S, Vijay R, Singaravelu DL, Vinod A, Bhat KS (2020) Influence of wood dust fillers on the mechanical, thermal, water absorption and biodegradation characteristics of jute fiber epoxy composites. J Polym Res 27:9–22
Movva M, Kommineni R (2019) Effect of green gram husk Nanocellulose on Banana Fiber composite. J Nat Fibers 16:287–299
Uthayakumar M, Manikandan V, Rajini N, Jeyaraj P (2014) Influence of redmud on the mechanical, damping and chemical resistance properties of banana/polyester hybrid composites. Mater Des 64:270–279
Inam F (2014) Epoxy–the hub for the most versatile polymer with exceptional combination of superlative features. Epoxy 1:1–2
Li X, Tabil LG, Panigrahi S (2007) Chemical treatments of natural fiber for use in natural fiber-reinforced composites: a review. J Polym Environ 15:25–33
Mishra A, Ghosh S (2019) Bioethanol production from various lignocellulosic feedstocks by a novel “fractional hydrolysis” technique with different inorganic acids and co-culture fermentation. Fuel 236:544–553
Nagarajan V, Mohanty AK, Misra M (2016) Biocomposites with size-fractionated biocarbon: influence of the microstructure on macroscopic properties. ACS omega 1:636–647
Mohanty AK, Misra M, Drzal LT (2001) Surface modifications of natural fibers and performance of the resulting biocomposites: an overview. Compos Interfaces 8:313–343
Ray D, Sarkar BK, Rana AK, Bose NR (2001) Effect of alkali treated jute fibres on composite properties. Bullet mater sci 24:129–135
Komal UK, Lila MK, Singh I (2020) PLA/banana fiber based sustainable biocomposites: a manufacturing perspective. Compos Part B Eng 180:107535
Feng NL, Malingam SD, Ping CW, Razali N (2020) Mechanical properties and water absorption of kenaf/pineapple leaf fiber-reinforced polypropylene hybrid composites. Polym Compos 41:1255–1264
Segal LGJMA, Creely JJ, Martin AE Jr, Conrad CM (1959) An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Text res j 29:786–794
Mofokeng JP, Luyt AS, Tábi T, Kovács J (2012) Comparison of injection moulded, natural fibre-reinforced composites with PP and PLA as matrices. J Thermoplast Compos Mater 25:927–948
Singh B, Gupta M, Verma A (1995) Mechanical behaviour of particulate hybrid composite laminates as potential building materials. Constr Build Mater 9:39–44
Jones RM (1998) Mechanics of composite materials. CRC press
Onuegbu GC, Igwe IO (2011) The effects of filler contents and particle sizes on the mechanical and end-use properties of snail shell powder filled polypropylene. Mater Sci Appl 2:810
ASTM Standard D638, Standard Test Method for Tensile Properties of Plastics, ASTM International, West Conshohocken, PA, 2010
ASTM Standard D790, Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials, ASTM International, West Conshohocken, PA, 2010
American Society for Testing and Materials (2002) Standard test method for compressive properties of rigid plastics, D695–02a. ASTM, West Conshohocken, PA
Kakarala SN, Roche JL (1986) Experimental comparison of several impact test methods. In Instrumented impact testing of plastics and composite materials, ASTM International
Standard, ASTM (2014) D5045-14, “Standard Test Methods for Plane-Strain Fracture Toughness and Strain Energy Release Rate of Plastic Materials” Annual Book of ASTM Standards, Part, 8
Ramnath BV, Kokan SJ, Raja RN, Sathyanarayanan R, Elanchezhian C, Prasad AR, Manickavasagam VM (2013) Evaluation of mechanical properties of abaca–jute–glass fibre reinforced epoxy composite. Mater Des 51:357–366
Tajvidi M, Ebrahimi G (2003) Water uptake and mechanical characteristics of natural filler–polypropylene composites. J Appl Polym Sci 88:941–946
Vignesh V, Balaji AN, Karthikeyan MKV (2016) Extraction and characterization of new cellulosic fibers from Indian mallow stem: an exploratory investigation. Int J Polym Anal Ch 21:504–512
Kafy A, Kim HC, Zhai L, Kim JW, Kang TJ (2017) Cellulose long fibers fabricated from cellulose nano fibers and its strong and tough characteristics. Sci Rep 7(1):17683
Nam S, French AD, Condon BD, Concha M (2016) Segal crystallinity index revisited by the simulation of X-ray diffraction patterns of cotton cellulose Iβ and cellulose II. Carbohydr Polym 135:1–9
De Rosa IM, Kenny JM, Puglia D, Santulli C, Sarasini F (2010) Morphological, thermal and mechanical characterization of okra (Abelmoschus esculentus) fibres as potential reinforcement in polymer composites. Compos Sci and Technol 70:116–122
Monteiro SN, Calado V, Rodriguez RJS, Margem FM (2012) Thermogravimetric behavior of natural fibers reinforced polymer composites—an overview. Mater Sci Eng A 557:17–28
Satapathy A, Jha AK, Mantry S, Singh SK, Patnaik A (2010) Processing and characterization of jute-epoxy composites reinforced with SiC derived from rice husk. J Reinf Plast Compos 29:2869–2878
Madsen B, Lilholt H (2003) Physical and mechanical properties of unidirectional plant fibre compositesan evaluation of the influence of porosity. Compos Sci Technol 63:1265–1272
Ewulonu CM, Igwe IO (2012) Properties of oil palm empty fruit bunch fibre filled high density polyethylene. Int J Eng Technol 3:458–471
Kokta BV, Raj RG, Daneault C (1989) Use of wood flour as filler in polypropylene: studies on mechanical properties. Polym Plast Technol Eng 28:247–259
Mattos BD, Misso AL, De Cademartori PH, de Lima EA, Magalhaes WL, Gatto DA (2014) Properties of polypropylene composites filled with a mixture of household waste of mate-tea and wood particles. Constr Build Mater 61:60–68
Kiziltas EE, Kiziltas A, Gardner DJ (2016) Rheological and mechanical properties of ultra-fine cellulose-filled thermoplastic epoxy composites. BioResources 11:4770–4780
Fiore V, Scalici T, Vitale G, Valenza A (2014) Static and dynamic mechanical properties of Arundo Donax fillers-epoxy composites. Mater Des 57:456–464
Kinloch AJ, Taylor AC, Techapaitoon M, Teo WS, Sprenger S (2015) Tough, natural-fibre composites based upon epoxy matrices. J Mater Sci 50:6947–6960
Abdul Khalil HPS, Issam AM, Ahmad SMT (2007) Conventional agro-composites from chemically modified fibres. Ind Crop Prod 26:315–323
Aminullah A, Syed Mustafa SJ, Nor Azlan MR, Mohd Hafizi N, Mohd Ishak ZA, Rozman HD (2010) Effect of filler composition and incorporation of additives on themechanical properties of polypropylene composites with high loading lignocellulosic materials. J Reinf Plast Compos 29:3115–3124
Ahmed KS, Mallinatha V, Amith SJ (2011) Effect of ceramic fillers on mechanical properties of woven jute fabric reinforced epoxy composites. J Reinf Plast Compos 30:1315–1326
Srivastav AK, Behera MK, Ray BC (2007) Loading rate sensitivity of jute/glass hybrid reinforced epoxy composites: effect of surface modifications. J Reinf Plast Compos 26:851–860
Devi LU, Bhagawan SS, Thomas S (1997) Mechanical properties of pineapple leaf fiber-reinforced polyester composites. J Appl Polym Sci 64:1739–1748
Goyat MS, Suresh S, Bahl S, Halder S, Ghosh PK (2015) Thermo mechanical response and toughening mechanisms of a carbon nano bead reinforced epoxy composite. Mater Chem Phys 166:144–152
Pérez E, Famá L, Pardo SG, Abad MJ, Bernal C (2012) Tensile and fracture behaviour of PP/wood flour composites. Compos B Eng 43:2795–2800
Wang W, Guo X, Zhao D, Liu L, Zhang R, Yu J (2020) Water Absorption and Hygrothermal Aging Behavior of Wood-Polypropylene Composites. Polym 12:782
Bharath KN, Sanjay MR, Jawaid M, Harish BS, Siengchin S (2019) Effect of stacking sequence on properties of coconut leaf sheath/jute/E-glass reinforced phenol formaldehyde hybrid composites. J Ind Text 49:3–32
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Saha, A., Kumar, S. & Kumar, A. Influence of pineapple leaf particulate on mechanical, thermal and biodegradation characteristics of pineapple leaf fiber reinforced polymer composite. J Polym Res 28, 66 (2021). https://doi.org/10.1007/s10965-021-02435-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-021-02435-y