
Abstract
The study of natural fiber composite in the field of materials has indeed sparked interest among many due to its essential biodegradability feature. As such, pineapple leaf fiber (PALF) is not only biodegradable, but also environmental friendly, as opposed to synthetic fiber. Hence, this paper investigates the effect of fiber loading, as well as the inclusion of maleic anhydride polyethylene (MAPE) to the mechanical properties of PALF reinforced polylactic acid composites. Therefore, untreated PALF with 0, 5, 10, and 15% of weight content ratio, as well as PALF at 10% weight ratio treated with 2, 4, and 6% of MAPE, had been prepared via roll mill mixing at 190 °C and followed by hot compression molding to prepare the specimen sheets. The results obtained from this study revealed that the tensile strength (TS) and the Young’s modulus were at their highest levels for untreated 10% PALF, while the impact and the flexure properties displayed a decrease as the content of fiber increased. Other than that, the inclusion of MAPE indicated that the tensile properties exhibited lower value compared to that of untreated. However, the flexural and the impact properties of composites increased with the presence of MAPE. As a conclusion, the study demonstrates that the mechanical properties depended on two major factors; (1) fiber loading, and (2) the compatibility between matrix polymer and fiber.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In recent years, awareness upon the deteriorating state of the environment has sparked tremendous interest among researchers concerning natural resources materials, such as natural fiber, approximately 30 million tons of natural fiber are utilized to manufacture a variety of products, due to their excellent characteristics of recyclability, environmental safety, and low in cost [1,2,3,4,5]. As such, a great driving force has generated fellow researchers in conducting endless studies pertaining to natural fiber reinforcement in polymer composite for application in numerous fields like clothing, packing, paper production, automobile components, building construction materials, and sports equipment [6,7,8]. Application of natural fiber based composites in automobile field had been studied by several researchers [9,10,11]. For instance, jute based composites door panels had started by Mercedes-Benz which into its A-Class vehicles [12]. Cicala and team worker had studied to investigate hybridization of glass fiber with natural fiber for application in the piping industry [13]. In addition, kenaf reinforced glass hybrid composite given a great attentiveness investigated to researchers for advanced in passenger car bumper [9]. Natural fiber, as it is, is a hair-like material extracted from either animals or plants. Natural fiber from animal includes wool, hair, and secretions, such as silk; whereas pineapple leaf fiber (PALF), kenaf, bamboo, coir, sisal, rice husk, hemp, flax, jute, and banana fiber, to name a few, are obtained from plants [14, 15]. Furthermore, the production of these natural fibers has been growing rapidly because they are renewable, cheaper in price, emit lower pollutant, pose less health risks, can be easily obtained, and they are comprised of eco-friendly materials when compared to synthetic fiber [14, 16,17,18].
Besides, environmental topics related to massive crop wastes derived from agriculture sector and plastic wastes are a huge concern at this present time. In addition, nearly 150 million tons of plastics are produced worldwide every year and this figure is expected to escalate with the increasing trend of the world population [19, 20]. On top of that, as almost all these plastic products are made of petroleum-based material, the utilization of crude oil is deemed to increase; contributing to serious environmental pollution as they are made of non-degradable polymer [21]. In a tropical country like Malaysia where agriculture is active, a lot of agriculture wastes are produced each year. In 2009, Thailand produces 1.894 million tons, the Philippines produced 2.198 million tons, and Brazil produced only 1.43 million tons of massive agricultural waste producer, as shown in Fig. 1 [14]. Thailand is one of the largest countries in the world for pineapple production and thus, tons of pineapple leaves turn into agricultural waste after harvesting [22], whereas Malaysia generates approximately 1.2 million tons of agricultural residuals on an annual basis [23]. Another instance is Brazil; the third largest nation in the world that produces pineapple with over 7% of world production produced about 1.4 million tons of fiber in 2004. Unfortunately, these useful fibers are discarded and burned due to limited knowledge of their economic potential [24]. Besides, the disposal method of these wastes via burning causes air pollution that harms the environment. Hence, a research from the engineering aspect to further probe into natural fiber-reinforced biopolymeric composite, such as pineapple leaf fiber (PALF)-reinforced polylactic acid (PLA) composites, is indeed crucial in providing an alternative solution to replace non-biodegradable polymer, to convert these waste fibers into useful industrial and commercial products, as well as to substitute the use of conventional synthetic fiber that is not only expensive in processing, but also non-environmental friendly. PLA is often used for biodegradable packing plastics due to their potentially hydrolysable ester bond [25]. However, poor interfacial adhesion between the polymeric matrix and the natural fiber had been found to cause inefficient stress transfer under load. Consequently, these composites exhibit low mechanical strength [26, 27].

A pie-chart massive agricultural waste producer
As such, this study looked into the effect of fiber loading on mechanical properties for pineapple leaf fiber reinforced polylactic acid (PLA) composites. Furthermore, Li and Taj et al., claimed that the chemical composition of PALF content is as follows: 70–82 wt% of cellulose, 5–12.7 wt% of lignin, 11.8 wt% of moisture content, and 14o of microfibrillar [28, 29]. Cellulose has hydrophilic properties that belong to the hydroxyl group, which causes poor interface and low resistance to moisture absorption when natural fiber is reinforced with hydrophobic matrix [30]. Other than that, previous studies [31,32,33] have revealed that natural fiber reinforced PLA composite displayed higher mechanical properties compared to natural fiber reinforced propylene or polyethylene. Although poor interfacial bonding exists between natural fiber and PLA matrix, its mechanical properties can be improved by adding surface treatment or compatibilizing agent [34]. Besides, the inclusion of compatibility agent like MAPE had been proven to significantly improve the in mechanical properties [28]. Therefore, this study investigated the effects of maleic anhydride polyethylene (MAPE) on the mechanical properties in PALF/PLA composite.
2 Experimental
2.1 Materials
The PALF that was used as reinforcing fiber was supplied from West Java, Indonesia. The thermoplastic biopolymer PLA (IngeoTM Biopolymer 2003D) was purchased from NatureWorks, USA, in the form of pellets with specific gravity at 1.24 and melt flow index at 6 g/10 min. (210 °C/2160 g). The compatibility agent used in this experiment, maleic anhydride polyethylene (MAPE) or OREVAC®18302N, was obtained from Tazdiq Engineering, Kuala Lumpur in the form of pellets with a melt flow index of 1.2 g/10 min. (190 °C/2160 g), while the density was 0.9 [12] kg/m3 at 23 °C, and the melting temperature was [12] 3 °C.
2.2 Sample Preparation
The PALF was washed and dried under direct sunlight. After the PALF was completely dried, the PALF was cut into a short dimension of 2–4 cm, followed by grinding and sieving processes in order to obtain the required dimension of PALF at around 2–4 mm. Afterwards, the PALF was dried again by using a vacuum oven at 80 °C for 24 h to remove the moisture content before it was stored in sealed containers [35, 36]. The PALF was blended with PLA and MAPE in the roll mixer machine. The mixing process was continued at 190 °C with the speed of the roller set at 50 rpm. The composite, later, was cooled at room temperature after completing the mixing process. The process was repeated at different percentages of composition fractions by adhering to the weight ratio displayed in Table 1. After the composite was cooled at room temperature, it was placed into a crusher machine in order to achieve pellet size of the composite. Besides, a laboratory-sized hot compress molding machine was employed to compress the pelletizer composites into plate form composite with a dimension of 20 × 20 × 0.3 cm. The pressure and the temperature that had been set for the hot compress machine were 15 MPa and 190 °C respectively. Then, the specimen was cut with a table saw by adhering to the ASTM standards of D638, D790, and D256.
2.3 Mechanical Testing
Tensile and flexural tests were conducted according to ASTM D638 by using a Universal Testing Machine Instron model 3369. The tests were performed at a crosshead speed of 1 mm/min with 5 kN load cell. Each value obtained represented the average of six samples. On the other hand, the flexural specimens were tested in accordance with ASTM D790. The span distance between the two supporting points was 48 mm, while the crosshead speed was at 1 mm/min with a 10 kN. Each value achieved represented the average of five samples. Meanwhile, the Charpy impact tests were conducted on a Universal Impact Machine (Zwick 5113 pendulum impact tester). The methods of the tests were carried out based on ASTM D256. In addition, all the test specimens were un-notched. The impact load applied was a 4 J pendulum at a maximum pendulum height of 160˚. Hence, five specimens were tested for each sample parameter to obtain the average value. Another note to highlight is that all the mechanical properties were tested at room temperature.
2.4 Scanning Electron Microscope (SEM)
The morphology of tensile fracture specimen in PALF/PLA composites was analyzed by using the Zeiss Evo50 scanning electron microscope. The samples were mounted onto SEM holder using double-sided electrically conducting carbon adhesive tapes to prevent surface charge on the specimens when exposed to the electron beam. The PALF-PLA composites were then sputtered with titanium prior to their morphological observation.
3 Result and Discussions
3.1 Tensile Properties
Figure 2 illustrates the graph pertaining to tensile strength (TS) against fiber composition. An increment of [12]. 22% in TS was discovered as the fiber content was increased from 5 to 10%. However, a decrease by 4.22% was detected in TS as the fiber content was further increased to 15%. Nonetheless, all the results obtained did not exceed the TS of pure PLA, which portrays a value of 53 MPa. Meanwhile, the results of TS after the addition of MAPE are presented in Fig. 3. The TS was found to decrease after MAPE was added into the composite. The TS reduced from 34.60 MPa (0 wt% of MAPE) to 27.20 MPa (6 wt%), which displayed a decrease by 21.52%.

Effect of fibre content on TS of PALF/PLA composites

Effect of MAPE on TS of PALF/PLA composites
Other than that, the graph of Young’s modulus against fiber composition is given in Fig. 4. An increment of 17.14% was observed in Young’s modulus as the fiber content was increased from 5 to 10 wt%, but a decrease of 2.46% in Young’s modulus was noticed as the fiber content was further increased to 15 wt%. This indicted that the Young’s modulus of the composite is about half less superior than the pure PLA that served as control. Moreover, the composite’s tensile properties (TS and Young’s modulus) of the composite exhibited a decrease and thus, are far less superior compared to pure PLA that served as control. This is due to the incompatibility of the hydrophilic nature (presence of hydroxyl and other polar group in the fiber) of PALF and the hydrophobic nature of PLA that lead tol result in poor interfacial adhesion and obstructed stress propagation between them [37]. Therefore, due to poor interfacial adhesion and incompatibility of PALF, the fiber is regarded as void and does not contribute to the composite as stress is not distributed among it. As such, the porosity of the composite is increased, thus the resulting in a decrease in TS.

Effect of fibre content on tensile modulus of PALF/PLA composite
On top of that, the effect of MAPE upon Young’s modulus is shown in Fig. 5. After MAPE was added into the composite, the Young’s modulus did not show much improvement compared to the untreated composite. Besides, the trend of Young’s modulus revealed in this experiment is almost similar to that conducted previously by other researcher on thermoplastic rice starch (TPRS)/Cotton composite [38]. However, the value of Young’s modulus increased when 4 wt% of MAPE was added into the composite because the fibers actually turned brittle. Moreover, a decrement was noted with further addition of MAPE at 6 wt%. This could due to the plasticizing effect from the MAPE that has a lower molecular weight compared to PLA. The plasticizing effect eventually lowers the rigidity of the composite thus, decreasing the Young’s modulus [39].

Effect of compatibilizing agent (MAPE) on tensile modulus of PALF/PLA composite
On the other hand, the scanning electron micrograph that was taken at 400 × magnification of PALF composite displayed poor adhesion between the PALF and the PLA matrix, as presented in Fig. 6a. It is also evident from SEM micrograph that fiber (PALF) pullout and cracks in PLA matrix led to a weak interfacial bonding between the PLA and the PALF.

SEM micrographs of tensile fracture of a 5 wt% of PALF, b 10 wt% of PALF, c 15 wt% of PALF, d treated PALF with 2 wt% of MAPE, and e treated PALF with 6 wt% of MAPE
In addition, Fig. 6b, c illustrate the fractured surface of the composites with the addition of 10 and 15 wt% of PALF respectively. The TS and Young’s modulus demonstrated a slight increase at 10 wt% PALF content. This could be due to the domination of fiber over matrix as the PALF content was increased. As PALF increases, more fibers are available to constrain the matrix thus; the slight increase is further reflected in TS and Young’s modulus [40–42]. Nevertheless, it showed a decrease at 15 wt% PALF content. This is mainly due to high fiber content, in which the fibers behave as flaw and they are not properly aligned with the matrix. Moreover, the interfacial shear strength is low and the void content is higher. Furthermore, Fig. 6d, e show the SEM micrograph for the addition of 2 and 4 wt% of MAPE in composites. The MAPE, nonetheless, did not show any enhancement in tensile properties. The tensile properties of the composite are far less superior after the addition of MAPE. This is due to the existence of compatibalizer molecules that further enlarge the gap between PALF and PLA matrix. In fact, further addition of MAPE leads to further reduction of strength and this is due to the existence of many byproducts that have formed and interfered with the coupling reaction, which results in weak bonding strength at the interface [43]. Even though MAPE has failed to contribute to better bonding or tensile properties of the composite, its presence functions as void, thus increasing the porosity of the composite and reducing the TS due to the weakening composite.
The present tensile properties result contradicted by the expected outcome. There are two factors that might this cause these phenomenons which are effective MAPE concentration and compatibility of MAPE. Previous finding from Mohanty et al. [44] illustrated that the MAPE concentration of more than 1% will produce the negative impact on the tensile strength of jute reinforced high-density polyethylene (HDPE) as shown in Fig. 7. The composites prepared at 1% MAPE concentration showed that the ability in enhance the tensile strengths result with an evidence of 38%. This phenomenon is due to the increase in interfacial adhesion between the fibres and the matrix with the increase of MAPE. Furthermore, increase in the MAPE concentration from 1 to 2%, has resulted in a marginal decrease in the mechanical properties. Gassan and Bledzki [45] have also reported similar behavior for jute, and flax fibre reinforced polypropylene (PP) composites.

Comparison of MAPE effect on Jute-HDPE and PALF-PLA composites
This behaviour may be attributed to the migration of excess MAPE around the fibres, causing self-entanglement among themselves rather than the polymer matrix resulting in slippage [46]. Meanwhile, the MAPE concentration higher than 2% was used in present study. Therefore, the utilisation of MAPE of less than 2% concentration expected to produce the positive result in the future. The second factor which influences the tensile properties result is the coupling agent compatibility. The previous finding from Yang et al. shows that MAPE appeared to be less efficient when the polypropylene (PP) matrix were used in the composites and vice versa [47]. Therefore, the negative impact produced by MAPE in PALF/PLA composites is suspected due to the incompatibility of MAPE with PALF/PLA. The utilisation of other coupling agents such as maleic anhydride polypropylene (MAPP) in the future expected to produce the positive impact.
Figure 8 shows the tensile strength comparison between virgin PLA, PALF/PLA composites, PALF/PLA composites with MAPE coupling agent and selected petroleum-based polymer. According to Fig. 8, pure PLA present higher tensile strength result compared to the most of the petroleum-based polymer such are high impact polystryrene (HIPS), polypropylene (PP) and high density polyethylene (HDPE). However, the utilisation of PALF as reinforcement for PLA presents contradicts result of reduction of tensile strength result. Moreover, the addition of MAPE as a coupling agent in PALF-PLA composites produces the worse effect although the tensile strength is higher than HIPS, PP and HDPE. Therefore, the improvement in natural fibre and coupling agent selection as reinforcement for PLA expected capable of enhancing the tensile properties results and compete for the petroleum-based polymer properties like nylon and polycarbonate. Thus, it can be an alternative to conventional polymer in engineering applications especially the automotive sector [12].

3.2 Flexural Properties
Figure 9 depicts that 5 wt% of PALF/PLA composite withstands greater value of flexural strength with the mean value of 71.02 MPa. The increase in fiber loading, nonetheless, decreased the flexural properties of 10 wt% and 15 wt% fiber content by 37.7% and 77.4% respectively. The average flexural strength for treated PALF/PLA composite is show in Fig. 10, in which the average flexural stress increased gradually as the MAPE increased. At 6 wt% of MAPE, the highest average flexural strength was about 51.27 MPa.

Effect of fibre content on flexural strength of PALF/PLA composites

Effect of MAPE on flexural strength of PALF/PLA composites
Meanwhile, Figs. 11 and 12 exemplify the flexural modulus for both untreated and treated PALF/PLA composites. In Fig. 11, the value of Young’s modulus decreased as the fiber content was increased. However, a higher value of Young’s modulus was obtained with 5 wt% fiber content, which is 3449.70 MPa. On the other hand, Fig. 12 portrays that after the compatibilizing agent was added into the composite, a couple of decrease by 6.7% and 5.57% had been noted for 2 wt% and 4 wt% of MAPE. The highest Young’s modulus was achieved at 6 wt% of MAPE with 3374.53 MPa. Therefore, the flexural results shows that the flexural performance of pineapple leaf fiber reinforced polylactic acid composites had been were higher for 5 wt% of fiber loading, but generated a decrease in the properties for the next fiber loading.

Effect of fibre loading on flexural modulus of PALF/PLA composites

Effect of MAPE on flexural modulus of PALF/PLA composites
The 5 wt% of pineapple leaf fiber also displays higher flexure properties among other fiber contents due to good interfacial bonding between the hydrophilic natural fiber and the hydrophobic polymer. The higher fiber content in composites has successfully affected the flexural properties of composites. This is mainly due to the weak interfacial adhesion between hydrophilic natural fibers and hydrophobic polymer. Hydrophilic natural fibers tend to increase the content of moisture in it. The moisture is dependent from voids and also has non-crystalline parts in the fiber. Nevertheless, poor interfacial bonding due to partial spaces between matrix and fiber material generates the weak structure of composite materials.
Meanwhile, the effect of compatibilizing agent has increased the flexural properties for 10 wt% of pineapple leaf fiber. This shows that the addition of compatibilizing agent has indeed improved the interfacial bonding between the hydrophilic natural fibers and the hydrophobic polymer. In other words, a compatibilizing agent chemically links hydrophilic and hydrophobic fibers. Besides, the compatibilizing agent also increases the performance in the aspect of flexurality, whereby the greatest flexural performance was attained at 6 wt% of compatibilizing agent. Moreover, pineapple leaf fiber contains a high amount of cellulose. Due to the higher cellulose content, cracks can occur through weak bonding between the cells and cause intercellular fracture, but they do not influence the removal of microfibrils [52].
Figure 13 illustrated the comparison of MAPE effect on flexural strength result between present study and previous research of jute reinforced HDPE composites. According to the Fig. 13, the MAPE present better effectiveness in enhance the flexural strength of jute-HDPE compared to PALF-PLA composites. Utilisation of MAPE with 1% concentration able to enhanced the flexural strength up to 30% [44]. However, the utilization of MAPE up to 6% has only enhanced 3% of flexural strength result of PALF-PLA composites. Again, the phenomenon presents the incompatibility between MAPE and PLA as per mention by Yang et al. [47].

Comparison of MAPE effect on flexural strength of Jute-HDPE and PALF-PLA Composites
In addition, Fig. 14 presents the flexural strength comparison between virgin PLA, PALF-PLA composites, and selected petroleum-based polymer. According to Fig. 14, pure PLA present higher flexural strength result compared to the PP and HDPE. However, the utilization of PALF as reinforcement for PLA presents contradicts result of reduction of flexural strength result. Therefore, the improvement in natural fibre and coupling agent selection as reinforcement for PLA expected capable of enhancing the flexural properties results and compete for the petroleum-based polymer properties like PVC and nylon.

3.3 Charpy Impact Properties
The effect of fiber loading on the impact strength of the PALF/PLA composites can be observed in Fig. 15. With the increase in fiber content, the un-notched impact strength displayed a decrease linearly. This is similar to the results reported by several researchers [53, 54]. In fact, a total of 9.10 kJ/m2 (17.22%) decreased from 0 to 5% of fiber content, whereas a reduction of 22.30 kJ/m2 (41.96%) was noted from 0 to 10%. On the other hand, from 0 to 15% of fiber content, the impact strength demonstrated a drop that is almost half of the initial value of 26.40 kJ/m2 (49.84%).

Effect of fibre loading on impact strength of PALF/PLA composites
The decreasing impact strength is duly caused by poor interfacial adhesion between fiber and matrix. The poor interfacial bonding is comprised of micro-spaces between the fiber and the matrix polymer; prompting numerous micro-spaces or micro-cracks when an impact occurs. Hence, crack propagation and crack initiation could take place easily [47]. Besides, the increase in weight of fiber decreases the related strength due to the incompatibility between PALF and PLA. This occurs because PALF is hydrophilic in nature, which has lower compatibility with hydrophobic polymer. The hydrophilic behavior has the tendency to become wet because of water. Therefore, PALF can easily attract hydroxyl group better than hydrophobic polymer. This causes poor interface and low resistance to moisture absorption when natural fiber is reinforced with hydrophobic matrix [30]. Hence, a coupling agent is required to enhance the compatibility of hydrophilic fiber with hydrophobic polymer.
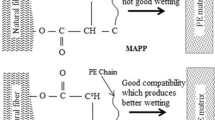
Figure 16 presents the effect of MAPE on the impact strength of PALF/PLA composites. The highest increment was discovered at 4 wt% with the impact value of 37.40 kJ/m2, which is an increase by 21.23%. However, it decreased to 31.20 kJ/m2 at 6 wt%. Moreover, the percentage of performance for 4 and 6 wt% decreased to about 16.55% (6.2 kJ/m2). The impact strength of PALF/PLA composite further increased when the wt% of compatibilizing agent was increased up to 4 wt%. This observation is also similar to those reports retrieved from literature review [46, 47, 55]. The compatibilizing agent of MAPE enhances the impact strength because MAPE reacts with hydroxyl group on the surface of lignocellulose to form a linkage or bond. Nevertheless, the polyethylene (PE) tail from the MAPE forms a bond with the melted matrix. As a result, the formation of mechanical linkage between hydrophilic lignocellulose and hydrophobic polymer is generated [56]. However, the impact strength dropped with 6 wt% of MAPE. This is because; the increase in compatibilizing agent highly enhances the adhesion bonding between fiber and matrix polymer. Therefore, the crack begins at the fiber itself, but not at the interface as the impact happens. This is due to the fact that the matrix becomes less brittle than the fiber [47]. As a result, the impact strength of the composite displayed a decrease.

Effect of MAPE on impact strength of PALF/PLA composites
Moreover, there are also several other factors that affect the mechanical properties of composite and the interfacial adhesion bond between fiber and matrix, such as the processing method, the length of fiber, and the fiber orientation. These are some the factors that should be considered in improving the mechanical properties of a composite in order to produce a composite with excellent mechanical properties. On top of that, agglomeration of fiber takes place is formed as the fiber loading is increased during the roll mill mixer process, which resulting in poor mechanical properties.
These results are in reported to agreement with the findings obtained by several researchers. Moreover, low energy demand initiates crack at the area of agglomeration in the fiber [46]. Hence, a better mixing method should be considered, such as internal mixer and extrusion, which can hinder avoid agglomeration from occurring. This is indeed a crucial step to further improve the mechanical properties of composites.
Figure 17 presents the comparison result of impact strength between PALF/PLA and jute/HDPE. Both findings present the impact strength result increase with the increase of MAPE concentration up to particular concentration. The use of MAPE shows an increase in impact strength of PALF/PLA up to 4% of concentration. On the other hand, jute/HDPE presents the enhancement in impact strength result up to 1% of concentration [44]. A decrease was detected in impact strength as the MAPE content further increased from critical concentration Nonetheless, all the results obtained exceeded the tensile strength of pure matrix [44].

Comparison of MAPE effect on impact strength result
4 Conclusions
In conclusion, as fiber loading was increased in the experiments, composites formed without compatibilizing agent displayed the highest values of TS and Young’s modulus with 10 wt% of PALF, in which the impact and flexure properties decreased. Meanwhile, the addition of MAPE indicated that the tensile properties possess lower value compared to those untreated. On the other hand, the flexural and impact properties of the composites were increased with the presence of MAPE. Hence, as a conclusion, the mechanical properties largely depend on fiber loading and the compatibility between matrix polymer and fiber.
Abbreviations
- ASTM:
-
American Society for testing and materials
- MAPE:
-
Maleic anhydride polyethylene
- PALF:
-
Pineapple leaf fibre
- TS:
-
Tensile strength
- PP:
-
Polypropylene
- PE:
-
Polyethylene
References
Singha, A., & Thakur, V. K. (2008). Mechanical properties of natural fibre reinforced polymer composites. Bulletin of Materials Science, 31(5), 791–799.
Jawaid, M., & Abdul Khalil, H. P. S. (2011). Cellulosic/synthetic fibre reinforced polymer hybrid composites: a review. Carbohydrate Polymers, 86(1), 1–18.
Rashid, B., Leman, Z., Jawaid, M., et al. (2016). The mechanical performance of sugar palm fibres (ijuk) reinforced phenolic composites. International Journal of Precision Engineering and Manufacturing, 17(8), 1001–1008.
Lee, M. S., Seo, H. Y., & Kang, C. G. (2016). Comparative study on mechanical properties of CR340/CFRP composites through three point bending test by using theoretical and experimental methods. International Journal of Precision Engineering and Manufacturing-Green Technology, 3(4), 359–365.
Yun, I. S., Hwang, S. W., Shim, J. K., et al. (2016). A study on the thermal and mechanical properties of poly (butylene succinate)/thermoplastic starch binary blends. International Journal of Precision Engineering and Manufacturing-Green Technology, 3(3), 289–296.
Satyanarayana, K. G., Sukumaran, K., Mukherjeem, R. S., et al. (1990). Natural fibre-polymer composites. Cement and Concrete composites, 12, 117–136.
Mohammed, L., Ansari, M. N., Pua, G., Jawaid, M., Islam, M.S., (2015). A review on natural fiber reinforced polymer composite and its applications. International Journal of Polymer Science, 2015, 1–15.
Dicker, M. P., Duckworth, P. F., Baker, A. B., et al. (2014). Green composites: A review of material attributes and complementary applications. Composites part A: applied science and manufacturing, 56, 280–289.
Davoodi, M., Sapuan, S., Ahmad, D., et al. (2010). Mechanical properties of hybrid kenaf/glass reinforced epoxy composite for passenger car bumper beam. Materials and Design, 31(10), 4927–4932.
Mohanty, A., Misra, M., & Hinrichsen, G. (2000). Biofibers, biodegradable polymers and biocomposites: an overview. Macromolecular Materials and Engineering, 276(1), 1–24.
Bledzki, A. K., Faruk, O., & Sperber, V. E. (2006). Cars from bio-fibres. Macromolecular Materials and Engineering, 291(5), 449–457.
Suddell, B. C., & Evans, W. J. (2005). Natural fiber composites in automotive applications, natural fibres, biopolymers and biocomposites (Vol. 37). Boca Raton: CRC.
Cicala, G., Cristaldi, G., Recca, G., et al. (2009). Properties and performances of various hybrid glass/natural fibre composites for curved pipes. Materials and Design, 30(7), 2538–2542.
Asim, M., Abdan, K., Jawaid, M., Nasir, M., Dashtizadeh, Z., Ishak, M., et al. (2015). A review on pineapple leaves fibre and its composites. International Journal of Polymer Science, 2015, 1–16.
Mukherjee, T., & Kao, N. (2011). PLA based biopolymer reinforced with natural fibre: a review. Journal of Polymers and the Environment, 19(3), 714–725.
Bongarde, U. S., & Shinde, V. D. (2014). Review on natural fiber reinforcement polymer composites. International Journal of Engineering Science and Innovative Technology (IJESIT), 3(2), 431–436.
Ku, H., Wang, H., Pattarachaiyakoop, N., et al. (2011). A review on the tensile properties of natural fiber reinforced polymer composites. Composites Part B: Engineering, 42(4), 856–873.
Kim, J.-H., Shim, B. S., Kim, H. S., et al. (2015). Review of nanocellulose for sustainable future materials. International Journal of Precision Engineering and Manufacturing-Green Technology, 2(2), 197–213.
Hempel, F., Bozarth, A. S., Lindenkamp, N., et al. (2011). Microalgae as bioreactors for bioplastic production”. Microbial Cell Factories, 10(1), 81.
Rochman, C. M., Browne, M. A., Halpern, B. S., et al. (2013). Policy: classify plastic waste as hazardous. Nature, 494(7436), 169–171.
Okada, M. (2002). Chemical syntheses of biodegradable polymers. Progress in Polymer Science, 27(1), 87–133.
Kengkhetkit, N., & Amornsakchai, T. (2012). Utilisation of pineapple leaf waste for plastic reinforcement : 1. A novel extraction method for short pineapple leaf fiber. Industrial Crops and Products, 40, 55–61.
Yusof, Y., Yahya, S. A., & Adam, A. (2015). Novel technology for sustainable pineapple leaf fibers productions. Procedia CIRP, 26, 756–760.
Neto, A. R. S., Araujo, M. A., Souza, F. V., et al. (2013). Characterization and comparative evaluation of thermal, structural, chemical, mechanical and morphological properties of six pineapple leaf fiber varieties for use in composites. Industrial Crops and Products, 43, 529–537.
Graupner, N., Herrmann, A. S., & Müssig, J. (2009). Natural and man-made cellulose fibre-reinforced poly(lactic acid) (PLA) composites: an overview about mechanical characteristics and application areas. Composites Part A: Applied Science and Manufacturing, 40(6–7), 810–821.
Orue, A., Jauregi, A., Peña-Rodriguez, C., et al. (2015). The effect of surface modifications on sisal fiber properties and sisal/poly (lactic acid) interface adhesion. Composites Part B: Engineering, 73, 132–138.
Paglicawan, M. A., Kim, B. S., Basilia, B. A., et al. (2014). Plasma-treated abaca fabric/unsaturated polyester composite fabricated by vacuum-assisted resin transfer molding. International Journal of Precision Engineering and Manufacturing-Green Technology, 1(3), 241–246.
Taj, S., Munawar, M. A., & Khan, S. (2007). Natural fiber-reinforced polymer composites. Proceedings-Pakistan Academy of Sciences, 44(2), 129.
Li, X., Tabil, L. G., & Panigrahi, S. (2007). Chemical treatments of natural fiber for use in natural fiber-reinforced composites: a review. Journal of Polymers and the Environment, 15(1), 25–33.
Alvarez, V. A., Ruscekaite, R. A., & Vazquez, A. (2003). Mechanical properties and water absorption behavior of composites made from a biodegradable matrix and alkaline-treated sisal fibers. Journal of Composite Materials, 37(17), 1575–1588.
Ganster, J., & Fink, H.-P. (2006). Novel cellulose fibre reinforced thermoplastic materials. Cellulose, 13(3), 271–280.
Oksman, K., Skrifvars, M., & Selin, J.-F. (2003). Natural fibres as reinforcement in polylactic acid (PLA) composites. Composites Science and Technology, 63(9), 1317–1324.
García, M., Garmendia, I., & García, J. (2008). Influence of natural fiber type in eco-composites. Journal of Applied Polymer Science, 107(5), 2994–3004.
Jia, W., Gong, R. H., & Hogg, P. J. (2014). Poly (lactic acid) fibre reinforced biodegradable composites”. Composites Part B: Engineering, 62, 104–112.
Siregar, J. P., Salit, M. S., Rahman, M. Z. A., et al. (2011). Thermogravimetric analysis (TGA) and differential scanning calometric (DSC) analysis of pineapple leaf fibre (PALF) reinforced high impact polystyrene (HIPS) composites. Pertanika Journal of Science & Technology, 19(1), 161–170.
Siregar, J., Sapuan, S., Rahman, M., et al. (2012). Effects of alkali treatments on the tensile properties of pineapple leaf fibre reinforced high impact polystyrene composites. Pertanika Journal of Science & Technology, 20(2), 409–414.
Nampoothiri, K. M., Nair, N. R., & John, R. P. (2010). An overview of the recent developments in polylactide (PLA) research. Bioresource Technology, 101(22), 8493–8501.
Prachayawarakorn, J., Sangnitidej, P., & Boonpasith, P. (2010). Properties of thermoplastic rice starch composites reinforced by cotton fiber or low-density polyethylene. Carbohydrate Polymers, 81(2), 425–433.
Khalid, M., Ali, S., Abdullah, L., et al. (2006). Effect of MAPP as coupling agent on the mechanical properties of palm fiber empty fruit bunch and cellulose polypropylene biocomposites. International Journal of Engineering and Technology, 3(1), 79–84.
Kalapakdee, A., & Amornsakchai, T. (2014). Mechanical properties of preferentially aligned short pineapple leaf fiber reinforced thermoplastic elastomer: Effects of fiber content and matrix orientation. Polymer Testing, 37, 36–44.
Murty, V., & De, S. (1982). Short jute fiber reinforced rubber composites. Rubber Chemistry and Technology, 55(2), 287–308.
Coran, A., Boustany, K., & Hamed, P. (1974). Short-fiber-rubber composites: The properties of oriented cellulose-fiber-elastomer composites. Rubber Chemistry and Technology, 47(2), 396–410.
Lu, J. Z., Wu, Q., & Negulescu, I. I. (2005). Wood-fiber/high-density-polyethylene composites: coupling agent performance. Journal of Applied Polymer Science, 96(1), 93–102.
Mohanty, S., Verma, S. K., & Nayak, S. K. (2006). Dynamic mechanical and thermal properties of MAPE treated jute/HDPE composites. Composites Science and Technology, 66(3), 538–547.
Gassan, J., & Bledzki, A. K. (1997). The influence of fiber-surface treatment on the mechanical properties of jute-polypropylene composites. Composites Part A: Applied Science and Manufacturing, 28(12), 1001–1005.
Rana, A., Mandal, A., Mitra, B., et al. (1998). Short jute fiber-reinforced polypropylene composites: effect of compatibilizer. Journal of Applied Polymer Science, 69(2), 329–338.
Yang, H.-S., Wolcott, M. P., Kim, H.-S., et al. (2007). Effect of different compatibilizing agents on the mechanical properties of lignocellulosic material filled polyethylene bio-composites. Composite Structures, 79(3), 369–375.
Siregar, J. P., Sapuan, S., Rahman, M., et al. (2010). The effect of alkali treatment on the mechanical properties of short pineapple leaf fibre (PALF) reinforced high impact polystyrene (HIPS) composites. Journal of Food, Agriculture and Environment, 8(2), 1103–1108.
Hashemi, W. F. S. A. J. (2011). Foundation of materials science and engineering (5th ed.). Singapore: McGraw-Hill Companies Inc.
Threepopnatkul, P., Kaerkitcha, N., & Athipongarporn, N. (2009). Effect of surface treatment on performance of pineapple leaf fiber–polycarbonate composites. Composites Part B: Engineering, 40(7), 628–632.
Panyasart, K., Chaiyut, N., Amornsakchai, T., et al. (2014). Effect of surface treatment on the properties of pineapple leaf fibers reinforced polyamide 6 composites. Energy Procedia, 56, 406–413.
Sukumaran, K., Satyanarayana, K., Pillai, S., et al. (2001). Structure, physical and mechanical properties of plant fibers of Kerala. Metals Mater Process, 13(2/4), 121–136.
Karmarkar, A., Chauhan, S., Modak, J. M., et al. (2007). Mechanical properties of wood–fiber reinforced polypropylene composites: Effect of a novel compatibilizer with isocyanate functional group. Composites Part A: Applied Science and Manufacturing, 38(2), 227–233.
Yang, H.-S., Kim, H.-J., Son, J., et al. (2004). Rice-husk flour filled polypropylene composites; mechanical and morphological study. Composite Structures, 63(3), 305–312.
Rana, A. K., Mandal, A., & Bandyopadhyay, S. (2003). Short jute fiber reinforced polypropylene composites: Effect of compatibiliser, impact modifier and fiber loading”. Composites Science and Technology, 63(6), 801–806.
Rowell, R. M. (2007). Challenges in biomass–thermoplastic composites. Journal of Polymers and the Environment, 15(4), 229–235.
Acknowledgements
The authors wish to thank the Malaysian Ministry of Higher Education for funding the research through the Fundamental Research Grant Scheme (FRGS) with grant number RDU 140120. The authors are also obliged to express their gratitude to Universiti Malaysia Pahang for generously providing essential laboratory facilities.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Siregar, J.P., Jaafar, J., Cionita, T. et al. The Effect of Maleic Anhydride Polyethylene on Mechanical Properties of Pineapple Leaf Fibre Reinforced Polylactic Acid Composites. Int. J. of Precis. Eng. and Manuf.-Green Tech. 6, 101–112 (2019). https://doi.org/10.1007/s40684-019-00018-3
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40684-019-00018-3