
Abstract
The major roadblock for recycling of waste electrical and electronic equipments (WEEE) depends on the viability of sorting process, which is a complex task, involving various techniques such as sink float, froth flotation, optical separation and manual separation, etc. This makes the sorting process highly time consuming and expensive. The primary aim of this investigation is to study the properties of polymeric blends formulated from computer keyboards, by avoiding high end sorting procedure to avoid manpower and instrumental cost. The major polymers recovered from waste keyboards were identified as acrylonitrile butadiene styrene (ABS), high impact polystyrene (HIPS) and polystyrene (PS), using fourier transform infrared (FTIR) spectroscopy. These polymers were subjected to mechanical recycling by employing melt blending technique, followed by injection moulding. A ternary blend was prepared utilizing various percentages of ABS, HIPS and PS. The mechanical test of the blends revealed an optimum tensile strength of 35 ± 3 MPa, flexural strength of 65 ± 3 MPa, and impact strength of 45 ± 3 J/m. The homogeneity of the blends was determined through thermal analysis and morphological analysis of impact fractured specimens. The thermogravimetry analysis (TGA) showed a narrow peak with degradation of 98% of the blends at 700 °C. It was observed that, the properties of blends were similar to each other, which allows to eliminate multiple sorting process reducing cost aspect with improve performance characteristics.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Recycling of plastic is one of the most prominent topics in today’s world, because of the enormous accumulation of plastic wastes and depleting non-renewable resources. The current global production of plastics is around 400 million tonnes and is expected to rise in the future years [1]. The requirement of plastics parts in electrical and electronic applications play a vital role due to its wider application in insulation, noise reduction, sealing, housing, and interior structural parts. Further, it is to be noted that, variety of polymeric materials are employed in the electrical and electronic equipment sectors (EEE) and the waste generated from EEE is called E-waste or waste electrical and electronic equipments (WEEE). E-waste refers to all electronic components and sector such as IT and communication requires major components like computers, laptops and related accessories, which plays a major percentage in E-waste due to rapid technological innovation. [2,3,4,5]. E-waste is considered to be hazardous due to presence of various brominated flame retardant and heavy metals such as cadmium, mercury, lead and etc., however the brominated flame retardants are banned as claimed by executive arm of the EU. It was suggested that presence of halogenated FR hinders the recycling of plastics. This also helps to remove the barrier to the circular economy and uses as resource recovery [6, 7]. Thus recycling of E-waste plastics plays an important role to bring a sustainable environment with its maximum utilization of waste plastics generated [8,9,10].
There are various available technologies for recycling of waste plastics such as chemical, thermal and mechanical [6, 11]. Arostegui et al. and Schlummer et al. had experimented on recycling by dissolution of engineering plastics in chemicals, and through this technique some additives were removed [12, 13]. The most economical, efficient and widely accepted process is mechanical recycling [14, 15], which follows a series of steps such as sorting, segregating, cleaning, shredding, blending and product development [16, 17]. The sorting processes are carried out using both automatic and manual methods depending upon the industry. MBA Polymers has adopted automated sorting methodology for recycling of highly complex waste plastics from end-of-life electronics durable goods [18]. But, most of the industries in developing countries still follow manual sorting technique which consumes a lot of time and labour. It was also stated that post-consumer recycled plastics require less than 20% energy as compared to virgin material obtained from petrochemicals. However, e-waste import restriction imposed by many countries such as china and Southeast Asia, there is a need of alternative approached for handing E-waste in proper way. The first step is to separate the plastic wastes from the rest. The next step is to segregate the sorted plastics into different polymers. Further, life cycle assessment study by Wager et al. explains that recycling of post consumer plastics is an advantage from the perspective of both the consumer providing the plastics for recycling (Downstream) and the consumer buying the recycled plastic components (Upstreaming) [19]. The majority of plastics present in E-waste is of high value engineering plastic, which have a plenty of opportunity for various high end application such as automobiles, construction etc. [20].
Segregation of plastics by simple identification technique such as density, dropping sound, bending and visual observation found to be more suitable for product scale application. The plastics in E-waste are segregated in terms of the product (macro-sorting), followed by the materials used in the plastics (micro-sorting) [21]. The former is much simpler as it requires only the product identification and it could be easily carried out by merely a visual investigation. However, the latter, requires skilled labour and expertise, to identify the polymer prior to recycling, and many time resin identification code (RIC) also helps for proper identification without the use of high end instrument like FTIR, XRF, etc. Taurino et al. suggested instrumental techniques like FTIR and DSC for the identification of plastics recovered from WEEE [22], which is supposed to be expensive during bulk production. Similarly, Beigbeder et al. sorted the plastics from WEEE using near-infrared devices [23] to improve the properties of recycled plastics which is also an expensive method, thus manual sorting based on recycler knowledge plays a major role for E-waste plastics recycling.
To improve the performance characteristics of recycled plastics from E-waste, it is blended with virgin material or with additives for improving their properties without altering the base polymer. Sometimes compatibilizers are added during blending to bring out a homogenous blend with significant properties, the compatibilizer restores the lost mechanical property of the recycled polymers. Several reports from Yamila et al. and Brennan et al. have blended ABS and HIPS recovered from waste computers at different compositions and optimized a composition for the industrial use and these blends are marketed with the polymeric types which share the major phase [24, 25]. Similar exciting work by Tarantili et al. and Yamila et al. explains the possibility of direct recycling and creating a window for mechanical recycling [26, 27]. Balart et al. had discussed about the effect of miscibility and previous degradation after recycling of ABS and polycarbonate (PC), together in different ratios recovered from electrical and electronic waste [28]. Many researchers have blended polymers recovered from electronic waste and have added compatibilizers for value addition, but the results of these authors indicate that intermixing of two different polymers from styrenic family can lead to self compatibilization without any addition of further compatibilizers.
The recycling of polymers recovered from E-waste without the need for micro-sorting is a novel approach in mechanical recycling. The exclusion of micro-sorting technique removes the complexity in recycling process. The current study involves mechanical recycling and characterization of ternary blends of ABS, HIPS and PS, recovered from waste keyboards. The composition of ternary blends was derived from the outcomes of random sorting process. An in-depth study on different compositions of ABS, HIPS and PS were carried out to optimize the mechanical performance. Also, morphological and thermal properties of the ternary blend were analysed and reported for examining the recyclability and value addition of E-waste plastics.
Materials and Methods
The major structural components in the keyboards are made up of engineering grade plastics. The styrenic based polymers such as HIPS, ABS and PS are commonly engaged in the structural parts due to their significant strength as well as easiness in processability. However, depending upon the manufacturer, the polymers employed in structural components may also vary. Other than the plastic parts, the keyboard also contains a sheet of elastomer which is made up of silicon rubber material. The keyboards carry a polymer sheet based circuit board called the conductive trace. Figure 1 illustrates the different parts and the weight percentage of different materials present in keyboard.

Different parts of keyboards and its weight percentage
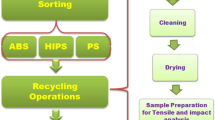
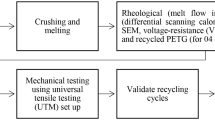
Waste keyboards were collected from M/s Roshan industries, Bhubaneshwar, India. Approximately, 300 keyboards were analysed for the study which included some of the famous brands such as Dell, HP, ACER, TVS, I-BALL and Front Tech. The products were dismantled and segregated based on visual observation and generic RIC code embossed on the structural part with the expertise of recycler. The polymers were categorised as recycled ABS (r-ABS), recycled HIPS (r-HIPS) and recycled PS (r-PS). After sorting, the keyboards were cleaned to remove dirt followed by the removal of attached stickers and other foreign materials present in the waste products. After cleaning the plastic material, they were grinded in the range of 2–5 mm using M/s Arun scrap grinder for specimen preparation.
Formulation of Recycled Ternary Blends
Before formulating the ratio for blends, we randomly sorted 100 keyboards from the WEEE’s, and made them into 10 batches consisting of 10 keyboards each. Each keyboard was inspected for RIC codes. The number of keyboards made up of ABS, HIPS and PS from a particular batch is reported in Table 1.
From the observations in Table 1, we could figure out that, in 8 out of 10 batches we had different polymeric materials that covered up to 50 weight percentage of the batch. For instance batch 1, 6 and 8 had 50 weight percentage of ABS material, batch 2, 3 and 10 had 50% of HIPS, and batch 5 and 7 had PS as a major portion in the mixed keyboards plastic waste. Some batches like 4 and 9 observed equal quantities of all polymeric materials present. This lead to the formulation of blends in such a way that each blend consists of 50 weight percentage of one of the three (ABS, HIPS and PS) polymeric materials and the rest 50 weight percentages were divided equally between the remaining two polymeric materials. All the plastic samples were grinded individually and then recycled.
The grinded plastics samples were blended together, as indicated in Table 2 with the help of batch mixer Haake Polylab os Rheodrive (M/s Thermo Scientific, United States). The optimised processing conditions were 180 °C with a mixing speed of 60 rpm for a period of 6 min. After the preparation of the recycled blends, it was grinded and introduced into the micro-compounder DSM Xplore-15 (M/s Xplore, The Netherlands). The grinded polymers were re-processed under the conditions of 180 °C and 60 rpm. The polymeric melt after a residence time of 120 s in micro compounder was transferred to micro injection (plunger type), the temperature in micro injection was also 180 °C. The micro injection was placed against the mould, and with an injection pressure and time of 5 bar and 8 s respectively, the plunger is pushed, which forces the polymeric melt into the mold. The mold temperature was set at room temperature for easy removal of the tensile and impact specimens. Prior to analysis, the specimens were conditioned at a temperature of 23 ± 0.5 °C for 40 h.
Fourier Transform Infrared Analysis
The plastics isolated from keyboard waste and ternary blends formulated were analysed using Fourier transform infrared- attenuated total reflection spectroscope (FTIR-ATR) Nicolet 6700 (M/s Thermo Scientific, United States) in the range between 400 to 4000 cm−1 at 64 scans. The characteristic peaks obtained were compared with other references and confirmed. The degradation mechanism of individual polymeric material in the samples have also been analysed using the FTIR spectra.
Mechanical Testing
Impact Test
ASTM D256-10 is the standard test method for determining the izod pendulum impact resistance of plastics. The specimens for impact test 63.5 × 12.5 × 3.2 mm were prepared according to ASTM D256-10 standards. The samples were notched before conditioning using a notch cutter (M/s Tinius Olsen, USA) at an angle of 45° and a depth of 2.54 mm as per the required standard. The reported results were an average of seven samples which were taken into consideration for measuring the standard deviation.
Tensile Test
ASTM D638-14 is the standard test method for determining the tensile properties of plastics. The dumble shaped specimen of dimension 150 × 12.7 × 3.2 mm was subjected to tensile test according to ASTM D 638-14. The tensile test was conducted on seven samples from each individual plastic and ternary blends using the Universal Testing Machine UTM 3382 (M/s Instron, United States) fitted with a 10 KN load cell capacity and operated at crosshead speed of 10 mm/min.
Flexural Strength
ASTM D790-17 is the standard test method for determining the flexural properties of unreinforced and reinforced plastics and electrical insulating plastics. The flexural test was conducted on specimens with dimension 125 × 12.7 × 3.2 mm according to ASTM D790-17 standard employing 3 point bending mode. The flexural test was also conducted on seven samples using the same universal testing machine operated at a crosshead speed of 1 mm/min and a span length of 50 mm.
Thermal Analysis
Differential scanning calorimeter (DSC) was done using DSC Q 20, (M/s TA Instruments, USA) according to ASTM D3418 using approximately 5 mg of the sample. The Tg of the blends and recycled polymers were analysed. The samples were tested at a temperature range of 30 °C to 300 °C in ramp temperature of 10 °C/min under the nitrogen atmosphere.
Thermogravimetry analysis (TGA) was performed using TGA Q 50, (M/s TA Instruments, USA) according to ASTM D3850. Samples were analysed under TGA to investigate the rate of decomposition with respect to temperature and evaluate the quantity of the final residue. The samples were characterised in the range of 30 °C to 800 °C in a ramp temperature of 10 °C/min in a nitrogen atmosphere.
Dynamic thermal mechanical analysis (DTMA) was performed in three point bending mode using dynamic mechanical analyzer (M/s TA Instruments, DMA Q 800 USA) according to ASTM D4650-12. The samples were tested at a temperature range between 30 to 150 °C with a ramp temperature of 10 °C/min and a frequency of 1 Hz. The dimensions of the samples were 63.5 × 12.5 × 3.2 mm. The storage modulus (G′), loss modulus (G″) and tan δ were evaluated from the results.
Morphological Analysis Using Scanning Electron Microscopy (SEM)
The impact fractured surface of the samples were analysed using SEM EVO MA 15 (M/s Carl Zeiss, UK), to analyse the miscibility of various polymers, surface morphology, and nature of crack and stress absorption regions at a voltage of 15 kV. The surfaces of the fractured samples were sputtered with gold in order to increase the surface conductivity. The image resolution was taken at 50 µm with a magnification of 50X for all the samples.
Results and Discussion
FTIR-ATR Analysis of Recycled Materials and Its Blends
The polymers recovered from the keyboard waste were initially analysed using RIC codes provided by the manufacturer. The RIC codes indicated that the polymers such as PS, HIPS and ABS were present in the keyboard and it was further verified with FTIR-ATR technique.
FTIR spectra of r-ABS, r-HIPS and r-PS are represented in Fig. 2a. In general polystyrene has a simple structure of repeating styrene unit. The significant peaks at 698 and 755 cm−1 represent the vibrational spectra of C–H present in the aromatic ring of the styrene group. However, FTIR spectra of r-HIPS indicate the presence of polybutadiene phase other than styrene functionality. The sharp peaks at 1454 and 1494 cm−1 represents the deformation vibration present in cis and trans-PB phase [29]. ABS is a triblock copolymer with a combination of polystyrene, polybutadiene (PB) and polyacrylonitrile (PAN). The peak at 2232 cm−1 represents the characteristic peak of acrylonitrile present in the ABS [29, 30]. Other than these essential peaks, few minor peaks were observed in the spectrums which were either due to additives present in the polymer or due to degradation of the polymer after end of life.

a FTIR graph of individual polymers, b blended polymers
The FTIR spectrum (Fig. 2a) of recycled ternary polymeric blends KW-1, KW-2 and KW-3 are almost similar, due to the presence of all the polymeric constituents in them with different proportion. It was evident to note that the intensity of polystyrene phase in HIPS is higher than the other polymers and the same way, the intensity of PS phase (698 cm−1 and 755 cm−1) in the recycled blend KW-3 is higher due to the significant contribution of HIPS in it. Similarly, the FTIR spectrums of the individual polymers and, KW-1, KW-2 and KW-3 could be compared with each other.
Mechanical Properties
The mechanical properties of recycled ABS, HIPS and PS along with the three other ternary blends are enumerated in Table 3.
Tensile Property
Table 3 indicates the mechanical properties of recycled material and their ternary blend system. The tensile strength results of recycled materials indicate that r-ABS has the highest tensile strength of 49.44 MPa. Similarly, r-HIPS and r-PS indicates comparable tensile strength of 29.58 MPa and 31.60 MPa, respectively. The Young’s modulus and elongation at break values showed similar results for r-PS and r-HIPS. However, the value obtained for elongation at break of r-ABS was found to be around 6%. However it was observed that, the elongation at break value for virgin ABS lies in between 20 to 80%, which is dependent upon the PB content present in ABS [23]. In general, higher elongation at break resembles that the polymer is highly deformable. These characteristics in ABS and HIPS are due to the presence of PB phase present in them. The r-ABS used in the current study has shown lower elongation at break, which may be due to the degraded PB phase represented from carbonyl and hydroxyl index found from FTIR at 1700 and 3500 cm−1. However tensile strength values of the r-ABS remain intact, which indicates that the chain stiffness arises during its previous lifecycle or recycling. Such change also points towards the degradation of PB phase present in the ABS macromolecular chains. However recycling of r-ABS has very less effect over the tensile strength of the polymers, because of this increased chain stiffness. Further, during thermal degradation the PB chains rupture via a free radical mechanism to form a crosslinked structure. Thus, such crosslinked structure gives stiffer behaviour to the recycled ABS thereby not affecting its tensile strength but it affects the elongation at break value [31]. This effect is also observed in HIPS due to higher percentage of PB phase present in them.
It can be deduced from the table that all the three blends had comparable tensile properties. As the PB phase degrades, the material loses its ductile characteristics and becomes stiffer [25]. Additionally, Bai et al. has reported in his study that, increase in stiffness may also be due to the elution of small molecules, stabilizer and lubricants during the recycling process [32]. Hence, the increase in stiffness is contributed to the polymers due to both degradation of PB phase and elution of additives from the polymeric material. Further, it may be noted that, in case of the ternary blend the tensile properties varies depending upon the presence of individual polymers in blend system. The tensile strength of KW-1, KW-2 and KW-3 are 37.53, 34.56 and 33.60 MPa respectively. The elongation at break for KW-3 is 11% which is higher than KW-2 and KW-1. The higher weight percentage of r-ABS in KW-1 has affected its elongation at break leading to lower elongation at break. The elongation at break for KW-3 is higher, as r-HIPS are present as the major phase wherein the ductility increases due to the presence of PB phase more as compared to ABS.
In the various blends formulated from recycled materials KW-1 (blend with 50 wt% of r-ABS) shows higher modulus value of 2534 MPa, which is 4% higher than the corresponding r-ABS value. Similar effects can also be observable in KW-2, and KW-3 recycled ternary blend systems. The aromatic styrene present in the polymer provides higher modulus values to the blended polymer. After the formulation of the recycled ternary blend, the elongation at break values of KW-1 (50 wt% ABS) increased, as compared with r-ABS. The HIPS portion tune the elongation at break properties of the recycled blend formulated. A similar effect was observed in the tensile strength of the ternary blends developed. However, it is noticeable from Figs. 3 and 5 that all the ternary blends formulated have almost similar tensile properties. Tarantili et al. and Riise et al had observed synergistic effects of ABS and HIPS while formulating blends [26, 33].

Radar graph of a individual polymers and b recycled polymers
Impact Strength
The impact strength is one of the significant properties for plastics, used in EEE’s. ABS and HIPS are polymers which are well known for their high impact performance due to the presence of PB phase. The same property is affected when the PB phase degrades, during reprocessing or exposure to the environment during their applications. Some other factors that might affect the impact strength are the presence of additives such as titanium oxide, which forms a heterogeneous mixture affecting the impact property of a material [25]. As it had been discussed in the earlier section, the impact property of r-ABS might be affected due to the PB phase degradation. The r-ABS and r-HIPS showed higher impact strength of 58.95 J/m and 52.41 J/m respectively as compared to r-PS showing the lower value 20.98 J/m.
In the case of r-PS, it does not contain a rubbery or elastomeric phase in its structure which was reflected in its impact strength. As observed from Table 3, r-ABS and r-HIPS have higher impact resistance. However, these values are low compared with its virgin counterparts due to the degradation of PS chains present in the blend as explained in FTIR section [34]. Similar to the degradation detachment of PB phase from the macromolecular structure also leads to the reduction in the properties. As a result, material fails to shows proper impact strength.
The impact strength of the recycled ternary blends has shown a completely different range than their parent counterparts. Interestingly, the higher r-ABS content (50 wt %) recycled blend (KW-1) shows lower impact strength of 45.9 J/m, among the various other compositions. This behaviour indicates that the PB in the r-ABS phase present in the recycled blend might have undergone thermal degradation that might have resulted in less impact strength. Also, it is assumed that the thermal degradation cycle that occurred during processing or immiscibility of the phase might have contributed in the reduction of impact strength of the formulated blend. However, the blend with a higher percentage of r-PS and shows comparable impact strength of 46.32 ± 1.2 J/m as compared to the other formulation. The ternary blend (KW-2) with higher percentage of r-PS has shown improvement in the impact strength, which is possibly because of lesser thermal degradation of r-PS due to the presence of benzene rings. The PB phase present in r-ABS and r-HIPS provides a synergistic effect in improving the impact strength of KW-2. The KW-3 (with 50% of r-HIPS) has shown moderate value as compared with its r-HIPS counterpart.
Flexural Strength
Table 3 also represents the flexural strength, and modulus value of plastics obtained from keyboards. Among the recycled materials r-ABS shows higher ability to withstand to the bending behaviour with a value of 81.89 MPa. However, r-HIPS and r-PS indicates a comparative lower value of 56.88 and 57.29 MPa respectively. After blending of recycled polymers, the results of the blended polymers shows intermediate values concerning the recycled materials. The blend with a higher percentage of r-ABS (KW-1) shows higher flexural strength of 69.49 MPa indicating the impact on the flexural properties.
The PB phase present in the r-ABS plays a vital role in providing mechanical strength to the blend system. The blends formed with higher percentage of r-PS (KW-2) and higher percentage of r-HIPS (KW-3) have shown higher flexural strength values of 65.38% and 64.38%, which are higher than corresponding recycled materials. In addition to it, in a study by Vazquez and Barbosa claimed that the fillers present in the recycled materials also influences the mechanical properties of the blends generated [24]. Thus it may be concluded that the synergism in the ratio of r-ABS: r-HIPS: r-PS increases the flexural strength and modulus vis-à-vis the single recycled matrix.
Analysis of the Mechanical Performance Through Radar Graph
The radar graph represented in Fig. 3 showcases multiple properties of the blends and individual polymers. The significance of these graphs is that they can focus multiple parameters of different objects, the similarities between the objects. As a result, we could find out the performance of the objects and the parameters to be improved. This objective of adding this graph is to compare the mechanical properties such as tensile strength, elongation at break, impact strength and flexural strength between individual polymers and their recycled ternary blends.
As the mechanical properties of the polymers r-ABS, r-HIPS and r-PS are depicted in fig a, we could observe the differences in properties and performance of each recycled polymer. Similarly, the Fig. 3b, shows the mechanical properties of the blends KW-1, KW-2 and KW-3, it is to be noted that the mechanical performance of the blends are similar as the graph of each blend overlaps the other, with minimal differences in properties. This serves as evidence that the blends have got similar properties. The differences between the individual polymer and the blends are clearly depicted on Fig. 3a and b. The similar mechanical properties of the blends could be the result of forming a single phase of PS and PB phases in present in r-ABS, r-HIPS and r-PS together as shown in the mechanism (Fig. 2c). This also shows homogeneity in the blends which is further verified with the help of thermal and morphological analysis.
Thermal Analysis
Differential Scanning Calorimetry
The DSC curves of r-ABS, r-HIPS and r-PS are given in Fig. 4a. The r-HIPS and r-PS shows a single peak at 95 °C and it corresponds to the polystyrene phase. Vilplana et al. has reported the glass transition temperature of recycled HIPS as 105 °C, we also find a similar glass transition temperature in r-HIPS [35]. In the case of r-ABS, a single glass transition peak was observed at 108 °C. ABS consists of PB and SAN phase, among these, the Tg of the PB phase occurs at − 80 °C and the SAN phase occurs at 108 °C [36].


a DSC of individual plastics, b DSC of Blended specimens, cTGA of Individual specimens, d DTA of blended specimens, e TGA of Individual specimens, f DTA of blended specimens, g storage modulus curve of individual polymers, h Tan delta curve of individual polymers, i storage modulus of blended polymers and j Tan delta curve of blended polymers
The Tg for the blends KW-1, KW-2 and KW-3 are 113 °C, 97 °C and 96 °C respectively. The DSC was performed twice in order to eliminate the contaminants present in the recycled blend, and the Tg was considered only from the second heating curve of the polymers. It was observed that the Tg of the blends were higher than their recycled polymers, in KW-1 r-ABS shares the major phase, but the Tg of the blend is higher than the Tg of r-ABS. The same was also observed in the case of KW-2 and KW-3. It was observed from other researches that the Tg of the blends is identified in intermediate between the Tg of two structurally different polymers. But in our case, the Tg of the blends is found to be higher than the recycled polymers. There are possibilities of structural changes caused by multiple reprocessing cycles which forms crosslinks in the PB phase leading to increase in Tg. A work carried out by Tarantilli et al. in r-HIPS/rABS blends suggested that, a single peak shows fully miscible mixtures [26]. In contrary, a study by De-souza et al. conveyed that the r-HIPS/r-ABS blends show single peak only because of the overlapping of Tg of the materials in the blend [37]. Similarly in our case, The DSC of the blends show a single broad peak, which shows the overlapping of glass transition temperatures, as there is no major improvement in mechanical properties.
Thermogravimetry Analysis (TGA)
Figure 4c, d, e and f shows the TGA curves of both individual polymers and the blends. The TGA curves give an insight into the thermal stability of the material. In the case of individual plastics, the thermograms of r-HIPS and r-PS are similar to each other with an onset temperature of 375 °C and an endset of 480 °C leaving a residue of 2%. Siregar et al. has reported about the degradation of HIPS and it shows a one stage weight loss process which has a transition temperature that begins from 340 °C and ends at 480 °C [38]. Similarly, Vilaplana et al. has also observed one stage degradation process in r-HIPS between 360 to 440 °C [35]. But, in r-ABS, the onset temperature is 320 °C and the endset temperature is 480 °C leaving a residue of 6%.
The ABS polymer is a combination of SAN and PB phases. Vouvoudi et al. had described about the degradation of ABS, in which cyanide group present in side chain is initially decomposed, followed by the degradation of carbon-carbon chain [39]. Suzuki et al. had also studied and reported about the thermal degradation pattern of ABS in which he observes thermal destabilization of PS system initially and later the PB phase is decomposed with the increase of temperature. In the case of r-PS and r-HIPS, the degradation curve has a single step and narrow. In both the cases styrene monomers, oligomers, benzene and toluene were initially eluted from the plastics [40]. In r-HIPS, the congeners of PS phase initially elute out, and then PB phase starts liberating. The disintegration process in the blends is also similar to that of the individual plastics.
The thermal stability of the blends was showing improvement as compared to the individual polymers. The degradation temperature of r-ABS was at 320 °C, but the blend KW-1, which has 50 wt% of r-ABS started degrading only at 375 °C. The TGA curve suggests that the plastic compounds develop a synergistic effect on each other upon blending. Other blends KW-2 and KW-3 have their thermogram almost superimposed over them. As it is shown that the DTA peak of r-PS is higher than r-HIPS, similarly, the blend having r-PS as a significant phase shows a peak intensity higher than that of r-HIPS primary phase blend.
Dynamic Mechanical Thermal Analysis (DMTA)
Figure 4i and k shows the storage modulus of the individual polymers. The effect of temperature on the storage modulus of the engineering plastics starts showing after 90 °C. The plastics soften immediately after 90 °C within a narrow range of below 130 °C. The tan delta curve of the plastics gives an account Tg of the plastics. The Tg of r-ABS is 118 °C, r-HIPS is 115 °C, and that of r-PS is 120 °C. Brennan et al. has performed the DMTA on ABS and HIPS and the Tg of ABS and HIPS recorded were 94 °C and 104 °C [25]. It was observed that the glass transition temperature measured from DMA is higher than the Tg observed in DSC. Cella et al. has also reported in his work about increase in Tg of polystyrene in DMA as compares to DSC [41]. The DMA graph of the blends KW-1, KW-2 and KW-3 show that the storage modulus of the blends does not show any deviation until it reaches 100 °C. The flat region in the curve indicates the glassy or rigidness of the polymer at lower temperature. Some of the other plastics such as polycarbonate also show similar behaviour. After 100 °C, the small chains present in the polymers starts vibrating and then soften due to the induced thermal energy. At 130 °C, the blends completely lose their storage modulus. The peak in tan delta graph of the blends as considered as the glass transition temperature and it was well noticed that the peak in118 °C for all the blends and this serves as another evidence for the homogenous blending of the plastics. The Tg of the blends is also affected due to the melt blending process. It is also to be noted that, the tensile and flexural modulus of the blends are comparable with their storage modulus. It was observed that the tensile and flexural modulus values of KW-1 were 2540 and 2982 MPa, and it was slightly higher than KW-2 and KW-3. Similarly, the storage modulus value of the blend KW-1 was higher than KW-2 and KW-3.
Morphology of Fractured Specimens
The morphology of impact fractured specimens can give a clear picture of the crack propagation, toughening and miscibility of the recycled blends as represented in Fig. 5. The SEM micrograph of r-ABS and r-HIPS indicates a coarser surface. In general, the surface roughness of a fractured surface is a characteristic feature of the material with high impact strength. The SEM micrographs of r-ABS indicated generation of scale like structures after the impact analysis. Further, r-HIPS also pointed out similar kind of surface morphology. However, the surface of r-ABS carries large number of scale formation as compared to r-HIPS. On the other hand, r-PS contains a number of mirror zones in its surface morphology, which is clear indication of brittle characteristics of the material. Moreover, the crack generated during the impact analysis runs along the polymer matrix. As discussed earlier, the absence of PB moieties offers brittle characteristics as well as of reduced impact values [24].

Impact fractured morphology of a r-ABS, b r-HIPS, c r-PS, d KW-1, e KW-2 and f KW-3
However, after the formation of ternary blends, the morphology indicates coarser and homogenous surfaces. The blend with 50 wt% r-ABS (KW-1) shows scale generation which was similar to its parent material. However, KW-1 also shows the formation of small cavities, which may be due to the elimination of gas molecule during its processing. Similar cavities were founded by Arnold et al. during the processing of r-ABS recovered from E-waste. It is important to note that KW-2 with higher weight percentage of r-PS shows rougher morphology than its parent (r-PS) morphology [42]. The transformation of brittle to ductile behaviour was indicated in the morphology of KW-2 which is due to the synergistic action of r-ABS and r-HIPS incorporated into the KW-2 ternary blend system.
Apart from the other two blends, KW-3 shows almost similar characteristics to the r-HIPS. However, scalar generation is scattered along the polymer matrix. The incorporation of additional PS phase enhances the brittle characteristics of the recycled blend. Perrin et al. observed the presence of small nodules which represents the addition of other polymeric system in them, the size of the nodules explains the miscibility and compatibility of other polymers with the major polymeric material [43]. In the current study, we did not observe the presence of nodules, which conveys that the blends are compatibilized.
Cost Beneficial Analysis (CBA) of the Recycled Blend
The total processing cost for a recycled blend is dependent on various series of segments involved in the recycling. The chronological order of steps involved for recycling keyboard waste plastics are collection, sorting, dismantling, size reduction, pelletizing, mechanical analysis and secondary product development. The economics of waste keyboard recycling were calculated using technical cost modelling as discussed in elsewhere [44, 45]. For this model, the input parameters include various processes in recycling as given in the Eq. (1). Each process is divided into segments as given in equation to calculate the exact expense. Figure 6d shows the percentage of expense involved in the recycling of one ton of keyboard waste collected.

a Number of keyboards that can be sorted in a day, b error percentage, c RIC embossed in the keyboards, d total cost split up for one ton of keyboard material
During recycling, the material cost also includes the pre treatment cost. Pre treatment of materials involves cleaning, removal of dirt and other foreign particles. Among these, the most intensive and expensive labour were involved for the collection and sorting processes. The former segment involves various steps such as the collection of raw materials, man power and transportation; hence, it becomes an expensive process. In addition to it, the raw material price, cost of the labour and transportation are dependent on various factors which are difficult to control. On the other hand, the cost involved in latter process can be controlled by eliminating the micro sorting step. The sorting can be done with the help of either automated systems or man power. The current generation of recyclers are using automated systems to sort, but they can be extremely helpful in macro sorting only. The application of spectroscopy techniques during automated micro sorting makes the process expensive [19]. As a result, this step is mostly conducted with the help of man power either by RIC codes or using a hand held XRF’s. This process becomes tedious and time consuming and is wholly based upon the efficiency of the labour. The product based recycling is effective and efficient with respect to cost and time. If the sorting process is simplified or eliminated, the recycling of plastics becomes highly economical.
On our observations, we had examined more than 250 keyboards of different brands. The time taken to identify the product is very less as compared to the time taken to identify the resin and it requires a skilled labour to identify them. Some of the hurdles were identifying the RIC codes which were embossed in different places in different brands of keyboards. Similarly some of the keyboard brand had two RIC codes given in them along with an arrow pointing towards the material being used, as shown in Fig. 6c. These are some of the hurdles which made the micro sorting step difficult.
It is obvious from Table 4 that, the time and work done data which is based on sorting of over 250 keyboards shows the difficulty in micro sorting. From the mechanical and morphological characterization conducted for the different blends of keyboard waste, it could be suggested that the micro sorting step can be eliminated. In addition to it, as shown in Fig. 6a and b the number of keyboards that can be sorted has increased drastically and the error percentage has been brought to zero. One of the major hurdles in recycling a keyboard can be eliminated.
Conclusion
This study was done after going through the humongous amount of waste generated in India and the situation is similar in most of the places in Asia due to the import of E-waste and as management of E-waste is developing. In this regard, we would like to address that recycling of these plastics is the immediate action required. The plastics chosen by us were exposed to extreme weather conditions for a prolonged period of time and recycling of these plastics together reduces the stress of sorting in industries where manual methods are followed. This helps to regularize the plastics in smaller commercial applications thereby reducing the cost of virgin material consumption.
In the current work, the engineering grade polymeric materials ABS, HIPS and PS were recovered from the keyboard waste plastics. The recovered polymeric materials were blended with each other forming ternary blends of different compositions. The compositions of the blends were decided by manually sorting the keyboard plastics in batches containing 10 keyboards each. The outcome of the process suggested that, each batch had 50 percentage of polymeric material from ABS or HIPS or PS. The blends KW-1, KW-2 and KW-3 were prepared from the outcome of the manual sorting process. The r-ABS, r-HIPS, r-PS, KW-1, KW-2 and KW-3 were analysed through mechanical, morphological and premature degradation analysis. The tensile strength of the r-ABS, r-HIPS and r-PS were 49.4 ± 0.5, 29.5 ± 0.5 and 31.5 ± 0.7 MPa respectively, but that of KW-1, KW-2 and KW-3 were 37.5 ± 0.05, 34.5 ± 0.4 and 33.6 ± 0.6 MPa respectively. As the tensile strength of the blends were similar, it can be collectively represented as 34 ± 2 MPa. A similar trend was observed in other properties of the blends such as, impact strength 46 ± 2 MPa and flexural strength 65 ± 3 MPa. The mechanical data of the individual polymers and the ternary blends were further compared illustrating through a radar graph, and the graph clearly showcased that the mechanical properties of the blends were similar to each other, whereas it wasn’t observed in case of individual polymers. The morphological results did not show the presence of any foreign material or contamination in the blends. Additionally, the keyboard waste plastics recovered were compatible with each other.
Thus, the properties of polymeric blends formulated from keyboard waste plastics, without the micro-sorting procedure were studied. The mechanical, thermal and morphological result of the blends explains the elimination of micro-sorting step during the recycling of keyboard waste plastics. This study also shows the economic advantages of eliminating the micro-sorting technique, through cost beneficial analysis. Moreover, the elimination of this step avoids time consumption and complexity in segregation, which are two major obstacles in mechanical recycling.
Availability of Data and Material
The entire machine generated data for tests such as TGA, DSC, DMA FTIR and tensile analysis are available for future references. The raw/processed data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study. But, this data will be available to the readers once the study is completed successfully.
References
Ryberg MW, Laurent A, Hauschild M, Tonda E, Averous S, Yan C, Milà Canals L, Wang F, Savelli H, Hasegawa K (2018) Mapping of global plastics value chain, vol 96. https://gefmarineplastics.org/files/2018Mappingofglobalplasticsvaluechainandhotspots-finalversionr181023.pdf
Dias P, Machado A, Huda N, Bernardes AM (2017) Domestic. J Clean Prod. https://doi.org/10.1016/j.jclepro.2017.10.219
Baldé CP, Wang F, Kuehr R, Huisman J (2017) The global E-waste monitor 2017: quantities, flows, and resources. ISBN 978-92-808-4556-3
Parajuly K, Habib K, Liu G (2016) Waste electrical and electronic equipment (WEEE) in Denmark: flows, quantities and management. Resour Conserv Recycl. https://doi.org/10.1016/j.resconrec.2016.08.004
Qiao SUN, Chang WANG (2018) Digital empowerment in a WEEE collection business ecosystem: A. J Clean Prod. https://doi.org/10.1016/j.jclepro.2018.02.114
Bigum M, Damgaard A, Scheutz C, Christensen TH (2017) Resources, conservation and recycling environmental impacts and resource losses of incinerating misplaced household special wastes (WEEE, batteries, ink cartridges and cables). Resour Conserv Recycl 122:251–260. https://doi.org/10.1016/j.resconrec.2017.02.013
Widmer R, Oswald-Krapf H, Sinha-Khetriwal D, Schnellmann M, Heinz B (2005) Global perspectives on e-waste. Environ Impact Assess Rev 25:436–458. https://doi.org/10.1016/j.eiar.2005.04.001
Streicher-Porte M, Widmer R, Jain A, Bader HP, Scheidegger R, Kytzia S (2005) Key drivers of the e-waste recycling system: assessing and modelling e-waste processing in the informal sector in Delhi. Environ Impact Assess Rev 25:472–491. https://doi.org/10.1016/j.eiar.2005.04.004
Nkwachukwu O, Chima C, Ikenna A, Albert L (2013) Focus on potential environmental issues on plastic world towards a sustainable plastic recycling in developing countries. Int J Ind Chem 4:34. https://doi.org/10.1186/2228-5547-4-34
Rahimifard S, Coates G, Staikos T, Edwards C, Abu-Bakar M (2009) Barriers, drivers and challenges for sustainable product recovery and recycling. Int J Sustain Eng 2:80–90. https://doi.org/10.1080/19397030903019766
Kang HY, Schoenung JM (2005) Electronic waste recycling: a review of U.S. infrastructure and technology options. Resour Conserv Recycl 45:368–400. https://doi.org/10.1016/j.resconrec.2005.06.001
Arostegui A, Sarrionandia M, Aurrekoetxea J, Urrutibeascoa I (2006) Effect of dissolution-based recycling on the degradation and the mechanical properties of acrylonitrile-butadiene-styrene copolymer. Polym Degrad Stab 91:2768–2774. https://doi.org/10.1016/j.polymdegradstab.2006.03.019
Schlummer M, Mäurer A, Leitner T, Spruzina W (2006) Report: recycling of flame-retarded plastics from waste electric and electronic equipment (WEEE). Waste Manag Res 24:573–583. https://doi.org/10.1177/0734242X06068520
Hopewell J, Dvorak R, Kosior E (2009) Plastics recycling: challenges and opportunities. Philos Trans R Soc B Biol Sci 364:2115–2126. https://doi.org/10.1098/rstb.2008.0311
Dodbiba G, Fujita T (2004) Progress in separating plastic materials for recycling. Phys Sep Sci Eng 13:165–182. https://doi.org/10.1080/14786470412331326350
Tanskanen P (2013) Management and recycling of electronic waste. Acta Mater 61:1001–1011. https://doi.org/10.1016/j.actamat.2012.11.005
Dodbiba G, Takahashi K, Sadaki J, Fujita T (2008) The recycling of plastic wastes from discarded TV sets: comparing energy recovery with mechanical recycling in the context of life cycle assessment. J Clean Prod 16:458–470. https://doi.org/10.1016/j.jclepro.2006.08.029
Riise B, Gysbers J, Farling S, Dickenson J (2018) How to progress on E-plastics. Plastics recycling update. Published by Resource Recycling Inc., Summer 2018:16–22
Wäger PA, Hischier R (2015) Life cycle assessment of post-consumer plastics production from waste electrical and electronic equipment (WEEE) treatment residues in a Central European plastics recycling plant. Sci Total Environ 529:158–167. https://doi.org/10.1016/j.scitotenv.2015.05.043
Sahajwalla V, Gaikwad V (2018) The present and future of e-waste plastics recycling. Curr Opin Green Sustain Chem 13:102–107. https://doi.org/10.1016/j.cogsc.2018.06.006
Zeng X, Yang C, Chiang JF, Li J (2017) Science of the total environment innovating e-waste management: from macroscopic to microscopic scales. Sci Total Environ 575:1–5. https://doi.org/10.1016/j.scitotenv.2016.09.078
Taurino R, Pozzi P, Zanasi T (2010) Facile characterization of polymer fractions from waste electrical and electronic equipment (WEEE) for mechanical recycling. Waste Manag 30:2601–2607. https://doi.org/10.1016/j.wasman.2010.07.014
Beigbeder J, Perrin D, Mascaro JF, Lopez-Cuesta JM (2013) Study of the physico-chemical properties of recycled polymers from waste electrical and electronic equipment (WEEE) sorted by high resolution near infrared devices. Resour Conserv Recycl 78:105–114. https://doi.org/10.1016/j.resconrec.2013.07.006
Vazquez YV, Barbosa SE (2016) Recycling of mixed plastic waste from electrical and electronic equipment. Added value by compatibilization. Waste Manag 53:196–203. https://doi.org/10.1016/j.wasman.2016.04.022
Brennan LB, Isaac DH, Arnold JC (2002) Recycling of acrylonitrile—butadiene—styrene and high-impact polystyrene from waste computer equipment. J Appl Polym Sci. https://doi.org/10.1002/app.10833
Tarantili PA, Mitsakaki AN, Petoussi MA (2010) Processing and properties of engineering plastics recycled from waste electrical and electronic equipment (WEEE). Polym Degrad Stab 95:405–410. https://doi.org/10.1016/j.polymdegradstab.2009.11.029
Vazquez YV, Barbosa SE (2016) Process window for direct recycling of acrylonitrile-butadiene-styrene and high-impact polystyrene from electrical and electronic equipment waste. Waste Manag. https://doi.org/10.1016/j.wasman.2016.10.021
Balart R, López J, García D, Salvador MD (2005) Recycling of ABS and PC from electrical and electronic waste. Effect of miscibility and previous degradation on final performance of industrial blends. Eur Polym J 41:2150–2160. https://doi.org/10.1016/j.eurpolymj.2005.04.001
Hirayama D, Saron C (2015) Characterisation of recycled acrylonitrile-butadiene-styrene and high-impact polystyrene from waste computer equipment in Brazil. Waste Manag Res 33:543–549. https://doi.org/10.1177/0734242X15584845
Ma H, Xu Z, Tong L, Gu A, Fang Z (2006) Studies of ABS-graft-maleic anhydride/clay nanocomposites: morphologies, thermal stability and flammability properties. Polym Degrad Stab 91:2951–2959. https://doi.org/10.1016/j.polymdegradstab.2006.08.017
Karahaliou EK, Tarantili PA (2009) Preparation of poly(acrylonitrile–butadiene–styrene)/montmorillonite nanocomposites and degradation studies during extrusion reprocessing. J Appl Polym Sci 113:2271–2281. https://doi.org/10.1002/app.30158
Bai X, Isaac DH, Smith K (2007) Reprocessing acrylonitrile–butadiene–styrene plastics: structure–property relationships. Polym Eng Sci. https://doi.org/10.1002/pen.20681
Riise BL, Allen LE, Rau RC, Biddle MB (2011) Compositions of materials containing recycled plastics. US 7,884,140
Xu Y, Sanchez JF, Njuguna J (2014) Cost modelling to support optimised selection of End-of-Life options for automotive components. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-014-5804-9
Vilaplana F, Ribes-Greus A, Karlsson S (2006) Degradation of recycled high-impact polystyrene. Simulation by reprocessing and thermo-oxidation. Polym Degrad Stab 91:2163–2170. https://doi.org/10.1016/j.polymdegradstab.2006.01.007
Mettler Toledo Int. (2020) ABS glass transition by DSC. https://www.mt.com/in/en/home/supportive_content/matchar_apps/MatChar_HB251.html. Accessed 15 June 2020
De Souza AMC, Cucchiara MG, Ereio AV (2016) ABS/HIPS blends obtained from WEEE: Influence of processing conditions and composition. J Appl Polym Sci 133:1–7. https://doi.org/10.1002/app.43831
Siregar JP, Salit MS, Zaki M, Rahman A (2011) Thermogravimetric analysis (TGA) and differential scanning calometric (DSC) analysis of pineapple leaf fibre (PALF) reinforced high impact polystyrene (HIPS) composites. Pertanika J Sci Technol 19:161–170
Vouvoudi EC, Rousi AT, Achilias DS (2017) Thermal degradation characteristics and products obtained after pyrolysis of specific polymers found in Waste Electrical and Electronic Equipment. Front Environ Sci Eng. https://doi.org/10.1007/s11783-017-0996-5
Suzuki M, Wilkie CA (1995) The thermal degradation of acrylonitrile-butadiene-styrene terpolymei as studied by TGA/FTIR. Polym Degrad Stab 47:217–221. https://doi.org/10.1016/0141-3910(94)00122-O
Cella RF, Mumbach GD, Andrade KL, Oliveira P, Marangoni C, Bolzan A, Bernard S, Antonio R, Machado F (2018) Polystyrene recycling processes by dissolution in ethyl acetate. J Appl Polym Sci 46208:1–7. https://doi.org/10.1002/app.46208
Arnold JC, Alston S, Holder A (2009) Void formation due to gas evolution during the recycling of Acrylonitrile–Butadiene–Styrene copolymer (ABS) from waste electrical and electronic equipment (WEEE). Polym Degrad Stab 94:693–700. https://doi.org/10.1016/j.polymdegradstab.2008.12.019
Perrin D, Mantaux O, Ienny P, Léger R, Dumon M, Lopez-cuesta J (2016) Influence of impurities on the performances of HIPS recycled from Waste Electric and Electronic Equipment (WEEE). Waste Manag 56:438–445. https://doi.org/10.1016/j.wasman.2016.07.014
Kang H, Schoenung JM (2006) Economic analysis of electronic waste recycling: modeling the cost and revenue of a materials recovery facility in California. Environ Sci Technol 40:1672–1680
Xu XF, Wang R, Tan ZY, Yang HD, Zhang MY, Zhang HX (2005) Effects of polybutadiene-g-SAN impact modifiers on the morphology and mechanical behaviors of ABS blends. Eur Polym J 41:1919–1926. https://doi.org/10.1016/j.eurpolymj.2005.02.025
Acknowledgements
The authors sincerely acknowledge the financial assistance provided by Department of Science and Technology, Government of India for undertaking the study. The authors also thank Mr. Omdeo K Gohatre and Dr. Sunil S Suresh for technical assistance.
Funding
The financial assistance was provided by Department of Science and Technology, Government of India under the Grant Number DST/TSG/WM/2015/466-G.
Author information
Authors and Affiliations
Contributions
The work has been equally contributed and reviewed by all the authors before submission to the journal.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Jaidev, K., Biswal, M., Mohanty, S. et al. Sustainable Waste Management of Engineering Plastics Generated from E-Waste: A Critical Evaluation of Mechanical, Thermal and Morphological Properties. J Polym Environ 29, 1763–1776 (2021). https://doi.org/10.1007/s10924-020-01998-z
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-020-01998-z