
Abstract
Life cycle assessment (LCA) was used to compare the impacts of two adhesive systems used for medium density fiberboard. Adhesives made from a theoretical protein–lignin-composite and petrochemical feedstocks were investigated. The inventory data was obtained from published literature, site investigations and laboratory scale experiments. Ecoindicator 99, a single score sustainability impact assessment method was applied. Our calculations reveal that the bioadhesive composed only of bio-based ingredients has a 22 % lower life cycle impact than the adhesive from petrochemical origin. The principal impact on both petrochemical and bioadhesive manufacture comes from the use of local mineral resources and the bioadhesive shows a considerable decrease (39 %) in environmental impact scores compared to the petrochemical adhesive. Underlying issues in LCA methodology are discussed in relation to potential contribution to the value proposition and ingredient selection for emerging bioadhesives.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
There is an increasing consumer desire for materials that are environmentally and socially benign. Traditional adhesives are derived from co-products that come from petroleum processing. Globally there is anxiety about non-renewable resource depletion and environmental impact. Indeed to address public concerns over the increasing rate of resource consumption and waste production, policy makers have encouraged recycling and reuse strategies, to reduce the demand for raw materials and decrease the quantity of waste going into landfills. However, these strategies have also been criticized because of their possible contribution to other types of impacts or parts of the value chain, which, while less obvious, are no less important. To meaningfully calculate the holistic impact of a product or service the life cycle assessment (LCA) framework can be used.
Life cycle assessment is a methodology that can be used to calculate the environmental effects of a product or service from the production of the constituent materials to their eventual disposal [1]. Using the LCA framework a number of studies have revealed that so-called green technologies such as paints [2] have inferior environmental performance compared to petrochemical systems (e.g. [3–6]). The application of LCA is increasing, particularly in “green building” tools and assessment mechanisms as well as use for environmental product declarations [7, 8]. Consequently LCA-metrics may contribute to development of new technologies and products that aim to use green building assessment mechanisms as a vehicle to market their products.
As a result of the green building assessments and other market forces LCA is increasingly used in marketing, policy evaluation and design considerations—ecodesign. The existence of outdated standards or no standards is recognized as a market constraint for novel bio-based materials [9]. Accordingly, LCA can become a focal point for integrated product development initiatives. However, before this can happen, prospective studies that highlight and resolve methodological issues are needed.
Medium-density fiberboard (MDF) is an engineered wood product that is made by deconstructing hardwood or softwood residuals into wood fibers, and combining these with wax and a resin binder derived from petrochemical refining. This mixture is then formed into panelboards by applying heat and pressure. Principally MDF is used in residential constructions in a similar way to particleboard or plywood—but there are crucial physical and environmental differences in its use; including adhesives used and structural requirements. A totally bio-based adhesive provides a non-petrochemical approach to adhesive design and MDF manufacture as well as avoiding the use of formaldehyde, a contentious issue for panelboard emissions. Consequently there is an opportunity to use the emerging green building mechanisms to increase the marketability of wood panel products such as MDF and in particular those made using bio-based adhesives. However bioadhesives are not currently widely used because the technologies and products are in their infancy. Consequently the market is immature, consisting of untried products and poor penetration of bioadhesive options at the manufacturing level.
The aim of the current paper is to use LCA to quantify the various pollution and resource use data associated with the full life cycle of MDF made with petrochemical adhesive (urea formaldehyde resin) and that of a bio-based adhesive (lignin–protein composite) from industrially available plant-based ingredients. The purpose is to compare two functionally equivalent MDF products that use bio- or petro-chemical adhesives in order to evaluate the potential benefits associated with one product over another and risks associated with this type of analysis. This research—whilst only an evaluative study, will be of interest to LCA specialists, designers, policymakers and adhesive and wood composite researchers.
Methods
This study was conducted according to the recommendations of the International Standards Organization—ISO 14044:2006 environmental management life cycle assessment requirements and guidelines [10]. The mass balance for each individual stage was first prepared using Microsoft Excel, before inputting the data for processing by the Gabi4.4 software purchased from PE International. The adhesive ingredients are those typically used in urea formaldehyde resin synthesis or probable bioadhesive components having demonstrated application in bio-based adhesive systems. Namely lignin, proteins, tannins and starches [11, 12] with the theoretical bio-based adhesive composition formulated to provide equivalent adhesive performance in MDF as the urea formaldehyde resin [13].
Functional Unit and System Boundary
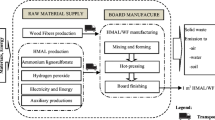
In comparative studies, it is essential that the systems be compared using equivalent functions. In the present study, the functional unit was defined as one square meter of MDF. It is assumed that the thickness of the MDF board is 17 mm and the total weight is 11.6 kg/m2. The inventory of raw materials is expressed relative to this functional unit and it takes into account the extraction of natural resources: polyethylene from crude oil, cardboard from trees grown and processed in New Zealand. In addition, the transportation and processing of the raw materials, the manufacturing of the packages, and the recycling rate after consumption, and the final end of life destination and disposal, are considered—as depicted in Fig. 1.

The system boundary of this study—note there is commonality across the two adhesive manufacturing systems so these are not mutually exclusive
The life cycle stages evaluated in this study ostensibly includes the use stage i.e. it is modelled that the use stage does not require any input of materials. The capital equipment costs and minor materials such as packaging, limestone, surfactants, etc. were also excluded from the life cycle inventory as were the effects of mechanical failures and maintenance.
Life Cycle Inventory
Background Data
The emissions and resource use for electricity production uses the energy panorama detailed in the New Zealand energy data file [14] and corresponding unit processes from EcoInvent [15]. The life cycle inventory for crude oil refining was based on prior studies on the Marsden Point facility, New Zealand [16].
To get comprehensive results transportation was included within the analyzed system’s boundaries. This is because of the long distances over which several of the raw materials need to be transported. The transport distances of both raw materials and waste, in this study, were calculated based on the average distances between each supplier, transportation hub and the manufacturing or waste treatment plants studied. The most significant transport distances are detailed in Table 1.
The data for shipping fuel, bilge oil and from fuel use in the United States and Brazil were collected from the EcoInvent Database [15], and the tailpipe emissions profile from all trucking legs is assumed to correspond to a ‘EURO 3’ vehicle [17].
Forestry Production
The inputs for forestry production have been detailed elsewhere [18, 19] so won’t be repeated here. These data represent average life cycle inventory information for plantation-grown Pinus radiata L. production in New Zealand.
Manufacturing Systems
Several manufacturing systems are modelled in this study, some of which are detailed in Fig. 1. The Kraft pulping operational data was provided courtesy of a current New Zealand operation (Tom Clark personal communication). Kraft pulping was modelled as a chemo-mechanical sulphite Kraft pulping operation. This consists of breaking down the wood into fibers, celluloses and hemi-celluloses using a combination of mechanical attrition and chemical degradation.
The MDF production data corresponds to average figures from a survey of MDF board manufacturers in Australia and New Zealand [20]. For the purposes of this exercise it was assumed that the facility is centrally located in Taupo in the Central North Island of New Zealand. The operations and outputs between plants vary so the data is normalized across the modelled manufacturing systems. The amount of liquefied petroleum gas used is 0.025 l/m2, natural gas 0.085 GJ/m2, electricity 0.017 MWh/m2 and solid waste is 0.08 kg/m2. The average adhesive loading was modelled as 10 % of the gross mass of the fiberboard (1.16 kg/m2) and the amount of wax was estimated as 0.7 % of the MDF fiber contribution (0.08 kg/m2). Direct emissions of particulates, formaldehyde, total VOCs, water vapour; NOx, SOx and carbon monoxide are included.
The petrochemical urea formaldehyde resin and wax manufacture is modelled using data from EcoInvent [15] and it is assumed that the adhesive is produced using co-products from the Marsden Point (a ‘middle distillate’) refinery and transported accordingly. The resources used for the operations of the Marsden Point refinery site are from published data [21]. Various feedstocks from around the world are processed by the Marsden Point site; approximately 45 % is crude oil from the Middle East, 35 % is crude oil from the Far East, 13 % is condensate from the Taranaki gas fields and 8 % are “residues” [22]. The chemical inventory of crude petroleum extraction was calculated using unit processes from EcoInvent that detail emissions from on- and off-shore rig operations [23]. The proportion of on- and off-shore rigs was estimated using West [24]. The annual output of each oil field was used to calculate their relative contribution and the distance between extraction site and Marsden Point was calculated using the online tool www.searates.com [25]. The energy for transmission comes from the New Zealand national grid and the energy demand for overland reticulation is 0.0612 MJ/tkm from DeLuchi [26]. Crude oil from the overseas wells is modelled as being transported by oil tankers using a process from the EcoInvent database [15]. The distances are summarized in Table 1.
The theoretical bioadhesive constituents and places of origin are detailed in Table 2. The bioadhesive formulations are all water-based and involve heating the mixture at 70–90 °C for up to 2 h, similar to petrochemical adhesives. Because no bioadhesive facility exists in New Zealand, for the purposes of this exercise it was modelled that urea formaldehyde resin and the bioadhesive are manufactured in New Zealand’s largest refinery—Marsden Point.
Shown in Table 2 are representative contributions and sourcing point of a bio-based adhesive in the later stages of development at Scion [13]. Corn Protein is modelled as originating as a by-product from corn to poly(lactic acid) processing and accordingly a process from NatureWorks [27] is used and modified to correspond with the likely yield of ‘Corn Protein’ (1.4 × 10−4 % of biomass processed). Caustic soda and acetic acid used processes from EcoInvent [15]. Lignin is modelled as being produced in New Zealand and extracted from a Kraft sulphite pulping operation. Soy protein and tannin were modelled using processes from EcoInvent [15] that correspond to Soy production and processing, roundwood production in Brazil and a generic organic chemical manufacturing process, respectively.
Disposal
The inventories presented in this paper also include the distribution of the MDF products and their final disposal. Furthermore, the final destinations of the residues and the recycling processing practices have been taken into account. The scenario where the MDF product is sent straight to landfill uses a process for landfill disposal of inert construction waste called “Landfill for inert matter (Construction waste)” from EcoInvent [15].
Allocation Procedures
A common problem in LCA studies is the allocation impacts from processes that produce multiple products. In this study forestry production, crude oil refining, polymer production, chemical manufacturing, agricultural production and feedstock processing are multifunctional production systems. A partitioning method based on the mass of the products and co-products is used throughout the calculations except in the refinery which uses an allocation procedure based on energy [1, 28].
Impact Assessment and Interpretation
Impact assessment is a technical, quantitative, and qualitative process to characterize and assess the effects of the environmental burdens identified in the inventory [29]. Impact assessment in LCA consists of the following three steps: characterization, normalization and weighting [30]. Damage-oriented impact assessment methodology has received attention in recent years [31, 32]. This approach provides not only a characterization of impacts, but also the capacity to integrate data into a single score. A single score is desirable because of the multiple and disparate impacts of products and the relative complexity this introduces into decision making. Conflating data using a structured weighting system makes decision making easier.
In the present study the Ecoindicator 99 method was used for the impact assessment step, because it is a damage-oriented and endpoint approach that uses areas of concern (damage categories) to demarcate what causes damage in these areas. Ecoindicator 99 was chosen over other endpoint indicators because the mid point impact categories closely align with those suggested for the Australia and New Zealand green building schemes. The Ecoindicator 99 method considers three damage categories: human health (disability adjusted life years—DALYs), ecosystem quality (potentially disappeared of affected fraction—PDF, on a given area during a given time period) and depletion of resources (surplus energy for future extraction—MJ). The results are integrated to one indicator using standardized weighting for the Asia Pacific region from Gabi4.4 to keep the step transparent. Table 3 shows the three damage categories and the concomitant impact categories modelled in Ecoindicator 99.
Results and Discussion
The result of the comparison between MDF using bio- and petro-chemical adhesives is reported in Fig. 2. The length of the columns corresponds to the magnitude of the impact; likewise a negative value corresponds to an avoided impact. In general the impact trend exhibited by the bioadhesive follows that of the petrochemical one. For most of the impact categories where a substantial environmental impact score is calculated the bioadhesive scores lower (9–39 %) than the petrochemical adhesive (Fig. 2) except for land use where the bioadhesive is calculated to use significantly more land than a petrochemical adhesive. Notably the fossil fuel and climate change metrics are lower for the bioadhesive (by 39 and 9 % respectively). This is because the bioadhesives use less crude oil in their production and there are less transportation emissions associated with their production. Climate change and fossil fuel preservation are key political issues and therefore this is a significant finding.

Bioadhesive and petrochemical adhesive midpoint impact results
Given the fact that the bioadhesives have a significant portion of the constituents from biological feedstocks, one could expect there to be a more significant difference between the overall land use between petrochemical- and bio-based adhesives. However the total contribution of the adhesive to the functional unit is 1.16 kg and of this over 50 % are from manufacturing systems or water (see Table 2). That combined with the relative productivity of New Zealand’s forestry systems and the land pressure exerted by western cultures (which is the reason why there is a high normalization value for land use—see Table 3) means that despite the overall contribution of Land Use being significant moderated data is presented in Fig. 2.
Several impact categories barely register or show significant differences between the adhesives. The negligible impacts due to radiation are understandable because there are no nuclear facilities in New Zealand or Australia (despite Australia holding a sizable portion of the known global uranium deposits). Ecotoxicity on the other hand exhibits a trend showing a slightly increased ecotoxic profile for petrochemical adhesives compared with bioadhesives. Closer inspection revealed the urea formaldehyde resin production as a source of pollution characterized as ecotoxic using the Ecoindicator 99 impact assessment method. The use of different impact assessment methods will result in a variation in the overall impact of the two assessed adhesive value chains. Currently there is no single or ubiquitous impact assessment method and thus adding another level of uncertainty when interpreting LCA results [33] which may pose a risk when incorporating LCA in government policy development. For example the ozone impact category results may be a function of using aggregated database values for the underlying agricultural process; suggesting that further investigation into the production processes, particularly the underlying feedstock data, is necessary before comparative assertions are disclosed to the public.
In order to compare the overall environmental impacts of the two adhesives, each mid-point impact category was integrated into a single score for the damage assessment using the normalization and weighting specified in Table 3. The results for the comparison of the life cycle environmental impacts for the two types of adhesives in the present study are illustrated in Fig. 3.

Life cycle environmental impacts comparison
The depletion of resources is 40 % larger for the petrochemical adhesive than the bioadhesive. On the other hand the impact on ecosystem quality is 59 % more in the bioadhesive than the petrochemical adhesive. This is a function of the constituents of the bioadhesive originating from biological feedstock and the associated ecosystem degradation arising from that, whereas the petrochemical adhesive uses an extracted crude oil feedstock.
Overall the petrochemical adhesive has a higher impact (2.2 Pt) than the bioadhesive (1.7 Pt)—a difference of 22 %. There have not been any other comparisons between petrochemical and bioadhesives to draw comparisons with and this is a constraint when interpreting LCA results. There have been several studies comparing biopolymers with petrochemical materials that have illustrated an improved overall environmental performance when using the novel bio-based materials (e.g. [34–37]), but equally there have been several studies illustrating worse environmental performance of functionally equivalent bio-based materials (e.g. [3–6]).
Given the high-percentage raw materials for both types of adhesives, it can be concluded from this study, that LCA can be useful for making a gross evaluation and comparisons between adhesives. However LCA is still in the early stages of development in New Zealand compared to other OECD regions. To date, there has been no LCA research on adhesives in New Zealand and therefore this study represents a first. The lack of a domestic LCA data/database means that an uncertainty analysis is limited—but necessary step for the correct interpretation of LCA outputs. Whilst the EcoInvent dataset corresponds to a different region, the background data e.g. electricity production, is specific to New Zealand and the modelled manufacturing systems were derived from site visits.
Adopting a ‘cradle to grave’ perspective means that not only direct and indirect inputs to production are included in the calculations, but also the future downstream uses and final disposal of the products is analyzed. In this study, the disposal of both types of MDF product was assumed to be landfill disposal, which is currently the actual disposal situation for low value timber products in Australia [38]. However the recycling rates of high value wood products are relatively high in Australia. If recycling of MDF panels becomes more commonplace then the life cycle environmental impacts would decrease. A key advantage of the bioadhesive MDF product is that toxic formaldehyde substances (which affect the respiratory inorganics impact category) are not present and more recycling options—including composting for food production are available. From an environmental assessment perspective this would avoid the production of fertilizers that could further reduce the calculated overall environmental impact. However, a scheme that composts construction and demolition waste requires a significant amount of infrastructure and associated research and a hitherto absent degree of vertical integration in the supply chain is necessary. Nevertheless a companion assessment that investigates the impact of such end-of-life options coupled with an economic costing warrants further investigation—particularly if more information on the performance of bioadhesives in a composting environment becomes available. A useful application of this information is in emerging green building schemes such as the US-led Leadership in Energy & Environmental Design. In the majority of these schemes indoor air quality performance is assessed alongside environmental performance—potentially amplifying the benefits of using bioadhesives compared to formaldehyde-based adhesives from petrochemical origin.
Another fundamental difficulty contributing to the uncertainty of the results is the validity of the data used. Whilst the data was obtained directly from producers, domestic sources, or international standardized databases, others are from open-source internet sites and, in several cases, assumptions. In addition, in the present study, no consideration has been taken of any potential changes to manufacturing systems or health and safety implications. Furthermore, no social or cost analysis was performed. A comprehensive study would include these factors and reconcile them in a way that supports decision making.
Conclusion
The application of the LCA framework to two types of adhesives has made possible the comparison of their environmental impacts using Ecoindicator 99. The results show clearly that over the entire life cycle the petrochemical adhesive has a 22 % higher environmental impact than the bioadhesive (Fig. 3). Although the underlying data and methodology for this analysis is still nascent in New Zealand and Australia this area is maturing rapidly and it is likely that those methodological issues will be overcome.
The differences calculated in this study may help policy makers and scientists to determine a policy regarding sustainability criteria and ingredient selection for adhesives manufacture as well as product and marketing benefits. If climate change and fossil fuel resource conservation is the primary governmental goal then bioadhesives are an option that warrants further investigation. In general however, this study has shown that using LCA to evaluate raw material usage in adhesive manufacture is possible and useful when making a gross evaluation and comparison. If metrics that pertain to sustainability performance are deemed to be important then the findings in this and similar studies can contribute to the value proposition of bioadhesives.
References
Baumann H, Tillman A-M (2004) The Hitchhikers guide to LCA. An orientation in life cycle assessment methodology and application, 1st edn. Studentlitteratur AB, Lund 543
Rajagopalan N, Bilec MM, Landis AE (2012) Life cycle assessment evaluation of green product labeling systems for residential construction. Int J Life Cycle Assess 17(6):753–763
Sandberg NH, Bratteb H (2012) Analysis of energy and carbon flows in the future Norwegian dwelling stock. Build Res Inf 40(2):123–139
Allacker K (2012) Environmental and economic optimisation of the floor on grade in residential buildings. Int J Life Cycle Assess 17(6):813–827
Zhou X, Ge J, Yan Y (2012) Research of CO2 emission of residential buildings in Zhejiang province based on life cycle assessment. Adv Mater Res 461:255–258
Fesanghary M, Asadi S, Geem ZW (2012) Design of low-emission and energy-efficient residential buildings using a multi-objective optimization algorithm. Build Environ 49(1):245–250
Schmidt A (2012) Analysis of five approaches to environmental assessment of building components in a whole building context. Report commissioned by Eurima. FORCE Technology, Applied Environmental Assessment
Zuo J, Zhao ZY (2014) Green building research-current status and future agenda: a review. Renew Sustain Energy Rev 30:271–281
Costenoble OM (2011) Knowledge based bio-based products’ pre-standardization. COOPERATION WORK PROGRAMME: food, agriculture and fisheries, and biotechnologies topic KBBE.2012.3.3-02: support to standardisation for bio-based products Collaborative Project
ISO14040:2006 (2006) Environmental management—life cycle assessment—goal and scope definition and inventory analysis 2006, International Organization for Standardization, Geneva, Switzerland
Van Langenberg K, Grigsby W, Ryan G (2010) Green adhesives: options for the Australian industry—summary of recent research into green adhesives from renewable materials and identification of those that are closest to commercial uptake. Project No. PNB158-0910. FWPA
Pizzi A (2006) Recent developments in eco-efficient bio-based adhesives for wood bonding: opportunities and issues. J Adhes Sci Technol 20(8):829–846
Grigsby WJ (2013) New Zealand Patent Application No. 619348. December 2013
Ministry of Economic Development (2009) New Zealand Energy data file
Frischknecht R et al (2005) The ecoinvent database: overview and methodological framework. Int J Life Cycle Assess 10(1):3–9
McDevitt JE, Seadon J (2011) Life cycle assessment data sets greenhouse gas footprinting project: diesel. A report for the Ministry of Agriculture and Forestry and Zespri International
Ministry of Transport (2010) The New Zealand vehicle fleet: annual fleet statistics, 2009. A statistical report. Ministry of Transport, Te manatu waka Wellington, New Zealand
Sandilands J, Nebel B (2009) Guidelines for greenhouse gas footprinting for engineered wood products. Scion Internal report, p 60
Sandilands J et al (2008) Greenhouse gas emissions of the Forestry Sector in New Zealand. A report to the Ministry of Agriculture and Forestry
Grant T (2005) Life cycle inventory of Laminex products
New Zealand Refining Company (2010) 2010 Annual report
Ministry of Economic Development (2001) Petrol and diesel: delivering quality, a resource document
Jungbluth N (2007) Erdöl. In: Sachbilanzen von Energiesystemen: Grundlagen für den ökologischen Vergleich von Energiesystemen und den Einbezug von Energiesystemen in Ökobilanzen für die Schweiz (Ed. Dones R.). ecoinvent report No. 6-IV, Swiss Centre for Life Cycle Inventories, Duebendorf, CH
West J (1993) International petroleum encyclopedia. Oklahoma, USA
Searates (2011) SeaRates: sea freight exchange. Port to port calculator. http://www.searates.com/reference/portdistance/
DeLuchi MA (1991) Emissions of greenhouse gases from the use of transportation fuels and electricity, final report. Center for Transportation Research, Argonne National Laboratory
Vink ETH et al (2007) The eco-profiles for current and near-future NatureWorks® polylactide (PLA) production
Carre A (2011) A comparative life cycle assessment of alternative constructions of a typical Australian house design. FWPA
Consoli F, Allen D, Boustead I (1992) Guidelines for life-cycle assessment: a “Code of Practice”: 1st ed. From the Society for Environmental Toxicology and Chemistry (SETAC) Workshop held at Sesimbra, Portugal 31 March–3 April 1993 Society of Environmental Toxicology and Chemistry (SETAC)
ISO14044:2006 (2006) Environmental management—life cycle assessment—requirements and guidelines
Goedkoop M et al (2009) ReCiPe 2008 a life cycle impact assessment method which comprises harmonised category indicators at the midpoint and the endpoint level; First edition Report I: characterisation. http://www.lcia-recipe.net
Goedkoop M, Spriensma R (2001) The Eco-Indicator 99: a damage oriented method for life cycle impact assessment: methodology report. Publikatiereeks produktenbeleid; nr. 36A; Ministerie van Volkshiusvesting, Ruimtelijke Ordening en Milieubeheer: Den Haag
Cavalett O, Chagas MF, Seabra JEA, Bonomi A (2013) Comparative LCA of ethanol versus gasoline in Brazil using different LCIA methods. Int J Life Cycle Assess 18:647–658
Hakala S et al (1997) Life-cycle assessment, comparison of biopolymer and traditional diaper systems. In VTT Tiedotteita—Valtion Teknillinen Tutkimuskeskus, p 91. http://www.vtt.fi/inf/pdf/tiedotteet/1997/T1876.pdf
PE Americas (2009) Comparative life cycle assessment Ingeo™ biopolymer, PET, and PP drinking cups: final report. For Starbucks Coffee Company Seattle, WA & NatureWorks LLC
Brittingham D, Larson N (2008) Substitution of polylactic acid (PLA) in place of polyvinylchloride (PVC) in transparent signage for retail use. In Technical Papers, Regional Technical Conference—Society of Plastics Engineers. Milwaukee, WI
Kim S, Dale BE (2005) Life cycle assessment study of biopolymers (polyhydroxyalkanoates) derived from no-tilled corn. Int J Life Cycle Assess 10(3):200–210
WCS Market Intelligence and Waste Management and Environment Media (2008) The Blue Book – Australian Waste Industry, 2007/08 Industry and Market Report
Acknowledgments
The authors would like to thank Tom Clark (CHH Kinleith) and Catharina Hohenthal (VTT), and the anonymous reviewers for their helpful comments. This work was funded by the International Investments Opportunities Fund administered by the Foundation for Research, Science and Technology, now Ministry of Business, Innovation, and Employment. Financial contribution was also from the MBIE contract CO4X1206, “Bioadhesives”.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
McDevitt, J.E., Grigsby, W.J. Life Cycle Assessment of Bio- and Petro-Chemical Adhesives Used in Fiberboard Production. J Polym Environ 22, 537–544 (2014). https://doi.org/10.1007/s10924-014-0677-4
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-014-0677-4