
Abstract
In this work, high-alcoholysis polyvinyl alcohol (PVA) films were fabricated by melt processing and the plasticizing effect of compound polyol plasticizers on PVA were investigated with X-ray diffraction (XRD), differential scanning calorimetry (DSC), rheological measurements, mechanical tests etc. Hydrogen bonding interactions occurred between PVA and plasticizer. With the increase of plasticizer, the flowability of PVA was improved and reached the maximum value at the plasticizer of 20%. Glass transition temperature (T g) and melting point (T m) decreased with the increase of plasticizer content. For the heterogeneous nucleation effect of plasticizer, new polymorph of PVA formed. The viscosity was sensitive to the shear rates. The incorporation of plasticizers into PVA resulted in the increase of elongation at break and impact strength, as well as the decrease of tensile strength.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The films from polyvinyl alcohol (PVA) with high alcoholysis degree are attracting more and more attentions now for their high transparency, barrier properties as well as their healthy and environment friendly character [1–3]. PVA possesses better flexibility, transparency, toughness and lower cost than other polymeric film with barrier properties [4, 5]. When discarded, PVA could be degraded in natural environment without aggravating white pollution. Therefore, they have been developed as barrier films for food packaging applications [6–8]. However, strong inter- and intra-molecular hydrogen bonding exits between polar hydroxyl groups on the backbone of PVA, leading to the poor flowability of the resulting materials [9]. PVA possesses a high structural regularity and crystallinity, resulting in a high melting point which is near or higher than its decomposing temperature [10–12]. Therefore, the melt processing of PVA with a high-alcoholysis degree is difficult [13]. Presently, the main method for preparing high-alcoholysis PVA films is solution casting, which results in high cost, complex technology and an unstable product quality [14]. Therefore, the research on the melt processing of PVA with high-alcoholysis degree is of great significance and attracting more and more attentions now.
The modification of high-alcoholysis PVA is needed to improve its flowability and lower the melting point. The methods mainly consist of: (1) By blending with other polymers [15]. (2) Copolymerization modification [16, 17]. (3) Post-reaction. Structural units were incorporated to lower the structural regularity and enhance the thermal stability. (4) Adding plasticizers with small molecular weight [10, 11, 18–20]. Until now, adding plasticizers with small molecular weight is the most effective method to modify PVA with a simple and cheap technology and stable product quality. Jang et al. [11] reported the effect of glycerol on the melting point, crystallization rate, transparency, thermal and mechanical properties of PVA films. Salzburg et al. [12] obtained colorless, transparent and ductile polyvinyl alcohol films by drying a mixture of PVA and mono-and/or dianhydrohexitols in a vacuum oven at 100 °C followed by extrusion using a single-screw extruder. Mohsin et al. [21] studied the thermal and mechanical properties of films based on blends of poly (vinyl alcohol) (PVA) with different weight percent of sorbitol.
The selection of a plasticizer for a specified system is normally based on the compatibility and permanence of the plasticizer in the polymer matrix, the amount necessary for plasticization, and the desired physical properties of the films [22]. Polyol possesses similar groups with PVA, which could form hydrogen bonding with –OH of PVA, decrease the original inter- and intra-molecular hydrogen bonding between PVA and destroy the structural regularity effectively. Therefore, polyol is the most common used plasticizers for PVA. A plasticizer with a low molecular weight easily enter PVA molecular chains and migrate and vice versa. Therefore use of a mixture of plasticizers of different molecular weights is effective for the kinetics of plasticization since the entrance of a plasticizer to PVA chains helps a plasticizer of higher molecular to enter and the later does not easily migrate. In this work, we studied the effect of compound polyol plasticizers on the structure and properties of PVA. We aim to make clear the plasticizing effect of polyols on PVA and pave a cheap and convenient way for melt processing PVA materials.
Experimental Section
Materials
PVA (117) was purchased from Kuraray Co. Ltd. (Japan). Other chemical were obtained from Sinopharm Chemical Reagent Co., Ltd.
Melt Processing of PVA and Polyols
The compound polyol plasticizers were prepared by mixing sorbitol and pentaerythritol with a ratio of 1:1 in our lab. PVA and the compound polyol plasticizers of different amount were mixed in a high-speed mixer (Beijing Huaxinke plastic machinery Co., Ltd, China) at room temperature. The resulted mixtures were charged into a HAAKE torque rheometer (TA Instruments, USA) and further mixed at 210 °C for 10 min with a stirrer speed of 20 rpm. The mixtures were compression molded on plate vulcanizing machine (XLB-400, Huaqing Industry Group, Qingdao, China) to obtain the plasticized PVA films. The molding temperature, pressure and time were 220 °C, 5 ton and 5 min, respectively.
Characterization
The plasticizing curves were obtained from HAAKE torque rheometer to evaluate the plasticizing effect of polyols on PVA.
X-Ray diffraction (XRD) patterns of the samples were recorded on a XRD instrument (XRD-6000, SHIMADZU Co., Japan) with Cu K α radiation (λ = 0.154 nm) at 40 kV and 30 mA. X-Ray diffraction data were collected from 2θ = 5°–45° at a scanning rate of 4°/min.
The crystallization and melting behaviors were analyzed on a differential scanning calorimetry analyzer (DSC Q100, TA Instruments, USA) under N2 atmosphere. Samples of 3–5 g were maintained at 240 °C for 3 min to eliminate thermal history. Then the samples were quenched to 0 °C with a cooling rate of 20 °C/min to obtain the crystallization curves and then heated to 240 °C with a heating rate of 20 °C/min to obtain the melting curves.
The rheological measurements were conducted on a HAAKE HR parallel-plate rheometer equipped with a parallel plate geometry using 20 mm diameter plates. All measurements were performed in the dynamic mode with a gap of 1.0 mm. Samples were placed in the rheometer, heated to 220 °C and allowed to equilibrate for 2 min. The parallel plates were then moved to a gap of 1.0 mm and the excess polymer was trimmed. Samples were measured under a nitrogen blanket to prevent degradation. Strain sweeps were performed prior to frequency sweeps to establish the linear region. A frequency range of 10−1–100 s−1 was investigated using a variable strain method. This method entailed using the maximum strain within the linear region.
The mechanical properties of PVA films were analyzed using a testing machine (SANS, MTS SYSTEMS CHINA CO., LTD) working in tensile mode according to the ASTM D638 standard. Dumbbellshaped specimens were used. Mechanical tensile data were averaged over at least five specimens. The impact test was performed on an Izod testing machine (chengde experiment machine Co., LTD) (according to the ASTM D256 standard. Before the test a notch was made on the example and a hammer was used to break up the specimen.
Results and Discussion
Plastication of PVA
For the strong inter- and intra-molecular interactions, PVA has a poor flowability, leading to difficulty of melt processing. Adding plasticizers could weaken the molecular interactions and improve the flowability. The plastication could be characterized with equilibrium torque and plasticizing time. In addition, the equilibrium torque could used to evaluate the melt viscosity of plasticized PVA. In order to clarify this phenomenon more clearly, the diminished magnitude of equilibrium torque is divided by the concentration of compound polyol plasticizers. Therefore, the plasticizing efficiency could be calculated by
where T n and T 5 represent the equilibrium torque of systems with n% and 5% compound plasticizers.
Figure 1 shows the plasticizing curves of PVA with different amount of plasticizer. All the torque curves showed a similar shape, i.e., undergoing a maximum and leveling off to a nearly constant value. The incorporated polyol plasticizers could decrease the viscosity of PVA by external lubricant. Therefore, the peak on the plasticizing curves decreased with the increase of plasticizer. Afterwards, plasticizers penetrated into amorphous domains in PVA and acted as internal lubricant, leading to the decrease of equilibrium torque. Three important parameters, the plasticizing time (the mixing time by which the torque leveled off), equilibrium torque (the nearly constant torque value after the maximum) and plasticizing efficiency of plasticizer (Q 1) as a function of plasticizer content are displayed in Fig. 2. Both the plasticizing time and equilibrium torque decreased with the increase of plasticizers. Polyol could form new hydrogen bonding with PVA and weaken the original hydrogen bonding in PVA, leading to the improved flowability. Therefore, with the increase of plasticizer, the plasticizing time and the equilibrium torque decreased. With the increase of polyol plasticizer, the equilibrium torque decreased from 21.5 Nm of PVA with 5% plasticizer to 5.8 Nm of sample with 30% plasticizer. The plasticizing time also decreased, indicating that the increase of polyol plasticizer advanced the plasticizing velocity by decreasing the melt viscosity. The plasticizing efficiency slightly increased with the increase of plasticizer and then decreased, with the maximum value obtained at 20% plasticizer, suggesting that 20% plasticizer could exhibit the best plasticizing effect. Plasticizers distributed in the amorphous domains in PVA homogeneously. When small amount of plasticizer was incorporated, the polyol molecules could decrease the original hydrogen bonding in PVA. With further increase of plasticizer, the interactions between plasticizers would increase, and the torque decreased unproportionate to the plasticizer content. Therefore, the further increase of plasticizer content could not enhance Q 1 in this state.

Plasticizing curves for polyols plasticized PVA. The plasticizer content is indicated in the figure

Equilibrium torque, plasticizing time and plasticizing efficiency of PVA with different amount of plasticizer
XRD Characterization
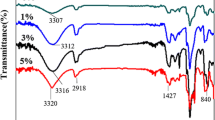
The XRD patterns for PVA films with different amount of plasticizer are shown in Fig. 3. Pure PVA exhibited two diffraction peaks at 20.17° and 22.96°, which were attributed to the 101 and 200 crystal plane. When modified with polyols, the peak at 20.17° split into two peaks at 19.20° and 19.80°, and the intensity of the spited peaks decreased with the increase of plasticizer, indicating the increase of amorphous domains. New diffraction peaks appeared at 18°, 23.34°, suggesting that new polymorph occurred. This also proved the heterogeneous nucleation effect of polyol plasticizer. With the increase of plasticizer, the intensity of the diffraction peaks were weakened and the half-height width of 201 crystal plane reduced, indicating that the distribution of the crystalline grains were homogeneous and the amount of grains with the same polymorph increased, which was beneficial to the reinforcement of flexible polymers.

XRD patterns for polyol plasticized PVA
Crystallization and Melting Behaviors
Plasticizers could also penetrate into PVA macromolecules and destroy the structural regularity, resulting in the decrease of crystallization and the melting point of PVA. Therefore, the crystallization and melting behaviors could characterize the plasticizing effect of PVA. The change rate of melting point was defined as
where T mn and T m0 were the melting points of PVA with and without plasticizer. C n was the mass parts of plasticizer. Q 2 indicates the decreased melting point for per part of plasticizer. The plasticizer would be more effective with a larger Q 2.
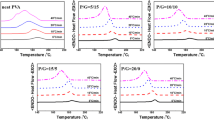
The DSC curves during the cooling process and second heating process are shown in Fig. 4. The melting temperature (T m), glass transition temperature (T g), peak temperature of crystallization (T p), melting enthalpy (ΔH m), crystallinity (X c), half peak width of the crystallization (ΔT 1), and the change rate of melting point (Q 2), are displayed in Table 1.

DSC curves during the cooling process a and the second heating process b for modified PVA with high alcoholysis degree
With the increase of plasticizer, T m decreased slightly, suggesting that the incorporation of polyols weakened the original inter- and intra-hydrogen bonding, resulting in the easement of molecular motions. However, with more than 20% plasticizer, T m increased, which was resulted by phase separation. The variation of T g was similar to melting point. T g of PVA with polyol plasticizer was lower than that of unmodified samples.
T p decreased with the increase of plasticizer. During the process of crystallization, the plasticizer would migrate out of the PVA crystal plates. Therefore, PVA/plasticizer systems possessed a decreased regularity, leading to the reduced crystallinity and slow crystalline process.
The crystallinity of modified PVA was lower than that of unmodified samples. The minimum value was obtained at 20% plasticizer content. In our systems, the plasticizers used were compound plasticizers. Small molecule polyol with low glass transition temperature lay outside the crystal layers of PVA; while polyol with high glass transition temperature lay inside the crystal layers. Therefore, the synergistic effect of the two polyol would decrease the interactions in PVA, and the structural regularity and crystallinity decreased accordingly. And the reduced half-height width suggested that the distribution of crystals was more homogeneous.
The change rate of melting point Q 2 first increased with the increase of plasticizer content and a maximum value of 75.35 °C/g was observed with the plasticizer content of 20%. With further increased plasticizer content, Q 2 decreased, which may be ascribed to the phase separation resulted by excessive plasticizer. As a small molecule, polyols could penetrate into PVA molecules and enhance the intermolecular instance. Also, excessive plasticizer would leach out for the critical temperature of phase separation decreased, leading to the decreased plasticizing efficiency.
Rheologic Tests
The effect of frequency on the shear viscosity of PVA with different amount of polyol plasticizer at 220 °C is shown in Fig. 5. The shear viscosity decreased sharply at small shear rates, indicating thixotropic properties of the system. With the frequency above 5 s−1, the viscosity decreased slowly. At low shear rates, the viscosity was dominated by the relaxation behavior of the PVA macromolecules. The long chain molecules can form entanglements and strong hydrogen bond between nearby long chain molecules. The entanglements and hydrogen bond acting as physical crosslinking, significantly increased the flowing resistance, leading to low shear viscosities. However, at high shear rates, there was not enough time to reconstruct the network, leading to the decrease of apparent viscosity. With further increase of shear rate, the orientation of macromolecules reached equilibrium, and the shear viscosity became a constant. With the increase of plasticizer, the shear viscosity at equilibrium decreased, indicating the improved flowability, which was in accordance with the conclusions with torque rheometer tests. The incorporation of plasticizers into PVA matrix would enhance the free volume and weaken the original interactions of PVA.

Effect of frequency on the shear viscosity of PVA with different amount of polyol plasticizer
Figure 6 shows the dependence of storage modulus and loss modulus on frequency at 220 °C. Both the storage and loss modulus increased quickly with the increase of frequency,and then a plateau appeared. There was a saturated value for the energy which could be absorbed and released by materials without the destruction of the material structure. The modulus at equilibrium decreased with the increase of plasticizer. The destruction of original hydrogen bonding network would decrease the elasticity and the shear viscosity of materials. Therefore, with the increase of plasticizer, both storage modulus and loss modulus decreased. The motion and recovery ability of PVA molecules was low at little plasticizer content.

Dependence of storage modulus a and loss modulus b on frequency for PVA with different content of plasticizer
The tan α curves as a function of frequency is shown in Fig. 7 for PVA with different amount of plasticizer. Tan α decreased first at low frequency, and then increased and reached a plateau. The tan α values for all the samples were less than 1, indicating that the materials exhibited solid-like behaviors. In PVA/plasticizer systems, hydrogen bonding occurred between PVA macromolecules, between PVA and plasticizer, as well as between plasticizer molecules. At low frequency, the hydrogen bonding interaction between PVA molecules was dominant. Also at this state, the forming was more quickly than the destruction of hydrogen bonding. Therefore, the hydrogen bonding played an elastic role, for G’ increased quickly at low frequency. Tan α then increased for the interactions between plasticizers were predominant at higher frequency.

Dependence of tan α on frequency for PVA/plasticizer systems
Mechanical Performance
The typical stress–strain curves are displayed in Fig. 8 and the mechanical properties of plasticized PVA with different polyol content are shown in Fig. 9. Samples with 5% plasticizer were too brittle to prepare bars for mechanical tests. With low polyol plasticizers, PVA behave as fragile materials. With the increase of plasticizer, PVA became flexible, and exhibited yielding with plasticizer above 15%. With the increase of plasticizer content, the tensile strength decreased, while the elongation at break enhanced. Also the area under the stress–strain curves which indicated the toughness of materials increased dramatically, suggesting that the flexibility of PVA was highly improved with the addition of polyol plasticizers. PVA with high alcoholysis degree possessed a high crystallinity, leading to the brittle and non-thermoplastic character. Pure PVA is partially crystalline and consists of crystalline layers or lamellas of folded chains joined together by tie molecules, which form amorphous regions between the lamellas [23]. The interactions between plasticizer and the matrix lead to an increasing degree of amorphous regions among PVA macromolecules, leading to the decreased crystallinity. With the increase of plasticizer, the PVA materials exhibited flexible character compared to the brittle unplasticized PVA. According to free volume theory, the incorporation of plasticizers would increase the free volume of PVA. The motion of PVA molecules would be ease and the flexibility of PVA would be improved.

Typical stress-strain curves of polyols plasticized PVA

Effect of plasticizer content on the mechanical properties of PVA/polyol systems
The impact test is used to exert impact power to the specimen and to break the material by the impact of the external force. It can determine the energy absorbed by the broken specimen, and show the impact value of a material. So, either a brittle or ductile material can be compared by impact strength. With the increase of plasticizer in the sample, the impact strength increased, indicating that the flexibility was improved. According to XRD characterization, the distribution of the crystalline grains was more homogeneous, which was beneficial to the flexibility.
Conclusions
A series of polyvinyl alcohol plasticized with polyols were prepared by melt processing. With the increase of polyol plasticizer, equilibrium torque and plasticizing time decreased with the increase of plasticizers. The plasticizing efficiency slightly increased with the increase of plasticizer and then decreased, with the maximum value obtained at 20% plasticizer. New polymorph occurred in PVA after the incorporation of polyol plasticizer. The glass transition temperature and melting point decreased with the increase of plasticizer. The crystallinity of plasticized PVA was lower than pristine samples. The minimum value was obtained at 20% plasticizer content. The half-height width reduced, suggested that the distribution of crystalline grains was more homogeneous. The rheologic tests showed that PVA was thixotropic with the elasticity higher than viscosity. Polyol plasticizers improved the flexibility of PVA. The tensile strength decreased while elongation at break and impact strength increased with the increase of plasticizer. Excellent PVA films could be fabricated by adopting the polyol plasticizers.
References
Finch CA (1992) Polyvinyl alcohol–development, Chaps. 1–3 and 12–18
Nakano N, Yamane S, Toyosima K (1989) Poval (polyvinyl-alcohol), Chap. 3. Japan Polymer Society, Kyoto, Japan, p 19
Lee WJ, Youn YN, Yun YH, Yoon SD (2007) J Polym Environ 15:35–42
Julinová M, Dvořáčková M, Kupec J, Hubáčková J, Kopčilová M, Hoffmann J, Alexy P, Nahálková A, Vašková I (2008) J Polym Environ 16:241–249
DeMerlis CC, Schoneker DR (2003) Food Chem Toxicol 41:319
Jayasekara R, Harding I, Bowater I, Christie GBY, Lonergan GT (2003) J Polym Environ 11:49–56
Chiellini E, Corti A, Solaro R (1999) Polym Degrad Stab 64:305–312
Jecu L, Gheorghe A, Rosu A, Raut I, Grosu E, Ghiurea M (2010) J Polym Environ 18:284–290
Kuang T, Du Z (1991) China patent ZL 86104040
Fujio M, Kenichi Y, Hiroshi K (1962) Japan patent 37009768
Jang J, Lee DK (2003) Polymer 44:8139–8146
Salzburg H, Reinking K, Kleiner F (1985) U.S.P. 4, 529, 666
Chen N, Li L, Wang Q (2007) Plast Rubber Compos 36:283–290
Xiang AM, Liu WC, Zhao QH, Kang ZY (2003) China Plastics 02:17–20
Nishino T, Kani S, Gotoh K, Nakamae K (2002) Polymer 43:2869
Ohhashi S, Yasumura K, Hayashi A, Fukushima M (1975) Japan patent 50035426
Haralabakopoulos AA, Tsiourvas D, Paleos CM (1996) J Appl Polym Sci 62:1597
Hiroshi N, Nobuo D, Takeaki M (1998) Polymer 36:3045
Piao D, Toshio K (1982) Sen’i Gakkaishi 38:43
Cheng LH, Karim AA, Seow CC (2006) J Food Sci E: Food Eng Phys Prop 71:62–67
Mohsin M, Hossin A, Haik Y (2011) Mater Sci Eng A 528:925–930
Paranhos CM, Soares BG, Oliveira RN, Pessan LA, Freitas DS, Windmoller D, Machado JC (2007) J Appl Polym Sci 105:899–902
Minus ML, Chae HG, Kumar S (2006) Polymer 47:3705–3710
Acknowledgments
This work was supported by the Scientific and Technological Development Project of Beijing Municipal Commission of Education (KZ201010011011).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Wu, W., Tian, H. & Xiang, A. Influence of Polyol Plasticizers on the Properties of Polyvinyl Alcohol Films Fabricated by Melt Processing. J Polym Environ 20, 63–69 (2012). https://doi.org/10.1007/s10924-011-0364-7
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-011-0364-7