
Abstract
Improving biodegradability of PVA/starch blends is a reality already documented by a number of works. Admittedly, mechanical properties of products (for example, tensile strength) are somewhat worse, but suitable composition optimizing or chemical modifying of starch may eliminate the problem to a large degree. This work is an attempt to find another potential effect influencing biodegradability, that of technological procedure for producing films from these blends on an extruder. The procedure with a so-called pre-extrusion step (two-stage) and dry-blend (single-stage) produced blends of slightest differences in achieved biodegradability (virtually within limits of experimental error) in aerobic (76 vs. 79%) as well as anaerobic breakdown (48 vs. 52%). Conversely, morphological analysis exhibited superior homogeneity of films prepared by the two-stage process; their tensile strength was also higher.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Starch is a renewable and biologically fully degradable polymer. Its biodegradation rate is determined by a number of its properties (particle size, processing temperature, moisture content), also by its content of pro-oxidants, photoaccelerators or free-radical initiators. However, starch is no ideal filler. It does not possess sufficiently good physico-chemical and processing properties; its blends are mostly brittle. Reasons for its employment are as follows: this cheap filler of high purity is available with ease from a number of crops (naturally renewable material) and its treatment before actual application in plastic is possible.
In a number of studies, polymer blends were prepared on the basis of PVA containing different kinds of natural starch (corn, wheat, rice, potato and others) [1–9]. For example, El-Mohdy [1] modified blends of PVA (wheat starch or thermoplastic starch) by electron beams irradiation, and described their mechanical properties and biodegradation. Study of mechanical properties revealed a significant influence of amylose content on properties of resultant films. It was also proved that presence of amylopectin increases water solubility of blends. In most cases, however, mechanical properties of blends on the bases of PVA become worse with added starch.
For this reason, a whole series of studies were published on chemically modifying starch [10–14]. In general, chemical modification of starch can apply, for example, esterification or oxidation; but methods employed most are etherification and methylation. Chemical modification of starch in most cases admittedly leads to markedly improving physico-chemical properties of blends, but presents higher manufacturing costs. Nevertheless, authors of quite a number of studies fail to follow influence of technological processing as well as chemical modification of starch on biodegradability of resultant mixed film.
It follows that a whole number of polymeric blends based on PVA and starches (natural or chemically modified) are known, but research into biodegradability of PVA combined with starch bearing trade name WAXY [15] from genetically modified plants has not been undertaken yet. It is essential that the starch contains a low percentage of linear chains (amylose content below 1%), which has a strong bearing on technological processing of PVA/starch blends. WAXY starch of low linear chain content is thermally more stable and better plasticizable; easier incorporation into PVA blends is thus achieved. Lawton described in his work [16] the influence of particular starch types on mechanical properties of mixed films based on PVA (98% hydrolysis), studied films were prepared by merely casting aqueous solutions; however, the author did not study biodegradability of these mixed films.
The objective of this study was to assess the influence of technological procedure when incorporating WAXY starch into PVA, chiefly on biodegradability of resultant polymeric blends in an aerobic and anaerobic aqueous environment.
Experimental
Materials and Chemicals
Materials used for tests were currently available commercial products: MOWIOL 5–88 (PVA), viscosity 5.5 ± 0.5 mPa s, hydrolysis degree––8 mol%, produced by Kuraray, Germany; WAXY starch (W)––corn starch of amylose content <1%, produced by Cerestar, Benelux; GLYCEROL (G)––delivered by H.C.I. Slovakia; STEARIN III––mixture of stearic and palmitic acid, specified for pharmaceutical purposes, produced by SETUZA, Ústí nad Labem, Czech Republic; SUPERNATANT 22 S––precipitated silicon dioxide for pharmaceutical purposes, produced by DEGUSSA, Germany.
All other employed chemicals used were of analytical purity, produced or delivered by the Lachema Co, Brno, Czech Republic.
Preparation of Films
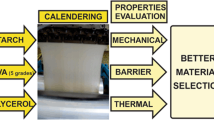
The preparation of films is described in Fig. 1. Additives added to PVA/G blend: mixture of palmitic and stearic acid––Stearin III, 0.3% per PVA; silicon dioxide, Sipernat 22 S, 0.25% per PVA. Additives added to W/G blend: Stearin III, 1% per starch; water, 10% per glycerol.

Scheme of films preparations under laboratory conditions on a twin-screw extruder (φ = 16 mm, L/D = 40)
Method A: PVA/WAXY Blend with Pre-Extrusion Step (PVA/W-ES)
Plasticizing PVA with glycerol: Weighed ingredients of blend were mixed together and blended. The blend was placed in a heated hot-air drier for 25 min at 130 °C. Blends were prepared under laboratory conditions on a twin-screw extruder (φ = 16 mm, L/D = 40). Individual polymers containing glycerol were pelletized under conditions as follows: temperature profile in extrusion of W/G (from feed hopper to extrusion head) was 100/140/150/160/170/180/160/140/140/140 °C and screw speed was 200 rpm, in extrusion of PVA/G it was 160/170/180/189/190/190/190/190/180/180 °C and screw speed was 220 rpm. Pelletized blends PVA/G and W/G were mechanically blended in the desired concentration ratio and processed under conditions as follows: temperature profile 150/160/170/170/180/180/180/175/175/175 °C and screw speed 220 rpm. During the process, a vacuum venting zone placed in segment 34D was employed to remove abundant humidity.
Method B: PVA/WAXY Blend from Dryblend (PVA/W-DB)
WAXY starch was mechanically mixed with glycerol in a laboratory mixer. Into the glycerol/starch blend thus prepared a pre-plasticized blend of PVA with glycerol was added and all was mechanically mixed. The PVA/W-DB pellets were prepared on a twin-screw extruder under laboratory conditions as follows: temperature profile: 150/160/170/180/180/180/175/175/175 °C and screw speed 220 rpm (Table 1).
Mechanical Properties of PVA/W Blends
Mechanical properties––tensile strength and elongation at break were measured on Metrotest 5 kN device, in accordance with standard STN ISO 527 [17] at cross head speed 1 mm/min in strain range 0–3%, and at 50 mm/min in strain range >3%, at laboratory temperature. Test specimens were prepared from extruded strands and tested two days after extrusion. Strand dimensions were: length 100 mm and diameter 2 mm. Five test specimens were measured from each sample. Maximal tensile strength and elongation at break were read from the stress/strain curve.
Morphological Analysis
Specimens for scanning electron microscopy (SEM) were prepared by fracturing after cooling to temperature of liquid nitrogen. The fracture surface of sample of specimens was observed using the Tesla BS-300 electron microscope with digitalizing unit Tescan. Operating voltage was 20 kV. Pictures were made using software WinTip 3.1
Equipment and Apparatus
Equipment employed for tests and analyses, among others, was as follows: mechanical properties––tensile strength and elongation at break were measured on Metrotest 5 kN device; SEM pictures were taken by means of Tesla BS-300 electron microscope with digitalizing unit Tescan and operating under software WinTip 3.1; biodegradability of tested films was investigated in an aerobic environment by means of microrespirometer MicroOxymax O2/CO2/CH4 (Columbus Instruments Corp, USA); biodegradability in anaerobic environment was assessed through produced CH4 and CO2 determined in gaseous phase with modified “bottle” laboratory apparatus by means of GC (HP 7890, Agilent Technologies) in packed column PORAPAK QS with TCD [18]; organically bound carbon in solid samples was determined by means of analyzer TOC 5000A––solid sample (Shimadzu Corp, Austria).
Aerobic Biodegradability Test [19, 20]
Biodegradability of tested granulated materials (Table 1) was investigated in an aqueous aerobic environment in the presence of a mixed microbial culture–activated sludge from the municipal wastewater treatment plant, by means of microrespirometer MicroOxymax O2/CO2/CH4 (Columbus Instruments Corp, USA) on the one hand, and of the Zahn-Wellens test on the other.
Initial dry matter concentration of activated sludge was 500 mg/L, that of substrate was 200 mg/L. Substrate in the form of pellets was always dosed directly into reaction suspension. Preparing the activated sludge suspension and all diluting made used of a mineral medium [20, 21].
Level of pH was kept during the test within a 7.0 ± 0.5 interval. Samples of the suspension for determining pH and dry matter of biomass were always withdrawn at start and end of test. Endogenous respiration was investigated at the same time.
The basic biodegradability criterion was ratio of actually produced CO2 arising during microbial breakdown to the theoretical quantity given by balance of carbon present in sample, expressed as \(D_{\text CO_2}\) (%) according to Eq. 1:
where nCO2sample is quantity of CO2 produced during breakdown of substrate (mmol), nCO2blank is quantity of CO2 produced during endogenous respiration of microorganisms (mmol), and ThCO2 is theoretical production of CO2 coming under total substrate breakdown (mmol) as determined through balance of organically bound carbon in mixed film.
A complementary criterion was determining percentage of removed PVA [20]. Biodegradation of sole PVA contained in mixed films was also under observation employing the Zahn-Wellens test [20]. At determined intervals, a sample of activated sludge suspension was withdrawn; residual WAXY starch and activated sludge were removed and PVA concentration was then determined through spectrophotometry [22].
Anaerobic Biodegradability Test [23]
Biodegradability of tested granulates (Table 1) in an aqueous anaerobic environment was studied in the presence of a mixed microbial culture supplied in the form of partly digested sludge from anaerobic stabilization of residual activated sludge from the municipal wastewater treatment plant.
Preparation of solutions and all components utilized a mineral medium [5, 23].Tested samples were dosed into test bottles of 250-mL volume so that each bottle contained ~20 mg carbon in 100 mL liquid phase. Starting concentration of “anaerobic” sludge dry matter was 3 g/L. Filled bottles were bubbled through with nitrogen for ~5 min, then sealed gastight and immersed in water bath tempered to 35 ± 1 °C. Contents of bottle were continuously stirred during test. Anaerobic biodegradability was surveyed through produced CO2 and CH4. Both produced gases were subjected to final analysis employing gas chromatography (GC-HP 7890) with TCD [18]. Analysis of actual samples mostly used 0.2-mL quantities of gas phase withdrawn at determined time intervals. Percentage of biologically removed substrate––D C (%) was evaluated through produced CO2 and CH4––Eq. 2:
where (CO2)sample is quantity of CO2 produced during breakdown of substrate (mmol), (CO2)blank is average quantity of CO2 released in bottle during endogenous respiration of microorganisms (mmol), (CH4)sample is quantity of CH4 produced during breakdown of substrate (mmol), (CH4)blank is average quantity of methane released in bottle during endogenous respiration of microorganisms (mmol), TCtheor is quantity of total (theoretical) carbon in dry matter of tested sample (g/g) and M C is atomic mass of carbon (g/mol).
Individual courses of aerobic and anaerobic biodegradation were processed applying program STATISTICA Cz 6.1. Measured dependencies \(D_{\text CO_2}\) = f(t) and D C = f(t) were described by a regression equation for first-order substrate kinetics––see Eq. 3:
where D max is a regression coefficient representing limit value \(D_{\text CO_2}\), or D C in infinite time (%), k is value of “rate” constant (h−1), t lag is the shift on time axis showing lag phase (h). A similar procedure was described, for example, in work [21] evaluating aerobic biodegradability.
Additivity
Assessing whether the final biodegradation degree at a certain time was given by sum of biodegradations of particular components or whether interactions (positive or also negative) occurred in the system, the so-called additive rule was applied, checking if final results characterizing biodegradability of blends (for example, rate constants, degradability percentage) corresponded to weight presence of particular components. Thus, relations of experimental data and values calculated according to regression equation for substrate kinetics Eq. 3 and additivity rules according to Eq. 4 were analyzed, e.g. \(k_{D_{\text{CO}_2}}\)
where individual values k 1 to k n were calculated according to Eq. 3 for components, w 1 to w n represented mass fractions of individual components in relevant blend (Table 1). Calculated dependencies and particular values are indicated in tables and figures. A similar approach was used in work [21].
Results and Discussion
Mechanical Properties
Evaluating parameters were tensile strength and elongation at break, as determined through procedures described in the Experimental part. Tensile strength of blends PVA/W-ES and PVA/W-DB, as compared to sample of blend PVA/G, decreased ~3.3 times and 5 times; elongation at break 12 times and 4 times. Reduced tensile strength displayed particularly worsened mechanical toughness of the blend (Fig. 2).

Influence of technological procedure for preparing PVA/W blends on tensile strength (MPa) and elongation at break (%)
Morphological Analysis
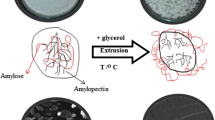
From SEM pictures of fracture surfaces (Fig. 3) it follows that plasticized PVA (PVA/G) has typical single-phase structure without visible non-homogeneities. Sole WAXY starch, even after plastifying (W/G), contained a certain quantity of starch grains imperfectly plasticized.

SEM pictures of fracture surfaces of blend PVA/G (a), W/G (b), of blend (d) of polyvinyl alcohol and starch prepared from dry blend (PVA/W-DB) and of blend (c) of polyvinyl alcohol and starch prepared by two-stage process with so-called pre-extrusion step (PVA/W-ES)
Comparing samples prepared by mixing two granulates (PVA/W-ES) with samples prepared by single-stage mixing from a common dry blend (PVA/W-DB), it may be said that superior blend homogeneity as well as superior mixing-in of starch grains was achieved in the two-stage process, i.e. when granulates W/G and PVA/G were prepared in the first stage, to be subsequently blended together in the second stage.
Aerobic and Anaerobic Degradability of PVA/W Blends
As already said in the introduction, the objective of this study was assessing which technology for preparing polymeric PVA/W blends from the viewpoint of biodegradability is more favorable, whether two-stage blend preparation with pre-extrusion step (PVA/W-ES), or preparation of PVA/W blend from a dry blend (PVA/W-DB).
With a view to intended application of PVA-based mixed films (for example, in packing of infectious hospital material), evaluation selected for the study was biodegradation in an aqueous aerobic and anaerobic environment (in conditions corresponding to processes in wastewater treatment plants).
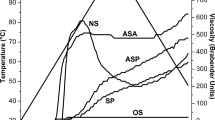
When describing biodegradation of mixed polymeric packing materials, it was first necessary to know behavior of individual components in the selected biodegradation environment. Figures 4 and 5 indicate courses of aerobic and anaerobic biodegradation of WAXY starch and PVA (Mowiol 5–88, hydrolysis degree 88%) in the presence of a mixed microbial culture of aerobic (Fig. 4) or anaerobic origin (Fig. 5). Biodegradation of glycerol (data not presented here) as plasticizer occurred, as expected, very quickly in both cases (lag phase shorter than 5 h); during the test, 78% breakdown in an aerobic environment and 67% breakdown in an anaerobic environment took place. Breakdown rate constants (k) were similar in both cases––~10 × 10−3 h−1. Other additives (mixture of palmitic and stearic acids––Stearin III, silicon dioxide—Sipernat 22 S) are added to the blends for better technical processing and in relatively low concentrations. For this reason, they were paid no attention from the point of view of biodegradability.

Produced CO2 serving to evaluate aerobic biodegradation course of polyvinyl alcohol, starch, of PVA/W blend prepared from common dry blend (PVA/W-DB) and of PVA/W blend prepared by two-stage process with so-called pre-extrusion step (PVA/W-ES); (±SD)

Produced CH4 and CO2 serving to evaluate anaerobic biodegradation course of main blend components, of PVA/W blend prepared from common dry blend (PVA/W-DB) and of PVA/W blend prepared by two-stage process with so-called pre-extrusion step (PVA/W-ES); (±SD)
In the biodegradation of WAXY starch in presence of activated sludge from municipal wastewater treatment plant, a 20-h lag phase was recorded in an aerobic environment, while biodegradation proceeded immediately in an anaerobic environment. At end of test (residual dissolved organic carbon was lower that 10 mg/L), 80% breakdown was achieved in aerobic environment and 72% breakdown in an anaerobic environment. Breakdown rate constants ranged around k = 15 × 10−3 h−1 in both aerobic and anaerobic environment. The level achieved with natural corn starch (data not presented) under aerobic conditions was always ~90% degradation, with WAXY starch in that time an ~10% lower breakdown degree was attained. This difference could have been caused by different amylose content.
Biodegradation of PVA in an anaerobic environment (Fig. 4) displayed a “standard” course [21]; degradation lag phase (proceed acclimation of mixed culture) was ~10 days and 80% biodegradation already occurred in 25 days. In an anaerobic environment (Fig. 5), admittedly no breakdown lag phase was recorded, merely 6% PVA biodegradation (Eq. 2) took place during the test [5].
Biodegradation of PVA/W-ES and PVA/W-DB blends (Figs. 6 and 7) in an aerobic environment was, as expected, a two-stage process; breakdown of readily degradable components (glycerol and WAXY starch) occurred in the first stage and breakdown of PVA itself took place in the second stage. In the first stage, 50% degradation of both blends occurred, corresponding to starch and glycerol contents; ~80% degradation was attained at the end of test in second stage. Presence of readily degradable components, from viewpoint of produced gases, thus exerts no negative influence on biodegradation of PVA itself.

Comparison of calculated additive and measured course of aerobic biodegradation of PVA/W blend prepared from common dry blend (PVA/W-DB) from reaction suspension in presence of activated sludge, by produced CO2; (±SD)

Comparison of calculated additive and measured course of aerobic biodegradation of PVA/W blend prepared by two-stage process with so-called pre-extrusion step (PVA/W-ES) from reaction suspension in presence of activated sludge, by produced CO2; (±SD)
From Fig. 8 it followed that an ~48% and 52% anaerobic breakdown took place with samples PVA/W-ES and PVA/W-DB respectively during a 650-h test.

Comparison of calculated additive and measured course of anaerobic biodegradation of PVA/W blend prepared from common dry blend (PVA/W-DB) and of PVA/W blend prepared by two-stage process with so-called pre-extrusion step (PVA/W-ES); (±SD)
The mass presence of components in samples was 42% WAXY starch, 25.2% glycerol and 32.8% PVA Mowiol 5–88. As was already recognized in previous tests [21], a relation was found also in this case between values \(D_{\text CO_2}\) and D C (%) and composition of given sample (Tables 1, 2). This fact was also confirmed by calculations according to so-called additivity rule––Figs. 6–8. The indicated biodegradation course of blends PVA/W-ES and PVA/W-DB was additive in both aerobic as well as anaerobic environment, hence accordingly to presence of individual components in blends.
When the aerobic biodegradation of blends was monitored by spectrophotometric PVA determining (Fig. 9), a slightly untypical two-stage degradation of PVA was noticed in the PVA/W-ES blend: PVA breakdown already occurred after 50 h.

Percentage of PVA removal from reaction suspension under aerobic conditions in presence of activated sludge, from PVA/W blend prepared from common dry blend (PVA/W-DB) and from PVA/W blend prepared by two-stage process with so-called pre-extrusion step (PVA/W-ES)
The differences between biodegradation of PVA prepared by two steps and PVA prepared by one step technology can be probably explained by two effects. Two extrusions of PVA in presence of glycerol can ensure better plasticizing effect accompanied by increasing of amorphous phase portion. Amorphous PVA is more readily to biodegradation as crystalline phase. On the other hand, two extrusion steps can induce larger degradation process of base polymer which can be connected with oxidation of PVA chain. It can leads to increasing of concentration of carbonyl and/or carboxyl groups. Both mentioned effects can be factors improving accessibility of PVA to biodegradation. In this time we do not have experimental data for confirmation of above mentioned hypothesis, but it will be focused of our interest in the future work.
Conclusion
In course of tests was demonstrated the significant influence of blends preparation on degradation of PVA (confirmed spectrophotometrically at 690 nm of the PVA-iodine complex), which was observed in blend prepared by two stage process with pre-extrusion step.
On the other hand, from viewpoint of biodegradability evaluated on basis the gases production, the difference between biodegradation course of blends poly(vinyl alcohol)/WAXY starch with pre-extrusion step and poly(vinyl alcohol)/WAXY starch from dryblend in an aerobic and anaerobic environment is negligible. This is also confirmed by limit values of biodegradability evaluated through first-order substrate kinetics (Table 2). A different method of incorporating WAXY starch in poly(vinyl alcohol) showed no marked influence on resultant biodegradation of mixed films.
With a view to further development of formulations and technological procedure in processing PVA/WAXY starch blends, our observation may be assessed as positive as the technological procedure of preparation does not affect biodegradability of studied blends. Hence, this factor will in no way limit technological conditions for preparing blends and their processing.
References
Abd El-Mohdy HL (2007) J Appl Polym Sci 104(1):504
Ramaraj B (2007) J Appl Polym Sci 103(2):909
Ramaraj B (2007) J Appl Polym Sci 103(2):1127
Nabar YU, Draybuck D, Narayan R (2006) J Appl Polym Sci 102(1):58
Pšeja J, Charvátová H, Hruzík P, Hrnčiřík J, Kupec J (2006) J Polym Environ 14(2):185
Yoon SD, Chough SH, Park HR (2006) J Appl Polym Sci 100(5):3733
Cinelli P, Chiellini E, Lawton JW, Imam SH (2006) Polym Degrad Stab 91(5):1147
Yoon SD, Chough SH, Park HR (2006) J Appl Polym Sci 100(3):2554
Yun YH, Na YH, Yoo SD (2006) J Polym Environ 14(1):71
Lee WJ, Youn YN, Yun YN, Yoon SD (2007) J Polym Environ 15(1):35
Zhao GH, Liu Y, Fang CL et al (2006) Polymer Degrad Stab 91(4):703
Seker M, Hanna MA (2006) Ind Crops Prod 23(3):249
Kosan B, Meister F, Liebert T et al (2006) Cellulose 13(1):105
Carvalho AJF, Zambon MD, Curvelo AAD et al (2005) Carbohydr Polym 62(4):387
Van Hung P, Maeda T, Morita N (2007) Starch-Starke 58(3–4):125
Lawton JW (1996) Carbohydr Polym 29(3):203
Slovak Standard STN ISO 527 (1997) Plastics-determination of tensile properties
Dřímal P, Hrnčiřík J, Hoffmann J (2006) J Polym Environ 14(3):309
Czech Standard ČSN EN ISO 9439 (2001) Water quality––evaluation of ultimate aerobic biodegradability of organic compounds in aqueous medium––carbon dioxide evolution test
Czech Standard ČSN EN ISO 9888 (1991) Water quality––evaluation of ultimate aerobic biodegradability of organic compounds on aqueous medium––satic test (Zahn-Wellens method)
Hoffmann J, Řezníčková I, Kozáková J et al (2003) Polym Degrad Stab 79(3):511
Joshi DP, Lan Chun Fung YL, Pritchard G (1979) Anal Chim Acta 104:153
Czech Standard ČSN EN ISO 11 734 (1999) Water quality––evaluation of the ultimate anaerobic biodegradability of organic compounds in digested sludge––method by measurement of biogas production
Acknowledgment
This work was accomplished with financial support to research by the Ministry of Youth, Education and Sports of the Czech Republic, No. MSM 7088352101 and Slovak grant agency by grant VEGA No. 1/4455/07.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Julinová, M., Dvořáčková, M., Kupec, J. et al. Influence of Technological Process on Biodegradation of PVA/Waxy Starch Blends in an Aerobic and Anaerobic Environment. J Polym Environ 16, 241–249 (2008). https://doi.org/10.1007/s10924-008-0109-4
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-008-0109-4