
Abstract
Poly(lactic acid) is one of the most promising biobased and biodegradable polymers for food packaging, an application which requires good mechanical and barrier properties. In order to improve the mechanical properties, in particular the flexibility, PLA plasticization is required. However, plasticization induces generally a decrease in the barrier properties. Acetyl tributyl citrate (ATBC) and poly(ethylene glycol) 300 (PEG), highly recommended as plasticizers for PLA, were added up to 17 wt% in P(D,L)LA. In the case of PEG, a phase separation was observed for plasticizer contents higher than 5 wt%. Contrary to PEG, the Tg decrease due to ATBC addition, modelled with Fox’s law, and the absence of phase separation, up to 17 wt% of plasticizer, confirm the miscibility of PLA and ATBC. Contents equal or higher than 13 wt% of ATBC yielded a substantial improvement of the elongation at break, becoming higher than 300%. The effect of PLA plasticization on the barrier properties was assessed by different molecules, with increasing interaction with the formulated material, such as helium, an inert gas, and oxygen and water vapour. In comparison to the neat sample, barrier properties against helium were maintained when PLA was plasticized with up to 17 wt% of ATBC. The oxygen permeability coefficient and the water vapour transmission rate doubled for mixtures with 17 wt% ATBC in PLA, but increased five-fold in the PEG plasticized samples. This result is most likely caused by increased solubility of oxygen and water in the PEG phase due to their mutual miscibility. To conclude, ATBC increases efficiently the elongation at break of PLA while maintaining the permeability coefficient of helium and keeping the barrier properties against oxygen and water vapour in the same order of magnitude.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
During the last decades, the consumption of petroleum based polymers have dramatically increased and particularly in the packaging field. Indeed, the plastic consumption of the world grew from 50 millions of tons in 1980 to 260 millions of tons in 2007 [1]. However, due to the negative ecological impact and the expected rise of the cost of fossil-based polymers, materials based on renewable resources are widely studied and appear on the market. Bio-based polymers covered approximately 0.2% of the European plastic market in 2007, i.e. 75,000–100,000 tons [2]. Poly(lactic acid) (PLA) is one of the most promising commercial polymers for a large range of diverse application such as biomedical or packaging, having already important production volumes.
Poly(lactic acid) is a good competitor for food packaging with a good clarity and a glass transition temperature higher than room temperature. However, for this kind of application, PLA shows moderate mechanical and barrier properties [3, 4], properties which are nonetheless crucial for preserving organoleptic and hygienic food quality during shelf-life [5]. Besides, in this context the high brittleness of PLA limits its process ability and its applications. One way to modulate the material properties in the aim of improving the mechanical behaviour is the formulation approach by addition of plasticizers. Various plasticizer have been tested with PLA such as, e.g., glycerol and PLA oligomers [6], triacetine [7], diethyl bishydroxymethyl malonate [8], poly(1,2-butanediol), dibutyl sebacate acetyl glycerol monolaurate [9], and polyadipates [10]. However, only a few substances brought about substantial improvements of mechanical properties. Good candidates were, for example, poly(ethylene glycol) (PEG) and citrate derivates. Indeed, Baiardo et al. [11] showed that the addition of PEG and acetyl tributyl citrate (ATBC) increased the elongation at break. This effect has been confirmed by Labrecque et al. [12] who demonstrated that among the four tested citrates, ATBC was the most efficient at a concentration of 20 wt%. PEG and citrate derivates induce a large decrease in the glass transition temperature (T g) and the crystallization temperature (T c ). To give one example, a decrease of 20–25 °C of T g and T c has been shown by Ljungberg et al. [13] for a PLLA plasticized with 15 wt% of citrate, although for contents higher than 20 wt% of plasticizer, a phase separation was observed. Moreover PEG and ATBC are approved for food contact materials by the European legislation [14]. So these plasticizers appear to be good candidates for the formulation of PLA in the aim of an application as food packaging.
However, the use of plasticizers is generally linked to a loss in barrier properties, because of the increase in free volume in the materials and/or increased solubility of permeating molecules due to the presence of the plasticizer.
The gas barrier properties are a key point for food preservation, though. Of particular importance are oxygen and water vapour transmission. The presence of oxygen leads to the oxidization of lipids and to the creation of off-flavours, whereas water vapour could lead to the disequilibrium moisture content which causes the food rotting or drying. The oxygen barrier properties of the amorphous PLA are similar to the ones of high density poly(ethylene) (HDPE) and intermediate between poly(ethylene terephthalate) (PET) and poly(styrene) (PS) [15, 16]. The water vapour permeability of PLA is higher by one order of magnitude than the one of PS and PET and by 2 orders than the one of HDPE [16, 17]. High water vapour permeability can be a positive feature for the conservation of fruits and vegetables, but the conservation of foodstuff with high water content is not possible in this case. Therefore, generally low water vapour permeability of the packaging material is targeted.
The present work is focused on the study of the effect of the plasticizers tributyl citrate (ATBC) and poly(ethylene glycol) (PEG) on the mechanical and barrier properties of amorphous PLA. The plasticization was evaluated by analyzing the thermal and mechanical properties of amorphous PLA. Although effects of those agents on mechanical properties are already described, no systematic study has been conducted taking into account the effect of the formulation on the mechanical and barrier properties of the resulting material. For that, three molecules have been studied in this work according to their possible interaction with PLA and its plasticizers: (1) helium, a non condensable gas, (2) oxygen, a non condensable gas with higher molecular volume and (3) water vapour, water being a condensable molecule.
Experimental Part
Materials
The poly(lactic acid) pellets were provided by NatureWorks. The content of l-lactide was about 92 wt%. The average molecular weight was 9.0 × 104 g mol−1 with a polydispersity index of 2.75.
Acetyl tributyl citrate (ATBC) and Poly(ethylene glycol) (PEG), used as plasticizers, were purchased from Sigma–Aldrich (France). The properties of these plasticizers are listed in Table 1. Calcium chloride was provided by Sigma–Aldrich (France) and ethanol was supplied by Carlo Erba (France).
Sample Preparation
Poly(lactic acid) pellets and plasticizers were dried at 80 °C overnight in a vacuum oven. After that, the formulated PLA samples were prepared by direct melt mixing of additives with PLA in an internal mixer (Haake Rheocord 9000) at 160 °C and 60 rpm for 15 min [18, 19]. Addition of PEG and ATBC were varied from 2.5 to 20% of PLA weight.
Once all the mixing materials were collected and dried during 4 h minimum at 80 °C, the different PLA formulations were thermo-moulded by compression (Telemecanique, 15 tonnes) at 185 °C and 150 bar in a multistep process. The PLA blends were melted between the hot plates without pressure for 3 min. Then they were pressed under 10 bars for 30 s, 50 bars for 30 s and 150 bars for 1 min to remove air bubbles and obtain a film of approximately 100 μm thickness. At last the samples were quenched in water at ambient temperature.
Analysis Methods
Extraction of Plasticizer from the Formulated PLA
Formulated PLA films were cut in small pieces and placed in a Soxhlet apparatus with 150 mL of ethanol (7 h, 90 °C) to extract the plasticizer from PLA. After that the film pieces were placed in an oven (3 days, 60 °C) to dry them and then weighted to determine the loss of plasticizer. Analysis was done in duplicate.
Size Exclusion Chromatography (SEC)
The average molecular weight and the polydispersity index were measured by SEC using a Shimadzu apparatus equipped with an RID-10A refractive index detector and an SPD-M10A UV detector. The analyses were carried out at 30 °C and 0.8 mL min−1 in chloroform on PL Gel Mixed-C and PLGel 100Å columns. The calibration was performed with PS standards from 580 to 1,650,000 g mol−1.
Modulated Temperature Differential Scanning Calorimetry (MDSC)
The thermal analyses were performed with an MDSC Q100 (TA Instruments) under nitrogen atmosphere. The samples (about 10 mg) were put into hermetic aluminium pans (TZero, TA Instruments) to avoid the loss of plasticizer upon heating. The modulated mode was used to study the glass transition. The heating scans were performed under sinusoidal temperature modulation with a heating rate of 1 °C min−1, a period of 80 s and a modulation of ±1.5 °C from 10 to 80 °C. The glass transition temperature (T g ) is taken at the midpoint of the specific heat increment from the reversing signal. All experiments were carried out in triplicate.
The standard mode was used to study the crystallinity degree of the samples (χc). The heating scans were performed with a heating rate of 10 °C/min from −30 to 190 °C. The crystallinity degree is calculated with the Eq 1:
where \( \Updelta H_{m} \) is the enthalpy of melting, \( \Updelta H_{c} \) is the enthalpy of crystallization and \( \Updelta H_{m}^{0} \) is the enthalpy of fusion per mol of repeating unit of the perfect crystal of infinite size, being 93 Jg−1.
All experiments were carried out in triplicate.
Dynamic Mechanical Analysis (DMA)
Measurements were carried out with a DMTA V (TA Instruments) at a frequency of 1 Hz and 0.05% strain. The samples were heated from −140 to 130 °C at 2 °C min−1. The relaxation temperature which can be associated with the glass transition was taken at the maximum of the peak of the damping factor (tan δ). Experiments were carried out in duplicate.
Tensile Test
The uniaxial tensile testing was carried out at room temperature, at a relative humidity (RH) varying between 40 and 60% and at 5 mm min−1 with an Instron tensile testing machine (Instron Model 4507) equipped with pneumatic jaws on type I BA dumbbell shaped samples. The thickness of the samples varies from 100 to 150 μm. Each value is an average of 10 measurements.
Oxygen, Helium and Water Vapour Permeability
The direct measurement of the oxygen transmission rate (OTR) was monitored at 23 °C and 0% RH with a Systech 8001 apparatus. The oxygen permeability tests have been performed at 0% RH to avoid the plasticization effect of water on polymer sample. The helium transmission rate (HeTR) was measured at room temperature and at a relative humidity varying between 40 and 60% RH, by a specific analyser developed by CNAM (Paris, France), based on the ISO norm 15105-2:2003. Oxygen and helium permeability were then obtained by dividing, respectively OTR and HeTR by the film thickness. Experiments were carried out in duplicate. The oxygen diffusion coefficient was estimated with the time-lag method according to the following relationship:
where l is the film thickness and θ the time-lag. The time-lag is determined as the intercept of the time axis and the extrapolated linear steady state part of the curve for a representation of the amount of permeant passing through the film in time t versus time.
The water vapour transmission rate (WVTR) of the films was measured according to the norm NF H 00–030 at 25 °C and 50% RH or 38 °C and 90% RH. The procedure consists in putting in a cup calcium chloride which was previously dried at 50 °C in a drying oven. Then the film sample under investigation is placed on the cup and the borders are sealed with beeswax in order to obtain a specific exchange surface. After that, the cup is placed in a chamber at constant temperature and humidity. Water vapour has to pass through the film sample and to be sorbed on the desiccant CaCl2. The weight uptake of CaCl2 is measured regularly for 2 days to obtain the WVTR value. Given values are averages of two experiments.
Statistical Analysis
The statistical analysis was realized with a one-way ANalysis Of VAriance (ANOVA). When the differences were significant (P < 0.05), Duncan’s test was used to check the differences between pairs of groups and was carried out using XLSTAT-Pro 7.0 software (Addinsoft, Paris, France).
Results and Discussion
The effects of plasticization on the thermal and mechanical properties of the PLA samples were investigated. Two plasticizers PEG and ATBC, the properties of which are shown in Table 1, were added to PLA. The miscibility of plasticizers and polymer can be estimated from the solubility parameters, which have been calculated thanks to the method of Hoy [17]. The values of solubility parameter of ATBC and PEG are close to the one of PLA. Interaction parameters, shown in Table 1, have been calculated using the following equation [9, 17]:
where R, T, and V 1 are the gas constant, the temperature and the molar volume of the component 1. δ 1 and δ 2 are the solubility parameter of the blends components. The term B is the entropic component of the interaction parameter. B often equals 0.34 for non polar systems. According to Pillin et al., a blend can be considered as miscible if χ < 0.5 [9, 20]. So it seems that PLA and ATBC should be miscible whereas PLA and PEG might be non miscible.
The melt mixing of PLA with additives results often in a decrease of the molecular weight which can be due to the high sensitivity of PLA to the thermo-mechanical input, to the moisture or/and to transesterification reactions with additives [21]. Therefore, the raw materials were extensively dried and the polymer molecular weights were followed by SEC. The SEC data are given in Table 2. A decrease in the molecular weight of neat PLA is shown after melt-blending at 160 °C. According to Signori et al. [22] and Murariu et al. [20], the average molecular weight of neat PLA decreases slightly after mixing at 50–60 rpm and at high temperature (150–190 °C). Table 2 shows that the addition of PEG accentuates the decrease of the molecular weight, which may be due to the degradation of PLA chains coupled to main chain scission and trans-esterification reactions between PLA and PEG [23]. On the contrary, ATBC does not induce a decrease in M n at low content in PLA. Nevertheless, further addition of ATBC in PLA results in a slight decrease in M n . To summarize, the addition of plasticizer brings about a notable decrease in molecular weight in the case of PEG and shows only a slight drop in the case of ATBC. Therefore, given the nature of these results, it appears that ATBC seems to be preferable for the formulation of PLA.
Efficiency of PLA Plasticizing with PEG and ATBC
In order to measure the T g , MDSC analysis was performed to separate the glass transition from the endothermic relaxation which is the result of ageing caused by a secondary molecular reordering occurring in the amorphous phase of the semi-crystalline polymers [24, 25]. The analysis in MDSC makes it possible to determine more precisely the T g of the systems, because the signal of the endothermic relaxation can be separated from the signal of the glass transition. The MDSC thermogrammes obtained at 1 °C min−1 are shown in Fig. 1. Due to the lower temperature limit of the MDSC apparatus (−70 °C), it is not possible to detect the small variation in the heat capacity which should occur at the T g of the plasticizer in case of phase separation. So a single T g is detected for the plasticized PLA in the studied temperature range. In accordance with the literature [13, 26], the neat PLA exhibits a T g at 55 °C. A shift to lower temperature of the T g is shown for the formulated PLA (Figs. 1 and 2). With 17 wt% of PEG and ATBC, the T g of PLA blends decreases to 37 and 28 °C, respectively. The action of a plasticizer is to increase the free volume and to decrease the polymer chain interactions which induce higher chain mobility at lower temperature. In the present case, the effect linked to plasticization is most probably superposed with a decrease of the glass transition temperature due to chain scission during the process (Table 2).

MDSC thermograms for neat PLA and formulated PLA heated at 1 °C min−1. a PEG 300/PLA; b ATBC/PLA. The curves were vertically shifted for legibility

Glass transition temperature of PLA/plasticizers: Experimental results (filled diamond) and Fox equation (solid line). a PEG 300/PLA; b ATBC/PLA
Among the equations used to predict the glass transition temperature for polymer blends as a function of the composition, the empirical Fox Equation is the most widely used:
where T g is the glass transition temperature of the blends, T g1 and T g2 , those of the components 1 and 2, and w 1 and w 2 the weight fraction of 1 and 2 determined after plasticizer extraction from formulated PLA. The extractions of the plasticizer from the formulated film have shown that the melt-mixing in the internal mixer induced no significant loss of the plasticizer content in PLA. The T g values of the PLA/PEG blends, plotted in Fig. 2a, do not follow the empirical Fox equation. There is a levelling off of the T g in the PEG case at about 38 °C despite the increase in plasticizer content. This behaviour was most probably caused by the phase separation of PEG at concentrations higher than 9 wt%, which may be linked to the low interaction parameter shown in Table 1. Similar behaviour has been observed by several authors with PEG and other plasticizers [9, 27]. Indeed Pillin et al. [9] showed that for contents higher than 20 wt% of PEG 1000 (1,000 g mol−1) or other plasticizers in PLA there was a levelling off of the T g values. Moreover a macroscopic separation phase has been observed for PLA at 20 and 30 wt% of PEG 200 (200 g mol−1) and at 30 wt% of PEG 400 (400 g mol−1) by the same authors. Kulinski et al. [27] observed also this behaviour for 12.5 wt% content of poly(propylene glycol). According to Ljungberg et al., the plasticizer migration to the film surface induces an increase in T g and crystallization temperature and a material weakening [28]. The T g values of PLA/ATBC systems are plotted in Fig. 2b and, unlike PEG, they are almost consistent with Fox Equation. A slight exudation may be at the origin of this deviation. Indeed Fox equation predicts a T g at 35.7 and 19.7 °C at 10 and 17 wt% of ATBC whereas the experimental value equals 41.3 ± 0.3 and 28.6 ± 0.6 °C, respectively. There is plasticization up to 17 wt% content plasticizer. At 17 wt% of ATBC, the T g of PLA is in the range of ambient temperature.
To verify the hypothesis of phase separation which could explain the deviation from Fox’s equation, the thermo-mechanical properties were analyzed in a temperature range from −140 to 130 °C by DMA. The response of the viscoelastic modulus is generally more sensitive than the small variation in heat capacity measured by MDSC. The decrease of the storage modulus (E’) during the glass transition phase is often of several orders of magnitude. This signal is easier to be detected, even at small quantities of amorphous phase. The results are plotted in Figs. 3 and 4. In this work, the relaxation temperature associated with the T g was taken at maximum of the peak of the damping factor related to the α-relaxation of the amorphous polymer and shown in Fig. 3a and b. A broad peak in the damping factor is observed at lower temperature (−83 °C) for neat PLA which may be attributed to a secondary relaxation, the β-relaxation of PLA. The increase of the damping factor after the α-relaxation of PLA, can be related to the cold crystallization of the samples, which also explains the increase of the storage modulus after 80 °C, as shown in Fig. 4a and b.

Evolution of the damping factor (tan delta) of neat PLA and PLA formulations with PEG (a) or ATBC (b). (dashed line) Neat PLA, (grey solid line) PLA + 9 wt% plasticizer, (dashed dotted line) PLA + 13 wt% plasticizer, (black solid line) PLA + 17 wt% plasticizer

Evolution of the storage modulus (E’) of neat PLA and PLA formulations with PEG (a) or ATBC (b). (dashed line) Neat PLA, (grey solid line) PLA + 9 wt% plasticizer, (dashed dotted line) PLA + 13 wt% plasticizer, (black solid line) PLA + 17 wt% plasticizer
The calculation of the crystallinity degree with the help of the first heating scan performed with the MDSC equipment shows that all the samples are totally amorphous (χ < 5%). Therefore upon heating the samples crystallize at temperature consistent with DMA measurements.
The superposition of the DMA curves shows that the maximum of tan δ decreases with the increase of plasticizer content in the PLA. For example, at 17 wt% of PEG and ATBC, the glass transition of PLA decreases from 67 to 49 and 41 °C, respectively. These values are consistent with the MDSC data.
Looking into the glassy plateau at low temperatures, different behaviours are observed in function of the PLA formulation. In the case of the samples formulated with PEG, a broad peak at −65 °C is detected in the damping factor with 13 wt% of plasticizer. At 17 wt% of PEG, the peak becomes higher at the same temperature with a significant loss in the storage modulus value. The temperature of this change in the glassy plateau was consistent with the value of the T g of the plasticizer used, which was given in Table 1. This signal which can be attributed to a PEG phase in the sample, evidences a phase separation at PEG contents higher than 9 wt% [28, 29].
In the case of formulation with ATBC, for 9 wt% of plasticizer, a broad noisy peak in the damping factor is detected at −66 °C, which is not attributed. Indeed no signal in the storage modulus is detected at this temperature for the PLA formulated with ATBC. An eventual phase separation, hinted by the deviation of the T g from the predicted value of the Fox model could therefore not be confirmed by DMA data.
Mechanical Properties of Neat and Formulated PLA
Poly(lactic acid) displays a high Young modulus and brittleness, which in several cases constitutes an obstacle to successful application. So adding plasticizer goals to reduce brittleness and enhance the elongation. The results of the tensile test of the neat PLA and plasticized PLA with different plasticizer contents are summarized in Table 3. Young modulus calculated from DMA data are in general 2 times higher than the value obtained from uniaxial tensile tests.
Plasticized samples show an increase in the elongation at break of PLA. This rise is associated with a drop of the Young modulus, the strength at yield and the storage modulus. At low plasticizer content in PLA, that is to say below 9 wt%, the elongation at break stays constant whereas the strength at yield slowly decreases. Moreover in the case of PEG, the Young modulus decreases slowly already at small plasticizer contents whereas with ATBC it stays constant up to 9 wt%. As expected, at higher plasticizer level, a dramatic rise in the elongation at break is observed, from 8 to about 140 and 500% with 17 wt% of PEG and ATBC, respectively. This difference in the behaviour of these two types of blends could be due to the decrease in the PLA molecular weight plasticized with PEG (Table 2). It was shown in literature that a drop in molecular weight induces an increase in the brittleness and consequently a decrease in the elongation at break [30]. The strength at yield and the Young modulus diminish dramatically with the plasticizers. Nevertheless the drop is less important with PEG compared to ATBC due to the PEG phase separation which decreases the PLA plasticization effect. These data are mainly in agreement with literature which shows a decline in the Young modulus and the strength at yield while the elongation at break rises [12, 24, 28].
Gas Barrier Properties of Neat and Formulated PLA
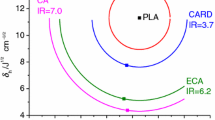
Table 4 and Fig. 5 summarize the data of helium, oxygen and water vapour permeability in the steady state. The permeability coefficient (P) of these gases is linked to the diffusion coefficient, D, and the solubility coefficient, S, by the well-known relationship [31]:

Helium permeability coefficient (P He ) of neat and formulated PLA with PEG and ATBC
D depends on the polymer structure and takes into account the free volume of the matrix and its tortuosity. S is dependent on the solubility of the gas molecules in material and consequently to the gas condensability.
The barrier properties of formulated and neat PLA were compared with amorphous PET (aPET) and PS samples. Table 4 and Fig. 5 show that helium and oxygen permeabilities of PLA were intermediate between those of these two conventional packaging polymers which were generally and respectively classified as medium and poor barrier material. As shown in Fig. 5 and taking into account the standard deviations, most of the PLA formulations show equivalent helium permeabilities. The addition of plasticizers induces different effects according to the nature of the plasticizer. Formulation with ATBC, from 2.5 to 17 wt%, does not change the helium permeability whereas a increase of the helium permeability is noticed for up to 9 wt% of PEG. Moreover the standard deviations of the helium permeability values are largely higher for formulations with plasticizer contents higher than 9 wt% of PEG compared to ATBC. This behaviour could be explained by the brittleness of the samples after PEG phase separation, which causes microscopic cracks in the sample during measurement and consequently an increase in permeability. The stochastic occurrence of this problem increases the standard deviation of the repeat measurements.
Oxygen permeability was not determined at plasticizer contents lower than 9 wt%, because in this range no substantial change in mechanical properties was observed and the helium permeabilities were constant. Literature data give oxygen permeabilities of neat PLA between 1.2 to 4.3 × 10−18 m3 m m−2 s−1 Pa−1 for different experimental set-ups [16, 32, 33]. As shown in Table 4, the oxygen permeability coefficient of neat PLA is 2.5 × 10−18 m3 m m−2 s−1 Pa−1 which is in accordance with published data. The oxygen permeability data shows an increase with PEG content, which is shown by the value of 9 wt%. The samples with higher PEG content could not be measured, because they cracked in the measurement cell. Due to the phase separation of PEG, films are very fragile and they do not withstand the several hours of measurement in the apparatus. Contrary to helium permeability, oxygen permeability of PLA formulated with ATBC increases with plasticizer content, in particularly at 17 wt% of ATBC, the value has been doubled.
According to literature, the diffusion of the gas molecules is mainly due to the free volume in the polymer matrix [34–36]. The addition of plasticizer provokes an increase in the mobility of the polymer chains and by that in the free volume. Consequently an increase in the permeability coefficient is generally noticed [37]. This rise in the free volume is accentuated by the decrease in the molecular weight observed in SEC (Table 2). Indeed the decrease in the size of the chain induces the formation of free volumes. Table 4 gives furthermore the diffusion coefficient of oxygen in the formulated samples calculated with the help of the time-lag method. The oxygen diffusion coefficient of PLA is intermediate between PET amounting to 3 × 10−13 m2 s−1 and PEHD being 1.7 × 10−11 m2 s−1 [38]. As mentioned earlier, the diffusion coefficient is a kinetic parameter which responds to tortuosity and free volume. In the present case, all samples were amorphous. We suppose that the small increase in D with the increase of the plasticizer content is mainly due to the decrease in molecular weight in the sample, which has an action on the free volume. Permeability increases more than the diffusion coefficient, which points to increased solubility coefficient of oxygen in the plasticized sample. This hypothesis is supported by the observation that permeability of helium does not change with the increase of ATBC content; helium being a gas which is less interacting and supposedly less soluble in the polymer/plasticizer phase.
The analyses of water vapour permeability show that, at 25 °C and 50% RH, the water vapour transmission rate (WVTR) of neat PLA is 12.1 g m−² day−1 which is in accordance with Petersen et al. [39] Contrary to ATBC which does not influence the WVTR, the addition of PEG at 9 wt% increases it threefold. This result is consistent with literature data which showed an increase in WVTR with the plasticization of PLA [40, 41]. However, we find an advantage for the ATBC formulated samples, where WVTR at the highest plasticizer content is almost three times lower than in PEG formulations. As expected, at 38 °C and 90% RH, the WVTR of neat PLA increases 5-fold compared to the WVTR at 25 °C and 50% RH. Moreover the increase in the WVTR with the plasticizer amount is lower with ATBC than with PEG, up to three times higher and five times higher, respectively. As WVTR increases with the relative humidity and as water vapour is condensable, the evolution of the permeability is most probably due to the solubility of water vapour in the plasticizer.
Conclusions
Formulation of PLA with plasticizers was investigated in this study as a strategy for improving the material properties. While PEG displays a limit of miscibility with PLA and a phase separation, it clearly appears that ATBC is a more efficient plasticizer. The addition of ATBC in PLA results in a decrease in T g and a strong increase in the elongation at break at contents higher or equal to 13 wt%, which is associated to a drop of the Young modulus. However, unlike to PEG-based systems, the materials with ATBC maintain their gas barrier properties up to 13 wt% of plasticizer. Beyond this content of ATBC, the oxygen permeability coefficient and water vapour transmission rate rise. Nevertheless this rise is clearly less important than for PEG formulations which show a decrease in their barrier properties already at 9 wt% of PEG content. Taking into account these different results, ATBC is a more adapted plasticizer than PEG. Nevertheless a trade off has to be found between improvement of mechanical properties and loss of barrier properties, probably between 9 and 17 wt% of ATBC present in PLA.
Furthermore the differences in gas and water vapour permeabilities could be attributed rather to their solubility in the plasticizer than to changes in diffusivity as all samples were amorphous. These findings lead us to pursue this work with the aim to modify the morphology of the plasticized material, in particular crystallization of PLA with appropriated annealing treatments in order to improve the gas barrier properties by working on the tortuosity of polymer sample. So further work is currently in progress to investigate the relationship between microstructure of crystallized samples and the barrier properties of neat and formulated PLA with ATBC.
References
Plastics Europe, Association of Plastics Manufacturers (PEMRG), http://www.plasticseurope.org/Content/Default.asp?PageName=openfile&DocRef=20081020-002 (06/2010)
European bioplastics, http://www.european-bioplastics.org (06/2010)
Bogaert JC, Coszach P (2000) Macromol Symp 153:287
Weber CJ, Haugaard V, Festersen R, Bertelsen G (2002) Food Addit Contam 19:172
Siracusa V, Rocculi P, Romani S, Dalla Rosa M (2008) Trends Food SciTechnol 19: 634
Martin O, Averous L (2001) Polymer 42:6209
Ljungberg N, Wesslén B (2002) J Appl Polym Sci 86:1227
Ljungberg N, Wesslén B (2004) J Appl Polym Sci 94:2140
Pillin I, Montrelay N, Grohens Y (2006) Polymer 47:4676
Martino VP, Ruseckaite RA, Jimenez A (2006) J Therm Anal Cal 86:707
Baiardo M, Frisoni G, Scandola M, Rimelen M, Lips D, Ruffieux K, Wintermantel E (2003) J Appl Polym Sci 90:1731
Labrecque L, Kumar RA, Davé V, Gross RA, McCarthy SP (1997) J Appl Polym Sci 66: 1507
Ljungberg N, Wesslén B (2005) Biomacromol 6:1789
European Food Safety Authority, http://www.efsa.europa.eu/en/efsajournal/doc/afc_op_ej273_10thlist_rev_en1,7.pdf (02/2010)
Colomines G, Domenek S, Guinault A, Courgneau C, Ducruet V (2010) Polym Int 59:818
Auras RA, Singh SP, Singh JJ (2005) Packag Technol Sci 18:207
Brandrup J, Immergut EH, Grulke EA (eds) (1999) Polymer handbook, 4th edn. Wiley, New York. pp 675–714
Piorkowska E, Kulinski Z, Galeski A, Masirek R (2006) Polymer 47:7178
Pluta M (2004) Polymer 45:8239
Murariu M, Da Silva Ferreira A, Alexandre M, Dubois P (2008) Polym Adv Technol 19:636
Lim LT, Auras RA, Rubino M (2008) Prog Polym Sci 33:820
Signori F, Coltelli M-B, Bronco D (2009) Polym Degrad Stab 94:74
Hyon S-H, Jamshidi K, Ikada Y (1998) Polym Int 46: 196
Auras R, Harte B, Selke S (2004) Macromol Biosci 4:835
Solarski S, Ferreira M, Devaux E (2005) Polymer 46:11187
Pyda M, Wunderlich B (2005) Macromolecules 38:10472
Kulinski Z, Piorkowska E, Gadzinowska K, Stasiak M (2006) Biomacromol 7:2128
Ljungberg N, Wesslén B (2003) Polymer 44:7679
Deng K, Felorzabihi N, Winnik MA, Jiang Z, Yin Z, Yaneff PV, Ryntz RA (2009) Polym Adv Technol 20:235
Crank J (1975) The mathematics of diffusion, 2nd edn. Clarendon Press, Oxford
Nielsen LE, Landel RF (1994) Stress strain behavior and strength (chap. 5). In: Faulkner LL (ed) Mechanical properties of polymers and composites, 2nd edn. Marcel Decker Inc, New York, pp 265–267
Bao L, Dorgan JR, Knauss D, Hait S, Oliviera NS, Maruccho IM (2006) J Membr Sci 285:166
Sanchez-Garcia MD, Gimenez E, Lagaron JM (2007) J Plast Film Sheet 23:133
McGonigle EA, Liggat JJ, Pethrick RA, Jenkins SD, Daly JH, Hayward D (2001) Polymer 42:2413
Ahn J, Chung W-J, Pinnau I, Guiver MD (2008) J Membr Sci 314:123
Jang J, Lee DK (2004) Polymer 45:1599
Martino VP, Jiménez A, Ruseckaite RA (2009) J Appl Polym Sci 112:2010
DeLassus PT (1994) Sorption and diffusion of flavors in plastic packaging. In: Mc Gorrin RJ, Leland JV (eds) Flavor-food interactions. ACS Symposium Series, Washington DC, pp 152–161
Petersen K, Nielsen PV, Olsen MB (2001) Starch/Stärke 53:356
Laohakunjit N, Noomhorm A (2004) Starch/Stärke 56:348
Coltelli M-B, Maggiore ID, Bertoldo M, Signori F, Bronco S, Ciardelli F (2008) J Appl Polym Sci 110:1250
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Courgneau, C., Domenek, S., Guinault, A. et al. Analysis of the Structure-Properties Relationships of Different Multiphase Systems Based on Plasticized Poly(Lactic Acid). J Polym Environ 19, 362–371 (2011). https://doi.org/10.1007/s10924-011-0285-5
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-011-0285-5