
Abstract
Covellite, CuS and chalcocite, Cu2S nanoparticles prepared in the explosive manner from elemental precursors were further ball-milled in order to observe additional changes caused by mechanical action. Three phases of chalcocite were interchanging during milling, monoclinic one being major at the equilibrium after 30 min. In the case of covellite synthesis, milling for 15 min brought about a significant diminishment in the content of digenite, Cu1.8S, impurity. Covellite powder exhibited finer character than chalcocite, as documented by crystallite size, grain size and specific surface area analysis. Finally, the effect of milling speed on the explosive character of the reaction and phase composition of chalcocite was investigated. The most drastic conditions favored the formation of the monoclinic phase with the lowest symmetry and the time and intensity of the explosion was found to depend on the milling speed. The whole process is mechanically driven.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The multidisciplinary application of copper sulphides in general has been the focus of some recent review articles [1, 2], particularly their utilization in the field of biomedicine [3] and as photothermal agents [4] is currently in the spotlight of researchers. Among rich plethora of compounds, stoichiometric entities covellite, CuS, and chalcocite, Cu2S, are the most common [5]. As examples of the wide application spectrum of these two materials, the use of CuS as hydrogen gas sensor [6] or solar absorber [7] and of Cu2S as thermoelectrical material [8] or for catalytic degradation of organic pollutants [9], can be mentioned.
These compounds can be also prepared synthetically. There are various methods for their synthesis, including hydrothermal/solvothermal approach [10], hot-injection [11], thermolysis [12] or microwave irradiation [13]. The introduction of mechanical energy to the system can be also applied, as in some cases, using only mortar and pestle [14], and subsequent cold pressing was sufficient to produce desired copper sulfides [15]. Also ball milling, as a tool of mechanochemistry offering non-time consuming, green alternative to classical methods [16], was successfully applied for the synthesis of Cu x S y compounds. In the past, both elemental precursors [17,18,19] and compounds [20, 21] were used for the mechanochemical synthesis of Cu x S y . The use of compounds results in the formation of side-products, however, some properties important for applications of these materials can be significantly improved by using this approach. Nevertheless, the utilization of pure elements is the simplest and the most logical assumption to start from.
The Cu x S y system is interesting also from the phase-transformation point of view, as mainly chalcocite can be present in various crystallographic forms. These phases can interchange when temperature is modified, and this can significantly affect the final properties of the material [22]. The changes in the stoichiometry are also common in this system [23]. It is generally known that ball milling often causes such changes [24,25,26]. Moreover, as in the ball milling reactions the energy is supplied to the system, it can be expected that the system will use this energy to progress in so-called thermal or mechanical pathway. In planetary mills, the power released to the powder is proportional to the third power of the frequency of the main disc, Ω, [27], so as a first approximation, the time for the powder to store a certain quantity of energy should be scaled as Ω−3.
In planetary mills, the collisions between the balls and vial walls supply energy to the trapped powder in between the colliding surfaces. The energy per collision is proportional to the kinetic energy of the ball, which is proportional to Ω2, where Ω is the frequency of the main disc [28, 29]. On the other hand, theoretical approaches to the movement of the balls inside a planetary mill show that the number of collisions per period is constant. Therefore, the power released to the powder, as a first approximation, scales as Ω3 [27, 30].
In our previous study, it was demonstrated that it is possible to synthesize chalcocite and covellite within few seconds when milled on air [31]. However, the prepared products, despite possessing no elemental precursors, can possibly undergo some changes upon further milling. This is a common phenomenon and is often not investigated in detail. As the desired compounds already formed, it is often wrongly expected that the milling process is no longer important. Therefore, we have investigated the phase transformations caused by milling after the consumption of the elemental precursors in covellite and chalcocite systems, which was not reported until now. Moreover, the role of milling speed is also discussed in detail.
Materials and methods
Materials
Electrolytically prepared copper (≥99%, Merck, Germany) and sulphur (99%, CG-Chemikalien, GmbH, Germany) were used as chemicals without further purification.
Mechanochemical synthesis
The milling process was realized exactly in the same manner as is reported in [31]. The details about milling conditions used in the case of most experiments are provided in Table 1, where they are compared with the ones used in another study, as such comparison is necessary for the clarification of different behavior of the system observed in the present case. The differences in comparison with [31] were in the milling time and milling speed. Concretely, Cu:S 1:1 and 2:1 stoichiometric mixtures were milled for 15 and 30 min, respectively, and the effect of milling speed was investigated within the range from 150 to 500 rpm. If not stated otherwise, the milling speed 500 rpm was applied. In additional experiments, also the stoichiometric Cu:S ratios 3:1, 4:1 and 1:2 were investigated. For each experiment regarding kinetics, a new batch of material was used. To make this absolutely clear, e.g. for the Cu:S mixture 1:1, 3 g of precursors were introduced, milled e.g. for 1 min, the whole powder was then extracted, the milling chamber was cleaned and then new 3 g of precursors was milled to obtain the sample milled for 3 min.
Characterization methods
The XRD patterns were obtained using a D8 Advance diffractometer (Bruker Germany). The crystallite size was estimated using the integral breadth method, implemented in the commercial DiffracplusTopas software and the phase composition was calculated according to the ICDD PDF2 database using the commercial DiffracplusEva software.
The grain size in micrometer range was determined by photon cross-correlation spectroscopy using a Sympatec Grain Size Analyzer with HELOS laser diffraction sensor (Sympatec, Germany) in a suspension cell (CLCELL) under the following conditions: dispersant—H2O, anti-agglomerant additive—sodium diphosphate decahydrate, Na4P2O7·10H2O (0.1 M), sonification time—60 s, stirring rate—60, measuring time—10 s.
The specific surface area was determined by the low-temperature nitrogen adsorption method using a NOVA 1200e Surface Area and Pore Size Analyzer (Quantachrome Instruments, United Kingdom). The values were calculated using BET theory.
Microstructural characterization of the samples was performed by transmission electron microscopy (TEM) using a 200-kV microscope JEM 2100 (Jeol, Japan) with LaB6 electron source Si(Li) and equipped with an energy-dispersive X-ray spectrometer (EDS) Link ISIS-300 (Oxford Instruments, UK) for chemical analyses. For TEM analyses, the synthesized powders of CuS and Cu2S were ultrasonically dispersed in absolute ethanol for 2–3 min. After sonification, the finest fraction of the powdered sample from the upper part of the suspension was carefully applied onto a lacey-carbon coated nickel grid. The sample containing grids were dried and additionally coated with a thin layer of carbon to prevent glow-discharge under the electron beam.
Results and discussion
Gas pressure and temperature changes during milling
The metal-chalcogenide system subjected to milling often results in mechanically-induced self-propagating reactions [32, 33]. The explosion accompanying this type of reactions was recently observed also for Cu–S system, when milled on air [31]. This is valid if copper with appropriate morphology is used, as the reaction, with respect to elemental precursors, is finished within seconds then. The explosion can be evidenced via the gas pressure changes in the milling chamber. In this study, the mixtures were milled further in order to investigate additional changes in the Cu:S 1:1 and 2:1 system. Firstly, the gas pressure and temperature changes were monitored by the same experimental setup, as in our previous study [31]. The results are presented in Fig. 1.

Gas pressure (a) and temperature (b) changes during milling for Cu:S 2:1 and 1:1 mixtures
It can be seen that in both cases, the explosion documented by a sharp increase and subsequent sharp decrease of pressure (Fig. 1a) takes place very quickly, as already reported in [31]. No significant increase in temperature could be evidenced at the time of explosion. Further milling does not bring about any significant change in pressure, except a slow increase until an equilibrium value is reached after around 15 min. Regarding temperature, more-or-less linear increase can be observed for 15 min of milling. The mixture with Cu:S ratio 2:1 was milled for 30 min, because the phase composition was still changing (see “Evolution of phase composition during milling” section). The temperature increase slows down with increasing milling time.
In Fig. 1a, it can be seen that the values of maximum pressure for Cu:S mixture 1:1 was higher than for Cu:S 2:1 mixture. This was not a coincidence, as this phenomenon was observed in the majority of the repeated experiments. In [31], it was explained that this is dependent on the amount of volatile sulphur present. To further confirm this, also the experiments with the Cu:S ratios 1:2, 3:1 and 4:1 were performed. The results are presented in Fig. 2 below.

Dependence of the explosion intensity on the Cu:S ratio
The influence of the amount of sulphur present in the system is evident. In the case of Cu:S ratio 4:1, no explosion at all was observed and for Cu:S 3:1 mixture, the pressure maximum barely reached 1500 mbar. However, the XRD analysis of these two mixtures milled for 15 min (not shown here) have shown mainly non-reacted copper, only very low amount of Cu2S was detected in the case of 3:1 mixture. This confirms the enormous over-stoichiometry of copper in these samples in these cases. Nevertheless, the trend of increasing the maximum pressure intensity with the increasing sulphur content in the mixture was confirmed, which is in accordance with the explanation in [31]. Also the experiment favoring the sulphur over-stoichiometry (Cu:S ratio 1:2) was performed. In this case, the explosion was not observed (magenta curve in Fig. 2) and the XRD pattern (not shown here) after 5 min of milling has shown the successful formation of covellite phase and the presence of non-reacted sulphur. It means that the explosion could possibly occur, but it was not detected because of quite a significant amount of solid sulphur not taking part in the reaction. It was found that the time of ignition is not dependent on the Cu:S ratio, however it is dependent on the milling speed used, as will be shown later (see “Microstructural characterization of the final products” section).
Evolution of phase composition during milling
The phase composition changes of the Cu:S mixtures 2:1 and 1:1 with time of milling were monitored by means of powder X-ray diffractometry.
Cu:S mixture 2:1
The milling of Cu:S mixture in a stoichiometric ratio 2:1 on air resulted in the very rapid formation of chalcocite, Cu2S, as a major phase [31]. This compound is of particular interest, as it can exist in various crystallographic forms which exhibit different stability [34] and these can possibly interchange upon further milling. The XRD patterns of Cu:S 2:1 mixture milled for different times are presented in Fig. 3a, b and the evolution of phase composition can be followed in Fig. 3c, d.

Chalcocite phases interchanging during the milling process: a, b XRD, c, d phase composition ratio. The error of the phase composition estimation is ±1%
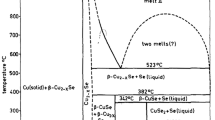
In Fig. 3a, it can be seen that the XRD patterns of the samples milled for longer time are not the same as the one after the explosion and they undergo further changes with milling. After 30 min of the treatment, the patterns do not change anymore (Fig. 3b), so it seems that the equilibrium among different chalcocite phases was achieved. To support this claim, the volume fraction of different Cu2S phases, namely the monoclinic (JCPDS 33-0490), hexagonal (JCPDS 26-1116) and tetragonal (JCPDS 72-1071) ones was investigated by a semi-quantitative analysis. The results in Fig. 3 show that at the moment of explosion, the monoclinic phase is major (more than 70%), as was reported in [31]. The equal amount of tetragonal and hexagonal phase (around 15%) was registered. In the first stages of milling (from the explosion until 5 min of the treatment), the tetragonal phase becomes major and the amount of monoclinic phase decreases. From this point, the amount of monoclinic phase increases again and, excluding some exceptions, reaches 60% after 30 min. This value does not change significantly from this point. These changes might be connected with the different thermodynamics of those phases described exhaustively in [35]. In the cited paper, it can be found that three chalcocite phases are transformed among each other at different temperatures. This could possibly occur in the milling chamber, as it is known that the temperatures at the local contacts between the milled powder and the milling media are quite high, whereas in other regions of the chamber, they can be quite low. Based on these differences, we hypothesize that milling such a complicated system could result in transitions among these phases. The most symmetric hexagonal phase remains minor all along the milling, it does not seem to be affected much by the tetragonal-monoclinic phase interchanges and its content is from 5 to 15% in all studied samples. The largest amount was registered in sample milled for 5 and 45 min. As the phase composition was more-or-less the same after 30 min of milling, the sample milled for 30 min was considered final product. The final monoclinic: tetragonal: hexagonal chalcocite phase percentage content was 60:31.5:8.5. In our case, a significantly different evolution of phase composition in comparison with the paper by Blachnik and Muller [17] was observed. The reported reaction pathway in that paper starts with the formation of CuS, then digenite Cu1.8S and subsequently djurleite Cu1.96S is formed and finally, chalcocite, Cu2S appears after 80 min and becomes the only present phase after 120 min, when peaks for Cu disappear. In our case, we have observed a rapid formation of Cu2S upon immediate disappearance of elemental precursors and subsequent phase interchanges among different chalcocite phases upon further milling. The key for the different behavior in these two cases most probably lies in different milling conditions, and therefore, Table 1, in which the milling conditions used in our study and the one performed by Blachnik and Muller are listed is provided for comparison.
From the comparison of the used milling conditions, it can be seen that the difference in the applied conditions was not significant, with the exception of milling atmosphere. It is clear that slightly more energy was supplied to the system in the present study. However, we think that milling in air is the key factor leading to much faster synthesis and subsequent transformations in our case.
Cu:S mixture 1:1
The same approach was performed on the Cu:S 1:1 sample. This system is much simpler, as covellite, CuS can crystallize only as hexagonal phase. The XRD patterns and phase composition are presented in Fig. 4a, b, respectively.

Covellite phases interchanging during the milling process: a XRD, b phase composition ratio. The error of the phase composition estimation is ±1%
As can be clearly seen from Fig. 4a, the situation is much less complicated in the case of the mixture with the Cu:S stoichiometric ratio 1:1, as covellite, CuS (JCPDS 06-0464) as the main product, is formed immediately after the explosion and the XRD pattern does not change much with the milling time. However, a small change can be observed, concretely the decreasing of the intensity of the peak present around 47°. This peak corresponds to digenite Cu1.8S (JCPDS 76-6653), which is considered an impurity in our case, and is formed together with the main product at the time of explosion [31]. It is possible to diminish the intensity of this peak by milling and thus to purify the prepared covellite. This is further supported by Fig. 4b, where the decreasing amount of cubic digenite phase with milling time can be observed. The content of digenite in the final sample milled for 15 min is 7%, which is almost on the borderline of the sensitivity of XRD measurements. As the decrease in the digenite content between samples milled for 10 and 15 min was not very significant, we hypothesized that much longer milling time would be necessary to obtain completely pure CuS.
In other works, the formation of covellite was slower [18, 36], however, in these papers, the impurity of digenite was not registered. The whole transformation process observed in our case can be described by the scheme:
Evolution of crystallite size during milling
In order to pursue the changes of crystallite size in both systems, Fig. 5 was elaborated.

The evolution of crystallite size of the phases during the milling process for: a Cu:S 2:1, b Cu:S 1:1. The error bars are provided in the figure
The dramatic decrease of crystallite size can be observed at the beginning of the milling process for the Cu:S 2:1 system (Fig. 5a). At the time of explosion (first points), the crystals are quite large, the largest being registered for the major monoclinic phase (around 80 nm). Further milling diminishes the crystallite size of all three phases below 20 nm. The sample which is considered final (30 min) possesses crystallite sizes 19, 13 and 12 nm for monoclinic, hexagonal and tetragonal chalcocite, respectively. Further milling does not bring about any significant changes in the crystallite sizes of monoclinic and tetragonal phase. The large dispersion of the values obtained for the hexagonal phase does not allow to draw a relevant conclusion, as the error of the estimation was the largest for this phase. While in case of the first two phases the crystallite size error is less than ±2 nm, in case of the hexagonal phase, it reaches ±6 nm.
Regarding the Cu:S 1:1 system, the crystallite size is surprisingly low after the explosion, on the contrary to the Cu:S 2:1 system. This could be possibly connected with the simplicity of the CuS system. The crystallite size of covellite decreases throughout the whole process of milling from 15 nm for the sample after the explosion to 9 nm for the sample milled for 15 min. In the case of the digenite impurity, the crystallite size is smaller (9 nm), decreases until 7 min of milling (7 nm) and then it increases again up to 12 nm.
Regarding the particle and crystallite size, CuS exhibits smaller values of both characteristics, so it can be concluded that it is a finer sample. The size of nanocrystals can be crucial for further applications of the nanoparticles.
Evolution of grain size during milling
The changes in grain size of the milled materials can be easily monitored by photon cross-correlation spectroscopy in a micrometer-range. This is a good method for comparing the results obtained for nanoscale-range (crystallite size) reported above. The results for both studied systems are presented in Fig. 6.

Evolution of grain size during milling for: a Cu:S 2:1, b Cu:S 1:1
Milling does not seem to affect the grain size of the produced Cu2S significantly (Fig. 6a), however, some changes are remarkable. For the sample milled for 1 min, the local maximum around 7 µm can be observed. Further milling causes the coarsening of the particles. Thus, different type of treatment, e.g. wet stirred media milling, should be applied to reduce the grain size, in order to apply Cu2S for the applications requiring much smaller grains.
In the case of CuS (Fig. 6b), the situation is contrary, as milling brings about the significant reduction of the grain size. More-or-less unimodal distribution with the maximum around 50 µm observed for the sample milled for 1 min was changed to trimodal for the sample milled for 5 min and finally, into bimodal in the case of the sample milled for 15 min, for which two maxima located at around 7 and 15 µm can be observed.
In general, the CuS sample contains finer grains than Cu2S. These observations confirm finer character of the CuS sample, so in addition to smaller crystallite size reported earlier, also the grain size is smaller.
Evolution of specific surface area
In order to investigate the surface properties, which are crucial for the potential applications of the synthesized nanomaterials, the S BET values were calculated for both systems and their changes were monitored with the time of milling. In addition, applying the very simplified assumption that our material is formed of identical spherical grains, also the average particle radius, R, was estimated for all these samples, based on the equation:
where S BET is the value of specific surface area and ρ is the density of the material (for Cu2S, the value 5.65 g/cm3 and for CuS, 4.41 g/cm3 found in standard tables were used). The values for both parameters are provided in Table 2 below.
The milling process does not seem to affect the specific surface area values to a large extent, as they are quite similar throughout milling for both systems. In general, the produced CuS exhibits slightly higher S BET and lower R values, thus supporting the finer character of the powder, as already pointed out by crystallite size and grain size measurements. The obtained S BET values are far lower than those reported in [37] for the nanoporous CuS (97 m2 g−1). These observations are contradictory to the general trend of the evolution of specific surface area during mechanochemical reactions [38, 39], where a sharp increase, plateau and subsequent slight decrease of S BET values because of the agglomeration should be observed. It is possible that as the products are formed in an explosive manner, they exhibit very poor porous properties and their improvement cannot be achieved by applying dry milling.
Microstructural characterization of the final products
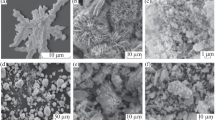
The samples considered as the final products, i.e. Cu2S after 30 min and CuS after 15 min of high-energy milling, were inspected by transmission electron microscopy (TEM). The results are shown in Figs. 7 and 8, respectively.

TEM analysis of the Cu2S sample after 30 min of milling. a Low-magnification image of an agglomerate with EDS pattern confirming the Cu:S ratio of 2:1. b SAD pattern shows that different Cu2S phases are intermixed at the nano-level. c HRTEM image taken in the thin part of the agglomerate confirms that it is composed of densely packed nanoparticles

TEM analysis of the CuS sample after 15 min of milling. a Low-magnification image showing agglomerated grains. EDS spectrum with Cu:S ratio 1:1 is shown in the bottom right corner. b Rings in the SAD pattern correspond to the hexagonal CuS phase (covellite). c Dark-field image of a polycrystalline grain
At lower magnifications, the Cu2S sample contains irregularly shaped grains with diameters in the micrometer range, as previously shown by the photon cross-correlation spectroscopy (see Fig. 6a). The crystallinity and phase composition of the sample was inspected by selected area electron diffraction (SAD). The SAD pattern recorded form a thin region of a larger grain is shown in Fig. 7b. It is a ring pattern, typical for diffraction from randomly oriented nanosized particles indicating that the larger grains are composed of smaller randomly oriented crystallites.
The nanocrystalline character of the sample was suggested already by XRD analyses (see Fig. 5a) and according to the XRD results, the final sample contains mostly monoclinic and tetragonal modifications of chalcocite. The SAD contains reflections from all chalcocite modifications, similar as the XRD pattern that was recorded from a much larger volume of the sample. This result indicates that the chalcocite modifications in the sample are intermixed at the nano-level and are not present as separate single-phased agglomerates. The Cu:S ratio of 2:1 was additionally confirmed by EDS analyses recorded in different parts of the sample (see the EDS pattern in Fig. 7a). Additional HRTEM analyses were done in thin parts of the agglomerates, where the sample is electron-transparent. The analyses revealed that the larger grains are composed of densely packed nanosized crystallites with average size between 10 and 20 nm which is in good agreement with the crystallite size determined from XRD (see Fig. 5a). The individual nanocrystallites have irregular shapes and are tightly packed into larger agglomerates, usually to such extent that it is difficult to distinguish between the individual nanoparticles. This specific microstructure of the sample is typical for materials synthesized by high-energy milling from initial precursors and was observed also in other materials, for example in CoSe [40].
The results of TEM analyses for the CuS sample show that the general appearance of this sample at lower magnifications (Fig. 8a) is similar to the Cu2S sample, only the size of the agglomerates is slightly smaller as already indicated by photon cross-correlation spectroscopy (see Fig. 6b). SAD ring pattern shows that also this sample contains randomly oriented nanoparticles (Fig. 8b).
All diffraction rings correspond to the hexagonal modification of CuS (Fig. 8b) and the EDS spectra taken in different thin parts of the sample confirmed the Cu:S ratio of 1:1 (see a typical spectrum in Fig. 8a). The nanocrystalline character of the sample was additionally shown by dark-field imaging (Fig. 8c) and the image confirms that the larger grains are agglomerates of densely packed nanoparticles with random orientations. The average size of nanoparticles in this sample was estimated from several HRTEM images, taken in thin parts of the sample and is similar as in the Cu2S sample, i.e. below 20 nm.
Role of milling speed
Milling speed is one of the crucial factors which influence the properties of the prepared products, or the progress of the mechanochemical reaction, and in some studies, milling time can be constant and the effect of this parameter is investigated (e.g. [41, 42]). This can affect the properties and consequently, the final application potential of the material. Different milling regimes are being applied when the milling speed is changing. As the chalcocite system is more complicated and prone to show differences in the phase composition upon milling, it was selected for the evaluation of the milling speed effect in the experiments. In all cases presented in this part, the milling was stopped immediately after the explosion.
The dependence of the intensity of the explosion with respect to the milling speed is presented in (Fig. 9).

Influence of the milling speed on the explosion intensity for Cu:S 2:1 mixture: a evolution of gas pressure changes throughout milling, b relationship between milling speed, explosion time, and maximum pressure detected at the time of explosion
As it could be expected, the increasing milling speed evokes more intense explosions within a shorter time. The different plot in Fig. 9b further supports this statement.
Different milling speed can show up also in the phase composition of the product. Therefore, XRD patterns of Cu:S 2:1 mixture milled under different milling speed were recorded (Fig. 10a) and the ratio among chalcocite phases was evaluated (Fig. 10b).

Influence of the milling speed on the milling of Cu–S 2:1 mixture: a XRD patterns, b dependence of the phase composition on the milling speed
It can be seen that the amount of the major monoclinic phase increases with the increasing milling speed, on the contrary to the amount of both minor phases. It seems that the crystallographic phase with the lowest symmetry is preferred under the most drastic conditions.
In order to analyze this dependence, the value of the relative energy accumulated at the moment of explosion can be taken into account. As previously discussed, this energy is proportional to the third power of the milling speed, i.e. the frequency of the main disc (Ω3).
Figure 11 shows the relative energy at the explosion for different milling speed (relative to that for 150 rpm). This energy needed for the explosion to occur is not independent of the milling speed, but increases with it. Therefore, the induction of the process does not occur until a threshold energy is overcome. However, as it is shown in Fig. 12, there is a close to linearity relation between 1/t ind and Ω3, as pointed by Gotor et al. [30]. This statement is based on the constant value of energy stored (dose, E explosion) by the powder needed to induce the explosion (E explosion ~ Ω3 t ind), which is not fulfilled as shown in Fig. 11. This yields the presence of an intercept different from zero when the plot suggested by Gotor et al. [30] is used. When a zero intercept is imposed, the fitting gets worse (see Fig. 12).

Dependence of the relative energy accumulated during milling at the time of explosion with the milling speed. Line is just a guide to the eye

Relationship between the inverse of the induction time and Ω3 (proportional to the power released to the powder). The red line corresponds to the best linear fitting with an intercept different from zero and the blue line corresponds to the best linear fitting with intercept equal to zero
Trapp and Kieback [43] established an exponential model for the induction time dependence on the milling intensity, which considers that the rapid phase formation occurs when the heat release rate is bigger than the cooling rate of the particles. Figure 13 shows the fitting of the present data using an exponential law.

On the other hand, Urakaev [44,45,46] modelled the mechanochemical processes attending to the short rises in pressure and temperature during collisions. The author concludes a relation Kt 2 = f(α), where K is a kinetic parameter, t the time and f(α) is a function of the transformed fraction α. The kinetic parameter K is obtained as a function of the milling frequency [44,45,46]:
where A and b are constants. We have assumed that the explosion time measured corresponds approximately to a similar value of α, and thus:
where C and c are constants related to A and b. We fitted our data to this equation in Fig. 11 along with an exponential law following [43].
Conclusions
Milling of elemental copper and sulphur in air produces the desired copper sulphides very rapidly, however the prepared products undergo further changes upon longer milling. No significant events, in addition to the explosion, the intensity of which is dependent on the Cu:S ratio, were evidenced within the first 15 s already described in [31] by observing the gas pressure and temperature changes in the milling chamber, however, the changes were visible in the XRD patterns. In the case of chalcocite formation, the different crystallographic phases were interchanging until 30 min of milling, when the equilibrium with the monoclinic phase as the major one, was reached. In the case of covellite formation, the content of digenite impurity was diminished to around 7% after 15 min of milling. The crystallite size, grain size and specific surface area analyses have shown the finer character of the prepared covellite powder, in comparison with chalcocite. The final samples contain micron-sized grains, composed of densely packed, randomly oriented chalcocite or covellite nanoparticles, depending on the Cu:S ratio. The investigation of the influence of milling speed on chalcocite powder has shown that the intensity of the explosion increases and time of explosion decreases with the increasing milling speed. The monoclinic phase with the lowest symmetry is preferred at the most energetic conditions. The formation of copper sulphides can be understood as a mechanically driven process. The energy stored at the explosion time is not the same, but increases as the milling speed increases. The mechanochemically prepared CuS and Cu2S nanocrystals can be potentially applied in biomedical applications in the future.
References
Roy P, Srivastava SK (2015) Nanostructured copper sulfides: synthesis, properties and applications. CrystEngComm 17:7801
Shamraiz U, Hussain RA, Badshah A (2016) Fabrication and applications of copper sulfide (CuS) nanostructures. J Solid State Chem 238:25
Goel S, Chen F, Cai WB (2014) Synthesis and biomedical applications of copper sulfide nanoparticles: from sensors to theranostics. Small 10:631
Xiao ZY (2014) CuS nanoparticles: clinically favorable materials for photothermal applications? Nanomedicine 9:373
Vaughan DJ, Craig JR (1978) Mineral chemistry of metal sulfides. Cambridge University Press, Cambridge
Sabah FA, Ahmed NM, Hassan Z, Rasheed HS (2016) High performance CuS p-type thin film as a hydrogen gas sensor. Sens Actuators A Phys 249:68
Cuevas A, Romero R, Dalchiele EA, Ramos-Barrado JR, Martin F, Leinen D (2016) Spectrally selective CuS solar absorber coatings on stainless steel and aluminum. Surf Interface Anal 48:649
Mulla R, Rabinal MK (2017) Ambient growth of highly oriented Cu2S dendrites of superior thermoelectric behaviour. Appl Surf Sci 397:70
Farhadi S, Siadatnasab F (2016) Copper(I) sulfide (Cu2S) nanoparticles from Cu(II) diethyldithiocarbamate: synthesis, characterization and its application in ultrasound-assisted catalytic degradation of organic dye pollutants. Mater Res Bull 83:345
Zhao W, Wang ZH, Zhou L, Liu NQ, Wang HX (2016) Natural sunlight irradiated flower-like CuS synthesized from DMF solvothermal treatment. Front Mater Sci 10:290
Xie Y, Carbone L, Nobile C et al (2013) Metallic-like stoichiometric copper sulfide nanocrystals: phase- and shape-selective synthesis, near-infrared surface plasmon resonance properties, and their modeling. ACS Nano 7:7352
Jen-La Plante I, Zeid TW, Yang PD, Mokari T (2010) Synthesis of metal sulfide nanomaterials via thermal decomposition of single-source precursors. J Mater Chem 20:6612
Nafees M, Ali S, Rasheed K, Idrees S (2012) The novel and economical way to synthesize CuS nanomaterial of different morphologies by aqueous medium employing microwaves irradiation. Appl Nanosci 2:157
Kristl M, Ban I, Gyergyek S (2013) Preparation of nanosized copper and cadmium chalcogenides by mechanochemical synthesis. Mater Manuf Process 28:1009
Yang DW, Su XL, Yan YG, He J, Uher C, Tang XF (2016) Mechanochemical synthesis of high thermoelectric performance bulk Cu2X (X = S, Se) materials. APL Mater 4:116110
Baláž P, Achimovičová M, Baláž M et al (2013) Hallmarks of mechanochemistry: from nanoparticles to technology. Chem Soc Rev 42:7571
Blachnik R, Muller A (2000) The formation of Cu2S from the elements I. Copper used in form of powders. Thermochim Acta 361:31
Ou Z, Li J (2014) Synergism of mechanical activation and sulfurization to recover copper from waste printed circuit boards. RSC Adv 4:51970
Li S, Ge ZH, Zhang BP et al (2016) Mechanochemically synthesized sub-5 nm sized CuS quantum dots with high visible-light-driven photocatalytic activity. Appl Surf Sci 384:272
Wang XB, Xu CQ, Zhang ZC (2006) Synthesis of CuS nanorods by one-step reaction. Mater Lett 60:345
Tolia JV, Chakraborty M, Murthy ZVP (2012) Mechanochemical synthesis and characterization of group II–VI semiconductor nanoparticles. Part Sci Technol 30:533
Liu LG, Liu C, Fu WP, Deng LG, Zhong HZ (2016) Phase transformations of copper sulfide nanocrystals: towards highly efficient quantum-dot-sensitized solar cells. ChemPhysChem 17:771
Jiang XC, Xie Y, Lu J, He W, Zhu LY, Qian YT (2000) Preparation and phase transformation of nanocrystalline copper sulfides (Cu9S8, Cu7S4 and CuS) at low temperature. J Mater Chem 10:2193
Lin IJ, Nadiv S (1979) Review of the phase transformation and synthesis of inorganic solids obtained by mechanical treatment (mechanochemical reactions). Mater Sci Eng 39:193
Bakker H, Zhou GF, Yang H (1995) Mechanically driven disorder and phase-transformations in alloys. Prog Mater Sci 39:159
Šepelák V, Bégin-Colin S, Le Caer G (2012) Transformations in oxides induced by high-energy ball-milling. Dalton Trans 41:11927
Ipus JJ, Blázquez JS, Franco V et al (2008) An equivalent time approach for scaling the mechanical alloying processes. Intermetallics 16:470
Abdellaoui M, Gaffet E (1995) The physics of mechanical alloying in a planetary ball mill—mathematical treatment. Acta Metall Mater 43:1087
Magini M, Iasonna A, Padella F (1996) Ball milling: an experimental support to the energy transfer evaluated by the collision model. Scr Mater 34:13
Gotor FJ, Achimovičová M, Real C, Baláž P (2013) Influence of the milling parameters on the mechanical work intensity in planetary mills. Powder Technol 233:1
Baláž M, Zorkovská A, Urakaev F et al (2016) Ultrafast mechanochemical synthesis of copper sulfides. RSC Adv 6:87836
Takacs L (2002) Self-sustaining reactions induced by ball milling. Prog Mater Sci 47:355
Urakaev FK (2013) Experimental study of mechanically induced self-propagating reactions in metal-sulfur mixtures. Combust Sci Technol 185:473
Leon M, Terao N, Rueda F (1984) Phase transitions in cuprous sulphide evaporated thin films. J Mater Sci 19:113. doi:10.1007/BF00552999
Gronvold F, Westrum EF (1987) Thermodynamics of copper sulfides I. Heat-capacity and thermodynamic properties of copper(I) sulfide, Cu2S, from 5 to 950 K. J Chem Thermodyn 19:1183
Wang K, Tan GL (2010) Synthesis and optical properties of CuS nanocrystals by mechanical alloying process. Curr Nanosci 6:163
Heydari H, Moosavifard SE, Elyasi S, Shahraki M (2017) Nanoporous CuS nano-hollow spheres as advanced material for high-performance supercapacitors. Appl Surf Sci 394:425
Opoczky L (1977) Fine grinding and agglomeration of silicates. Powder Technol 17:1
Juhász AZ (1990) Mechanical activation of minerals by grinding: pulverizing and morphology of particles. Ellis Horwood, Chichester
Achimovičová M, Daneu N, Dutková E, Zorkovská A (2017) Mechanochemically synthesized cobalt monoselenide: structural characterization and optical properties. Appl Phys A 123:154
Baláž P, Baláž M, Shpotyuk O et al (2017) Properties of arsenic sulphide (β-As4S4) modified by mechanical activation. J Mater Sci 52:1747. doi:10.1007/s10853-016-0466-7
Gheisari K, Javadpour S, Oh JT, Ghaffari M (2009) The effect of milling speed on the structural properties of mechanically alloyed Fe–45%Ni powders. J Alloys Compd 472:416
Trapp J, Kieback B (2013) Solid-state reactions during high-energy milling of mixed powders. Acta Mater 61:310
Urakaev FK (2010) Mechanism and kinetics of mechanochemical processes. In: High-energy ball milling: mechanochemical processing of nanopowders, p 9
Urakaev FK, Boldyrev VV (2000) Mechanism and kinetics of mechanochemical processes in comminuting devices 2. Applications of the theory. Experiment. Powder Technol 107:197
Urakaev FK, Boldyrev VV (2000) Mechanism and kinetics of mechanochemical processes in comminuting devices—1. Theory. Powder Technol 107:93
Acknowledgements
The present work was financially supported by the Slovak Research and Development Agency under the contract No. APVV-14-0103 and by Slovak Grant Agency VEGA (project 2/0027/14). Spanish Ministry of Science and Innovation and EU FEDER (MAT-2013-45,165-P) and MAT-2016-77265-R (AEI/FEDER, UE) are also acknowledged. The support of German Federal Ministry of Education and Research (project IB-COMSTRUC-010) is also appreciated. The authors also acknowledge the financial support from the Slovenian Research Agency (research core funding No. P2-0084).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
About this article

Cite this article
Baláž, M., Zorkovská, A., Blazquez, J.S. et al. Mechanochemistry of copper sulphides: phase interchanges during milling. J Mater Sci 52, 11947–11961 (2017). https://doi.org/10.1007/s10853-017-1189-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-017-1189-0