
Abstract
The use of natural-based additives as plasticizers for plasticized Polyvinyl Chloride (p-PVC) has been evaluated in this study. PVC traditional plasticizers based in phthalate have been substituted by epoxidized linseed oil (ELO). From the industrial point of view, this substitution presents an interesting alternative because ELO is a natural product, harmless, and biodegradable. The effects on the characteristics of plasticized PVC in the migration phenomenon have been analyzed. This analysis has been done from the point of view of optimizing the curing process parameters: the amount of plasticizer, temperature, and curing time. The use of these new plasticizers with low toxicity and low migration reduce significantly the toxic risks of the management of this kind of polymers. The curing process has been optimized through the study of the migration characteristics in accordance with the isothermal curing process from 140 to 220 °C in curing periods ranging from 6 to 14 min. The obtained results present a weak tendency toward the migration of the plasticizer with a curing temperature of 220 °C during 8 min. The determination of mechanical and micro-structural properties with Scanning Electron Microscope (SEM) techniques has allowed us to conclude that the optimal addition of ELO as plasticizer is in the range of 70–80 phr, under the optimal curing conditions.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The Polyvinyl Chloride (PVC) is one of the most widely used polymers in several important industrial sectors with high technological level; this is due to its balance between properties, versatility, and price. PVC is the second highest polymer in terms of world volume consumption with 23 millions of tons [1]. Nowadays, by way of an example, average consumption per capita per year is around 21 kg in the USA, 16 kg in Japan, and 15 kg in Europe [2]. In general, PVC is a thermoplastic polymer which is characterized by virtue of its many applications in various sectors, due to its great versatility, such as construction, packaging, automotives, electrical and electronics, agriculture, toys, furniture, stationery, household, etc. The ability of this polymer to adapt to the demands of so many different sectors, is precisely the versatility to be acquired when PVC resin is added leading to the finished product [3]. Therefore, rigid or flexible, transparent or opaque, solid or foam, and so on, PVC can be used depending on the service benefits that are required in the final product. Within these options enhance that the so-called flexible PVC is about 50% of the production of this type of thermoplastic [4]. In order to allow obtaining an optimal material for applications such as films for packaging of medicines or drugs, plasma, serum, blood, and films for food packaging or other kind of products, such as cosmetics, chemicals, household utensils, toys, babycare, some additives called plasticizers are employed with the aim of adding flexibility [5, 6]. PVC plasticizers most widely used by the plastic processing industry are derived from phthalates [7, 8]. At present, its use is being challenged by the phenomenon of migration which transfers part of the plasticizer to the material with which it is in contact, and that in the worst cases can lead to toxicity problems [9, 10]. This has led to the development of specific regulations regarding the use of phthalates as plasticizers of PVC, as approved in the European Parliament (Directive 76/769/EEC, 2007/19/EC, March 2007) which limit the use of additives in these items coming in direct contact with food, toys, baby care, medical devices, etc. to improve health protection and consumer safety. This regulation specifically limits the use of di (2-ethylhexyl) phthalate, DEHP, dibutyl phthalate DBP, BBP butylbenzyl, diisononilftalate DINP, DIDP, and dinoctilftalate DNOP diisodecilftalate.
In order to solve this problem, alternative plasticizers and mixtures are currently being developed. These new plasticizers are characterized by presenting low levels of migration and low toxicity in applications sensitive to this phenomenon [11]. Plasticizers from natural products represent an interesting alternative as a replacement for traditionally used phthalates in the plastic industry which are characterized by its high toxicity [12–15]. Previous studies about using epoxidized fatty acid esters as plasticizer in PVC offers good results in terms of both migration level and mechanical performance. The lowest migration levels of plasticizer are obtained with optimum curing conditions, and it offers the maximum mechanical performance [16, 17]. Within the range of new plasticizers, acquiring some significance is the use of epoxidized linseed oil (ELO) as natural plasticizer. This type of oil is characterized by a double-acting stabilizer and plasticizer of PVC and other thermoplastic chlorinated materials; that is why it is called secondary type [18, 19].
Epoxidized linseed oil presents interesting properties of zero volatility, extraction resistance to many agents in water or oil, and the trend of migration being almost nil. In the formulation of flexible PVC, ELO acts as collector of acid groups through the catalytic degradation caused by the same, favoring the stabilization of the final product. This reduces the need of use of primary stabilizers, and, therefore, the cost of the final product [20, 21].
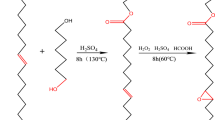
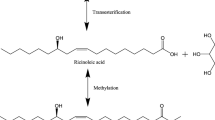
Furthermore, it must be remembered that the ELO is a product of natural origin classified as innocuous, which is derived from the seed of the flax plant, Linum usitatissimum, L. (Linaceae) by pressure or by extraction, followed by an epoxidation process.
For the use of ELO as plasticizer, flexible PVC conditions of processing parameters, curing formulations, and mechanical characterization, have to be assessed, to optimize the use of new mixtures with non-toxic plasticizers in industrial applications. In this study, flexible PVC pastes have been used; these PVC pastes have been obtained using different amounts of linseed oil and epoxidized natural plasticizer for optimum curing conditions of 220 °C and 8 min. With this new material, a very interesting behavior of the migration phenomenon has been obtained. The optimal quantities of natural plasticizer to be added have been determined. The mechanical response of materials, the internal structure, and migration have been analyzed to determine the optimal quantity. The result of this study determines the validity of linseed oil as a plasticizer, for real industrial applications.
Experimental
Materials and procedures
The PVC resin Lacovyl PB 1172 H was supplied by Atofina (Atofina UK Ltd., Midlands, UK) with a kwert (k) value of 67 obtained by ISO 1628-2, was used as polymer matrix.
As plasticiser, we used ELO, CAS number 8016-11-3 with an average molecular weight of 930 g mol−1 supplied by Traquisa (Traquisa S.L., Barcelona, Spain). This plasticiser has a fatty acid with 4.5% stearic acid, 6.5%, palmitic acid, 15.5% linoleic acid, 19.5% oleic acid, and 53% linolenic acid. Table 1 shows a summary with the main characteristics of the plasticizer. This plasticizer has been selected in view of its effect on the thermal stabilization of the polymer.
Plastisol preparation
Plastisol were prepared by mixing 50, 60, 70, 80, 90, and 100 phr (per hundred resin) of plasticizer with PVC in a rotative mixer KAPL mod. 5KPMS (KAPL, Michigan, USA) for 10 min at a rotating speed of 3 rpm. After the mixing process, the pastes were subjected to a vacuum process for 15 min in a MCP Group vacuum chamber model 00ILC (HEK-GmbH, Lubeck, Germany) with a maximum vacuum of −1 bar. Once all the air bubbles were removed, plastisols were spread into an aluminum mold.
The curing process of the plastisol was performed in a ventilated oven Carbolite mod. 2416CG (Keison Products, Barcelona, Spain) with a maximum temperature of 300 °C. The curing process was carried at different isothermal temperatures in the 140–220 °C range, and the curing time varied from 6 to 14 min. Sheets of 190 × 125 × 5 mm size were obtained after the curing process in an aluminum mold. These sheets were stamped in a die on a hydraulic press mod. MEGA KCK-15A (Melchor Gabilondo S.A., Vizcaya, Spain) to obtain standardized samples for mechanical characterization.
Mechanical characterization
The tensile tests were carried out using a universal tensile test machine ELIB 30 (S.A.E. Ibertest, Madrid, Spain) following ISO 527. A 20-mm min−1 crosshead speed was used to obtain the tensile graph with a load cell of 5 kN. All the specimens were tested at room temperature, and a minimum of five samples were analyzed and average values of tensile strength and elongation at break were calculated. Shore A hardness was measured with a Shore J.B.A.S.A. durometer mod. 673-D (Instruments J. Bot S.A., Barcelona, Spain) with samples 3 mm thick as per ISO 2039. At least five measurements were carried out, and average values were calculated.
Microscopic characterization
Morphology analysis of tensile fractures surface of plastisols was carried out by means of a scanning electron microscope JEOL JSM-6300 (Jeol USA, Peabody) using secondary electrons with an acceleration voltage of 15 kV. Samples were covered with a 5–7 nm Au layer in vacuum conditions prior to each measurement.
Migration test
Migration tests were carried, in a first step, in n-hexane as per ASTM D 5227-01. This is an extraction/gravimetric method in which, samples are immersed in n-hexane at a constant temperature of 50 °C, and after 2 h, the weight loss is measured. This method considers that the weight of the residue extract present in n-hexane is equal to the plasticizer extracted from the sample.
The second migration tests employed follows UNE-EN ISO 177. This is a test method that quantifies the mass loss of a piece of plastic that is placed between two sheets of other absorbent material. Tests were carried out using a circular cylinder of PVC plasticized with linseed oil, 1 mm thick, between two disks of low density polyethylene (LDPE) 3 mm thick, on which is placed a weight of 5 kg at 70 °C for 24 h. The difference in weight of the test before and after the test is indicative of the amount of plasticizer migrated.
Third migration tests were carried using activated carbon as per ASTM D 1203-94 test method B, which prescribes the use of a wire cage which prevents direct contact between the plastiziced PVC and the carbon, and the migration of the volatile components is more specifically measured. The circular cylinder tests used in this third migration tests present the same dimensions as the previous method, with temperatures of 100° for 24 h.
Results and discussion
Migration
In order to assess the phenomenon of migration in vinyl plastisol of PVC/ELO, tests were performed for the samples cured under different conditions and 70 phr of plasticizer content. These tests establish the relationship between the effect of migration and the state of curing of the internal structure of the plastisol. The results obtained in determining the tendency to migrate from volatile components of the system PVC/ELO are shown in Fig. 1 by weight loss of plastisol at different temperatures and curing times. From these results, it is remarkable that the plastisol migration response is very interesting, since the amounts of plasticizer that have migrated are minimal, varying only within the range [0.2–0.12%].

Variation of percentage of plasticizer migrated with active carbon, for different temperatures and times for curing plastisol with 70 phr of ELO as a plasticizer
The study of migration is completed by studying the mass loss of a sheet of plastisol in direct contact with two sheets of absorbent LDPE, as shown in Fig. 2 for the same curing conditions as in the previous figure. Under these test conditions, the trend of migration of ELO is very low with maximum values of 0.18% of plasticizer migrated and minimum of 0.09%. Graphically, Fig. 2 shows that the increase of the processing time at different curing temperatures, decreases slightly the weight loss of plastisol samples.

Variation of percentage of plasticizer migrated by contact, for different temperatures and curing times of plastisol with 70 phr of ELO as a plasticizer
In addition, the system PVC/ELO shows high resistance to extraction by hydrocarbons, the trend of migration is virtually zero because it is the plastisol solvent that absorbs the dissolvent obtaining negative values after the migration test (Fig. 3). A small migration of plasticizer is produced only in very low conditions of temperature and curing time: 160 °C and 6 min.

Variation of percentage of plasticizer migrated with n-hexane to different temperatures and curing times of plastisol with 70 phr of ELO as a plasticizer
In general, the behavior of the plastisol studied in the phenomenon of migration is very interesting for applications where no plasticizer is required to transfer to other materials, it will be in contact with. It should be remembered that the plastisol curing process is very complex from its internal structure point of view. The plastisol is a suspension of particles in a liquid matrix: plasticizer after which the process of gelling and curing leads to a homogeneous structure, so that the employed parameters influence highly on the migration phenomenon [22, 23]. A direct relationship between migration and the state of curing plastisol can be established: uniform structures with all the plasticizer absorbed by PVC particles have the minimum values of migration of plasticizer. Structures without complete curing, i.e., those with the plasticizer without solvate, present migration values. As a result, the migration behavior is optimized for curing conditions of 220 °C temperature for 8–10 min.
Influence of temperature and time on mechanical properties
One of the most important aspects in the use of vinyl plastisol in industrial environment is the optimization of the quantities of additives in its formulation. Specifically, the amount of plasticizer has to be optimized to obtain the material with best performance in optimal conditions of service and reduce the migration phenomenon. The mechanical response of the polymer against external stresses is one of the most sensitive to its own formulation. Figure 4 shows the variation of the response quantifier resistant polymer parameters: stress fracture, elastic modulus, and hardness, depending on the amount of plasticizer used in the blend system of PVC–ELO, in conditions of curing temperature of 220 °C and duration of 8 min, as recommended previously.

Variation of tensile strength, elastic modulus, and hardness Shore A of vinyl plastisols in terms of ELO content
Figure 4 shows a decrease of the parameters with increasing amounts of plasticizer used. For low contents of ELO plasticizer, the values obtained for the tensile strength vary from 14.7 to 12.3 MPa for 50 and 60 phr of plasticizer. Due to the polar nature of polyvinyl chloride, the linking forces of the polymer chains are still high for this quantity of plasticizer. The linking forces also are opposed to the sliding mechanism between the polymer chains, so the mechanical behavior of this kind of Plastisol is not totally flexible and allows less plastic deformation before fracture, as shown in Fig. 5. The elongation at break is low, with values between 166 and 185% for the same plasticizer content mentioned above.

Variation of elongation at break of vinyl plastisols in terms of ELO content
When ELO content increases then the resistance of the material decreases. For 70 and 80 phr of plasticizer, the elastic modulus reaches values between 4.9 and 4.3 MPa respectively, and between 9.7 and 10.6 MPa for the stress fracture. The values of the elongation at break for these amounts of plasticizer increase by about 227%, which shows a remarkable growth of ductile behavior with increasing plasticizer content. From a structural point of view, the increase in the quantity of added plasticizer to the vinyl resin acts as an internal lubricant which facilitates the sliding of the polymer chains. That is because there are lower secondary linking forces between the polymer chains. The plasticizer fills the space between the polymer chains increasing the separation between them which causes a decrease in the polar forces of attraction. This structural change justifies the change in mechanical behavior observed when increasing the amount of ELO added to PVC, which provides a more versatile behavior.
The same effect will be increased for higher amounts of plasticizer, leading to a low-resistant response of plastisol. For contents between 90 and 100 phr of additivated linseed oil, the tensile strength decreases to nearly half the initial value with values of 7.2 and 3.3 MPa for elastic modulus due to high flexibility. On the other hand, the elongation at break presents a saturation effect since it remains around 220% for high levels of linseed oil, which is responsible for the state of plasticization of PVC. From a structural point of view, the sliding of polymer chains is facilitated by inserting between them plasticizer which acts as a lubricant.
These analyzed results reveal the complexity of plasticization process. It is necessary to consider that a plastisol is a suspension of particles in a liquid matrix plasticizer, and so the quantities of plastisol used present a considerable influence over the material characteristics. It can be established that a direct relationship exists between the final mechanical properties of the plastisol and the amounts of ELO used as plasticizer, and according to the results of this study, the optimum content is determined to be between 70 and 80 phr at curing temperature of 220 °C for duration of 8 min.
Influence of plasticizer amount on plastisol structure
From the analysis of the morphology of the fracture surfaces, the influence of the amount of plasticizer on the internal structure of PVC/ELO can be determined.
Figure 6 shows the micrographs of the morphologies of the tensile fracture obtained at 500 magnifications for vinyl plastisol with increasing amounts of ELO as plasticizer. From this analysis, is very important to note the evolution in the kind of morphologies obtained. On the basis of optimized parameters of the curing process (220 °C and 8 min), in any micrography, either individual PVC particles or aggregates cannot be observed which indicate lack of cure in the internal structure of the material; so, there is a homogeneous matrix, and optimal structure for mechanical response and migration of the plastisol, all parameters are indicative of a properly curing.

SEM microphotographs (500×) of the fractured surfaces of cured plastisol at 220 °C for 6 min with different amounts of ELO: a 50 phr; b 60 phr; c 70 phr; d 80 phr; e 90 phr; and f 100 phr
For the sample with low plasticizer content (50 phr), a fracture surface characterized by the presence of cracks with steps or steep and rough shapes is observed on a surface with a strong and homogenous roughness caused in the process of breaking down.
With higher plasticizer content, 60 phr, the appearance of the micrographics is very different. The homogeneity of the fracture surface, with less roughness and the presence of certain formations or even small ridge height characterized by a strong sense of direction in the plastic deformation of the plastisol before the break is observed. The same effect, somewhat more pronounced, is observed in the sample to 70 phr of ELO. There are more density peaks with rounded shapes than those in the previous sample. Furthermore, it must be remembered that, for 50 phr, the elongation at break obtained is about 166%, and for 70 phr, it has increased up to 207%; this increase in the plastic response of plastisol justifies the observed changes in morphology. In this way, a more ductile response favors the formation of rounded ridges, ridges without significant formation of cracks or breakage, by the action of the plasticizer when it acts as a lubricant and facilitates the sliding of the polymer chains before the break. When the contents of plasticizer reach 80 phr, the surface appearance is similar to the previous round with formations on the surface of fracture indicative of high levels of plastic deformation prior to fracture of plastisol.
With higher content of plasticizer, the morphology of the fracture is different. For plasticizer content of 90 phr, a smoother morphology than in the previous cases with the formation of some directed and rounded ridges is shown. The tensile surface of these samples with amounts of 100 phr of ELO highlights the formation of undulating ridges, rounded, and a little deep on bottom with very smooth and homogeneous features. The plastisol with high plasticizer content flows under the action of small loads. In this state, it has a low elastic modulus of 3.34 MPa, which is less than half that in the case of 50 phr, it loses its solid consistency on introducing little stiff, and it gets easily deformed. However, it must be remembered that in this state, excess of plasticizer material does not increase its capacity of plastic deformation, since it does not increase in the values of the elongation at break as seen previously, with values remaining below 200%.
Figure 7 summarizes in a comparative manner and in more detail (1000×) the microstructural changes undergone by the plasticized PVC with various ELO contents as plasticizer, curing at 220 °C for 8 min. With low plasticizer contents, 50 phr, a strong roughness and cracking, responsible for the maximum hardness and strength of the analyzed series, and the lowest value of elongation at break, 166% are observed. The morphologic appearance is totally different for intermediate contents of ELO within the range analyzed in this study (80 phr). The fracture surface presents a smooth and homogeneous with the formation of shallow ridges, rounded and oriented, indicative of high plastic deformation sustained by the plastisol before break. The parameters of the mechanical response quantifier resistant material decrease, but the elongation at break reaches the maximum value, 227%. Increasing the ELO content results in an oversupply of plasticizer in the internal structure of the material, thereby losing the balance between its characteristics of strength–deformation. Under these conditions, the plastisol “flows” under the action of small stresses, 3.3 MPa, without any tensile strength which occurs with lower elongation values than those obtained with less amounts of plasticizer. For this reason, in the corresponding micrographs, undulating ridges are seen on a uniform background; these ridges are typical in the fluidization of plasticized PVC.

SEM micrographs (1000×) of fractured surfaces of plastisol cured at 220 °C for 6 min with different amounts of ELO: a 50 phr; b 80 phr; and c 100 phr
Conclusions
The use of natural plasticizers, such as ELO, has emerged as an interesting alternative for obtaining plastisols with low toxicity and low environmental impact. The curing process can be carried out properly at temperatures around 220 °C with curing times about 8 min and with contents of 70 phr of ELO as a plasticizer, as shown by the study of the mechanical properties and behavior toward migration from PVC/ELO. For these conditions, the microstructure of the plastisol is formed by a completely homogeneous matrix due to optimum absorption of plasticizer by the PVC particles. The optimum conditions of the curing process parameters of PVC can establish the validity of ELO as a natural plasticizer and innocuous. ELO improves the migration transfer problems encountered by PVC plasticized with traditional additives based in phthalates that are challenged by toxicity problems.
References
Braun D (2001) J Vinyl Addit Technol 7:168
Summers JW (1997) J Vinyl Addit Technol 3:130
Garcia D, Balart R, Parres F, Lopez J (2007) J Mater Sci 42:10143. doi:10.1007/s10853-007-2067-y
Wang Q, Storm BK (2005) Polym Test 24:290
Gil N, Saska M, Negulescu I (2006) J Appl Polym Sci 102:1366
Pita V, Sampaio EEM, Monteiro EEC (2002) Polym Test 21:545
Hashimoto K, Suga S, Wakayama Y, Funazukuri T (2008) J Mater Sci 43:2457. doi:10.1007/s10853-007-2015-x
Crespo JE, Balart R, Sanchez L, Lopez J (2007) J Appl Polym Sci 104:1215
Jimenez A, Lopez J, Iannoni A, Kenny JM (2001) J Appl Polym Sci 81:1881
Shea KM (2003) Pediatrics 111:1467
Marcilla A, Garcia S, Garcia-Quesada JC (2008) Polym Test 27:221
Benaniba MT, Belhaneche-Bensemra N, Gelbard G (2001) Polym Degrad Stab 74:501
Benaniba MT, Belhaneche-Bensemra N, Gelbard G (2003) Polym Degrad Stab 82:245
Pedersen GA, Jensen LK, Fankhauser A, Biedermann S, Petersen JH, Fabech B (2008) Food Addit Contam 25:503
Semsarzadeh MA, Mehrabzadeh M, Arabshahi SS (2005) Iran Polym J 14:769
Fenollar O, García D, Sánchez L, López J, Balart R (2009) Eur Polym J 45:2674
Fenollar O, Sanchez-Nacher L, Garcia-Sanoguera D, López J, Balart R (2009) J Mater Sci 44:3702. doi:10.1007/s10853-009-3495-7
Abdelbary EM, Badran BM, Khalifa WM, Yehia AA (1978) Elastomerics 110:38
Nandanan V, Joseph R, Francis DJ (1996) J Elastomer Plast 28:326
Ashraf SM, Ahmad S, Riaz U, Alam M, Sharma HO (2007) J Appl Polym Sci 103:1367
Kanno S, Kawamura Y, Mutsuga M, Tanamoto K (2006) J Food Hyg Soc Jpn 47:89
Audic JL, Reyx D, Brosse JC (2003) J Appl Polym Sci 89:1291
Hakkarainen M (2008) Adv Polym Sci 211:159
Acknowledgements
The authors thank “Ministerio de Ciencia y Tecnología”, Ref: DPI2007-66849-C02-02 for financial support. Microscopy Services at UPV are gratefully acknowledged for their assistance in using SEM techniques.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Fenollar, O., Garcia-Sanoguera, D., Sanchez-Nacher, L. et al. Effect of the epoxidized linseed oil concentration as natural plasticizer in vinyl plastisols. J Mater Sci 45, 4406–4413 (2010). https://doi.org/10.1007/s10853-010-4520-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-010-4520-6