
Abstract
Adhesives offer significant advantages when joining materials since they do not create discontinuities in the material, unlike bolting or riveting. Another interest of adhesive joints is the possibility of joining different materials and the lower weight. The analysis of the stress singularity in adhesive joints can provide a better understanding of joint behaviour, and it is mesh independent. The ISSF is based on a fracture mechanics concept, the Stress Intensity Factor (SIF). However, generally, the SIF is only applicable to cracks in a single material, while the ISSF is applicable to multi-material corners and does not require a crack. This work aims to study the stress singularity of aluminium adhesive joints bonded with a brittle adhesive with four different overlap lengths (LO) by determining the singularity’s exponents and its intensity. A method for joint strength prediction using the ISSF is also proposed. Additionally, the interface corner’s stress is studied, with the different singularity components presented separately to assess their influence on the overall stress. These predictions are also compared with the experimental strength to verify this strength prediction criterion’s accuracy when applied to brittle adhesives. In conclusion, the ISSF criterion provides accurate results and can be utilised for further studies in this area.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Optimal structural design is intrinsically associated with multi-component structures since it is possible to optimise the specific strength and stiffness by combining different materials, each one tailored for its function within the structure (Jairaja and Naik 2019), and also to expedite fabrication and reduce the associated costs in structures with complex shapes, which can benefit from division in simpler shapes joined together (Jeevi et al. 2019). Depending on the application and design restrictions, varying joining techniques can be applied. A significant body of knowledge exists in the literature, including a comparison between joining technologies for selected purposes (Garrido et al. 2018). The most relevant joining methods for industrial applications are riveting, bolting, welding, brazing, and adhesive bonding. Although adhesive joints are used historically, their structural use was only widely developed in the first half of the twentieth century by the aeronautical field. With the advancements in the adhesives’ formulations, resulting in ever-increasing adhesive and joint performance, and design tools, consisting of simulation packages and suitable criteria for strength prediction, adhesive bonding is now essential in structural applications including aerospace, aeronautical, automotive, sports, civil engineering structures and electronics (Gui et al. 2018). This option became possible due to a set of characteristics (over conventional techniques) such as the unnecessity of drilling or damaging the parent materials to be joined, saving weight, improving stresses across the bonding regions, and ease of joining different materials. Possible limitations are the typical impossibility to disassemble after joining, required curing time, lack of confidence in the design, especially for fatigue and long-term analyses, and large scatter in experimental testing (Du et al. 2004).
Since the use of adhesive joints has been increasing in several industries in recent times (Konstantakopoulou et al. 2016), it is important to use design tools that accurately model and predict the behaviour of adhesive joints to reduce the amount of experimental tests needed, which are, usually, costlier and take more time than numerical simulations. In the early stages of adhesive joint analysis, analytical methods were used to determine the stress distributions at the adhesive layer, namely the Volkersen (1938) model, the Goland and Reissner (1944) model or the Hart-Smith (1973) model. However, these models have severe limitations since, for some, the formulation is difficult, while for others, the formulation is simple, but many assumptions are made, rendering the resulting stress distribution less accurate. These limitations mean that in recent years most literature focuses on numerical methods to analyse adhesive joints, although examples of analytical models developed in recent times can still be found, like the work by Carbas et al. (2014) for graded adhesive joints. A literature review by Ramalho et al. (2020) found that the most commonly used method to predict the strength of adhesive joints is Cohesive Zone Models (CZM), used together with the Finite Element Method (FEM) (Blackman et al. 2003). CZM generally provide accurate strength predictions, as long as the cohesive law shape/formulation and the respective parameters are appropriate. A simple triangular law can be used for brittle adhesives, but ductile adhesives generally require more complex laws, such as the trapezoidal law or an exponential law (Carvalho and Campilho 2017). Campilho et al. (2013) evaluated the CZM accuracy of adhesive layers modelled with different law shapes in predicting the strength of composite single-lap joints (SLJ) under different geometries. The obtained results showed that triangular CZM models are most suitable for brittle adhesives, while ductile adhesives can be accurately dealt with trapezoidal CZM laws that capture the high-stress levels after damage onset. Despite this fact, the relative errors of these two law shapes were always under 10%, reinforcing that CZM, which is based on an area concept for crack propagation, i.e., mainly depending on the fracture energies, which gives satisfactory results even with less adequate models. Even though the strength predictions with CZM are accurate, these models have a significant drawback in that they require extensive experimental testing because the cohesive law parameters change with the adhesive thickness (tA) and other geometric parameters affecting the damage zone in the adhesive in the advent of crack propagation. The tA effect in CZM modelling with a triangular law was addressed by Xu and Wei (2013) by simulating SLJ with different tA, particularly showing that smaller tA increases the joint strength. Additionally, the proposed CZM yielded accurate strength predictions for the brittle adhesive, although the ductile adhesive joint performance with the smallest tA is underestimated. Demiral and Kadioglu (2018) also showed the tA influence on strength by CZM, namely SLJ strength reduction by increasing tA, although this effect was much smaller than that of the overlap length (LO), whose increase highly benefited the joint strength. Therefore, authors have also experimented with other methods to predict joint strength, such as the eXtended FEM (XFEM) (Stein et al. 2017), sometimes also combined with CZM (Stuparu et al. 2016), or even the common FEM using failure criteria based on continuum mechanics (Sánchez-Arce et al. 2021), fracture mechanics (Jiang et al. 2021) or damage mechanics (Sugiman and Ahmad 2017). Some authors have also used the previous criteria with meshless methods (Ramalho et al. 2019) or meshless methods combined with CZM (Tsai et al. 2014) to predict joint strength.
Fracture mechanics, in particular, can assess stress or strain singularities due to material discontinuities (Da Silva and Campilho 2012), which in bonded joints are usually related to the sharp corners at the overlap edges at the interface between an adherend and the adhesive layer. Conventionally, fracture mechanics can rely on stress intensity factors (Parks 1974; Matos et al. 1989) or energetic approaches (Lazzarin and Zambardi 2001), depending on the materials’ fracture toughness. In the last option, the most widespread techniques are the J-integral (Rice 1968) and the Virtual Crack Closure Technique (VCCT) (Rybicki and Kanninen 1977). More recently, Finite Fracture Mechanics (FFM) was proposed by Leguillon (2002), consisting of a coupled stress-energy criterion for crack initiation and accounting for published work on adhesive joints (Hell et al. 2014). FFM does not require an initial crack and, for crack initiation, both a stress and an energetic criterion should be fulfilled. However, it is essentially applicable to brittle adhesives. In adhesive joints, as previously discussed, there exists a stress singularity at the adhesive/adherend interface corners, whose magnitude is usually called Intensity of Singular Stress Fields (ISSF) or Generalised Stress Intensity Factor (GSIF). The first published works trying to characterise this singularity date back to the mid-twentieth century (Williams 1959; Bogy 1968).
This singularity analysis has been performed in many different types of adhesive joints, including scarf joints (Wu et al. 2014), butt joints (Afendi et al. 2013), Double Lap Joints (DLJ) (Mintzas and Nowell 2012) and SLJ (Rastegar et al. 2018). Zhang et al. (2015) proposed a new method to calculate the ISSF in bonded butt joints under tension and bending, due to the known difficulties in using the FEM because of the existing singularity. The new method only considers stresses of the first elements at the end of the interface between the adhesive and adherend materials. Different combinations of materials and values of tA were analysed and positively validated against experiments from previous works. It was also found that the ISSF was dependent on the joint materials and that the ISSF increased with tA until tA reached the joint width. Interactions between the singular stress fields at the two adhesive/adherend interfaces were also found, although this issue was remitted to future works. In the work of Li et al. (2018), SLJ and DLJ bonded joints were used to investigate the adhesive strength by evaluating and minimising the ISSF at the interface end. It was shown that the ISSF diminishes by increasing the adherends’ thickness (tP) and that the minimum ISSF is achieved for a sufficiently high adherend thickness. Due to the DLJ having twice the bonding area and suppressing peel stresses and transverse deflection, the equivalent strength condition between identical material SLJ and DLJ was evaluated by the ISSF, leading to an equal strength between a SLJ with an adherend thickness of 7 mm and a DLJ with 1.5 mm. Galvez et al. (2019) applied the ISSF concept to analyse mixed adhesive joints, i.e., with two adhesives in the bond line (with different stiffness and mechanical properties), to achieve strength optimisation. Four adhesive combinations were tested, including the two with single use of each of the adhesives. The proposed approach was based on the reciprocal work contour integral method (RWCIM), and it involved estimating the ISSF for the reference models (joints with the single adhesive), which were then applied for the unknown solution (mixed-adhesive joints). A clear improvement was found for one of the mixed-adhesive joint configurations, with a 36% reduction in the ISSF, when compared to the single-adhesive solutions.
The present work aims at studying the singularity in SLJ, with different LO, bonded with a brittle adhesive and proposing a method to determine joint strength using the ISSF. The ISSF analysis and the strength predictions are performed using the FEM. This analysis is done to a material combination that was never previously studied using the ISSF. The stress around the interface corner is also studied, with the different singularity components presented separately to assess their influence on the overall stress. Additionally, a comparison between the stress obtained with the ISSF formula and the stress extracted from the FEM for the different LO is compared to validate the formulation used to obtain the ISSF. The mesh independence of this approach is also assessed by studying two different mesh refinement levels. Finally, these predictions are also compared with the experimental strength to verify this strength prediction criterion’s accuracy when applied to brittle adhesives.
2 Experimental work
2.1 Joint geometry
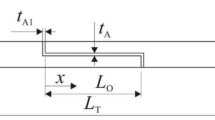
In this work, SLJ made of aluminium adherends bonded with the adhesive Araldite® AV138 were studied. The geometry and boundary conditions of the numerical model are shown in Fig. 1. The SLJ was fixed at the left boundary, and a displacement (δ) was imposed at the right boundary. Four different LO were tested, from 12.5 to 50 mm in increments of 12.5 mm. The other relevant geometrical properties are the adherend thickness tP = 3 mm, the adhesive thickness tA = 0.2 mm, the total joint length LT = 180 mm and the joint width B = 25 mm.

Geometry and boundary conditions of the SLJ (dimensions in mm)
2.2 Materials
The SLJ were fabricated from Al6082-T651 aluminium alloy adherends. The adherend material is commonly used for structural appliances since it has good strength and ductility. Full characterisation of this aluminium is presented in previous works (Campilho et al. 2011a,b), consisting of tensile bulk testing and subsequent data analysis of the load–displacement (P–δ) curves. The collected data is presented in Table 1 (E is Young’s modulus, ν the Poisson coefficient, σy the tensile yield stress, σf the tensile strength and εf the tensile failure strain).
Application of the ISSF to bonded joints was assessed by SLJ bonded with the Araldite® AV138, a strong but brittle epoxy adhesive. This adhesive has a tensile strength of approximately 40 MPa, which is significant for modern adhesives, but its brittleness highly limits the associated bonded joints’ performance, especially for high LO. For short LO, in which stresses in the bond line tend to be more uniform due to smaller shear-lag and rotation effects, this adhesive still manages to compete with ductile adhesives, but it quickly fails to work for high LO, in which stress gradients become significant. These findings were reported in reference (Campilho et al. 2011a). This adhesive was evaluated by different testing architectures to acquire the required data to input into the models. The tensile mechanical properties (E, σy, σf and εf) were acquired from tensile tests to bulk specimens, considering the French standard NF T 76–142 indications for the geometry and fabrication process. The mechanical shear properties (shear modulus—G, shear yield stress—τy, shear strength—τf and shear failure strain—γf) were obtained from Thick Adherend Shear Tests (TAST). For this test, the 11003-2:1999 ISO standard was followed regarding the fabrication and testing procedures. Thus, all specimens were cured in a rigid mould to ensure the proper adherends’ longitudinal alignment, and DIN C45E steel adherends were used to minimise adherend-induced deformations affecting the obtained results. Table 2 collects all data for the adhesive. It should be mentioned that Hooke’s law relationship for isotropic materials (between E and G), and also the expected sy/ty relationship by Tresca or von Mises criteria, are not met in the obtained data due to different restraint conditions (unrestrained adhesive in the bulk tests vs. restrained adhesive in the TAST tests).
2.3 Fabrication and testing
For the joint fabrication, it was initially necessary to prepare the bonding surfaces. This process consisted of the adherends sandblasting with corundum sand followed by cleaning the surface with acetone until no traces of contaminants exist that can prevent a good bond. After the surface preparation, it was necessary to prepare the joints for bonding. With this purpose, the adherends should be aligned in a bonding jig and, to assure the designated tA for the joints, calibrated nylon wires with 0.2 mm diameter were attached to the adherends at the overlap ends to stop the adherends’ from entering contact when pressed and acquire tA = 0.2 mm. The adherends were then bonded together by applying adhesive to one of the elements and subsequent position the other adherend correctly. Then, pressure was applied with grips to reach the required thickness and cast out the excess adhesive, which was later removed after its cure. Due to the low pressure applied to the joints (minimum to expel the excess adhesive and promote the adherend/wire/adherend contact), it was assumed that the associated wires’ deformation was negligible, and that tA would be accurately achieved by this process. Moreover, the tA accuracy was checked after adhesive curing by direct measurements. The removal of the excess adhesive is done after its cure to achieve the joint’s theoretical layout without adhesive flaws at the joint boundaries. For testing, the joints were placed between the Universal Testing Machine (UTM) clamps using LT = 180 mm for all LO. All the joints were experimentally tested using a UTM Shimadzu AG-X 100 with a 100 kN load cell. The tests were performed with a constant speed of 1 mm/min. The average failure load from each set was considered as the experimental maximum load (Pm).
3 Numerical work
3.1 ISSF technique
The SIF is mainly used to characterise the stress fields of sharp cracks. However, the ISSF also allows the evaluation of multi-material corners with the most diverse geometries. Figure 2 presents an example of these corners for the geometry used in this work, i.e., SLJ. The stress near the interface corner can be described, in polar coordinates (r,θ), such as those presented in Fig. 3, using the interface singularity as:

Example of multi-material corners in SLJ that the ISSF can evaluate

Polar coordinates system
Additionally, the displacement in the same region, using the same coordinate system, can be described as:
where n is the number of exponents (λ), which varies with the geometry of the interface corner, and Hn is a scalar value representing the ISSF. The exponents are determined by finding the solution for the following equation (Qian and Akisanya 1999):
where the equations to determine the parameters e, b, c and d can be found in Appendix 1. In these equations, θ1 and θ2 are the angles of the material interface corner, and α and β are the Dundurs parameters (Dundurs 1969), defined as follows:
where κm = 3 − 4νm in plane strain cases and Gm is the shear modulus of material m. The subscripts 1 and 2 in κ and μ represent the two materials. Having determined λ using Eq. (3), it is then possible to calculate the fij(λn, θ) and gj(λn, θ) by solving the following system of equations:
where m indicates the material and the matrices Nm and Xm, and vector Y, are defined as (Qian and Akisanya 1999):
being the components of Xm and Y given by the equations in Appendix 2 (Qian and Akisanya 1999). There are several ways to determine the Hn using numerical methods. A popular method is performing an integration over a line, or area, encircling the interface corner as Qian and Akisanya (1999) did. Alternately, the Hn values can also be determined by extrapolating to the corner the Hn from values near the corner (Klusák et al. 2009). This was the method used in this work. For a n number of λ, a n number of points at different angles (θ) is needed to determine the Hn values at a fixed radius (r), by solving the following system of equations for the H vector:
The solution of Eq. 9 is obtained for several different r, and it is then extrapolated to r = 0 mm, from an r interval where it is stable, to obtain H at the interface corner.
3.2 Modelling conditions
A FEM analysis was performed to validate the ISSF criterion. For that, a MATLAB based tool was used, where the finite element discretisation was created, and the natural and essential boundary conditions were imposed. A script was added to this tool with the previously described ISSF formulation. The SLJ was modelled accordingly to Fig. 1. The left boundary was considered fixed (Ux = Uy = Uz = 0), while δ was imposed in the right boundary. The simulations were executed considering plane strain, linear elastic material behaviour and small deformations. For these simulations, four-node quadrilateral elements were chosen to describe the whole model. Two different refinements near the interface corner were applied to discretise the interface corner in order to evaluate the mesh’s influence on the results of the ISSF analysis. These discretizations near the corner were the same for all the studied LO. The more refined mesh had approximately double the number of nodes when compared with the baseline mesh in this region. The radial region of the two discretizations used in the ISSF analysis is presented in Fig. 4a and b, with Fig. 4c showing the dimensions and the number of nodes in the region near the corner that was discretized in the same manner for all LO. After these simulations were solved, the Pm values were determined through the ISSF criterion and then compared to the experimental data. An analysis of the stress in the mid-thickness line of the adhesive was also performed. To do this, a new set of discretizations for each LO was needed. An example of this discretization at the left end of the overlap for the joint with LO = 25 mm is shown in Fig. 4d. For the other LO, the discretizations are similar. This discretization has 14 elements along the adherend thickness and six elements along the adhesive thickness. These simulations were performed under the same assumptions as the ISSF simulations, namely plane strain, linear elastic material behaviour and small deformations.

Baseline (a) and refined (b) discretisation near the interface corner, dimensions and the number of nodes in the region near the corner (c) and discretization for the stress analysis (d)
4 Results
4.1 Experimental data and analysis
Every single one of the SLJ tested presented cohesive failure in the adhesive layer. On top of that, none of the adherends displayed plastic deformation, as it can be proved by the load–displacement curves from Fig. 5, considering the sample cases of LO = 12.5 (a) and 50 mm (b). All curves show a small loss of linearity between 3 and 4 kN, but this issue was experimentally identified as a minor gripping problem in the testing machine. In all cases, failure takes place without visible plasticization. This, allied to the experimental data’s low variation, proves that the specimens were correctly prepared. Figure 6 presents the average Pm sustained by the joints for each LO tested. From the observation of this graph, it is perceptible that the joint strength increases with each increment of LO. This fact is in line with previous works where different adhesive types were tested, including the one used in this analysis (De Sousa et al. 2017). However, although the curve is nearly linear, Pm is not proportional to LO, in the sense that the Pm/LO ratio markedly diminishes for higher LO, thus emphasizing the joints’ performance reduction. This behaviour is due to the adhesive’s brittleness, which does not accommodate the increasing peak stresses with LO and fails prematurely, and contrasts with that of ductile adhesives, which usually manage to produce proportional Pm–LO curves up to some extent (Nunes et al. 2016).

Load–displacement curves for the SLJ bonded with the Araldite® AV138: LO = 12.5 (a) and 50 mm (b)

Average Pm sustained by the joints for each LO tested
4.2 Stress analysis in the adhesive layer mid-thickness
The stress distributions along the adhesive layer are also crucial in this analysis. Figure 7 shows the peel (σyy) (a) and shear (τxy) (b) stresses along the adhesive layer mid-thickness, marked in red in the diagram of Fig. 7a. The adhesive length was normalised by LO to allow an easier comparison. The mesh used to obtain these stresses had to be different from the radial mesh because this mesh cannot provide a steady set of nodes along the mid-thickness of the adhesive. Thus, a structured mesh was considered for this analysis only (Fig. 4d), while the other conditions remain equal. In this work, significant σyy stresses were observed at the overlap ends, mainly due to the joint rotation during the experimental tests. In fact, this is a common problem found in SLJ, and it arises since the overall joint deformation is ruled by the stiffer adherends, while the compliant adhesive is forced to follow the adherends separation at the overlap edges due to their opposed curvature. Owing to the same effect, compressive stresses are found towards the centre of the overlap (Fernandes et al. 2015). The singularity effect should also be considered, but it was numerically found that this effect was negligible since stresses were taken at the adhesive mid-thickness. Analysing the stress variation with LO, it was concluded that incrementing this parameter led to higher σyy peak stresses. As a result, Pm averaged to the bonded area reduces by increasing LO. τxy stresses are also present in this joint type. The characteristic distribution consists of a small load towards the centre of the overlap, while in the ends, τxy stresses increase. This distribution is related to each adherend’s varying longitudinal strains along the overlap (Jiang and Qiao 2015). Similarly to σyy stresses, τxy peak stresses increase with LO. This fact is again related to the higher longitudinal strains of the adherends for bigger LO (Campilho et al. 2011a). Based on this analysis, higher LO should affect the joint strength, especially for this type of adhesive.

σyy (a) and τxy (b) stresses along the adhesive layer
4.3 ISSF calculation
The SLJ geometry presents anti-symmetry, shown in Fig. 8, allowing the ISSF calculation for only one interface corner. The ISSF calculation was performed using the extrapolation method described in Sect. 3.1. The procedure started with the determination of the eigenvalues (λn) following Eq. (3). Considering the combination of materials and geometry of the joints tested, as presented in Fig. 8, with θ1 = π/2 rad and θ2 = π rad, two different exponents were found: λ1 = 0.6539 and λ2 = 0.9984. Therefore, according to Eq. (9), two different angles are needed to perform the extrapolation, equal to the number of exponents. The angles chosen were: θ3 = π/4 rad and θ4 = − 3π/4 rad, because this way the determination of H1 and H2 is based on nodes in the two materials, being one in the ascending part of the σθθ curve (θ4) and the other in the descending part of the σθθ curve (θ3).

Anti-symmetry of the SLJ and corner geometry
Considering LO = 37.5 mm as an example, the values of H1 and H2 were extrapolated to r = 0 mm from the values in the interval 0.01 < r < 0.02 mm, which are close enough to the corner tip to be influenced by other singularities. This extrapolation was performed when the reaction forces equalled the experimental failure at the joint end where δ was imposed. The process is the same for the other LO. Figure 9 presents the H1 extrapolations with the baseline discretization (a) and the refined discretization (b) for the LO = 37.5 mm case. This figure only presents the first singularity (H1) component since it is the most important. However, the same extrapolation can be used to obtain the second singularity (H2) component. The comparison between the discretisations in Fig. 9 reveals that this calculation is discretisation independent. The graphs also show the H1 extrapolations for the other LO. These were performed at an imposed δ where H1 would be the same as the H1 of LO = 37.5 mm at failure displacement. The comparison between the different LO shows a more pronounced slope in the extrapolation for larger LO.

H1 extrapolation for the LO = 37.5 mm SLJ using the FEM with the baseline discretisation (a) and the refined discretisation (b)
Figure 10 compares the stresses obtained from the numerical simulations and the ones predicted by the analytical formula. The numerical stresses were obtained at r = 0.02 mm from the interface corner and when H1 was the same for all LO. In Fig. 10, it can be observed that the analytical stress is very similar to the numerical stress, thus proving that the analytical functions obtained with Eq. (6) fit well the numerical stresses for the three different components and showing that the stress singularity dominates this region. The comparison of the numerical results shows that the stress components are almost the same for all LO, which would be expected in a case where H1 was the same for all LO.

Stress components using the FEM with the refined discretisation compared to the analytical stress
4.4 Strength prediction
In order to predict the joint strength, it is necessary to determine the critical ISSF (Hc). However, there is no standardized purely experimental test that allows this determination. The widespread methods to obtain this parameter are usually based on integrals and their implementation is often considerably intricate. Therefore, a combination of numerical simulations and experimental data was used. This type of hybrid experimental/numerical approach to determine failure criteria has been used previously for other criteria, such as the CLS criterion (Ramalho et al. 2021), but also to determine Hc (Akhavan-Safar et al. 2017). The method proposed here consists of experimentally testing a SLJ of a given LO and determining its Pm. Afterwards, a numerical simulation of the same joint is to be performed using the previously determined Pm as the imposed load. Then, the extracted singularity (Hn) components (n = 1 or n = 2) were used as the critical ISSF for both singularities (Hnc), which make possible the Pm prediction for different LO. Since H1 component is the most significant one, this method was used to obtain the H1c estimates for each experimentally tested LO.
Figure 11 shows that the H1c values predicted using the two different discretisations present differences below 1%. It also shows that the H1c estimated using LO = 37.5 mm and LO = 50 mm are similar, but for smaller LO, the H1c estimates are lower. This occurs because even an adhesive as brittle as this has a small amount of plasticity in longer LO, which means that some energy would have to be spent in plasticizing the adhesive before a crack would form. Furthermore, in longer LO, the crack can propagate stably for a few moments, but for shorter LO, the joints fail as soon as there is a crack. Finally, Pm was predicted using each one of those H1c. For example, using the H1c obtained with the experiments and numerical simulations of LO = 12.5 mm, Pm was numerically predicted for the other LO (25, 37.5 and 50 mm). The same procedure was done for the H1c obtained with the other LO. Figure 12 presents the strength predictions only for the refined mesh since the results are similar to those obtained with the baseline mesh. On the other hand, it is observable that, as LO increases, the curve slopes also increase. This fact is contrary to the experimental results where, for larger LO, increasing LO diminishes the returns in strength. However, this slope increase is minimal, and it is not a significant issue in the LO range tested. For the largest LO, the predicted strength increase is in line with what was verified experimentally, i.e., approximately a 1 kN strength increase between LO = 37.5 mm and LO = 50 mm. For the two shortest LO, the predicted strength increases when LO increases are smaller than those found experimentally, i.e., the strength prediction increase between LO = 12.5 mm and LO = 25 mm is smaller than 1 kN, while the experimental strength increase was over 1 kN.

Comparison of the predicted H1c values for the different LO and discretisations

Strength predictions using the FEM with the refined discretisation
By analysing the strength predictions for the LO = 12.5 mm, it is perceptible that the nearest prediction (beyond its own H1c curve) is the curve of H1c determined with LO = 25 mm. However, the joint strength is overpredicted, and the percentual deviation between this prediction and the experimental data is 9.75%, which can be considered high. The other two predictions are also higher than the experimental value, being the LO = 37.5 mm case the furthest away with a percentual deviation of 17.33%. For LO = 25 mm, similar behaviour is observed for the two highest LO. Nonetheless, for the LO = 12.5 mm prediction case, the joint strength is underpredicted with a percentual deviation of 8.92%. For the largest LO, it is clear that the predictions are identical, with a percentual deviation of 0.84% when a LO = 50 mm was used to predict the strength of the LO = 37.5 mm joint and the same percentual deviation on the contrary case. For both these cases, the worst-case scenario is predicting the strength with a LO = 12.5 mm, where percentual deviations over 16% were found.
5 Conclusions
The present work focused on the ISSF criterion, comparing the numerical analysis performed through FEM with experimental data. This work’s geometry and material combination lead to the existence of two components that characterise the stress singularity at the adhesive/adherend interface corner, being the first singularity the most significant one. The extrapolation method used to determine H1 showed independence from the discretisation. This is a major advantage when compared to the stress, which is affected by the stress singularity in the corner, meaning that finer discretisations lead to higher stress levels in this region. The method proposed to determine H1c showed some variance depending on which LO is used, except when comparing the H1c obtained with LO = 37.5 mm with the one obtained with LO = 50 mm, which were similar. The strength predictions were lower than the experiments when the H1c determined with a smaller LO was used to predict a larger LO’s joint strength. However, joint strength was over predicted when an LO smaller than the LO with which H1c was determined was used. The only exceptions to this rule are the two largest LO, because the H1c predicted with those two LO are similar, meaning that the strength predictions for LO = 37.5 mm using the H1c determined with LO = 50 mm, and vice-versa, are identical to the experimental Pm. Since it is better to have conservative Pm predictions due to safety reasons, it would be advisable to only predict Pm of joints with LO larger than the LO used to determine H1c. The results found in this work revealed to be very promising, with very accurate results achieved, considering the simplicity of the method applied to determine H1c. Although the method’s validity was only checked for a specific adhesive system, this technique can be further studied in the field of adhesive joints and applied to different systems/joint types, provided that further validation is accomplished.
Data availability
Not applicable.
Code availability
Not applicable.
References
Afendi M, Majid MA, Daud R, Rahman AA, Teramoto T (2013) Strength prediction and reliability of brittle epoxy adhesively bonded dissimilar joint. Int J Adhes Adhes 45:21–31. https://doi.org/10.1016/j.ijadhadh.2013.03.008
Akhavan-Safar A, Ayatollahi MR, Rastegar S, da Silva LFM (2017) Impact of geometry on the critical values of the stress intensity factor of adhesively bonded joints. J Adhes Sci Technol 31:2071–2087
Blackman BRK, Hadavinia H, Kinloch AJ, Williams JG (2003) The use of a cohesive zone model to study the fracture of fibre composites and adhesively-bonded joints. Int J Fract 119:25–46. https://doi.org/10.1023/A:1023998013255
Bogy DB (1968) Edge-bonded dissimilar orthogonal elastic wedges under normal and shear loading. J Appl Mech 35:460–466. https://doi.org/10.1115/1.3601236
Campilho RDSG, Banea MD, Pinto AMG, da Silva LFM, De Jesus AMP (2011a) Strength prediction of single-and double-lap joints by standard and extended finite element modelling. Int J Adhes Adhes 31:363–372. https://doi.org/10.1016/j.ijadhadh.2010.09.008
Campilho RDSG, Pinto AMG, Banea MD, Silva RF, da Silva LFM (2011b) Strength improvement of adhesively-bonded joints using a reverse-bent geometry. J Adhes Sci Technol 25:2351–2368. https://doi.org/10.1163/016942411X580081
Campilho RDSG, Banea MD, Neto JABP, da Silva LFM (2013) Modelling adhesive joints with cohesive zone models: effect of the cohesive law shape of the adhesive layer. Int J Adhes Adhes 44:48–56. https://doi.org/10.1016/j.ijadhadh.2013.02.006
Carbas RJC, Da Silva LFM, Critchlow GW (2014) Adhesively bonded functionally graded joints by induction heating. Int J Adhes Adhes 48:110–118. https://doi.org/10.1016/j.ijadhadh.2013.09.045
Carvalho UTF, Campilho RDSG (2017) Validation of pure tensile and shear cohesive laws obtained by the direct method with single-lap joints. Int J Adhes Adhes 77:41–50. https://doi.org/10.1016/j.ijadhadh.2017.04.002
Da Silva LFM, Campilho RDSG (2012) Advances in numerical modelling of adhesive joints. Springer, Heidelberg. https://doi.org/10.1007/978-3-642-23608-2_1
De Sousa CCRG, Campilho RDSG, Marques EAS, Costa M, da Silva LFM (2017) Overview of different strength prediction techniques for single-lap bonded joints. Proc Inst Mech Eng L 231:210–223. https://doi.org/10.1177/1464420716675746
Demiral M, Kadioglu F (2018) Failure behaviour of the adhesive layer and angle ply composite adherends in single lap joints: a numerical study. Int J Adhes Adhes 87:181–190. https://doi.org/10.1016/j.ijadhadh.2018.10.010
Du J, Salmon FT, Pocius AV (2004) Modeling of cohesive failure processes in structural adhesive bonded joints. J Adhes Sci Technol 18:287–299. https://doi.org/10.1163/156856104773635436
Dundurs J (1969) Discussion:“edge-bonded dissimilar orthogonal elastic wedges under normal and shear loading.” J Appl Mech 35:460–466. https://doi.org/10.1115/1.3564739
Fernandes TAB, Campilho RDSG, Banea MD, da Silva LFM (2015) Adhesive selection for single lap bonded joints: experimentation and advanced techniques for strength prediction. J Adhes 91:841–862. https://doi.org/10.1080/00218464.2014.994703
Galvez P, Noda N-A, Takaki R, Sano Y, Miyazaki T, Abenojar J, Martínez MA (2019) Intensity of singular stress field (ISSF) variation as a function of the Young’s modulus in single lap adhesive joints. Int J Adhes Adhes 95:102418. https://doi.org/10.1016/j.ijadhadh.2019.102418
Garrido M, António D, Lopes JG, Correia JR (2018) Performance of different joining techniques used in the repair of bituminous waterproofing membranes. Constr Build Mater 158:346–358. https://doi.org/10.1016/j.conbuildmat.2017.09.180
Goland M, Reissner E (1944) The stresses in cemented joints. J Appl Mech 66:A17–A27. https://doi.org/10.1115/1.4009336
Gui C, Bai J, Zuo W (2018) Simplified crashworthiness method of automotive frame for conceptual design. Thin Wall Struct 131:324–335. https://doi.org/10.1016/j.tws.2018.07.005
Hart-Smith LJ (1973) Adhesive-bonded single-lap joints. NASA Contract Report, NASA CR-112236
Hell S, Weißgraeber P, Felger J, Becker W (2014) A coupled stress and energy criterion for the assessment of crack initiation in single lap joints: a numerical approach. Eng Fract Mech 117:112–126. https://doi.org/10.1016/j.engfracmech.2014.01.012
Jairaja R, Naik GN (2019) Single and dual adhesive bond strength analysis of single lap joint between dissimilar adherends. Int J Adhes Adhes 92:142–153. https://doi.org/10.1016/j.ijadhadh.2019.04.016
Jeevi G, Nayak SK, Abdul Kader M (2019) Review on adhesive joints and their application in hybrid composite structures. J Adhes Sci Technol 33:1497–1520. https://doi.org/10.1080/01694243.2018.1543528
Jiang W, Qiao P (2015) An improved four-parameter model with consideration of Poisson’s effect on stress analysis of adhesive joints. Eng Struct 88:203–215. https://doi.org/10.1016/j.engstruct.2015.01.027
Jiang Z, Fang Z, Yan L, Wan S, Fang Y (2021) Mixed-mode I/II fracture criteria for adhesively-bonded pultruded GFRP/steel joint. Compos Struct 255:113012. https://doi.org/10.1016/j.compstruct.2020.113012
Klusák J, Profant T, Kotoul M (2009) Various methods of numerical estimation of generalized stress intensity factors of bi-material notches. J Appl Comput Mech 3:297–304
Konstantakopoulou M, Deligianni A, Kotsikos G (2016) Failure of dissimilar material bonded joints. Phys Sci Rev. https://doi.org/10.1515/9783110339727-007
Lazzarin P, Zambardi R (2001) A finite-volume-energy based approach to predict the static and fatigue behavior of components with sharp V-shaped notches. Int J Fract 112:275–298. https://doi.org/10.1023/A:1013595930617
Leguillon D (2002) Strength or toughness? A criterion for crack onset at a notch. Eur J Mech A 21:61–72. https://doi.org/10.1016/S0997-7538(01)01184-6
Li R, Noda N-A, Takaki R, Sano Y, Takase Y, Miyazaki T (2018) Most suitable evaluation method for adhesive strength to minimize bend effect in lap joints in terms of the intensity of singular stress field. Int J Adhes Adhes 86:45–58. https://doi.org/10.1016/j.ijadhadh.2018.08.006
Matos PPL, McMeeking RM, Charalambides PG, Drory MD (1989) A method for calculating stress intensities in bimaterial fracture. Int J Fract 40:235–254. https://doi.org/10.1007/BF00963659
Mintzas A, Nowell D (2012) Validation of an Hcr-based fracture initiation criterion for adhesively bonded joints. Eng Fract Mech 80:13–27. https://doi.org/10.1016/j.engfracmech.2011.09.020
Nunes SLS, Campilho RDSG, da Silva FJG, de Sousa CCRG, Fernandes TAB, Banea MD, da Silva LFM (2016) Comparative failure assessment of single and double-lap joints with varying adhesive systems. J Adhes 92:610–634. https://doi.org/10.1080/00218464.2015.1103227
Parks DM (1974) A stiffness derivative finite element technique for determination of crack tip stress intensity factors. Int J Fract 10:487–502. https://doi.org/10.1007/BF00155252
Qian Z, Akisanya A (1999) Wedge corner stress behaviour of bonded dissimilar materials. Theor Appl Fract Mech 32:209–222. https://doi.org/10.1016/S0167-8442(99)00041-5
Ramalho LDC, Campilho RDSG, Belinha J (2019) Predicting single-lap joint strength using the natural neighbour radial point interpolation method. J Braz Soc Mech Sci 41:362. https://doi.org/10.1007/s40430-019-1862-0
Ramalho LDC, Campilho RDSG, Belinha J, da Silva LFM (2020) Static strength prediction of adhesive joints: a review. Int J Adhes Adhes 96:102451. https://doi.org/10.1016/j.ijadhadh.2019.102451
Ramalho LDC, Sánchez-Arce IJ, Campilho RDSG, Belinha J (2021) Strength prediction of composite single lap joints using the critical longitudinal strain criterion and a meshless method. Int J Adhes Adhes 108:102884. https://doi.org/10.1016/j.ijadhadh.2021.102884
Rastegar S, Ayatollahi MR, Akhavan-Safar A, da Silva LFM (2018) Prediction of the critical stress intensity factor of single-lap adhesive joints using a coupled ratio method and an analytical model. Proc Inst Mech Eng L 233:1393–1403. https://doi.org/10.1177/1464420718755630
Rice JR (1968) A path independent integral and the approximate analysis of strain concentration by notches and cracks. J Appl Mech 35:379–386. https://doi.org/10.1115/1.3601206
Rybicki EF, Kanninen MF (1977) A finite element calculation of stress intensity factors by a modified crack closure integral. Eng Fract Mech 9:931–938. https://doi.org/10.1016/0013-7944(77)90013-3
Sánchez-Arce I, Ramalho L, Campilho R, Belinha J (2021) Material non-linearity in the numerical analysis of SLJ bonded with ductile adhesives: a meshless approach. Int J Adhes Adhes 104:102716. https://doi.org/10.1016/j.ijadhadh.2020.102716
Stein N, Dölling S, Chalkiadaki K, Becker W, Weißgraeber P (2017) Enhanced XFEM for crack deflection in multi-material joints. Int J Fract 207:193–210. https://doi.org/10.1007/s10704-017-0228-9
Stuparu F, Constantinescu DM, Apostol DA, Sandu M (2016) A combined cohesive elements—XFEM approach for analyzing crack propagation in bonded joints. J Adhes 92:535–552. https://doi.org/10.1080/00218464.2015.1115355
Sugiman S, Ahmad H (2017) Comparison of cohesive zone and continuum damage approach in predicting the static failure of adhesively bonded single lap joints. J Adhes Sci Technol 31:552–570. https://doi.org/10.1080/01694243.2016.1222048
Tsai C, Guan Y, Ohanehi D, Dillard J, Dillard D, Batra R (2014) Analysis of cohesive failure in adhesively bonded joints with the SSPH meshless method. Int J Adhes Adhes 51:67–80. https://doi.org/10.1016/j.ijadhadh.2014.02.009
Volkersen O (1938) Die Nietkraftverteilung in zugbeanspruchten Nietverbindungen mit konstanten Laschenquerschnitten. Jahrb Dtsch Luftfahrtforsch 15:41–47
Williams ML (1959) The stresses around a fault or crack in dissimilar media. Bull Seismol Soc Am 49:199–204
Wu Z, Tian S, Hua Y, Gu X (2014) On the interfacial strength of bonded scarf joints. Eng Fract Mech 131:142–149. https://doi.org/10.1016/j.engfracmech.2014.07.026
Xu W, Wei Y (2013) Influence of adhesive thickness on local interface fracture and overall strength of metallic adhesive bonding structures. Int J Adhes Adhes 40:158–167. https://doi.org/10.1016/j.ijadhadh.2012.07.012
Zhang Y, Wu P, Duan M (2015) A mesh-independent technique to evaluate stress singularities in adhesive joints. Int J Adhes Adhes 57:105–117. https://doi.org/10.1016/j.ijadhadh.2014.12.003
Funding
This work has been funded by the Ministério da Ciência, Tecnologia e Ensino Superior through the Fundação para a Ciência e a Tecnologia (from Portugal), under project fundings ‘MIT-EXPL/ISF/0084/2017’, ‘POCI-01-0145-FEDER-028351’, and ‘SFRH/BD/147628/2019’. Additionally, the authors acknowledge the funding provided by the Associated Laboratory for Energy, Transports and Aeronautics (LAETA), under project ‘UIDB/50022/2020’.
Author information
Authors and Affiliations
Contributions
JD: development and implementation of the FEM routines, data analyses, original draft; LR: development and implementation of the FEM routines, data analyses, original draft; IS: conceptualisation, experimental analysis, development, supervision, review & editing; RC: final review, project administration, funding acquisition, supervision; JB: final review, project administration, funding acquisition, supervision.
Corresponding author
Ethics declarations
Conflict of interest
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendices
Appendix 1
Appendix 2
Rights and permissions
About this article

Cite this article
Dionísio, J.M.M., Ramalho, L.D.C., Sánchez-Arce, I.J. et al. Fracture mechanics approach to stress singularity in adhesive joints. Int J Fract 232, 77–91 (2021). https://doi.org/10.1007/s10704-021-00594-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10704-021-00594-z