
Abstract
A variety of models have been suggested for the cross-sectional shape and dimensions of cellulose nanocrystals (CNCs). Although many studies report measurements of CNC width (from transmission electron microscopy, TEM) and height (from atomic force microscopy, AFM), few have measured both cross-sectional dimensions for the same CNC sample and the same particles. Previous work has demonstrated that the TEM width is approximately twice the AFM height, a result that was explained by lateral aggregation of CNCs. Here we examine this question in more detail by measuring both CNC width and height by a single technique, AFM. The ability to measure both cross-sectional dimensions was facilitated by several factors: access to a fractionated CNC sample with few agglomerated particles, AFM imaging at low applied force with a small, nominal probe radius and in situ calibration of the AFM probe radius using co-deposited gold nanoparticles (AuNPs). Two sizes of AuNPs provided optimal calibration of the tip radius and allowed internal validation of the approach. The results show that the CNC width/height ratio covers a relatively wide range with a larger variation in width than height. The ratios indicate that approximately a third of the particles adsorb with their shorter cross-sectional side on the surface. A fraction of CNCs (28%) have an approximately symmetric cross-section whereas the remainder are asymmetric with one axis that is 2–3 times longer than the other. The results are consistent with a combination of laterally aggregated CNCs that cannot be resolved as individual particles and CNC particles that are comprised of multiple crystallites. This has important implications for applications in which the particle length/cross-section determines the CNC properties.
Graphic abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Cellulose nanocrystals (CNCs) are generated from a renewable natural resource and their novel properties, facile surface modification, increasing commercial production and anticipated minimal toxicity have led to many potential applications (Eichhorn 2011; Klemm et al. 2011; Moon et al. 2011; Shatkin et al. 2014; Jorfi and Foster 2015; Thomas et al. 2018; Dufresne 2019). Measurement of CNC particle size distributions requires reproducible methods to disperse the dry material and methods to minimize particle agglomeration/aggregation for microscopy measurements (Davis et al. 2015; Foster et al. 2018). While characterizing a CNC certified reference material (“CNCD-1”, National Research Council Canada, produced by sulfuric acid hydrolysis of softwood pulp), we optimized methods to measure particle size distributions by atomic force microscopy (AFM) and transmission electron microscopy (TEM). This work showed that the mean AFM height of individual CNCs was approximately half the TEM width (Brinkmann et al. 2016; Jakubek et al. 2018; Mazloumi et al. 2018). This result was of interest since models for CNCs derived from wood pulp indicate that the CNC cross-section has two axes with similar dimensions (Moon et al. 2011). It was hypothesized that the difference between TEM width and AFM height was due to a higher degree of lateral aggregation of CNCs after deposition for TEM and/or an inability to detect CNC aggregation by AFM due to tip convolution effects. There are very few studies in which both AFM height and TEM width have been measured for the same sample of CNCs. In one case, CNCs derived from cotton were shown to have an asymmetric cross-section with width and height of 27 nm and 7.3 nm, respectively, a result that was attributed to aggregation of elementary crystallites (Elazzouzi-Hafraoui et al. 2008). Several other studies have measured TEM width and AFM height for CNCs from a range of plant-based cellulose sources and observed that the height was typically smaller than the width, with the difference ranging from ≈ 20% to ≈ 200% (Brito et al. 2012; Meng et al. 2017). In another example AFM was used to measure both width and height for wood pulp CNCs; the width was approximately 20% larger than the height. To the best of our knowledge, this is the only example in which particle size distributions for both width and height were measured at the single particle level (Postek et al. 2011). However, asymmetric cross sections that are hypothesized to reflect the presence of multiple crystallites per particle have been reported from ensemble measurements using small angle neutron scattering (SANS) (Cherhal et al. 2015; Uhlig et al. 2016; Azzam et al. 2020). Note that herein we use the term CNC to refer to the observed particles, independent of whether they are comprised of multiple crystallites.
Recently, we had applied previously optimized multi-detector asymmetrical-flow field-flow fractionation (MD-AF4) methods to fractionate CNCD-1 (Mukherjee and Hackley 2017; Chen et al. 2020). Multiple fractions were analyzed by both AFM and TEM, with a focus on correlating the AF4 data with microscopy measurements of particle size (Chen et al. 2020). The results demonstrate that it is possible to obtain fractionated CNC samples that contain very few clusters (over 90% being single CNCs for the first AF4 fraction based on AFM measurements), compared to the initial suspension prior to fractionation. This indicates that the aggregation that is detected by microscopy reflects a combination of pre-existing aggregates in the initial suspension and clusters that form during the sample deposition process. However, the average CNC width (7.5 nm) measured by TEM for this sample containing primarily individual CNC particles is still approximately twice the average AFM height (3.2 nm), as observed previously for the unfractionated sample (CNCD-1 (Jakubek et al. 2018)). The length distribution is different as measured by AFM and TEM, which suggests that the sample deposition process or grid-induced CNC clustering for TEM affects the measured CNC size distribution.
The difference between AFM height and TEM width for CNCs may be attributed to either an asymmetric cross-section or to agglomeration of CNCs that is not readily detectable by either imaging method. It was important to understand this factor for interpretation of results from an interlaboratory comparison that employed AFM and TEM methods to measure CNC particle size distributions (Bushell et al. 2020; Meija et al. 2020). Addressing the source of this asymmetry requires that width and height be measured for the same particles by one of the two methods. TEM of CNCs is challenging due to low contrast, even after staining, as illustrated in recent reviews and inter-laboratory comparison data (Stinson-Bagby et al. 2018; Meija et al. 2020); hence the option of using 3D TEM (Majoinen et al. 2014) seemed unlikely to resolve the issue. Therefore, we exploited our previous success in minimizing CNC aggregation using a fractionated sample and combined this with AFM imaging at low applied force and with a smaller (nominal) AFM tip radius for the best possible resolution. Accurate width and height measurements by AFM require that the measured width be corrected for AFM tip convolution effects. This can be accomplished by using an internal calibration standard (e.g., gold nanoparticles, AuNPs) for in-situ calibration of the AFM tip radius and to monitor changes in tip size. The measured width of individual CNCs can then be calculated using this AFM tip radius. Garcia et al. (Garcia et al. 1997) developed a mathematical procedure that was subsequently realized experimentally by Rowlen et al. (Ramirez-Aguilar and Rowlen 1998) for determining the tip radius of an asymmetrical AFM probe by using relatively large (silica, 150 nm) and mid-sized (polystyrene, 50 nm) spherical nanoparticles. It was pointed out that this approach works best when the calibration sphere size is similar to the tip size (Ramirez-Aguilar and Rowlen 1998).
An earlier study (Postek et al. 2011) used in situ tip calibration standards to measure the size of CNCs by AFM. They analyzed the height and width distribution of 10 nm diameter AuNPs and calculated the AFM tip diameter by subtracting the mean height from the mean apparent width assuming an aspect ratio of unity for the AuNPs. Here, we used a similar approach but with two sizes of gold nanoparticles (nominal diameters of 5 nm and 10 nm) for assessment of the tip radius, in order to fully cover the range of possible sizes of AFM probes used in the CNC imaging experiments. AuNPs and quantum dots have been extensively studied by AFM and shown to be appropriate for assessing tip size and structure (Vesenka et al. 1993; Taaties et al. 1999; Ebenstein et al. 2002). The use of stable low force imaging is an important prerequisite for this work, in order to maintain image quality and minimize changes in the tip with imaging. This facilitates collection of a sufficient number of images to measure width and height for a statistically relevant number of CNCs. In our study, we have imaged fractionated CNCs with the two sizes of co-deposited AuNPs on freshly prepared poly-L-lysine coated mica. The AFM tip radius calculated from one size of AuNPs is validated with the second size of AuNPs before it is applied for CNC width calculation. A square or rectangular shape of the CNC cross-section is applied in our study as previous studies do not indicate a spherical cross-section for CNCs (Moon et al. 2011). The results indicate that one-third of the CNCs in the fractionated samples have approximately symmetrical cross-sections, in agreement with most models for the structure of the primary crystallite, whereas others are comprised of two or three laterally aggregated crystallites.
Materials and methods
Materials
CNC was a National Research Council Canada certified reference material, (CNCD-1, www.nrc.ca/crm) that was produced by sulfuric acid hydrolysis of softwood pulp, followed by neutralization with sodium hydroxide and spray-drying. CNC was dispersed at 2% mass fraction in deionized water (18.2 MΩ cm at 25 °C) using a previously reported protocol (Jakubek et al. 2018). Suspensions were sonicated with a total energy of 5000 J/g (130 W Cole Parmer ultrasonic processor, EW-04714-50, with a ¼ inch probe), stored at ≈ 5 °C and diluted prior to use. The hydrodynamic diameter was measured by dynamic light scattering (DLS, 0.05% mass fraction in 5 mmol/L NaCl) using a Zetasizer Nano ZS (Malvern Panalytical, Westborough, MA, USA) to verify that the dispersion properties were consistent with previous reports (Jakubek et al. 2018). All sample preparation and dilutions used deionized waterFootnote 1.
Asymmetrical-flow field-flow fractionation
This study utilized an AF4 system with an Eclipse3+ (Wyatt Technology, Santa Barbara, CA, USA) coupled to a degasser (Gastorr TG-14, Flom Co., Ltd, Tokyo, Japan), an 1100-series isocratic pump (Agilent Technologies, Santa Clara, CA, USA), a 1260 ALS series autosampler (Agilent), a multi-angle light scattering (MALS) detector (Dawn Heleos-II, Wyatt) with a laser at 661 nm and an online DLS detector at a scattering angle of 99.9° (Wyatt QELS, Wyatt). Fractionation and characterization were conducted for the CNCD-1 suspension using a mobile phase ionic strength of 1 mmol/L NaCl.
Using a previously developed AF4 method (Mukherjee and Hackley 2017), two fractionated samples were collected from identically prepared CNC suspensions (CNCD-1), both representing fraction 1 obtained at a retention time of (4 to 8) min: CNC-F1A (a replicate of sample “B3-F1” from our previous work (Chen et al. 2020)) and CNC-F1B (prepared and collected ≈ 4 months later). Uncertainties reported for mean rod length, root mean square radius and hydrodynamic radius based on MALS analysis represent the standard deviation of the mean for data points across a peak or fraction.
Atomic force microscopy
Two types of CNC samples, CNCD-1 suspension and AF4 fractions CNC-F1A and B, were deposited on poly-L-lysine (PLL) coated mica for AFM imaging. For CNCD-1, a 2% mass fraction sonicated suspension was diluted 500-fold, vortex-mixed for 5 s, and spin-coated on a freshly prepared PLL-coated mica substrate using a previously reported method (Jakubek et al. 2018). Briefly, a freshly cleaved mica substrate (diameter 12 mm, Ted Pella, Redding, CA, USA) was coated with 0.01% mass fraction PLL solution (Sigma-Aldrich, Oakville, ON, Canada) to provide a positively charged surface. A 25 μL aliquot of PLL solution was added onto the mica substrate, which was then covered with a petri dish for 15 min. The mica substrate was rinsed with water 5 times and dried in a nitrogen stream. For spin coating, 30 μL of the freshly diluted CNCD-1 suspension was pipetted onto the center of the freshly prepared PLL-mica substrate, which was vacuum mounted onto a spin coater (WS-650SZ-6NPP/LITE, Laurell Technologies, North Wales, PA, USA). The CNCD-1 suspension covered most of the substrate. The spin coating was performed immediately using static mode at 4000 rpm (66.7 Hz) for 25 s, with an acceleration rate of 2000 rpm/s (33.3 Hz/s). The same AFM sample preparation was used for fractionated CNC samples without co-deposited AuNPs (Fig. S1).
For the fractionated samples with co-deposited AuNPs, 140 μL aliquots of CNC-F1A and B (≈ 0.001% mass fraction) were each premixed with 35 μL of 15-fold diluted AuNPs-10 (EM.GC10, mean diameter 9.1 nm, BBI Solutions, Crumlin, UK) and 35 μL of 20-fold diluted AuNPs-5 (EM.GC5, mean diameter 5.8 nm, provided by the supplier, BBI Solutions). Then, 50 μL of the mixture of CNC and AuNPs was pipetted onto a PLL coated mica substrate (similar as for CNCD-1), which was covered with a petri dish for 5 min. The sample was immersed in water to remove excess CNC/AuNPs and immediately dried in a nitrogen stream. This sample preparation method gives an appropriate number and distribution of co-deposited AuNPs and CNCs. Note that the spin coating method described above gives more uniform CNC dispersion for CNCD-1, but is not suitable for fractionated samples with codeposited AuNPs.
CNC samples were imaged using a MultiMode AFM with a NanoScope V controller (Bruker Nano Surfaces Division, Santa Barbara, CA, USA) in PeakForce QNM mode using an open loop scanner. The noise level of PeakForce QNM mode is ≈ 0.1 nm, as measured from an AFM image with zero scan size. The use of PeakForce imaging facilitates stable and reproducible use of low (down to 10 pN) imaging force. Silicon nitride ScanAsyst-Air AFM probes (Bruker AFM Probes, Camarillo, CA, USA) were used in all AFM imaging. The manufacturer specified nominal tip radius and spring constants are 2 nm and 0.4 N/m, respectively, with three tip slopes: front angle of (15 ± 2.5)°, back angle of (25 ± 2.5)° and side angle of (17.5 ± 2.5)°. For a tip radius of 2 nm and a slope value of 25° the minimum particle radius that can be used to characterize the tip is 1.3 nm. The maximum possible tip radius provided by the manufacture is 12 nm, which with a slope value of 25° yields a minimum particle radius of 7.8 nm (Ramirez-Aguilar and Rowlen 1998). Therefore, both 5 nm and 10 nm AuNPs are necessary for the full characterization of AFM probes and to obtain accurate values of the CNC width from AFM images. A series of (1 × 1) μm images were acquired with a resolution of (1024 × 1024) pixels at a scan rate of (0.7 to 0.8) Hz. The AFM was calibrated for x, y and z directions at regular intervals using one or more of the following calibration grids: STS3-180P, STS3-440P, STS3-1000P and STS3-1800 (VLSI Standards Inc, Milpitas, CA, USA).
All AFM images were processed in Gwyddion 2.53 with align rows-median to remove skipping lines. The images were flattened with first order leveling excluding masked CNCs and AuNPs, after confirming that first and eleventh order flattening gave the same measured height. As reported previously (Jakubek et al. 2018; Bushell et al. 2020), the length and height for all individual CNC particles in each image were measured. Adjacent particles were only analyzed if the separation between them was clearly visible. Particles touching an edge of the image, clustered particles and particles with imaging artifacts were excluded. Origin Pro was used for descriptive statistics. Particle size distributions are reported as the arithmetic mean and standard deviation as a measure of distribution width. Uncertainties are estimated as the 95% confidence interval calculated from the standard error of the mean with a coverage factor of 2. Additional uncertainty components for factors such as calibration and background flatness have not been included.
Results
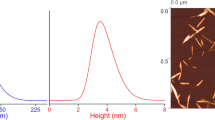
Initially, we examined an unfractionated sample of CNC using low imaging force (200 pN–400 pN) and a smaller (nominal) tip radius than in our earlier work using conventional tapping mode AFM on a different microscope (Jakubek et al. 2018). The image in Fig. 1a shows a mixture of individual CNCs and small clusters or aggregates; individual CNCs can be clearly resolved in some of the aggregates. Individual CNCs were analyzed using our previous criteria for particle selection (Jakubek et al. 2018). Analysis of multiple images provide a mean CNC height and uncertainty expressed as the 95% confidence interval of (3.3 ± 0.1) nm with a distribution width of 1.0 nm (calculated as the standard deviation) and a mean length of (67 ± 3) nm with a distribution width of 23 nm (n = 364). The particle size distribution is illustrated in Fig. 1b as a 2D kernel density plot. The mean height is the same within the estimated uncertainty as our previous result (mean height of (3.4 ± 0.1) nm) which was based on analysis of a larger number (1567) of particles from multiple samples imaged with a larger AFM tip radius (nominal value of 8 nm, HQ:XSC11 AL BS). The similar heights measured in the two experiments support our previous conclusion that compression by the AFM tip at the imaging force used contributes at most 0.19 nm to the uncertainty in measured height; this means that compression of the CNCs by the AFM tip cannot account for the observed difference between TEM width and AFM height (Jakubek et al. 2018). The ability to image reproducibly at low applied force improves the image quality and allows acquisition of multiple AFM images without significant tip wear and the resulting deterioration of image quality. Note that our previous studies demonstrated that high imaging force leads to compression of particles and a lower measured height; see Fig. 6 (Chen et al. 2020).

PeakForce QNM AFM imaging of CNCD-1 (a) and the 2D-Kernel density plot showing the height and length particle size distribution (b)
Having established that imaging at low applied force with nominally smaller tip size gave similar results to our previous CNC imaging, we next imaged CNC samples that were fractionated by AF4. We imaged the first fraction collected by AF4 (CNC-F1A) which previous work had shown to contain the lowest percentage of clustered CNCs (Chen et al. 2020). This sample had an estimated length of 111 ± 10 nm from the MALS detector signal (Fig. S1) using the rod model and was in good agreement with results (113 ± 12 nm) for a replicate sample prepared at the same elution fraction time in the previous study. Fig. S1 shows an AFM image for this sample obtained by PeakForce QNM AFM imaging with a similar sample preparation (30 µL of CNC-F1A); the particle density and the number of clusters/aggregates is much lower than for the unfractionated sample (Fig. 1). To check for reproducibility, a second fractionated sample (CNC-F1B) prepared using the same AF4 method, gave a rod length of (108 ± 18) nm based on MALS, although the fractogram (Fig. 2a) showed some differences in later fractions compared to sample CNC-F1A. The AFM images for CNC-F1B (Fig. 2b, c) illustrate the ability to resolve two laterally aggregated particles. The height profiles (Fig. 2c) show two CNC particles with heights of ≈ 4.6 nm and ≈ 4.2 nm for profiles #1 and #2, respectively. Their corresponding apparent widths are ≈ 17 nm and ≈ 18 nm. Small dips on the height profiles indicate that the separation between the two particles is just at the limit of the AFM resolution.

AF4 fractogram (a) and AFM image (b) for sample CNC-F1B with cross-sections (c) for the two marked features in the AFM image
Fractionated CNC was co-deposited with two sizes of AuNPs with nominal diameters of 5 nm and 10 nm. Fig. 3a shows a representative image obtained for CNC-F1B, with a cross-section illustrating the small and large AuNPs along with an individual CNC. Note the relatively low fraction of clustered CNCs compared to the image in Fig. 1a for the unfractionated sample. The first sample, CNC-F1A (a replicate prepared during the previous study (Chen et al. 2020)), yielded similar results.

Representative AFM image of CNC-F1B with co-deposited AuNPs (a) and a cross-section showing two sizes of AuNPs and an individual CNC (b); AFM tip radii (c) estimated from two sizes of AuNPs, < 8 nm (red squares) and ≥ 8 nm (black circles). The AFM tip radii are in units of nm with error bars of standard deviation and are for all images for CNC-F1A and CNC-F1B
Prior to measuring CNC height and width for the fractionated samples, we measured both heights and widths of the co-deposited AuNPs in order to estimate the tip radius. With two sizes of AuNPs, we can select certain sizes of AuNPs for the estimation of the AFM tip radius (Rtip); the remainder of the AuNPs can be used for internal validation of the AFM tip radius.
Assuming a spherical shapeFootnote 2 for the AuNPs and minimal compression of the AuNPs by the AFM tip, one can estimate the AFM tip radius (Vesenka et al. 1993; Maeda 1997; Canet-Ferrer et al. 2014) using Eq. 1, with a tip radius (Rtip) less than or comparable to the height (HAu) of AuNPs.
HAu and particle width (Wexp_Au) values were measured from the cross-section profiles of each individual AuNP. Four cross-section profiles separated by 45° angles were drawn across the maximum height of a given AuNP and the average value was calculated for both height and width (Fig. 3b). The height was measured as the difference between the vertical maximum of each profile, ignoring any single point spikes, and the adjacent background. An average background level was determined to account for the noise due to the PLL coating. For the width measurement, the slopes defined by the first few points that deviate from the background level on either side of the profile were extrapolated to intersect the background level. The distance between the two intersection points was measured to give the width. AuNPs that are touching, on the edge of the AFM image, or visually non-spherical/distorted were excluded. First, we arbitrarily selected AuNPs with heights of less than 8 nm for the estimation of the AFM tip radii. In total, 139 AuNPs (< 8 nm) were analyzed from all images for the 2 samples, which resulted in an average tip size for each of the 20 AFM images ranging from (4 to 7) nm, see Fig. 3c. Note that multiple tips were used for these experiments.
To validate the above approach, \({W}_{\mathrm{Cal}\_\mathrm{Au}}\) for 133 AuNPs (≥ 8 nm) was then calculated using Eq. 2. \({W}_{\mathrm{Cal}\_\mathrm{Au}}\) is the calculated width of AuNPs after accounting for the AFM tip broadening.
Assuming minimum compression of the particles during the AFM measurements, the ratio of \({W}_{\mathrm{Cal}\_\mathrm{Au}}\) and HAu represents the aspect ratio of the AuNPs (> 8 nm), which is shown in Fig. 4a. The aspect ratio values for these 133 AuNPs (≥ 8 nm) mainly fall within the 0.8–1.3 range (mean of 1.02 with a standard deviation of 0.14). This indicates that the assumption of spherical AuNPs (Eq. 1) does not introduce a large error for estimation of the tip radius. A similar result can be obtained by replacing Eq. 2 with equations that do not assume spherical AuNPs (see Supplementary Material text and Fig. S2).

Aspect ratio of the AuNPs with heights of ≥ 8 nm (a) and < 8 nm (b) plotted against AuNP height
The same approach was repeated using AuNPs (≥ 8 nm) from the same images for estimation of the AFM tip radius. The ratios of \({W}_{\mathrm{Cal}\_\mathrm{Au}}\) and \({H}_{\mathrm{Au}}\) of AuNPs (< 8 nm) mainly fall within the 0.6–1.4 range (Fig. 4b), which is slightly broader than the results using AuNPs (< 8 nm) for the AFM tip estimation. Nevertheless, the mean aspect ratio is 0.97 with a standard deviation of 0.18, similar to the result obtained from Fig. 4a.
The AFM tip radius calculated from the AuNP measurements described above was then used to calculate the CNC width. We initially applied the surface reconstruction method in Gwyddion to deconvolute the AFM images. The average tip radius obtained for all AuNPs in a specific image was used for the deconvolution of that image. This was an attempt to directly extract the height and width values of CNC from the deconvoluted AFM images. However, it was found that the surface reconstruction method altered the CNC height by ≈ (0.5–1) nm (Fig. S3), possibly due to the algorithm and models used in this method. To overcome the complexity of the modeling/calculating algorithm used in the Gwyddion surface reconstruction, we measured height (HCNC) and width (Wexp_CNC) values for individual CNCs and then accounted for AFM tip convolution effects using the two internal calibration AuNPs. The height and width of individual CNCs are measured from a single transverse profile at the maximum CNC width (Fig. 5a), perpendicular to its long axis. Assuming a square or rectangular shape as suggested by models of the primary crystallites of wood pulp CNCs (Moon et al. 2011; Uhlig et al. 2016), the calculated width of CNCs (WCal_CNC) can be determined using Eq. 3 (Goken and Kempf 1999; Canet-Ferrer et al. 2014):

AFM image (a) for CNC-F1B showing CNCs selected for width and height measurements; (b, c) Ratio of height/width for the combined data set for the fractionated CNC samples measured using AuNPs with heights of ≥ 8 nm and < 8 nm, respectively
Thus, the ratios between calculated width and measured height values can be used to determine the symmetry of the CNC cross section.
The above procedure was repeated for the two fractionated CNC samples. The results are summarized as histograms of WCal_CNC/HCNC for the combined set of 307 CNCs using the < 8 nm AuNPs and ≥ 8 nm AuNPs for estimating the tip radius (Fig. 5b, c). The data based on the two estimates of tip radius are not significantly different at the 0.05 level as assessed by a Kolmogorov-Smirnov test for similarity of the two distributions. However, there are small differences between samples CNC-F1A and CNC-F1B as shown in Fig. S4, which provides histograms for calculated width and height for the two fractionated samples and the combined sample. Although the same mean height is obtained for the two samples, the calculated width varies, with mean values of (5.8 ± 0.5) nm and (4.4 ± 0.3) nm for CNC-F1A and CNC-F1B, respectively. The measured lengths (Fig. S5) are similar for the two samples, in agreement with MALS data collected during the AF4 fractionation, which gives similar length estimates for CNC-F1A and CNC-F1B (111 ± 10 nm and 108 ± 18 nm, respectively). Note that changes in the CNC dimensions for the two AF4 samples may reflect one or more of the following: small variations in the initial CNC suspensions used for fractionation (which were prepared in different laboratories); differences in AF4 separation conditions; the length of storage time for the fractionated samples (CNC-F1A was used several months after preparation whereas CNC-F1B was used within several weeks); and assumptions required for estimation of the tip radius and calculation of the CNC width. Since both samples showed that the CNC width was considerably larger than height, further discussion focuses on the combined data set for the two samples.
The width/height ratio for fractionated CNC samples (Fig. 5) varies over a relatively wide range compared to the measurements for the AuNPs. Most of the CNCs have their wider side (long axis in the cartoon in Fig. 6) adsorbed to the PLL-coated mica substrate (width/height >1) while a minority (≈31%, width/height <1) have their shorter side adhering to the substrate. The calculated width/height ratios were converted to an aspect ratio for the CNC cross-section (AR, defined as the ratio of the larger value and the smaller value of the calculated width and measured height,) which is displayed as a histogram in Fig. S6. A fraction (≈28%) of the measured CNCs have an approximately symmetric cross-section, defined as an aspect ratio between 1 and 1.4 and ≈ 62% have aspect ratios between 1.4 and 3.4.

Cartoon (left) illustrating the short and long axis for the CNC cross-section. Scatter plot (right) showing the correlation between calculated width and measured height for fractionated CNCs (combined data set for CNC-F1A and CNC-F1B). CNCs with calculated width/height ratios between 0.7 and 1.4 are shown in red. The solid lines are a visual aid to illustrate the correlation between width and height for the different CNC populations. AuNPs with heights ≥ 8 nm were used to calculate CNC widths
The correlation between calculated CNC width and height is shown in the scatter plot in Fig. 6; the AuNPs with heights ≥ 8 nm were used to estimate the CNC width and the equivalent plot using AuNPs with heights < 8 nm (Fig. S7) shows very similar results. The color coded data points and lines with three slope values indicate that there are at least three populations of CNCs: particles for which height and width are similar, red points, slope of ≈1), particles for which the calculated width is > 2 times the height (black, slope of ≈2) and particles for which the measured width is less than the height (black, slope ≈0.5). The latter correspond to CNCs for which the short cross sectional axis is adsorbed to the PLL-coated mica surface. Note that there are also a few CNCs with measured widths of 3–4 times the height. The plot in Fig. 6 indicates that most of the particles with calculated widths < 1.5 nm adsorb with their short axis on the substrate. This is unlikely on a statistical basis and may reflect larger errors in the estimation of small CNC width values. In addition, it has been suggested that the orientation of CNC hydroxyl groups relative to the crystalline plane creates two sides that are more polar than the other two (Uhlig et al. 2016). Preferential interactions between the more polar side of the crystal and the substrate may contribute to orientation of the particles on the surface.
Discussion and conclusions
AFM measurements of AuNPs as internal calibration standards were employed for in situ measurements of AFM tip radius, facilitating calculation of the CNC width. The use of fractionated CNC samples with a low number of clustered CNCs was essential for the success of these measurements. These experiments also took advantage of the improved AFM image quality with low applied force and small (nominal) tip radius and used two sizes of AuNPs to cover the range of possible tip geometries and provide internal validation of the method for estimating the tip radius. The results indicate that there is a population of CNCs that has an approximately symmetrical cross-section whereas the remainder have one axis of the cross-section that is 2–3 times longer than the other. Both AFM and TEM have been widely used to measure CNC size; both methods provide length data, with TEM providing an estimate of cross-section based on particle width and AFM providing particle height (Moon et al. 2011; Foster et al. 2018; ISO 19716:2016). Most published studies have not considered possible differences between cross-section measurements obtained from the two methods, an observation that may reflect the challenges of obtaining both cross sectional dimensions with a single microscopy method.
Early models for the elementary fibrils of plant-derived CNCs were based on a 6 × 6 array of polymer chains assembled during biosynthesis by a rosette-shaped terminal enzyme complex with six-fold symmetry (Brown 1996; Moon et al. 2011). Individual fibrils were postulated to have a square geometry with dimensions that range between 3 nm and 5 nm; the estimates were typically based on X-ray diffraction data and varied for different studies and different types of plant-derived CNCs (Hamad and Hu 2010; Jiang et al. 2010; Fernandes et al. 2011). By contrast, polymer chains in other (non-plant) based sources (e.g., tunicates and bacteria) are assembled to yield rectangular, ribbon-like structures that are presumably determined by the linear structure of the terminal complex used in biosynthesis. More recent studies provide a range of estimates for the number of subunits in plant-based fibrils produced by the terminal enzyme complex (Fernandes et al. 2011; Wang and Hong 2016). Estimates vary from 18 to 36 subunits with various geometries, including diamond, parallelogram and hexagonal arrangements. For example, fibrils with a diamond geometry with dimensions of 3.2 nm and 3.9 nm or a rectangular geometry with dimensions of 3.2 nm and 3.1 nm were proposed based on X-ray scattering and small-angle neutron scattering (SANS) data of softwood samples (Fernandes et al. 2011). Regardless of the number of possible geometries, various studies using X-ray scattering, solid-state nuclear magnetic resonance (NMR) and SANS all indicate that the cross-sectional dimensions of plant-derived cellulose elementary fibrils fall within the range of (3–5) nm, with differences of (20–30)% in the two cross-sectional dimensions.
To date there are relatively few studies that have attempted to correlate cross-sectional width and height for the same sample for wood and other plant-derived CNCs. As noted in the introduction, AFM and TEM measurements of cotton-derived CNCs indicate a rectangular cross-section that is attributed to aggregation of individual crystallites. Similar results have been reported for CNCs prepared from sulfuric acid hydrolysis of switchgrass (Meng et al. 2017). By contrast, a study on wood-pulp CNCs used a deconvolution method similar to that described above to obtain AFM height and width measurements that were similar (6.4 nm and 7.8 nm for height and width, respectively) (Postek et al. 2011). An electron tomography study provided evidence that the three-dimensional structure of CNCs produced from filter paper has a rectangular cross-section (5–10 nm and 18–40 nm, for the long and short axes, respectively) although the low sensitivity and potential beam damage makes this a challenging experiment (Majoinen et al. 2014). The latter two studies appear to be the only examples in which both cross-sectional dimensions have been obtained at the single particle level using a single method (rather than using a different sub-sample and imaging method for each dimension). However, it is worth noting that in both cases the dimensions of the particles are larger than the primary crystallite measurements from other techniques, indicating that the CNC samples contained particles with multiple crystallites.
The mean height of 3.3 nm measured here for the fractionated CNCs is consistent with the expected dimensions of the primary fibrils produced by the enzyme complex. The calculated widths indicate that ≈ 28% of the CNCs have aspect ratios that are approximately symmetric and ≈ 63% have aspect ratios in the range of 1.4–3.4 (Fig. 6). The results are similar for two independently prepared fractionated samples. The considerably longer dimensions for the width cross-section could be due to several factors. First, as noted above, recent models for the elementary fibrils postulate at most a small degree of asymmetry which cannot account for particles with an aspect ratio between 2 and 3. Strong lateral aggregation of CNCs that is promoted by hydrogen bonding is a second possibility and is consistent with some literature reports. For example, SANS measurements of CNCs indicate that lateral aggregation of CNCs occurs in a concentration-dependent manner (Uhlig et al. 2016) and depends on ionic strength (Cherhal et al. 2015). TEM sample preparation has been suggested to lead to aggregates, in some cases induced by staining that is necessary to achieve adequate image contrast for size measurements (Kaushik et al. 2014). An alternate possibility is that the individual CNC particles are composed of multiple primary crystallites, as suggested in other studies (Elazzouzi-Hafraoui et al. 2008). We conclude that lateral aggregation of particles and the presence of multiple crystallites in what appear to be individual CNC particles both contribute to the large asymmetry in cross-section. It should be noted that the presence of laterally aggregated particles is always accompanied by the presence of unstructured clusters of CNCs for unfractionated samples. Finally, the relatively broad particle size distributions measured for both height and width make it difficult to distinguish between the various models that have been proposed for CNC structures.
Notes
The identification of any commercial product or trade name does not imply endorsement or recommendation by the National Institute of Standards and Technology or the National Research Council Canada.
High resolution TEM images of AuNPs typically show that the particles are slightly asymmetric (Rice et al. 2013), although this is not evident from the AFM images of the AuNPs used here. Measuring particle diameter as the average of 4 cross sections will average any systematic errors due to particle asymmetry.
References
Azzam F, Frka-Petesic B, Semeraro EF, Cousin F, Jean B (2020) Small-angle neutron scattering reveals the structural details of thermosensitive polymer-grafted cellulose nanocrystal suspensions. Langmuir 36:8511–8519. https://doi.org/10.1021/acs.langmuir.0c01103
Brinkmann A, Chen M, Couillard M, Jakubek ZJ, Leng T, Johnston LJ (2016) Correlating cellulose nanocrystal particle size and surface area. Langmuir 32:6105–6114. https://doi.org/10.1021/acs.langmuir.6b01376
Brito BSL, Pereira FV, Putaux J-L, Jean B (2012) Preparation, morphology and structure of cellulose nanocrystals from bamboo fibers. Cellulose 19:1527–1536. https://doi.org/10.1007/s10570-012-9738-9
Brown RM (1996) The biosynthesis of cellulose. Pure Appl Chem A33:1345–1373. https://doi.org/10.1080/10601329608014912
Bushell M, Meija J, Chen M, Batchelor W, Browne C, Cho J-Y, Clifford CA, Al-Rekabi Z, Vanderfleet O, Cranston E, Lawn M, Coleman VA, Nyström G, Arcari M, Mezzenga R, Park BC, Ren L, Saito T, Kaku Y, Wagner R, Johnston LJ (2021) Particle size distributions for cellulose nanocrystals measured by atomic force microscopy: an interlaboratory comparison. Cellulose in press
Canet-Ferrer J, Coronado E, Forment-Aliaga A, Pinilla-Cienfuegos E (2014) Correction of the tip convolution effects in the imaging of nanostructures studied through scanning force microscopy. Nanotechnology 25:395703. https://doi.org/10.1088/0957-4484/25/39/395703
Chen M, Parot J, Mukherjee A, Couillard M, Zou S, Hackley VA, Johnston LJ (2020) Characterization of size and aggregation for cellulose nanocrystal dispersions separated by asymmetrical-flow field-flow fractionation. Cellulose 27:2015–2028. https://doi.org/10.1007/s10570-019-02909-9(0123456
Cherhal F, Cousin F, Capron I (2015) Influence of charge density and ionic strength on the aggregation process of cellulose nanocrystals in aqueous suspension, as revealed by small-angle neutron scattering. Langmuir 31:5596–5602. https://doi.org/10.1021/acs.langmuir.5b00851
Davis CS, Moon RJ, Ireland S, Foster EJ, Johnston LJ, Shatkin JA, Nelson K, Forster AM, Postek MT, Vladar AE, Gilman JW (2015) NIST-TAPPI workshop on measurement needs for cellulose nanomaterials, vol 1192 . NIST special publication. https://doi.org/10.6028/NIST.SP.1192
Dufresne A (2019) Nanocellulose processing properties and potential applications. Current For Rep 5:76–89. https://doi.org/10.1007/s40725-019-00088-1
Ebenstein Y, Nahum E, Banin U (2002) Tapping mode atomic force microscopy for nanoparticle sizing: tip−sample interaction effects. Nano Lett 2:945–950. https://doi.org/10.1021/nl025673p
Eichhorn S (2011) Cellulose nanowhiskers: promising materials for advanced applications. Soft Matter 7:303–315. https://doi.org/10.1039/c0sm00142b
Elazzouzi-Hafraoui S, Nishiyama Y, Putaux J-L, Heux L, Dubreuilf F, Rochas C (2008) The shape and size distribution of crystalline nanoparticles prepared by acid hydrolysis of native cellulose. Biomacromolecules 9:57–65. https://doi.org/10.1021/bm700769p
Fernandes AN, Thomas LH, Altaner CM, Callow P, Forsyth VT, Apperley DC, Kennedy CJ, Jarvish MC (2011) Nanostructure of cellulose microfibrils in spruce wood. Proc Natl Acad Sci 108:E1195–E1203. https://doi.org/10.1073/pnas.1108942108
Foster EJ, Moon RJ, Agarwal UP, Bortner MJ, Bras J, Camarero-Espinosa S, Chen KJ, Clift MJD, Cranston ED, Eichhorn SJ, Fox DM, Hamad WY, Heux L, Jean B, Korey M, Nieh W, Ong KJ, Reid MS, Renneckar S, Roberts R, Shatkin JA, Simonsen J, Stinson-Bagby K, Wanasekara N, Youngblood J (2018) Current characterization methods for cellulose nanomaterials. Chem Soc Rev 47:2609–2679. https://doi.org/10.1039/C6CS00895J
Garcia VJ, Martinez L, Briceno-Valero JM, Schilling CH (1997) Dimensional metrology of nanometric spherical particles using AFM. Probe Microsc 14:107–116. https://doi.org/10.1186/1556-276X-6-270
Goken M, Kempf M (1999) Microstructural properties of superalloys investigated by nanoindentations in an atomic force microscope. Acta Mater 47:1043–1052. https://doi.org/10.1016/S1359-6454(98)00377-2
Hamad WY, Hu TQ (2010) Structure-property-yield inter-relationships in nanocrystalline cellulose extraction. Can J Chem Eng 88:392–402. https://doi.org/10.1002/cjce.20298
ISO 19716:2016. Characterization of cellulose nanocrystals
Jakubek ZJ, Chen M, Couillard M, Leng T, Liu L, Zou S, Baxa U, Clogston JD, Hamad W, Johnston LJ (2018) Characterization challenges for a cellulose nanocrystal reference material: dispersion and particle size distributions. J Nanopart Res 20:98. https://doi.org/10.1007/s10570-019-02909-9
Jiang F, Esker AR, Roman M (2010) Acid-catalyzed and solvolytic desulfation of H2SO4-hydrolyzed cellulose nanocrystals. Langmuir 26:17919–17925. https://doi.org/10.1021/la1028405
Jorfi M, Foster EJ (2015) Recent advances in nanocellulose for biomedical applications. J Appl Polym Sci 2015:41719. https://doi.org/10.1002/app.41719
Kaushik M, Chen WC, van de Ven TGM, Moore A (2014) An improved methodology for imaging cellulose nanocrystals by transmission electron microscopy. Nordic Pulp Paper Res J 29:77–84. https://doi.org/10.3183/npprj-2014-29-01-p077-084
Klemm D, Kramer F, Moritz S, Lindstrom T, Ankerfors M, Gray D, Dorris A (2011) Nanocelluloses: a new family of nature-based materials. Angew Chem Int Ed Engl 50:5438–5466. https://doi.org/10.1002/anie.201001273
Maeda H (1997) An atomic force microscopy study for the assembly structures of tobacco mosaic virus and their size evaluation. Langmuir 13:4150–4161. https://doi.org/10.1021/la962105e
Majoinen J, Haataja JS, Appelhans D, Lederer A, Olszewska A, Seitsonen J, Aseyev V, Kontturi E, Rosilo H, Österberg M, Houbenov N, Ikkala O (2014) Supracolloidal multivalent interactions and wrapping of dendronized glycopolymers on native cellulose nanocrystals. J Am Chem Soc 136:866–869. https://doi.org/10.1021/ja411401r
Mazloumi M, Johnston LJ, Jakubek ZJ (2018) Dispersion, stability and size measurements for cellulose nanocrystals by static multiple light scattering. Cellulose 25:5751–5768. https://doi.org/10.1007/s10570-018-1961-6
Meija J, Bushell M, Couillard M, Beck S, Bonevich J, Cui K, Foster J, Will J, Fox D, Cho W, Heidelmann M, Park BC, Park YC, Ren L, Xu L, Stefaniak A, Knepp AK, Theissmann R, Purwin H, Wang Z, de Val N, Johnston LJ (2020) Particle size distributions for cellulose nanocrystals measured by transmission electron microscopy: an interlaboratory comparison. Anal Chem 92:13434–13442. https://doi.org/10.1021/acs.analchem.0c02805
Meng Y, Wu Q, Young TM, Huang B, Wang S, Li Y (2017) Analyzing three-dimensional structure and geometrical shape of individual cellulose nanocrystal from switchgrass. Polym Compos. https://doi.org/10.1002/pc.23819
Moon RJ, Martini A, Nairn J, Simonsen J, Youngblood J (2011) Cellulose nanomaterials review: structure, properties and nanocomposites. Chem Soc Rev 40:3941–3994. https://doi.org/10.1039/C0CS00108B
Mukherjee A, Hackley VA (2017) Separation and characterization of cellulose nanocrystals by multi-detector asymmetric flow field-flow fractionation. Analyst 143:731–740. https://doi.org/10.1039/C7AN01739A
Postek MT, Vladar A, Dagata J, Farkas N, Ming B, Wagner R, Raman A, Moon RJ, Sabo R, Wegner TH, Beecher J (2011) Development of the metrology and imaging of cellulose nanocrystals. Meas Sci Tech 22:024005. https://doi.org/10.1088/0957-0233/22/2/024005
Ramirez-Aguilar KA, Rowlen KL (1998) Tip characterization from AFM images of nanometric spherical particles. Langmuir 14:2562–2566. https://doi.org/10.1021/la971277o
Rice SB, Chan C, Brown SC, Eschbach P, Han L, Esnor DS, Stefaniak AB, Bonevich J, Vladar AE, Hight Walker AR, Zheng J, Starnes C, Stromberg A, Ye J, Grulke EA (2013) Particle size distributions by transmission electron microscopy: an interlaboratory comparison case study. Metrologia 50:663–678. https://doi.org/10.1088/0026-1394/50/6/663
Shatkin JA, Wegner TH, Bilek EM, Cowie J (2014) Market projections of cellulose nanomaterial-enabled products- part 1: applications. TAPPI J 13:9–16. https://doi.org/10.32964/TJ13.5.9
Stinson-Bagby KL, Roberts R, Foster EJ (2018) Effective cellulose nanocrystal imaging using transmission electron microscopy. Carbohy Poly 186:429–438. https://doi.org/10.1016/j.carbpol.2018.01.054
Taatjes DJ, Quinn AS, Lewis MR, Bovill EG (1999) Quality assessment of atomic force microscopy probes by scanning electron microscopy: correlation of tip structure with rendered images. Micros Res Tech 44:312–326. https://doi.org/10.1002/(SICI)1097-0029(19990301)44:5%3c312::AID-JEMT2%3e3.0.CO;2-P
Thomas B, Raj MC, Athira KB, Rubiyah MH, Joy J, Moores A, Drisko GL, Sanchez C (2018) Nanocellulose, a versatile green platform: from biosources to materials and their applications. Chem Rev 118:11575–11625. https://doi.org/10.1021/acs.chemrev.7b00627
Uhlig M, Fall A, Wellert S, Lehmann M, Prévost S, Wågberg L, von Klitzing R, Nyström G (2016) Two-dimensional aggregation and semidilute ordering in cellulose nanocrystals. Langmuir 32:442–450. https://doi.org/10.1021/acs.langmuir.5b04008
Vesenka J, Manne S, Giberson R, Marsh T, Henderson E (1993) Colloidal gold particles as an incompressible atomic force microscope imaging standard for assessing the compressibility of biomolecules. Biophys J 65:992–997. https://doi.org/10.1016/S0006-3495(93)81171-8
Wang T, Hong M (2016) Solid-state NMR investigations of cellulose structure and interactions with matrix polysaccharides in plant primary cell walls. J Exp Bot 67:503–514. https://doi.org/10.1093/jxb/erv416
Acknowledgments
We thank Arnab Mukherjee (formerly of NIST) for his contributions to the development of methods for AF4 fractionation of CNC. Support from Natural Resources Canada for NRC work on CNC characterization and standardization is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
About this article

Cite this article
Chen, M., Parot, J., Hackley, V.A. et al. AFM characterization of cellulose nanocrystal height and width using internal calibration standards. Cellulose 28, 1933–1946 (2021). https://doi.org/10.1007/s10570-021-03678-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-021-03678-0