
Abstract
In this laboratory study, a hardwood bleached kraft pulp (HBKP) was converted to dissolving pulp by removing hemicellulose using organic electrolyte solutions (OES), consisting of ionic liquid (1-ethyl-3-methylimidazolium acetate (EminAc)) and a polar organic solvent γ-valerolactone (GVL). The molar ratio of GVL/EmimAc, and temperature have significant effect on the swelling of HBKP fibers, thus the hemicellulose dissolution/removal process. Under the optimal conditions of GVL/EmimAc molar ratio of 4 and 60 °C, hemicellulose was effectively removed, leading to the formation of a dissolving pulp with yield of 76%, cellulose content of 91%, Fock reactivity of 56.8% and viscosity of 723 mL/g. Furthermore, the potential of using EmimAc/GVL/water ternary system to selectively remove hemicelluloses from the same HBKP was studied. The GVL/EmimAc/water ratio of 2:1:1 at 60 °C showed promising results, with yield of 76.7%, and cellulose content of 94.8%.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Cellulosic fibers are used in many areas of our life, they are renewable, biodegradable, environmentally friendly, and have some unique properties, such as good mechanical strength. The mechanical strength of cellulosic fibers comes from the abundant hydrogen bonds in and between the cellulose molecular chains. These hydrogen bonds are the main barrier that keep cellulose fibers from dissolving in ordinary solvents such as water or ethanol. Therefore, research efforts have been directed to the development of efficient and green solvents to facilitate dissolution and processing of cellulosic fibers.
Ionic liquids (IL) are effective cellulose solvents (Michud et al. 2015; Froschauer et al. 2013; Pinkert et al. 2009; Roselli et al. 2014; Xia et al. 2020; Zhang et al. 2005). Specifically, imidazolium ionic liquids have been extensively researched (Zheng et al. 2014). The strong IL solubilization of cellulose is due to: (1) ILs having strong interactions with cellulose by H-bonding, overtaking the H-bonding in cellulose (Payal et al. 2012); (2) anions of the IL strongly interact with hydroxyl groups of cellulose (Liu et al. 2010; Gross et al. 2011). ILs, in combination with others, can be used to separate cellulose/hemicelluloses matrix (Froschauer et al. 2013). ILs have low vapor pressure, high thermal stability and are environmentally friendly (Rebros et al. 2009). Numerous studies have been reported for treating lignocellulosic materials using ILs (Roselli et al. 2016; Wollboldt et al. 2017). Ionic liquids are usually highly viscous (Pinkert et al. 2009), with the addition of high molecular weight (MW) cellulose, the mixture becomes even more viscous, which can lead to operational challenges. Operating at elevated temperatures is a promising method to decrease the viscosity of ionic liquids. Nazet et al. (2015) demonstrated that the dynamic viscosities of ionic liquids such as EmimAc, EmimFAP, and BmimBETI decreased from hundreds of mPa·s at 273 K to 30–50 mPa·s at 523 K. However, some ionic liquids are not stable at these high temperatures, which causes technical issues during applications (Brandt et al. 2013). Another option to decrease the viscosity of ionic liquids is to use the cosolvent concept. For the specific purpose of removing hemicelluloses from a paper-grade market pulp, a cosolvent such as water, is desirable, because of the tunable dissolution ability of the binary system, as demonstrated in an earlier study (Yang et al. 2020b). Organic/polar cosolvents, can also be added into ionic liquids, forming so-called organic electrolyte solutions (OES). The OES solutions have several advantages compared with simple ionic liquids, including lowered viscosity, and tunable physicochemical properties (Andanson et al. 2014; Clough 2017; Xu et al. 2013).
Dissolving pulp, which has a high α-cellulose content, usually 90% or higher (Chen et al. 2016; Jahan et al. 2016), has received much interest (Duan et al. 2019; Jiang et al. 2020; Li et al. 2018a; Qin et al. 2021; Wang et al. 2015; Yang et al. 2019). Dissolving pulp can be converted to various value-added green cellulose products, for example, the Chen group reported a novel cellulose nanofiltration membrane that has layered structure and can potentially replace petroleum-based products for water purification (Li et al. 2018b; Weng et al. 2017). Prehydrolysis kraft pulping and acid sulfite pulping, are the two dominant commercial processes for the production of dissolving pulp (Duan et al., 2015). In addition, the selective removal of hemicelluloses (xylan) from bleached hardwood kraft paper-grade pulp, can also lead to the production of dissolving pulp (Duan et al. 2016); and various processes have been reported, including cold alkaline extraction, CCE (Kopcke et al. 2010), nitren extraction (Janzon et al. 2008), IL extraction (Froschauer et al. 2013; Roselli et al. 2014) and enzyme treatment (Ma et al. 2017), GVL extraction (Yang et al. 2020a).
Herein, we report a new method of converting paper-grade hardwood bleached kraft pulp to dissolving pulp, using a new OES system, which consists of an ionic liquid (1-ethyl-3-methylimidazolium acetate, EmimAc) and an organic solvent (γ-valerolactone, GVL). EmimAc is a good cellulose solvent, while GVL is an aprotic, strongly polar (with a μ = 4.71 D) organic solvent with a high boiling point (208 °C) and good thermal stability (Yang et al 2020a). GVL is a green organic solvent, which can be found in fruit and is used as a flavor additive in the food industry. Moreover, GVL can be produced from both glucose and xylose, which opens the possibility of converting the separated hemicelluloses to GVL so that the process is a closed loop (Alonso et al. 2013).
In the present laboratory study, we first determine the physical properties of the OES solutions that have a significant impact on the swelling of cellulose fibers. Cellulosic fibers were impregnated and swelled in OES solutions at various GVL/EmimAc molar ratios so that the optimal ratio of the two components can be determined for the purpose of selectively dissolving hemicellulose from the kraft pulp fibers and the resultant dissolving pulp was characterized. The underlying mechanism is that cellulose and hemicellulose do have differences in physical/chemical properties, such as molecular weight, accessibility towards solvent, therefore, selective dissolution of hemicellulose can be achieved by adjusting the molar ratio of GVL and EmimAc in OES solutions. This selective hemicellulose removal concept is also significantly affected by temperature, which has a strong effect on the fiber swelling. The results indicate that a facile and green concept based on a new OES system is feasible to upgrade paper grade pulp to dissolving pulp. In addition, we also investigated the use of an EmimAc/GVL/water ternary system for the same purpose of selectively removing hemicellulose from HBKP.
Materials and methods
Materials
Bleached hardwood kraft pulp (HBKP) was used as the raw material, and was provided by a pulp mill located in eastern Canada. The pulp was produced from a blend of wood species: 58.0% maple, 13.0% birch, 8.0% poplar, and 21.0% other. The analytical compositions of HBKP by Ion Chromatography is 79.2% glucan, 20.1% xylan, and 0.7% mannan. The pulp sample was first treated using a fluffer to break its compact board structure and make it more accessible in the consequential fractionation process.
GVL was supplied by Sigma Aldrich with ≥ 98 wt% purity. Pure water was obtained from a Millipore Synergy® UV purification system (water resistivity of 18.2 MΩ cm). 1-ethyl-3-methylimidazolium acetate (EmimAc), purchased from Sigma Aldrich with a purity of 95%, was used as received without further purification.
Methods
Viscosity and conductivity
The viscosity of the solvent mixtures was determined using a Brookfield digital viscometer equipped with a programmable temperature controller. The conductivity of the solvent mixtures was determined using a symphony H10C with an MP5 Pt conductivity electrode. The conductivity of the solvent mixtures with different molar fractions was measured at room temperature using an H10C SymphonyTM handheld meter (VWR, Radnor, PA, USA), calibrated using KCl standard solutions at various concentrations. The accuracy of the Symphony handheld meter is ± 0.5%. The average value from three measurements was reported.
Swelling and observation
The HBKP fibers were treated in a mechanical fluffer, and the fibers were soaked in OES and GVL/IL/Water systems. The fiber morphology was observed using an optical microscope (Leica DM4000 M) equipped with a digital camera (Leica DFC480).
Fractionation using OES and GVL/IL/water ternary system
OES systems: Bleached kraft hardwood pulp fibers were first treated in a fluffer. To remove the presence of moisture in pulp fibers, the sample was fluffed and soaked in GVL at room temperature for 30 min followed by filtration and pressing to around 35% consistency before use. Therefore, the amount of water present in the system is negligible. Then, the fibers were treated by OES solutions (in different ratios). Different molar ratios of GVL (e.g. 1, 4, 8, and 12 mol of GVL to 1 mol of EmimAc, were noted as GE1, GE4, GE8, and GE12 respectively) were added to 4 g of EmimAc. A 5 wt% HBKP (based on EmimAc) was dispersed into the solvent mixtures before they were transferred to a 20 mL (or 100 mL as needed) glass vial. Solubility tests were conducted in an oil bath, which was set to specific temperatures. Once the test was completed, the sample was filtered using a 2-layer 400 mesh stainless steel screen. The samples were washed using the same solvent mixture. The extraction temperatures were 25 °C, 60 °C, and 90 °C, with an extraction time of 120 min.
GVL/IL/Water systems: all operation parameters were the same as those in the DES systems, except for the solvent that was used. Again, the moisture in pulp fibers was displaced by using GVL, as described above. The molar ratios of IL, GVL, and water varied from 1:1:1 to 1:4:4.
Molecular weight distribution.
The determination of molecular weight distribution (MWD) of samples was conducted on a gel permeation chromatography (Waters 600E), equipped with a differential refractometer detector (Waters 410) and a Waters Styragel HR 5E column. Prior to the determination, the pulp sample was dissolved in an 8% DMAc/LiCl solution. The mobile phase was 0.5% DMAc/LiCl at a flow rate of 0.3 mL/min. The column temperature was 50 °C, and the injection volume was 10 μL.
Fock reactivity test
Cellulose-rich samples were air-dried in a constant temperature/humidity room (50% RH, 23 °C). The cellulose xanthation was performed in a water bath at 19 °C; the Fock reactivity was determined by following the modified method reported by Tian et al. (2013).
Intrinsic viscosity
The intrinsic viscosity of all purified cellulose samples was measured according to the TAPPI standard T230 om-99 using 50% copper-ethylene-diamine (CED) solution as the cellulose solvent.
Sugar Analyses
The sugar contents in the HBKP and the treated solids were determined by using an ion chromatography unit equipped with CarboPacTM PA1 column (Dionex-300, Dionex Corporation, Canada) and a pulsed amperometric detector (PAD). The fiber samples were totally hydrolyzed to mono-sugars by following a 2-step hydrolysis method (Sluiter et al. 2008). In brief, the fibers were first hydrolyzed in 72% sulfuric acid, with an acid-to-fiber ratio of 20 mL g − 1, at 30 ± 1 °C, for 60 min. Subsequently, the mixture was subjected to a second weak acid hydrolysis (4% sulfuric acid), by adding deionized water to dilute 72% to 4% sulfuric acid, at 121 ± 1 °C in an autoclave, for 60 min. The samples were diluted to about 20 ppm, prior to the IC analysis.
XRD Analyses
A Bruker D8 XRD system was used with Cu-K as a source (λ = 0.154 nm) in the 2θ range (5° ~ 40°) and a scanning speed of 1.2°/min. The samples were directly used and placed inside metallic sample holder rings. The cellulose crystallinity index (CrI) was determined by following a literature method (Cheng et al. 2017; Kljun et al. 2011), and it was calculated based on Eq. (1):
Where I200 in Eq. (1) is the maximum intensity of crystalline scatter at the 200 reflection (2θ = 22.5°), Iam is intensity of diffraction at 2θ = 18.0°.
Results and Discussion
Physiochemical properties of OES
The OES concept takes advantages of two solvents: non cellulose dissolving organic solvent and cellulose-dissolving ionic liquid. In the present study, the OES consists of GVL and EmimAc. We first studied the viscosity and conductivity of the GVL/EmimAc mixture at different ratios.
As shown in Fig. 1, the viscosity of pure EmimAc at 60 °C is 33.0 mPa s, and viscosity of GVL is 0.5 mPa s. The viscosity of the OES consisting of 1 mol of GVL/1 mol of the EmimAc, is 11.0 mPa s. As more GVL is added to EmimAc, the viscosity of the OES solutions decreases. The density of GVL/EmimAc mixture is rather constant at various ratios (the density of GVL is 1.05 g/mL, that of EmimAc is 1.1 g/mL at 25 °C). The conductivity is another important parameter for solvation purposes (Cheng et al. 2017). The conductivity of pure EmimAc at 60 °C is 6.55 mS/cm. At GVL/EmimAc molar ratio of 1, the conductivity of the mixture increases to 10.12 mS/cm, which is similar to that of OES at DMSO/EmimAc of 1 (Cheng et al. 2017). However, with the addition of more GVL to EmimAc, the conductivity decreases (6.20 mS/cm at GVL/EmimAc molar ratio of 4, 4.30 mS/cm at GVL/EmimAc molar ratio of 8). At the same time, the viscosity of the system decreases continuously. The hemicellulose-dissolving capability of OES is expected to improve when a small amount of GVL is added, as both viscosity and conductivity are favorable for this purpose.

Schematic of removing hemicellulose from HBKP fibers to produce dissolving pulp based on OES fractionation
By changing the proportion of GVL in the OES solutions, the hemicellulose dissolubility may be tuned to separate hemicelluloses from the HBKP fibers (Fig. 1). The pulp fibers were treated with optimal OES solutions to dissolve hemicellulose, then the solid residue (cellulose-rich fraction) was filtrated and washed to obtain dissolving pulp. The dissolved hemicelluloses in the OES can be precipitated out by adding more GVL and further converted to value-added products, such as furfural (Fatehi et al. 2013; Li et al. 2010).
Swelling of pulp fibers
The swelling behaviors of fibers in the solvent mixtures were studied prior to performing hemicelluloses extraction experiments in order to choose the optimal solvent mixture for selective dissolution of hemicelluloses from HBKP. As shown in Fig. 2, the solvent mixtures of GVL/EmimAc at various ratios showed strong swelling abilities of fibers and hemicellulose dissolution. For GE1 mixture (molar ratio of GVL/EmimAc, X = 1), pulp fibers dissolved completely within 5 min at room temperature, which is a very fast process, consistent with the Mode 1 dissolution defined by Cuissinat (Cuissinat and Navard 2008; Cuissinat et al. 2008). The fibers in GE4 (X = 4) extensively swelled with the formation of large balloons along the fibers in 6 min at 60 °C, and the fiber tissue of balloons dissolved (Mode 2). The fibers in GE8 (X = 8) mixture swelled, but no apparent dissolution was evident (Mode 3). The GE12 mixture only swelled the fiber slightly, no balloons could be seen after 120 min of treatment at 60 °C (Mode 4). The observation of swelling and dissolution of fibers in the GVL/EmimAc mixtures indicates that the GVL/EmimAc OES solutions have stronger dissolution capability than EmimAc. As shown in Fig. 2, EmimAc only dissolved fibers into fragments under otherwise the same conditions, the GE1 solution dissolved the fibers completely. In the literature, it was reported that EmimAc dissolves cellulose fibers, MCC (Zavrel et al. 2009) or Eucalyptus pulp (Kosan et al. 2008) at 110 °C, and a Eucalyptus urograndis PHK dissolving pulp at 95 °C in a kneader. As the GVL content in the mixture increased (X > 1), the swelling and dissolution abilities started to decrease. These results from GVL/EmimAc mixtures exhibited typical behaviour of an aprotic organic solvent that can enhance the dissolving ability with the addition of an optimal amount of EmimAc. Under the present conditions, with 4 mol of GVL to 1 mol of EmimAc, the GVL/EmimAc mixture has reasonable swelling ability of pulp fibers, thus, hemicellulose dissolution.

Swelling behaviors of pulp fibers in various OES solutions consisting of different molar ratios of GVL/EmimAc
Based on the swelling and dissolution behaviors of fibers in different OES mixtures (Fig. 2), we reached the conclusion that the dissolution capability of OES solutions varies from very strong to weak, depending on the cosolvent and its molar fraction in the mixtures. Therefore, it is possible that with an optimal molar ratio of GVL/EmimAc, the suitability of the OES for hemicelluloses removal could be tuned so that dissolving pulp can be produced as the final product from paper-grade HBKP. Furthermore, the GE4 and GE8 solutions are better OES systems than GE1 and GE12 for selective removal of hemicelluloses from the HBKP fibers.
Effect of different ratios of GVL to EmimAc
The GE1 solution was too strong, which essentially dissolves both cellulose and hemicellulose. The results from GE4, GE8, and GE12 OES systems are shown in Table 1. When GVL is added into EmimAc, the GVL/EmimAC system can effectively dissolve hemicellulose while cellulose dissolution is minimized. The best results were obtained at the molar ratio of GVL/EmimAc of 4 (GE4). As shown in Table 1, for the GE4 system, at 25 °C, the solid residue yield was 91%; at 60 °C, the solid residue yield was 76%; at 90 °C, fibers completely dissolved (both hemicellulose and cellulose), with no solid left.
As the GVL addition increases further (GE8, GE12), the hemicellulose dissolution capability of the GVL/EmimAc OES decreases significantly. As shown in Table 1, at 25 °C, the solid yields remain very high (97–98%) after treatment for both GE8 and GE12. Increasing the processing temperature (60 and 90 °C), the yield loss for the solid residue increases; however, the solid yields are consistently very high (> 90%, Table 1), while the hemicellulose content in the solid residue is higher than 14.7% (Table 1), indicating that neither GE8 nor GE12 was effective in removing hemicelluloses from the bleached hardwood kraft pulp.
KT parameters (α- β- and π*) are to characterize the dissolving capability of a solvent system, such ionic liquid, LiCl/DMAc, NNMO-H2O for dissolving cellulose (Froschauer et al. 2013). KT β value is more critical among other KT parameters for cellulose dissolution. It is expected that the KT β value will decrease significantly with the addition of more GVL, which is consistent with the results in Table 1, showing that the yield increases with creasing the molar ratios of GVL/EmimAc.
XRD Characterization
The X-ray Diffraction results are shown in Fig. 3. The crystallinity index of the original HBKP is 76% (Yang et al. 2020a). At 25 °C, for the GE4 sample, the CrI was 75%, for the GE8 and GE12 samples, their CrIs were similar (approx.78%), indicating negligible changes in the cellulose crystal structure after the treatment at a low temperature. At 60 °C, GE4, GE8 and GE12, showed the CrI of 62.5%, 60.4% and 60.7%, respectively, which are lower than that of the original HBKP; evidently, a moderate temperature DES treatment would cause some destruction of the cellulose crystal structure. At 90 °C, the GE8 and GE12 samples had similar CrIs to the same two samples at 60 °C (there was no solid residue left for the GE4 sample at 90 °C because both hemicellulose and cellulose were dissolved).

XRD (a, b, and c) and crystallinity index (d) of resultant solid residues (cellulose- rich fractions) obtained using GVL/EmimAc mixtures under various conditions
Fractionation using EmimAc/GVL/water ternary mixtures
The potential of using EmimAc/GVL/water ternary system to selectively remove hemicelluloses from the hardwood kraft pulp was also investigated. The yields of the solids of the ternary system extraction are listed in Fig. 4. For the 111 trial (molar ratio of EmimAc: GVL: water is 1:1:1), HBKP fibers completely dissolved, thus the solid residue yield was 0. For the 114 trial (molar ratio of EmimAc: GVL: water is 1:1:4), the solid residue yield was 100%, indicative of no hemicellulose dissolution. Therefore, for the rest of the trials, the ratio of water was limited to 2 or less, and the molar ratio of GVL was limited to 4 (from the OES trials in previous sections) or less.

Yields and properties of EmimAc/GVL/water ternary system to selectively remove hemicellulose from paper grade pulp (121 refers to the cellulose-rich fraction extracted by ternary solution with a molar ratio of EmimAc: GVL: water = 1:2:1)
The 121 trial (molar ratio of EmimAc: GVL: water is 1:2:1) and the 131 trial (molar ratio of EmimAc: GVL: water is 1:3:1) showed promising results; with yields at 76.7 wt% and 81.7 wt% respectively, with the cellulose content of 94.8 wt% and 90.6 wt%, and the hemicellulose content of 5.2 wt% and 9.5 wt%, respectively. These results demonstrate that the hemicellulose dissolution capacity of the ternary system decreased as more water and GVL were present in the system, and the addition of 1 portion of water was more powerful than the same amount of GVL in decreasing the dissolution capacity. The 121 trial (molar ratio of EmimAc: GVL: water is 1:2:1) led to the production of dissolving pulp with Fock reactivity of 57.5%, an intrinsic viscosity of 698 mL/g, and a PDI of 4.1. These properties are close to those properties of PHK dissolving pulp reported by Duan et al (2015): the two hardwood dissolving pulps (C and D) have Fock reactivity of 55% and 68%, intrinsic viscosities of about 600 mL/g, and PDIs of 3.8 and 4.5. These results support the conclusion that under optimal conditions, the ternary system can selectively remove hemicelluloses from paper grade pulp thus, producing dissolving pulp.
Dissolving pulp properties
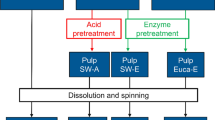
Table 2 shows the Fock reactivity, molecular weight, and intrinsic viscosity of the original pulp, and those treated under selected conditions with GVL/EmimAc, and EmimAc/GVL/water. Included in the table are also those from the other two systems: GVL/water (Yang et al. 2020a), EmimAc/water (Yang et al. 2020b). The Fock reactivity of the samples obtained from the IL/water (Sample ID: WE2-90), GVL/EmimAc (Sample ID: GE4-60), and EmimAc/GVL/water (Sample ID: 121–60), was similar (54.7–57.5%). However, the GVL/water treated sample (Sample ID:150–30) had a higher Fock reactivity, which is due to the higher processing temperature, and more importantly, the acidic processing condition, thus inducing acid hydrolysis to the cellulose and hemicellulose chains (Yang et al. 2020a). These results agree with the intrinsic viscosity results: the GVL/water treated sample (Sample ID: 150–30) had the lowest intrinsic viscosity, indicating a lower DP of the cellulose molecules in the sample. Also, the GVL/water treated sample possessed a wider molecule weight distribution.
Included in Table 2 are also those from a commercial PHK hardwood dissolving pulp. The PHK hardwood dissolving pulp has lower Fock reactivity and higher PDI than the OES treated samples.
Conclusions
The removal of hemicellulose from a bleached hardwood kraft pulp (HBKP) to produce dissolving pulp, was investigated in a laboratory using an OES system consisting of EmimAc and GVL. The results show that the OES system selectively separates hemicellulose from the HBKP fibers, and the resultant dissolving pulp (solid residue) reaches a high cellulose content close to 95%, with its yield of about 76%, under the conditions of GVL/EmimAc molar ratio of 4:1 and 60 °C. Both the GVL/EmimAc molar ratio and temperature are key parameters affecting the hemicellulose removal. The obtained dissolving pulp has a crystallinity index of 62%, with its Fock reactivity of 56.8% and viscosity of 723 mL/g, which are in the typical range of quality parameters for dissolving pulp, specifically for cellulose rayon production. Furthermore, under the optimal conditions, the EmimAc/GVL/water ternary system also leads to effective separation of hemicelluloses from the same HBKP.
References
Alonso D, Wettstein S, Dumesic J (2013) Gamma-valerolactone, a sustainable platform molecule derived from lignocellulosic biomass. Green Chem 15:584–595. https://doi.org/10.1039/c3gc37065h
Andanson JM, Bordes E, Devemy J et al (2014) Understanding the role of co-solvents in the dissolution of cellulose in ionic liquids. Green Chem 16:2528–2538. https://doi.org/10.1039/c3gc42244e
Brandt A, Grasvik J, Hallett JP, Welton T (2013) Deconstruction of lignocellulosic biomass with ionic liquids. Green Chem 15:550–583. https://doi.org/10.1039/c2gc36364j
Chen C, Duan C, Li J et al (2016) Cellulose (dissolving pulp) manufacturing processes and properties: A mini-review. BioResources 11:5553–5564. https://doi.org/10.15376/biores.11.2.Chen
Cheng D, An X, Zhang J et al (2017) Facile preparation of regenerated cellulose film from cotton linter using organic electrolyte solution (OES). Cellulose 24:1631–1639. https://doi.org/10.1007/s10570-017-1215-z
Clough MT (2017) Organic electrolyte solutions as versatile media for the dissolution and regeneration of cellulose. Green Chem. 19:4754–4768. https://doi.org/10.1039/c7gc01776f
Cuissinat C, Navard P (2008) Swelling and dissolution of cellulose, Part III: plant fibers in aqueous systems. Cellulose 15:67–74. https://doi.org/10.1007/s10570-007-9158-4
Cuissinat C, Navard P, Heinze T (2008) Swelling and dissolution of cellulose. Part IV: Free floating cotton and wood fibers in ionic liquids. Carbohydr Polym 72:590–596. https://doi.org/10.1016/j.carbpol.2007.09.029
Duan C, Li J, Ma X et al (2015) Comparison of acid sulfite (AS)- and prehydrolysis kraft (PHK)-based dissolving pulps. Cellulose 22:4017–4026. https://doi.org/10.1007/s10570-015-0781-1
Duan C, Verma SK, Li J et al (2016) Combination of mechanical, alkaline and enzymatic treatments to upgrade paper-grade pulp to dissolving pulp with high reactivity. Bioresour Technol 200:458–463. https://doi.org/10.1016/j.biortech.2015.10.067
Duan C, Qin X, Wang X et al (2019) Simultaneous mechanical refining and phosphotungstic acid catalysis for improving the reactivity of kraft-based dissolving pulp. Cellulose 26(9):5685–5694. https://doi.org/10.1007/s10570-019-02461-6
Fatehi P, Ryan J, Ni Y (2013) Adsorption of lignocelluloses of model pre-hydrolysis liquor on activated carbon. Bioresour Technol 131:308–314. https://doi.org/10.1016/j.biortech.2012.12.156
Froschauer C, Hummel M, Iakovlev M et al (2013) Separation of hemicellulose and cellulose from wood pulp by means of ionic liquid/cosolvent sytems. Biomacromol 14(6):1741–1750. https://doi.org/10.1021/bm400106h
Gross AS, Bell AT, Chu JW (2011) Thermodynamics of cellulose solvation in water and the ionic liquid 1-butyl-3-methylimidazolim chloride. J Phys Chem B 115(46):13433–13440. https://doi.org/10.1021/jp202415v
Jahan MS, Rahman MM, Sarkar M (2016) Upgrading old corrugated cardboard (OCC) to dissolving pulp. Cellulose 23:2039–2047. https://doi.org/10.1007/s10570-016-0894-1
Janzon R, Puls J, Bohn A et al (2008) Upgrading of paper grade pulps to dissolving pulps by nitren extraction: yields, molecular and supramolecular structures of nitren extracted pulps. Cellulose 15(5):739–750. https://doi.org/10.1007/s10570-008-9224-6
Jiang X, Bai Y, Chen X, Liu W (2020) A review on raw materials, commercial production and properties of lyocell fiber. J Bioresour Biopro 5(1):16–25. https://doi.org/10.1016/j.jobab.2020.03.002
Kljun A, Benians T, Goubet F et al (2011) Comparative analysis of crystallinity changes in cellulose I polymers using ATR-FTIR, X-ray diffraction, and carbohydrate-binding module Probes. Biomacromol 12(11):4121–4126. https://doi.org/10.1021/bm201176m
Kopcke V, Ibarra D, Larsson PT, Ek M (2010) Optimization of treatment sequences for the production of dissolving pulp from birch kraft pulp. Nord Pulp Paper Res J 25:31–38. https://doi.org/10.3183/npprj-2010-25-01-p031-038
Kosan B, Michels C, Meister F (2008) Dissolution and forming of cellulose with ionic liquids. Cellulose 15:59–66. https://doi.org/10.1007/s10570-007-9160-x
Li H, Legere S, He Z et al (2018a) Methods to increase the reactivity of dissolving pulp in the viscose rayon production process: a review. Cellulose 25:3733–3753. https://doi.org/10.1007/s10570-018-1840-1
Li H, Saeed A, Jahan MS et al (2010) Hemicellulose removal from hardwood chips in the pre-hydrolysis step of the kraft-based dissolving pulp production process. J Wood Chem Technol 30:48–60. https://doi.org/10.1080/02773810903419227
Li S, Liu S, Huang F et al (2018b) Preparation and characterization of cellulose-based nanofiltration membranes by interfacial polymerization with piperazine and trimesoyl chloride. ACS Sustain Chem Eng 6:13168–13176. https://doi.org/10.1021/acssuschemeng.8b02720
Liu H, Sale KL, Holmes BM et al (2010) Understanding the interactions of cellulose with ionic liquids: a molecular dynamics study. J Phys Chem B 114(12):4293–4301. https://doi.org/10.1021/jp9117437
Ma X, Long Y, Duan C et al (2017) Facilitate hemicelluloses separation from chemical pulp in ionic liquid/water by xylanase pretreatment. Ind Crops Prod 109:459–463. https://doi.org/10.1016/j.indcrop.2017.08.063
Michud A, Hummel M, Haward S, Sixta H (2015) Monitoring of cellulose depolymerization in 1-ethyl-3-methylimidazolium acetate by shear and elongaioinal rheology. Carbohydr Polym 117:355–363. https://doi.org/10.1016/j.carbpol.2014.09.075
Nazet A, Sokolov S, Sonnleitner T et al (2015) Densities, viscosities, and conductivities of the imidazolium ionic liquids Emim Ac, Emim FAP, Bmim BETI, Bmim FSI, Hmim TFSI, and Omim TFSI. J Chem Eng Data 60:2400–2411. https://doi.org/10.1021/acs.jced.5b00285
Payal RS, Bharath R, Periyasamy G, Balasubramanian S (2012) Density functional theory investigations on the structure and dissolution mechanisms for cellobiose and xylan in an ionic liquid: gas phase and cluster calculations. J Phys Chem B 116(2):833–840. https://doi.org/10.1021/jp207989w
Pinkert A, Marsh KN, Pang S, Staiger MP (2009) Ionic liquids and their interaction with cellulose. Chem Rev 109:6712–6728. https://doi.org/10.1021/cr9001947
Qin X, Duan C, Feng X et al (2021) Integrating phosphotungstic acid-assisted prerefining with cellulase treatment for enhancing the reactivity of kraft-based dissolving pulp. Bioresour Technol 320:124283. https://doi.org/10.1016/j.biortech.2020.124283
Rebros M, Gunaratne HN, Ferguson J et al (2009) A high throughput screen to test the biocompatibility of water-miscible ionic liquids. Green Chem 11(3):402–408. https://doi.org/10.1039/B815951C
Roselli A, Asikainen S, Stepan A et al (2016) Comparison of pulp species in IONCELL-P: Selective hemicellulose extraction method with ionic liquids. Holzforschung 70(4):291–296. https://doi.org/10.1515/hf-2014-0313
Roselli A, Hummel M, Monshizadeh A, Maloney T, Sixta H (2014) Ionic liquid extraction method for upgrading eucalyptus kraft pulp to high purity dissolving pulp. Cellulose 21:3655–3666. https://doi.org/10.1007/s10570-014-0344-x
Sluiter A, Hames B, Ruiz R et al (2008) Determination of structural carbohydrates and lignin in biomass. Laboratory Analytical Procedure 1617(1):1–16
Tian C, Zheng L, Miao Q et al (2013) Improvement in the Fock test for determining the reactivity of dissolving pulp. Tappi J 12:21–26
Wang Q, Liu S, Yang G et al (2015) Cationic polyacrylamide enhancing cellulase treatment efficiency of hardwood kraft-based dissolving pulp. Bioresour Technol 183:42–46. https://doi.org/10.1016/j.biortech.2015.02.011
Weng R, Chen L, Lin S et al (2017) Preparation and characterization of antibacterial cellulose/chitosan nanofiltration membranes. Polymers 9(4):116–128. https://doi.org/10.3390/polym9040116
Wollboldt P, Strach M, Russler A et al (2017) Upgrading of commercial pulps to high-purity dissolving pulps by an ionic liquid-based extraction method. Holzforschung 71:611–618. https://doi.org/10.1515/hf-2016-0192
Xia Z, Li J, Zhang J et al (2020) Processing and Valorization of Cellulose, Lignin and Lignocellulose Using Ionic Liquids. J Bioresour Biopro 5:79–95. https://doi.org/10.1016/j.jobab.2020.04.001
Xu A, Zhang Y, Zhao Y, Wang J (2013) Cellulose dissolution at ambient temperature: Role of preferential solvation of cations of ionic liquids by a cosolvent. Carbohydr Polym 92:540–544. https://doi.org/10.1016/j.carbpol.2012.09.028
Yang B, Zhang S, Hu H et al (2020a) Separation of hemicellulose and cellulose from wood pulp using a γ-valerolactone (GVL)/water mixture. Sep. Purif. Technol 248:117071. https://doi.org/10.1016/j.seppur.2020.117071
Yang B, Qin X, Hu H et al (2020b) Using ionic liquid (EmimAc)-water mixture in selective removal of hemicelluloses from a paper grade bleached hardwood kraft pulp. Cellulose 27:9653–9661. https://doi.org/10.1007/s10570-020-03423-z
Yang S, Yang B, Duan C et al (2019) Applications of enzymatic technologies to the production of high-quality dissolving pulp: A review. Bioresour Technol 281:440–448. https://doi.org/10.1016/j.biortech.2019.02.132
Zavrel M, Bross D, Funke M et al (2009) High-throughput screening for ionic liquids dissolving (ligno-) cellulose. Bioresour Technol 100:2580–2587. https://doi.org/10.1016/j.biortech.2008.11.052
Zhang H, Wu J, Zhang J, He J (2005) 1-Allyl-3-methylimidazolium chloride room temperature ionic liquid: a new and powerful nonderivatizing solvent for cellulose. Macromolecules 38(20):8272–8277. https://doi.org/10.1021/ma0505676
Zheng D, Dong L, Huang W et al (2014) A review of imidazolium ionic liquids research and development towards working pair of absorption cycle. Renew Sust Energ Rev 37:47–68. https://doi.org/10.1016/j.rser.2014.04.046
Acknowledgments
The authors are grateful to the financial support from the Canada Research Chair’s Program of the Government of Canada (231308), National Natural Science Foundation of China (31700510), and China Scholarship Council (201908610074).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
All authors declare no conflicts of interest and have approved the manuscript.
Ethical approval
The study was completed by following ethical standards; no animal or human participants were involved in the study.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Yang, B., Qin, X., Duan, C. et al. Converting bleached hardwood kraft pulp to dissolving pulp by using organic electrolyte solutions. Cellulose 28, 1311–1320 (2021). https://doi.org/10.1007/s10570-020-03642-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-020-03642-4