
Abstract
High purity cellulose from wood is an important raw material for many applications such as cellulosic fibers, films or the manufacture of various cellulose acetate products. Hitherto, multi-step refining processes are needed for an efficient hemicellulose removal, most of them suffering from severe cellulose losses. Recently, a novel method for producing high purity cellulose from bleached paper grade birch kraft pulp was presented. In this so called IONCELL process, hemicelluloses are extracted by an ionic liquid–water mixture and both fractions can be recovered without yield losses or polymer degradation. Herein, it is demonstrated that bleached Eucalyptus urograndis kraft pulp can be refined to high purity acetate grade pulp via the IONCELL process. The hemicellulose content could be reduced from initial 16.6 to 2.4 wt% while persevering the cellulose I crystal form by using an optimized 1-ethyl-3-methylimidazolium dimethylphosphate-water mixture as the extraction medium. The degree of polymerization was then reduced by a sulfuric acid treatment for subsequent acetylation of the pulp, resulting in a final hemicellulose content of 2.2 wt%. When pre-treating the pulp enzymatically with endoxylanase, the final hemicellulose content could be reduced even to 1.7 wt%. For comparison, the eucalyptus kraft pulp was also subjected to cold caustic extraction and the same subsequent acid treatment which led to 3.9 wt% of residual hemicelluloses. The performance in acetylation of all produced pulps was tested and compared to commercial acetate grade pulp. The endoxylanase-IONCELL-treated pulp showed superior properties. Thus, an ecologically and economically efficient alternative for the production of highest value cellulose pulp is presented.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Demographic changes have strongly influenced the market situation over the last decades. A prevailing population growth and the steady increase of purchasing power in developing and emerging markets have spiked the demand for consumption goods. Accompanied with an increase of environmental awareness and concern about the use of depleting fossil carbon feedstock, the need for a sustainable resource management is more important than ever. This has spotlighted the use of renewable biomass. Cellulose as the world’s most abundant bio-polymer bears potential for many applications. In 2012, cotton represented 86 % of the total consumption of cellulosic fibers (The Fiber Year 2013). However, the cotton output decreased by 5.4 % over the 2011/2012 season and it is predicted that the cotton production will not be able to meet the future demand in cellulosic fibers, creating a so called cellulose-gap in 2030 (Haemmerle 2011). This gap can only be compensated with high purity cellulose from wood material and has led to a significant growth of dissolving pulp capacities. A number of new dissolving pulp mills have been installed in Asia, while several existing pulp mills in Europe and Northern America have completed the conversion of (parts of) their production lines to dissolving pulp (The Fiber Year 2013). Dissolving pulp is typically defined by a cellulose content of higher than 90 wt%, the actual value depending on the final application. For man-made cellulosic staple fibers (viscose, modal, Tencel) the pure hemicellulose is typically in the range of 3–5 wt% of pulp (Shen et al. 2009). The production of staple fibers in 2012 showed an increase of 10.8 %, leading to a total of 4.77 million tons. Cellulose acetate manufacturing is characterized by even more stringent purity requirements. The acetate-grade pulps currently on the market contain anhydromannose from 0.2 to 1.2 wt% and anhydroxylose from 1 to 1.3 wt% (Rydholm 1965a; Sixta 2006a). The desired end product defines the limits for the impurities of the acetate grade pulp. For example, cigarette tows can tolerate some haze and yellowness of the cellulose acetate solution caused by the hemicelluloses, but for a transparent film the raw material needs to be almost pure cellulose (Saka and Matsumura 2004). The acetate tow production in 2012 denoted 0.96 million tons (The Fiber Year 2013).
The predominating methods for dissolving pulp production are prehydrolysis kraft (PHK) and acid sulfite (AS) pulping. However, both processes suffer from severe cellulose losses and limited efficiency in hemicellulose removal resulting in 3–4 wt% residual hemicellulose content. This necessitates an additional purification step when aiming for acetate grade pulp. Further, for acetate (or viscose) production, the pulp does not only need a low hemicellulose content, but the physical state of the remaining cellulose must favor the accessibility of the hydroxyl groups. This means a narrow molar mass distribution, no or a low degree of microfibril aggregation, open porosity, and no density variations or compressions in order to ensure the homogenous penetration of chemicals and even acetylation of the pulp (Gardner and Chang 1974; Rydholm 1965a, b; Saka and Matsumura 2004; Steinmeier 2004; Wilson and Tabke 1974). The crystalline form of cellulose has also an impact on the pulp reactivity. It has been reported that the cellulose II crystalline form would be more reactive in acetylation, if the pulp is never dried and the water would be removed via solvent exchange from the pulp. However, in practice the pulps are always dried which leads to hornification, and in the case of cellulose II, a dense hydrogen bond network is formed that is more resistant towards rewetting. Hence, the formation of cellulose II is disadvantageous and should be avoided in acetate grade pulp production (Glegg et al. 1968; Kolpak and Blackwell 1967).
Since acetylation is very sensitive to aforementioned purity, morphology and accessibility of the pulp it can also serve to assess the reactivity, and consequently, quality of the pulp. Residual hemicelluloses or physical defects in the pulp disturb the acetylation of the cellulose hydroxyl groups and result in poor quality cellulose acetate. The uneven acetylation and the presence of hemicelluloses can be observed as color and haze formation, reduced filterability, and an increase in false viscosity. Residual hemicelluloses influence the acetylation by competing with cellulose for the substitution, and by blocking the cellulose, thus decreasing the cellulose reactivity. The resulting detriment of the cellulose acetate is dependent on the residual hemicellulose type of the pulp. For example, glucomannan has a major impact on haze formation, false viscosity, and decrease in filterability, but color formation is negligible. Methylglucuronoxylan, on the other hand, is mainly associated with color formation, while kraft xylan and arabinoxylan form color, haze, and the latter is also deleterious to filterability (Gardner and Chang 1974; Saka and Matsumura 2004; Steinmeier 2004; Wilson and Tabke 1974).
One established method to refine PHK or AS pulps so they meet the requirements of acetate grade pulp is cold caustic extraction (CCE). CCE refers to the selective extraction of short-chain carbohydrates by means of a sodium hydroxide solutions (ca. 10 wt%) at moderate temperatures (20–40 °C) and can be used to refine dissolving pulp to acetate grade pulp or to remove hemicelluloses in larger quantities from paper grade pulp (Lund et al. 2012; Rydholm 1965a; Sixta 2006a; Sjöström 1981; Wollboldt et al. 2010). The hemicellulose removal is more efficient at lower temperatures, but low temperature increases the lye viscosity, which may lead to chemical losses during washing. As a compromise between efficiency and chemical losses a temperature of 30–35 °C is usually chosen (Sixta 2006b). The dissolution of short chain carbohydrates is preceded by inter- and intracrystalline swelling, caused by alkali. In intercrystalline swelling, the solvent only penetrates into the accessible space between the microfibrils and the amorphous zones. At sodium hydroxide concentrations exceeding 8–9 wt% also intracrystalline swelling occurs. There, the solvent also enters the highly organized crystalline regions of the cellulose. Cellulose I is gradually converted to Na-cellulose I (and after neutralization to cellulose II) when the alkali concentration in CCE is increased and the intracrystalline swelling proceeds through the cellulose fibrils. The conversion from cellulose I to cellulose II starts at 8–10 wt% alkali concentrations and is quantitative at NaOH concentrations of 17–18 wt% (Klemm et al. 1998). Hence, the NaOH concentration should be kept low to selectively extract hemicelluloses and to avoid the formation of cellulose II. As the hemicelluloses are mainly located in the intercrystalline areas alkali concentrations of around 10 wt% are usually sufficient to largely remove the hemicelluloses. CCE can decrease the residual amount of both, xylan and glucomannan, to 0.5 wt% for AS pulp, and to 1.5 wt% of xylan and an unnoticeable amount of glucomannan for PHK pulp. However, the price of the high purity is a yield loss of 1.2–1.5 % of cellulose per increase of 1 % in α-cellulose content (Dinand et al. 2002; Okano and Sarko 1985; Rydholm 1965a; Sixta 2006b; Sixta and Schild 2009; Sjöström 1981). α-cellulose represents the high purity cellulose content, which is defined as the carbohydrate residue after treatment of pulp material by 17.5 and 9.45 wt% NaOH solution at room temperature (Rydholm 1965b; Sixta et al. 2013; TAPPI Standard T203 cm-99 1999). When treating paper grade pulp the residual hemicelluloses remain typically around 5 wt% with xylan being removed more efficiently than mannan (Rydholm 1965a; Sixta 2006b; Sixta and Schild 2009; Sjöström 1981). Although CCE treatment has many advantages for the production of rayon grade pulp, the high sodium hydroxide charge (at 10 wt% pulp consistency and 10 wt% NaOH concentration 1 ton of NaOH is needed per ton of pulp) and accompanying yield losses render CCE little attractive on an industrial scale (Sixta 2006b). However, the occurring reactions in CCE are mainly physical changes due to the applied low temperatures, resulting in only minor alkali consumption. Therefore, CCE can be up-scaled to an industrial application if it is combined with an efficient chemical recycling process (Rydholm 1965b).
Besides CCE, other approaches to remove residual hemicelluloses from PHK and AS pulps have been suggested. Amongst others, enzymatic treatment proved beneficial for the reduction of the hemicellulose content. Although the removal efficiency during the enzymatic digestion is only limited, the hemicelluloses turn more susceptible to alkaline extraction. Köpcke et al. and others reported as low as 2.4 wt% of residual xylan after treating eucalyptus kraft pulp with xylanase, endogucanase, and alkaline solution (Christov and Prior 1993; Ibarra et al. 2010; Köpcke et al. 2008; Paice and Jurasek 1984).
An alternative method is the use of hemicellulose-selective solvent systems containing metal complexes. Nitren (a tris(2-aminoethyl)amine nickel complex) dissolves xylan selectively in a simple method where the pulp is extracted for 1 h at 30 °C, followed by filtration of the dissolved hemicelluloses. This method has been reported to decrease the xylan content of birch kraft pulp down to 3.5 wt%, with considerable better selectivity than Cuen, a well-known cellulose solvent. The drawbacks are that nickel can easily contaminate the extracted pulp, and that the complex has only a minor effect on mannan, limiting the use to hardwoods (Janzon et al. 2006, 2008; Puls et al. 2006a, b).
Although heavily investigated since more than a decade, ionic liquids (ILs) represent a fairly young class of known cellulose solvents (Swatloski et al. 2002). Despite the endless plethora of IL structure originating from the infinite permutation possibilities of the various cationic and anionic structures only a small set of ILs is capable of dissolving cellulose (Pinkert et al. 2009, Welton 1999). Typically, ILs with an imidazolium derived cationic moiety show good dissolution properties towards cellulose. In some cases, even complex biopolymer matrices such as wood could be dissolved (Brandt et al. 2013; Hummel et al. 2010; King et al. 2009; Mäki-Arvela et al. 2010; Sun et al. 2009). However, it is also well know that the dissolution capacity of ILs depends strongly on the water content (Hauru et al. 2012; Mazza et al. 2009; Pinkert et al. 2009; Zakrzewska et al. 2010). Moisture, often absorbed from the atmosphere, can reduce the cellulose solubility drastically. The so called IONCELL process capitalizes on this in general adverse effect. In our previous study we demonstrated the highly selective and efficient extraction of hemicelluloses from paper grade birch pulp by means of a 1-ethyl-3-methylimidazolium acetate–water mixture (Froschauer et al. 2013; Roselli et al. 2013; Sixta et al. 2013). The cellulose dissolution capacity of the IL is reduced intentionally by adding a defined share of water, rendering the resulting IL–water mixture a selective solvent for hemicelluloses. The hemicelluloses are dissolved at moderate temperatures (60 °C) in short time (3 h) and the high purity cellulose residue is isolated via simple filtration. The extracted hemicelluloses are precipitated by increasing the water content of the solvent system. During the separation both fractions are preserved without any degradation or yield losses, and the cellulose retains its cellulose I crystalline form.
In this study, eucalyptus paper grade kraft pulp and 1-ethyl-3-methylimidazolium dimethylphosphate ([emim][DMP]) are used to demonstrate that the IONCELL process can even respond to the challenges of the acetate grade pulp production. The eucalyptus pulp is refined via the IONCELL process, and—for comparison—by CCE. In addition an endoxylanase pretreatment is applied before the IONCELL process, in order to see whether the residual hemicellulose content could be reduced further. The resulting pulps are then tested for acetylation and compared to a commercial acetate grade pulp. The high purity cellulose pulp obtained via the IL-treatment shows similar or even better properties than the two reference pulps. Thus, a simple method to upgrade cheap paper grade pulp to high value acetate grade pulp is described herein.
Materials and methods
1-Ethyl-3-methylimidazolium dimethylphosphate ([emim][DMP]) was partly purchased from IoLiTec and synthesized by Helsinki University. No differences between the batches were observed. The other chemicals used in this work were: NaOH (≥99 % for analysis, VWR), sulfuric acid (95–97 % for analysis, Merck Millipore), acetic acid (100 %, glacial, VWR), and acetic anhydride (≥98 %, for synthesis, Merck Millipore). Endoxylanase (Pulpzyme® HC, 1,000 AXU/g) was purchased from Novozymes.
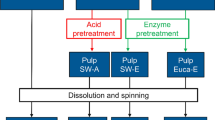
In this experimental setup, three different hemicellulose removal methods are compared for their potential to reach the purity of the reference pulp. The treatment sequences are listed in Table 1. The full Ioncell-based sequence is illustrated in Fig. 1. Bleached commercial Eucalyptus urograndis paper grade kraft pulp (16.6 wt% xylan content, 813 ml/g intrinsic viscosity, and average molar mass Mn 83,920 g/mol and Mw 458,167 g/mol) from a Brazilian pulp mill was used as the raw material. Commercial acetate grade Eucalyptus urograndis pulp (1.8 wt% xylan content, 600 ml/g intrinsic viscosity, average molar mass Mn 103,335 g/mol and Mw 334,010 g/mol) was used as the reference. The pulps were received in form of sheets which were cut in a Wiley mill and the resulting powder used without any further drying.

Flow scheme of the Ioncell extraction including enzymatic pre- and acid post-treatment
Endoxylanase pre-treatment
The enzymatic pretreatment was performed according to Gehmayr et al. (2011). The pulp was treated in two batches, where different enzyme dosages were applied. In the first set, 500 U of the endoxylanase was loaded per gram of pulp, which was found to be a sufficient amount in the study by Gehmayr et al. The endoxylanase dosage was increased to 2,000 U/g pulp in the second batch to see whether the xylan removal could be enhanced by adding excess enzyme. After the treatment, the pulp was dried and the pulp yield and changes in sugar content were analyzed.
IONCELL extraction
1-Ethyl-3-methylimidazolium dimethylphosphate ([emim][DMP]) was identified as the most effective and selective hemicellulose solvent for birch pulp when containing 0.5 mol fraction of water (Roselli et al. 2013). Hence, it was selected for the present study and initial experiments to optimize the water content were performed with water molar fractions of 0.477, 0.500, and 0.564 at 60 and 80 °C for 3 and 4 h. The optimization tests were performed with 1 g of pulp at 5 wt% pulp consistency in 50 ml Falcon tubes which were heated in a water bath. The resulting suspension was filtrated by means of a syringe filter of 50 µm porosity. The cellulose residue was then washed with 20 g of the [emim][DMP]-water mixture as used in the extraction step in order to remove residual solvent and dissolved xylan from the fibers without inducing hemicellulose precipitation. Subsequently, the extracted pulp was washed 3 times with hot water to remove all traces of ionic liquid. All filtrates were then combined to induce xylan precipitation. The precipitated xylan was collected via centrifugation and the pellets washed three times with hot water. The gravimetrical yield and the sugar composition of both, cellulose and dissolved fractions were determined. After establishing the optimum conditions (4 h in 60 °C with 0.477 mol fraction of water; the optimization results are discussed in more detail later), the process was scaled up with a larger amount of pulp (untreated and enzyme pre-treated) in a custom-made reactor providing continuous mixing and an adjustable gas phase space to limit water evaporation. The phase separation was performed at 60 °C and 40 bar pressure with a custom made filtration unit as described earlier (Hauru et al. 2013). Washing and xylan isolation procedure were similar to the small scale experiments. The yield, sugar compositions and molar mass distribution (MMD) of both the solid and dissolved fractions were analyzed.
Cold caustic extraction
Cold caustic extraction of the hemicelluloses was performed at 3 % pulp consistency, in a 10 wt% NaOH solution, at 30 °C for 60 min. The conditions were chosen based on simple screening tests (10 and 12 wt% of NaOH at 25 and 30 °C), and the pulp was prepared in two batches. After the CCE the pulp was first washed under mild acidic conditions and then with water in order to remove residual sodium hydroxide. The extracted pulp was dried after the treatment and the yield, sugar composition, and MMD were determined from the treated pulp. The dissolved hemicelluloses were not collected in this setup.
Intrinsic viscosity adjustment by sulfuric acid treatment
The pulp viscosity-decreasing sulfuric acid-treatment (5 mmol/l) was performed at 90 °C for 60 min at 3 wt% pulp consistency under continuous mixing. The acid was removed with a hot-water washing. The acid-treated pulps were then dried and the yield, intrinsic viscosity, sugar composition and MMD were analyzed from each series and compared to the reference pulp. Also, a wide angle X-ray scattering (WAXS) analysis was performed to identify the share of cellulose II and changes in the cellulose crystal form. In the case of the EK-CCE-A sequence, the pulp was extracted in two batches and both were analyzed via WAXS. The WAXS analysis results were compared with the reference pulp.
Acetylation
Acetylation, as described by Testova et al. (2014) was performed as a measure of the pulp quality and suitability for triacetate production. 5 g of each purified pulp were acetylated in the presence of acetic acid, acetic anhydride, and catalyzing sulfuric acid in order to increase the pulp reactivity. The progress of the acetylation was followed by measuring the so called outflow time. The outflow time is a rough measurement of a kinematic (falling ball) viscosity and is the time which the cellulose acetate solution needs to pass a distance of 200 mm in a glass tube of 5 mm in diameter (Steinmeier 2004). The acetylation time was extended until the cellulose dissolved completely and reached the target outflow time of 30 s, which indicates complete acetylation. The quality of the cellulose acetate was measured by the yellowness and transmittance and was compared to the cellulose acetate prepared from the commercial reference pulp. The yellowness was calculated from the absorbance values at wavelengths of 440 and 640 nm (Shimadzu UV-2550 spectrometer) according to Eq. (1) (Sixta 2006c).
The transmittance was measured using the Turbiscan MA 2000. In both measurements, air bubbles were removed from the sample under reduced pressure to ensure uniform measurements.
Pore volume and microfibril swelling measurements
The pore volume of the EK-I-A pulp was measured and compared to the original EK and reference pulps in order to see whether the IONCELL process had an effect on the pulp accessibility, which could then influence the reactivity during the acetylation. The fiber swelling was determined by the solute exclusion method as the fiber saturation point (FSP). The FSP is defined as the point in the drying process at which only water bound in the cell walls remains. This water is inaccessible to a dextran with a Stokes diameter of 54 nm (T2000 by Pharmacia) because the probe is so large that it does not penetrate into the pores in the fiber wall. The measurement was done by first adding 0.8 g of dry pulp at 20 % solids content to a 50 ml disposable centrifuge tube. 35 ml of 2 % dextran solution was added to the tube. The sealed tube was gently mixed for 1 h in a rotational mixer, and then centrifuged at 3,500g for 15 min. The dextran supernatant was extracted with a syringe, and expelled through a 0.45 µm syringe filter into a 6 ml polarimeter tube to be measured. The optical rotation was measured to 3 decimal points precision at 357 nm wavelength in a Rudolph Research polarimeter. The exact quantity of added pulp was determined gravimetrically after removal of the residual dextran. The pore volume, V, was calculated by Eq. (2).
where wdex, wwater and wpulp are masses of dextran solution, water in the sample and dry pulp, respectively, and ci and cf are initial and final concentrations of the dextran solution (measured as optical rotation).
Microfibril swelling was determined by the above method but with a 3.6 nm dextran (T6 from Pharmacia). The T6 probe is small enough to penetrate into the cell wall, but large enough to be excluded from the fibrils. Thus it can be used to determine fibril swelling (Manninen et al. 2013). Solute exclusion measurements were done in duplicate. The typical precision of the method is ±0.02 ml/g. The accessible surface area (ASA) was calculated by Eq. (3).
where V3.6nm is the pore volume determined with a 3.6 nm diameter dextran and 0.0116 is a geometric constant based on the assumption of cylindrical pores of 3.6 nm diameter.
Analyzing methods
The sugar composition of each sample was determined according to standard NREL/TP-510-42618. The sample material was acid-hydrolyzed to monosugars and analyzed by high performance anion exchange chromatography connected to a pulse amperometric detector (Dionex ICS-3000). The polymer content was then calculated according to the Janson formula (1970).
The intrinsic viscosity measurements were performed according to the standard method SCAN-CM 15:99.
WAXS intensities were measured by using Cu Kα (λ 1.54 Å) perpendicular transmission geometry and analyzed as described by Penttilä et al. (2013). The equipment applied was: a Seifer ID 3003 X-ray generator, 36 kV, 25 mA, a Montel multilayer monochromator, and a MAR345 image plate detector. The crystal size was calculated from WAXS intensities by using Scherrer equation. The cellulose crystallinity was obtained by fitting Gaussian functions on a 2θ range from 12° to 49°.
The molar mass distributions were determined by using gel permeation chromatography (GPC) according to Borrega et al. (2013) where the samples were subjected to a solvent-exchange sequence in order to remove water and to activate the samples in N,N-dimethylacetamide (DMAc). Finally the samples were dissolved into a lithium chloride-DMAc solution and analyzed with a Dionex Ultimate 3000 system. Pullulan standards (343 Da–708 kDa, Polymer Standard Service GmbH, Mainz, Germany, and 1,600 kDa, Fluka GmbH, Germany) were used to calibrate the system. The molar masses (MM) of the pullulan standards were converted to correspond to those of cellulose (MMcellulose = q * MM ppullulan ), as proposed by Berggren et al. (2003). The coefficients q = 12.19 and p = 0.78 were found by a least-squares method, using the data published in their report.
Results
The target was to decrease the hemicellulose content of the used eucalyptus kraft (EK) pulp from 16.6 wt% to the level of the reference pulp (1.8 wt%). Three different treatment sequences were tested in terms of hemicellulose removal efficiency: (a) direct extraction of the pulp via the IONCELL process (I); (b) an endoxylanase pre-treatment (X) prior to the IONCELL extraction; (c) hemicelluloses removal by cold caustic extraction (CCE). In all three sequences, the final target viscosity of 600 ml/g was adjusted by an acid treatment (A).
IONCELL optimization for Eucalyptus urograndis kraft pulp
As mentioned before, the hemicellulose solvation is highly dependent on the water content of the solvent system. A low water content increases the efficiency of the xylan removal but also promotes cellulose dissolution. This phenomenon is presumably dependent on the polymer size, but the research on the dissolution mechanism is on-going. The optimum water content of the solvent system is a compromise between the xylan removal efficiency and the solvation selectivity, as the molecule sizes of the hemicellulose and cellulose are overlapping slightly (Froschauer et al. 2013; Roselli et al. 2013). This can be seen from the optimization results in Fig. 2, where the water molar fraction of the solvent system, time and temperature are varied. A molar ratio of χH2O 0.477 was chosen for these experiments as it demonstrated the best potential for xylan removal. When the incubation time and temperature were optimized, it was noticed that a prolongation of the treatment time from 3 to 4 h enhanced the xylan removal efficiency slightly, while increasing the temperature from 60 to 80 °C had an adverse effect on the selectivity. The small decrease in cellulose loss upon prolonged incubation time might solely be an artefact, deriving from an increased yield of the residual cellulose fraction caused by insufficient washing. This is associated with lab-scale filtration which becomes significantly more difficult once a small amount of cellulose is dissolved and a noticeably more viscous solution is formed. This does not only render the removal of the dissolved hemicellulose more difficult but partly dissolved cellulose can also lead to technical problems when it results in blocked filter pores. Furthermore, dissolving cellulose leads to the formation of cellulose II, which is disadvantageous for the cellulose reactivity and should be avoided for this reason as well.

IONCELL optimization results for EK pulp show that xylan can be removed efficiently with the process. The optimum conditions at 60 °C for 4 h with 0.477 mol fraction of water decreased the xylan content to 2.2 wt% while the amount of dissolved cellulose (red scale) remained low
Changes in yield and sugar composition through treatment sequences
The sugar composition and yield of each purified pulp were followed throughout the sequences and the results are presented in Tables 2 and 3, respectively. The ionic liquid-treated pulps reached final xylan levels comparable to commercial acetate grade pulp (around 1.8 wt% of xylan), while the CCE treatment was considerably less efficient (3.9 wt% residual xylan). It is also notable that the xylan content of the ionic liquid-treated pulps was further decreased during the acid treatment step, while the residual xylan in the CCE-treated pulp remained unchanged. This would mean that the ionic liquid extraction leaves some reactive hemicelluloses in the pulp that can be easily removed under acidic conditions.
The results show that the enzymatic pretreatment enhances the xylan removal in the IONCELL treatment sequences. This is probably because the endoxylanase reduces the size of the hemicellulose molecules, differentiating them more distinctly from the cellulose and, thus, promoting the IONCELL extraction. The subtle difference of 0.32 wt% (after the IONCELL process) and 0.56 wt% (after the acid treatment) corresponds to considerable 15 and 34 wt% decreases in the residual xylan content. Increasing the enzyme dosage from 500 to 2,000 U per g of pulp had no effect on the xylan extraction efficiency. Thus, the following results of treatment sequences including enzymatic activation refer to pretreatments with an enzyme dosage of 500 U.
The overall yields (on bleached EK pulp) of the treatment sequences in this study were 97.7 wt% (including the dissolved fraction 14.4 wt% of pulp) for EK-I-A, 92.3 wt% (including the dissolved fraction 13.3 wt% of pulp) for the EK-X-I-A, and 79.5 wt% for the EK-CCE-A. The yield from the EK-CCE-A sequence was lower, as the dissolved hemicellulose was not recovered in this study. The decrease in the EK-X-I-A sequence yield compared to the EK-I-A was due to the enzymatically removed hemicelluloses which were not recovered. The acid treatment caused only minor yield losses in the cellulose.
Changes in the molar mass distribution through the treatment sequences
The molar mass distribution analysis from the purified and acid treated-pulps was in line with the yield and sugar content results (see Figs. 3 and 4). The MMD of the IONCELL extracted cellulose and hemicellulose fractions and the original EK pulp show that the polymer chains are preserved entirely. Only minor yield losses are observed in the region of low MM hemicelluloses as they are difficult to collect by centrifugation when the dissolved fraction is washed. The MMD of CCE extracted pulp contains a visible proportion of short-chain material, which is the residual xylan (Fig. 3a). Figure 3b shows the sum of IONCELL extracted fractions in comparison to the original pulp (calculated by summing up the MMD-curves of the respective fractions shown in Fig. 3a). The EK-I sequence corresponds well, while the dissolved fraction from EK-X-I treatment is clearly lacking a small proportion of hemicelluloses. These hemicelluloses were removed during the enzyme treatment.

a The molar mass distributions of the purified pulps and the dissolved fractions from the IONCELL process. b Sum of IONCELL extracted fractions. The results are compared to the original EK pulp. EK eucalyptus kraft, X xylanase treatment, I IONCELL extraction, CCE cold caustic extraction, A sulfuric acid treatment)

Molar mass distributions of the acid-treated pulps, compared to the reference and original EK pulp. The laboratory treated pulps have almost identical MMD patterns
The viscosity of the original EK pulp was increased from 813 ml/g to approximately 950 ml/g as a result of the hemicellulose removal. The viscosity adjusting sulfuric acid treatment resulted in a viscosity of approximately 600 ml/g, and a narrow and uniform MMD in all the treatment sequences (Fig. 4). The molar mass distributions of the acid treated pulps were similar to the commercial EPHK-CCE-A pulp.
Reactivity of the final pulps
The pulp reactivity has a great influence on the even acetylation of the pulp. As stated above, the molar mass distributions were narrow and similar for all the pulps, which render them equally reactive in terms of MMD. Hemicellulose content, cellulose crystal form and porosity of the pulp are further parameter influencing the pulp reactivity.
WAXS analyses (Fig. 5) show that the IONCELL treatment does not alter the crystallinity of the pulp, and all treated pulps remained in cellulose I crystal structure throughout the treatment sequences. Only the EK-CCE-A pulp showed a slight trace of cellulose II, but the amount was too low to be quantified, although there are several studies that argue that kraft pulp treated in 10 wt% of alkali should contain a clear proportion of cellulose II (Rydholm 1965b; Sixta 2006b). EK-CCE-A pulp is also the only one that shows changes in the crystal width in directions measured from 1–10 and 110, resulting in slightly larger crystals than the other pulps. This could indicate aggregation of crystals or organization of some disordered regions. The crystallinity values are listed in Table 4.

The WAXS intensities of the acid-treated pulps compared to the EK and EPHK-CCE-A pulps. None of the pulps shows the cellulose II indicating peak at the diffraction angle of 12°, but the WAXS-pattern of the EK-CCE-A pulp illustrates some changes in the crystal shape around the diffraction angle 15°
The porosimetry results (Table 5) show that the accessible surface area of the EK-I-A pulp is comparable to the commercial reference pulp, while the fiber swelling is the same as the EK sample. This means that the IONCELL treatment does not change the fiber swelling, but removing the hemicelluloses actually opens up the fiber structure. The relatively low FSP and accessible surface area of the EK sample are typical of a pulp that has been through a drying cycle and is “well hornified” (typically, never-dried kraft pulps have a FSP of 1.2–2.0 ml/g). Hornification is thought to be associated with the aggregation of cellulose microfibrils and the formation of water stable hydrogen bonds between adjacent cellulose surfaces (Maloney and Paulapuro 1999; Newman and Hemmingson 1997; Röder and Sixta 2004). The fact that the IONCELL process does not reverse the hornification at all, indicates that the ionic liquid acted primarily on the xylan fraction and had little influence on the internal bonding of the cellulose.
Acetylation
As previously mentioned, residual hemicelluloses in the pulp will result in optical defects like yellowness and haze. The determined quality parameters (yellowness and transmittance) of the produced cellulose acetates are listed in Table 6. It can be seen from the high yellowness of the cellulose acetate produced from EK-CCE-A pulp that the residual xylan content is too high and the acetylation is affected. In addition, the transmittance is low, indicating that the residual xylan of the EK-CCE-A pulp also causes haze formation. In contrast, the ionic liquid extracted pulps resulted in cellulose acetate with comparable haze to the cellulose acetate produced from the reference pulp, and even reached a superior yellowness value in the case of EK-X-I-A. The low yellowness of the EK-X-I-A pulp produced acetate is most likely due to the very low residual xylan content of the pulp. It is also notable that all of the laboratory produced pulps were acetylated much faster than the commercial pulp, indicating good reactivity.
Conclusions
It has been demonstrated that the IONCELL process offers a simple procedure to upgrade eucalyptus kraft pulp to high value acetate grade dissolving pulp. The xylan content of the pulp was decreased from 16.6 to 2.22 wt%, and even down to 1.66 wt%, by adding an endoxylanase pretreatment to the process. The viscosity adjustment via acid treatment resulted in a uniform MMD of the pulp. Cellulose acetates produced from IONCELL-treated pulps had equally low haze and even lower yellowness than the cellulose acetate produced from the commercial acetate grade pulp. The yellowness of the cellulose acetate produced from the EK-X-I-A pulp was especially good, resulting from the very low residual xylan content.
The IONCELL process allows the production of high purity pulp without cellulose yield losses, degradation, or effects on the cellulose crystalline form. In addition, the dissolved hemicelluloses can be recovered without losses from the solvent system as native size polymers by a simple precipitation. This opens up opportunities for new hemicellulose based products, increasing the economic value of the overall process and rendering it a possible alternative to CCE. However, the commercial realization of the IONCELL and other ionic liquid based processes depends strongly on the efficient solvent recovery. The mass balance shows an almost complete recovery of all carbohydrates resulting in a very low accumulation of biomass in the ionic liquid–water system. Nonetheless, large scale long-term studies are still needed to confirm the full recyclability of the solvent system with a large turnover number. For this reason, further research needs to focus on the recycling strategies and chemical long-term stability of the ionic liquid based solvent systems.
References
Berggren R, Berthold F, Sjöholm E, Lindström M (2003) Improved methods for evaluating the molar mass distributions of cellulose in kraft pulp. J Appl Polym Sci 88:1170–1179
Borrega M, Tolonen LK, Bardot F, Testova L, Sixta H (2013) Potential of hot water extraction of birch wood to produce high-purity dissolving pulp after alkaline pulping. Bioresour Technol 135:665–671
Brandt A, Gräsvik J, Hallett JP, Welton T (2013) Deconstruction of lignocellulosic biomass with ionic liquids. Green Chem 15:550–583
Christov L, Prior B (1993) Xylan removal from dissolving pulp using enzymes of Aureobasidium pullulans. Biotechnol Lett 15:1269–1274
Dinand E, Vignon M, Chanzy H, Heux L (2002) Mercerization of primary wall cellulose and its implication for the conversion of cellulose I to cellulose II. Cellulose 9:7–18
Froschauer C, Hummel M, Iakovlev M, Roselli A, Schottenberger H, Sixta H (2013) Separation of hemicellulose and cellulose from wood pulp by means of ionic liquid/cosolvent systems. Biomacromolecules 14:1741–1750
Gardner PE, Chang MY (1974) The acetylation of native and modified hemicelluloses. Tappi 57:71–75
Gehmayr V, Schild G, Sixta H (2011) A precise study on the feasibility of enzyme treatments of a kraft pulp for viscose application. Cellulose 18:479–491
Glegg RE, Ingerick D, Parmerter RR, Salzer JST (1968) Acetylation of cellulose I and II studied by limiting viscosity and X-ray diffraction. J Polym Sci Polym Phys Ed 6:745–773
Haemmerle F (2011) The cellulose gap. Lenzinger Ber 89:12–21
Hauru LK, Hummel M, King AW, Kilpeläinen I, Sixta H (2012) Role of solvent parameters in the regeneration of cellulose from ionic liquid solutions. Biomacromolecules 13:2896–2905
Hauru LK, Ma Y, Hummel M, Alekhina M, King AW, Kilpeläinen I, Penttilä PA, Serimaa R, Sixta H (2013) Enhancement of ionic liquid-aided fractionation of birchwood. Part 1: autohydrolysis pretreatment. RSC Adv 3:16365–16373
Hummel M, Laus G, Schwärzler A, Bentivoglio G, Rubatscher E, Kopacka H, Wurst K, Kahlenberg V, Gelbrich T, Griesser U (2010) Non-halide ionic liquids for solvation, extraction, and processing of cellulosic materials. In: Liebert TF, Heinze TJ, Edgar KJ (eds) Cellulose solvents: For analysis, shaping and chemical modification ACS symposium series, 1033:229–259
Ibarra D, Köpcke V, Larsson PT, Jääskeläinen A, Ek M (2010) Combination of alkaline and enzymatic treatments as a process for upgrading sisal paper-grade pulp to dissolving-grade pulp. Bioresour Technol 101:7416–7423
Janson J (1970) Calculation of the polysaccharide composition of wood and pulp. Pap Puu 52:323–329
Janzon R, Puls J, Saake B (2006) Upgrading of paper-grade pulps to dissolving pulps by nitren extraction: optimization of extraction parameters and application to different pulps. Holzforschung 60:347–354
Janzon R, Saake B, Puls J (2008) Upgrading of paper-grade pulps to dissolving pulps by nitren extraction: properties of nitren extracted xylans in comparison to NaOH and KOH extracted xylans. Cellulose 15:161–175
King AW, Zoia L, Filpponen I, Olszewska A, Xie H, Kilpeläinen I, Argyropoulos DS (2009) In situ determination of lignin phenolics and wood solubility in imidazolium chlorides using 31P NMR. J Agric Food Chem 57:8236–8243
Klemm D, Philipp B, Heinze T, Heinze U, Wagenknecht W (1998) Comprehensive cellulose chemistry: fundamentals and analytical methods, vol 1. Wiley-VCH, Weinheim
Kolpak FJ, Blackwell J (1967) Determination of the structure of Cellulose II. Macromolecules 9:273–278
Köpcke V, Ibarra D, Ek M (2008) Increasing accessibility and reactivity of paper grade pulp by enzymatic treatment for use as dissolving pulp. Nord Pulp Pap Res J 23:363–368
Lund K, Sjöström K, Brelid H (2012) Alkali extraction of kraft pulp fibres: influence on fibre and fluff pulp properties. J Eng Fiber Fabr 7:30–39
Mäki-Arvela P, Anugwom I, Virtanen P, Sjöholm R, Mikkola JP (2010) Dissolution of lignocellulosic materials and its constituents using ionic liquids—a review. Ind Crops Prod 32:175–201
Maloney T, Paulapuro H (1999) The formation of pores in the cell wall. J Pulp Paper Sci 25:430–436
Manninen M, Nieminen K, Maloney T (2013) Transactions of the 15th fundamental pulp and paper research symposium, Cambridge, UK, 2:765–785
Mazza M, Catana D, Vaca-Garcia C, Cecutti C (2009) Influence of water on the dissolution of cellulose in selected ionic liquids. Cellulose 16:207–215
Newman R, Hemmingson J (1997) Cellulose cocrystallization in hornification of kraft pulp. Presented at the 9th international symposium of wood and pulp chemistry, Montréal, Canada, June 9–12
Okano T, Sarko A (1985) Mercerization of cellulose. II. Alkali–cellulose intermediates and a possible mercerization mechanism. J Appl Polym Sci 30:325–332
Paice M, Jurasek L (1984) Removing hemicellulose from pulps by specific enzymic hydrolysis. J Wood Chem Technol 4:187–198
Penttilä PA, Kilpeläinen P, Tolonen L, Suuronen J, Sixta H, Willför S, Serimaa R (2013) Effects of pressurized hot water extraction on the nanoscale structure of birch sawdust. Cellulose 20:2335–2347
Pinkert A, Marsh KN, Pang S, Staiger MP (2009) Ionic liquids and their interaction with cellulose. Chem Rev 109:6712–6728
Puls J, Schöder N, Stein A, Janzon R, Saake B (2006a) Xylans from oat spelts and birch kraft pulp. Macromol Symp 232:85–92
Puls J, Janzon R, Saake B (2006b) Comparative removal of hemicelluloses from paper pulps using nitren, cuen, NaOH, and KOH. Lenzinger Ber 86:63–70
Röder T, Sixta H (2004) Thermal treatment of cellulose pulps and its influence to cellulose reactivity. Lenzinger Ber 83:79–83
Roselli A, Froschauer C, Hummel M, Sixta H (2013) IONCELL: Selective xylan extraction with ionic liquids. Proceedings of the 17th International Symposium of Wood, Fibre and Pulping Chemistry, Vancouver, Canada, June 12–14
Rydholm SA (1965a) Pulp properties and uses. Pulping processes. Wiley, New York, pp 1133–1185
Rydholm SA (1965b) Carbohydrate-removing methods. Pulping processes. Wiley, New York, pp 992–1023
Saka S, Matsumura H (2004) Wood pulp manufacturing and quality characteristics. In: Rustemeyer P (ed) Cellulose acetates: properties and applications. Macromolecular symposia. WILEY-VCH, Weinheim, pp 37–48
Shen L, Haufe J, Patel MK (2009) Product overview and market projection of emerging bio-based plastics; PRO-BIP 2009 Final report; Utrecht University
Sixta H (2006a) Pulp Properties and Applications. In: Sixta H (ed) Handbook of pulp, vol 2. WILEY-VCH, Weinheim, pp 1009–1067
Sixta H (2006b) Pulp purification. In: Sixta H (ed) Handbook of pulp, vol 2. WILEY-VCH, Weinheim, pp 933–966
Sixta H (2006c) Pulp properties and applications. In: Sixta H (ed) Handbook of pulp, vol 2. WILEY-VCH, Weinheim, pp 1009–1067
Sixta H, Schild G (2009) A new generation kraft process. Lenzinger Ber 87:26–37
Sixta H, Iakovlev M, Testova L, Roselli A, Hummel M, Borrega M, van Heiningen A, Froschauer C, Schottenberger H (2013) Novel concepts of dissolving pulp production. Cellulose 20:1547–1561
Sjöström E (1981) Cellulose derivatives. In: Wood chemistry, fundamentals and applications. Academic Press, pp 169–189
Steinmeier H (2004) Acetate manufacturing, process and technology. Macromol Symp 208:49–60
Sun N, Rahman M, Qin Y, Maxim ML, Rodríguez H, Rogers RD (2009) Complete dissolution and partial delignification of wood in the ionic liquid 1-ethyl-3-methylimidazolium acetate. Green Chem 11:646–655
Swatloski RP, Spear SK, Holbrey JD, Rogers RD (2002) Dissolution of cellose (sic) with ionic liquids. J Am Chem Soc 124:4974–4975
Testova L, Borrega M, Tolonen L, Penttilä PA, Serimaa R, Larsson P, Sixta H (2014) Dissolving-grade birch pulps produced under various prehydrolysis intensities: quality, structure and applications. Cellulose 21:2007–2021
The Fiber Year 2013—World Survey on Textiles & Nonwovens (2013) http://www.thefiberyear.com/. Accessed 20 December 2013
Welton T (1999) Room-temperature ionic liquids. Solvents for synthesis and catalysis. Chem Rev 99:2071–2084
Wilson JD, Tabke RS (1974) Influences of hemicelluloses on acetate processing in high catalyst systems. Tappi 57:77–80
Wollboldt RP, Zuckerstätter G, Weber HK, Larsson PT, Herbert S (2010) Accessibility, reactivity and supramolecular structure of E. globulus pulps with reduced xylan content. Wood Sci Technol 44:533–546
Zakrzewska ME, Bogel-Łukasik E, Bogel-Łukasik R (2010) Solubility of carbohydrates in ionic liquids. Energy Fuels 24:737–745
Acknowledgments
This research is part of the Future Biorefinery program financed by Finnish Bioeconomy Cluster (FIBIC) and Finnish Funding Agency for Technology and Innovation (TEKES). The authors thank Paavo A. Penttilä (Helsinki University) for WAXS analysis and Alistair King and Arno Parviainen (Helsinki University) for synthetizing [emim][DMP]. Armin Stein from Solvay-Rhodia is gratefully acknowledged for his help in the set-up of the acetylation system.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Roselli, A., Hummel, M., Monshizadeh, A. et al. Ionic liquid extraction method for upgrading eucalyptus kraft pulp to high purity dissolving pulp. Cellulose 21, 3655–3666 (2014). https://doi.org/10.1007/s10570-014-0344-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-014-0344-x