
Abstract
There is a recent interest in producing cellulose nanofibers with different surface properties from unbleached cellulose pulps for economic and environmental reasons. In the current study we investigated the use of xylanase pretreatment on two types of unbleached rice straw pulps, namely, soda and neutral sulfite, and their fibrillation to nanofibers using ultrafine grinding. The effect of xylanase pretreatment on the fibrillation progress, energy consumption, and nanofiber dimensions was studied. In addition, mechanical properties, water contact angle, water absorption, and roughness of produced nanopapers were studied. Although very thin nanofibers with a homogenous width could be isolated from both xylanase-treated and untreated pulps, the xylanase pretreatment resulted in faster fibrillation. In addition, nanopapers prepared from xylanase-treated nanofibers had better mechanical properties than those isolated from the untreated pulps. The energy consumption during fibrillation depended on the type of pulp; a slightly lower energy consumption (~ 8%) was recorded for xylanase-treated soda pulp while a higher energy consumption (~ 21%) was recorded for xylanase-treated neutral sulfite pulp compared to the untreated pulps.
Graphical Abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Research on isolating cellulose nanofibers from different lignocellulosic materials started approximately two decades ago. The starting materials for isolating nanofibers have generally been bleached cellulose pulps. In addition to saving costs and reducing pollution resulting from the bleaching processes, recently, research on isolating cellulose nanofibers from unbleached cellulose pulp, i.e., pulps containing lignin, has started to attract the attention of scientists interested in obtaining cellulose nanofibers with different properties due to the presence of lignin at the surface of and within the nanofibers. Different types of unbleached pulps have been investigated for cellulose nanofibers isolation such as chemical, chemi-mechanical, thermomechanical, and mechanical pulps of different lignocellulosic materials. Cellulose nanofibers with different physical and mechanical properties were obtained using different technologies, lignocellulosic materials, and pulping methods. Chemical pulps generally contain a lower amount of lignin than mechanical, thermomechanical, and chemi-mechanical pulps. Hardwood kraft pulp (Spence et al. 2010), P. Radiate kraft pulp (Chinga-Carrasco et al. 2013), kenaf soda and kraft pulps (Rezayati Charani et al. 2013; Karimi et al. 2014), softwood kraft pulp (Lahtinen et al. 2014), bamboo soda-anthraquinone pulp (Guimaraes et al. 2015), and bagasse organosolv pulp (Santucci et al. 2016) are chemical pulps that have been investigated for the isolation of cellulose nanofibers. Moreover, spruce thermomechanical and chemi-thermomechanical pulps (Lahtinen et al. 2014), lodgepole pine wood bark fibers (Nair and Yan 2015), and groundwood pulp (Visanko et al. 2017) have also been investigated for the isolation of cellulose nanofibers. The nanofibers isolated from chemical pulps had higher yields and superior mechanical properties compared to those obtained from other types of pulps due to easier fibrillation and more hydrogen bonding between the nanofibers isolated from chemical pulps.
Different chemical pretreatments have been investigated to facilitate the fibrillation process of unbleached pulps, especially those with high lignin content. For example, chemical treatment of spruce groundwood pulp with triethylmethylammonium chloride/imidazole/succinic anhydride (Sirviö and Visanko 2017), oxidation of hardwood kraft pulp by TEMPO/NaOCl (Du et al. 2017), maleic acid hydrolysis of hardwood kraft pulp (Bian et al. 2017a, c), and p-toluenesulfonic acid treatment of birch wood thermomechanical pulp (Bian et al. 2017b) have been studied.
Although the chemical treatment of pulps generally resulted in lowering the energy consumption during fibrillation as compared to the untreated ones, the cost of the entire process regarding cost of chemicals and their recovery, energy and time consumed in chemical treatment, and purification of treated pulps should be taken in consideration.
The use of enzymatic pretreatment to facilitate fibrillation and/or improve the properties of nanofibers has been investigated but mainly on bleached pulps (Nechyporchuk and Belgacem 2016). Enzymatic pretreatment is an interesting route since enzymes have specific action on the fibers and also more environmentally friendly than chemical routes. Two types of enzymes have been used so far for pretreatment of bleached pulps: xylanases (Hassan et al. 2011, 2014; Dhandapani and Sharma 2014; Tian et al. 2017; Tibolla et al. 2017), and cellulases (Henriksson et al. 2007; Siqueira et al. 2011; Janardhnan and Sain 2011; de Campos et al. 2013; Arvidsson et al. 2015; Wang et al. 2015; Kim et al. 2015; Ahn et al. 2015; Martelli-Tosi et al. 2016; Wang et al. 2016; Kim et al. 2017; Zhu et al. 2017; Chen et al. 2017; Tarrés et al. 2017). Cellulases hydrolyze some of the disordered cellulose parts and reduce the degree of polymerization (DP) of cellulose while xylanases partially remove some of hemicelluloses between the fibrils and break the bonds between hemicelluloses and cellulose or lignin. Enzymatic pretreatment of unbleached pulp for isolation of cellulose nanofibers is rarely mentioned in the literature. Recently, the effect of xylanases pretreatment of unbleached eucalyptus soda/anthraquinone pulp (5% lignin) on the mechanical, rheological, optical, and dispersion properties of the isolated nanofibers was studied (Nie et al. 2018). Xylanases pretreatment resulted in nanofibers with higher tensile strength, better dispersion in water, higher viscosity, and higher transparency films compared to using untreated pulp.
Rice straw is an abundant agricultural residue in different areas of the world. Its main chemical composition (cellulose, lignin, and hemicelluloses) is close to many hardwoods and agricultural residues (Hassan 2015). However, rice straw contains a considerable amount of silica (up to ~ 20%), which makes its alkaline pulping not desirable due to silica dissolving in the pulping liquor (black liquor). Thus, the concentration of the black liquor for the recovery of excess alkali or energy production is a challenge since the liquor requires further treatments before use. Nevertheless, rice straw alkali pulp has generally low lignin content and could be bleached easily to produce pulps for different types of paper. Using other neutral pulping processes could be more suitable alternatives for the alkaline pulping of rice straw. Neutral sulfite pulping is a convenient method to obtain high-yield pulp (~ 90%) with high lignin content and little effect on hemicelluloses. The sulfite process causes a slight modification of lignin structure without significant lignin removal, moreover the pulp obtained is generally suitable for paperboard production (Casey 1980).
Isolation and characterization of cellulose nanofibers from rice straw pulps has been investigated but only using bleached pulps or pulps with very low lignin content (Jiang et al. 2016; Nasri-Nasrabadi et al. 2014; Jiang and Hsieh 2013; Hassan et al. 2012). In addition, TEMPO-oxidation of rice straw bleached pulp was carried out before the mechanical isolation of the nanofibers (Jiang et al. 2011; Hu et al. 2016; Gu and Hsieh 2017; Hassan et al. 2017; Hassan and Hassan 2016).
The current study describes the isolation of cellulose nanofibers from unbleached rice straw pulps with moderate and high lignin content: soda and neutral sulfite pulps, respectively. The effect of xylanases pretreatment on the progress of fibrillation, energy consumption, and nanofiber properties was studied.
Experimental
Materials
Rice straw obtained from a local farm in Qalubiyah, Egypt was washed with water to remove the dust and allowed to air dry. Sodium hydroxide and sodium sulfite used for pulping were reagent grade chemicals and used as received. Other chemicals used in analyses including sulfuric acid, acetic acid, acetone, ethanol, toluene, bis(ethylenediamine)copper(II) hydroxide solution, hydrochloric acid, sodium thiosulfate, potassium iodide, potassium iodate, sodium citrate, citric acid and starch were reagent grade chemicals and used as received. Sodium chlorite was technical grade (80% purity) and used as received. Xylanase powder, ≥ 2500 units/g, recombinant, expressed in Aspergillus oryzae was purchased from Sigma-Aldrich and used as received.
Preparation of rice straw pulps
Rice straw soda and sulfite pulps were prepared by pulping the straw using 10% sodium hydroxide or 10% sodium sulfite (based on weight of rice straw) solutions, respectively, at 160 °C for 2 h; the liquor ratio was 1:10. The produced pulps were thoroughly washed with water, defibrillated in a Valley beater (Valley Iron Works, Appleton, Wisconsin, USA) to a 25°SR degree of freeness, dewatered, and allowed to air dry; the moisture content of the dried fibers was approximately 10–15%. The chemical composition of the prepared pulps was analyzed according to the standard methods for determining ash content, Klason lignin, acid insoluble lignin, α-cellulose, and pentosans (Browning 1967).
Xylanases pretreatment of unbleached rice straw pulps
Both the soda and neutral sulfite unbleached pulps were pretreated with xylanases as previously described (Hassan et al. 2014). Shortly afterward, 200 g of unbleached pulp was mixed with xylanase in citrate buffer (pH = 5.3) in a 5-L conical flask at 10 wt% consistency. The concentration of xylanase used was 0.04 g/g of pulp. The reaction mixture was stirred gently for 4 h at 50 °C. At the end of the reaction, the temperature was raised to 90 °C to de-activate the enzymes and the pulp was filtered and washed thoroughly with distilled water.
Isolation of cellulose nanofibers from unbleached pulps
Isolation of cellulose nanofibers from unbleached pulps was carried out similar to the previously published protocol (Hassan et al. 2017), the processing parameters: rotation speed, adjustment of gap, and processing time were the same for all samples for comparison purposes. In brief, the unbleached pulp was first disintegrated using a shear mixer (Silverson L4RT Silverson Machines Ltd. Chesham, UK) using a pulp suspension of 2 wt% consistency. The pulp was then fibrillated using a high-shear ultrafine friction grinder, or a so-called Supermasscolloider (MKCA6-2, Masuko Sangyo, Kawaguchi, Japan).The gap between the disks was gradually adjusted to − 90 µm and the pulp was run through the grinder for approximately 140 min. The fibrillation progress was followed by viscosity measurements at different fibrillation times using a tuning-fork vibration viscometer (Vibro Viscometer SV-10, A&D Company Limited, Tokyo, Japan), and by taking pictures of suspensions drops using a polarizing microscope, (Nikon Eclipse V100N POL, Tokyo, Japan) and the NIS-Elements D 4.30 imaging software. Energy consumption calculations during fibrillation were performed using direct power measurements with a power meter, (Carlo Gavazzi, EM24 DIN, Italy) and the processing time.
Characterization of cellulose nanofibers
Atomic force microscopy (AFM) of the isolated nanofibers was carried out using a Veeco MultiMode scanning probe microscope (Santa Barbara, USA) equipped with a Nanoscope V controller (Veeco instruments, Plainview, NY, USA). A droplet of the aqueous fiber suspension was dried onto a mica surface prior to AFM examination, and images were collected using the tapping mode and a TESPA (antimony (n) doped silicon) tip model, (Bruker, Camarillo, USA), with a nominal spring constant of 5 N/m and a nominal frequency of 270 kHz. The size (width) of individually separated nanofibers was measured from the height images and the size distribution presented was based on measurements of 50 different nanofibers.
Transmission electron microscopy (TEM) was carried out using a high-resolution transmission electron microscope (JEM-2100 transmission electron microscope, JEOL, Tokyo, Japan). Microscopic features were also investigated using an extreme high-resolution scanning electron microscope (SEM) (Magellan 400 XHR-SEM, FEI Company, The Netherlands) at a 5 kV acceleration voltage. The fibers were coated with gold prior to investigation to avoid charging.
Chemical composition of the isolated nanofibers was determined as mentioned above. Viscosity of the nanofibers and degree of polymerization (DP) were determined using a bis(ethylenediamine)copper(II) hydroxide solution according to the TAPPI T 230 om-99 standard method. DP measurement was carried out on the isolated nanofibers without bleaching. Before the analyses, the 2% nanofibers suspensions were first centrifuged at 10,000 rpm to remove water, and then washed by distilled water and centrifugation. The washed nanofibers were left to dry in air.
X-ray diffraction (XRD) patterns were recorded using an Empyrean X-ray diffractometer (PANalytical, Netherlands). The crystallinity index (CrI) was calculated from the XRD patterns according to the following equation (Sidiras et al. 1990):
where I200 is the intensity of the diffraction profile at the 200 peak position (2θ = 22.7°) and Iam is the intensity at 2θ ~ 18°.
Nanofiber sheets and their characterization
Nanofiber sheets were prepared by vacuum filtration of the 0.5 wt% suspension of the nanofibers using hardened filter paper (Whatmann no. 51). The sheets were dried under a 100 kN load of for 0.5 h at 100 °C and then for 8 h at 60 °C in an oven with circulating air. The nanofiber sheets were conditioned at 50% relative humidity for 48 h at 25 °C before testing.
Tensile testing was carried out on 1-cm wide strips using a Shimadzu universal testing machine (AGX, Shimadzu, Japan) equipped with a 1 kN load cell and a HPV-X2 high-speed video camera to measure strain; a cross-head speed of 2 mm/min was used and the gauge length was 20 mm.
The water contact angle of the nanofiber sheets was measured using an EASYDROP measuring system and calculated with the drop shape analysis DSA1 control software, Krüss (Germany), using a sessile drop technique. A 4 μL water drop was placed onto the sheets at four separate places for calculating the average contact angles.
We used AFM to study the nanoscale surface characteristics of the nanofiber sheets using the Veeco Multi Mode scanning probe described above; height and amplitude images were recorded and the root-mean square roughness (RMS) values were measured with the Nanoscope V software from the collected AFM height images. The reported values were averages based on three different measurements each on a 25 µm2surface area. All measurements were conducted in air at 23 °C ± 2.
Water absorption tests were carried out according to Cobb’s method (ISO 535:1991E) which determines the quantity of water that can be absorbed by the surface of a paper sheet in a given time.
Results and discussion
Fibrillation of xylanase-treated and untreated neutral sulfite and soda pulps
Both the unbleached rice straw neutral sulfite and soda pulps were treated with xylanase to partially remove hemicelluloses, which exist between the cellulose fibrils with lignin, thus to facilitate the fibrillation and isolation of the nanofibers. The effect of the xylanase treatment on the chemical composition of the unbleached sulfite and soda pulps before and after the fibrillation process is shown in Table 1.
As a result of soda pulping, the ash content of rice straw significantly decreased due to the alkaline medium used while for the neutral sulfite pulp, the ash content was similar to that of raw material. Xylanase treatment had no effect on the ash content of the pulps. Pulping of rice straw with soda or sodium sulfite resulted in decreasing its pentosans content (the majority of hemicelluloses in rice straw) (Hassan 2015). Xylanase pretreatment of both types of pulps resulted in decreasing the hemicelluloses content by about 23 and 27% for soda and sulfite pulps, respectively. This is in agreement with previous studies, which showed that the maximum amount of hemicelluloses that could be removed from wood by xylanase treatment is no more than 30% (Zhang et al. 2013).
As it is well-documented, rice straw has a high content of ash, which is mostly silica (Hassan 2015). Xylanase treatment also affected Klason lignin (the acid insoluble lignin) in both types of pulps; the decrease in Klason lignin as a result of the xylanase treatment was higher for the sulfite pulp compared to soda pulp (~ 7 and 1%, respectively). The treatment also resulted in loss of the acid-soluble lignin, e.g., the lignin with low molecular weight; the decrease was slightly higher for the soda pulp than for the sulfite pulp (29 and 25%, respectively). As a result of removing the hemicelluloses by the xylanase, the viscosities of the treated pulps were higher than those of the untreated ones. It should be noted that the increase in viscosity of the cellulose solution as a result of the xylanase treatment was higher for the soda pulp compared to the sulfite pulp (~ 29 and 20%, respectively). This could be attributed to the much higher amount of silica and lignin in the sulfite pulp i.e., the sulfite pulp has a lower cellulose content than the soda pulp. The obtained results are in agreement with previous studies on the xylanase treatment of lignocellulosic fibers which concluded that xylanase can easily penetrate the cell walls of the fibers and selectively cleave the β(1,4)-glycosidic bonds in the xylan backbone causing a reduction in the degree of polymerization and dissolution of xylan (Morales et al. 2016; Blomstedt et al. 2010; Dhiman et al. 2008).
In addition, xylanase treatment can attack lignin–carbohydrate complexes (LCC) and remove some lignin components and lignin-associated chromophoric groups (Maijala et al. 2008).
Ultrafine grinding of the pulp to isolate the nanofibers exposes the fibers to very high shear forces. Chemical analyses of the xylanase-treated pulps before and after fibrillation showed that the grinding process had noticeable effects on the hemicelluloses and lignin contents of the pulps. The grinding process resulted in loss of hemicelluloses and lignin; the loss was higher for the sulfite pulp compared to the soda pulp. Moreover, for the untreated pulps, the grinding process had less significant effects on the lignin or hemicelluloses contents. Thus, the xylanase treatment resulted not only in the removal of hemicelluloses but also their degradation into fragments that could be removed during grinding. Due to the further decrease in the hemicelluloses content by grinding, the viscosity of the isolated nanofibers dissolved in cupriethylene diamine was further increased, thus the calculated DP increased. In fact, it is known that refining pulps utilizing regular disc refiners used in papermaking results in exposing more hemicelluloses at the surface of the fibers and hemicelluloses loss during refining (Gharehkhani et al. 2015); similar effects of grinding during fibrillation could also be expected. It should be also pointed out that previous studies on ultrafine grinding of bleached pulps reported a decrease in viscosity, i.e., decrease in the degree of polymerization of cellulose due to grinding (Qin et al. 2016). The different trend in results found in the current work on unbleached pulps could be due to the presence of lignin that may affect viscosity measurements. A previous study showed that during grinding of unbleached Lodgepole pine cellulose fibers, micro- and nano-sized lignin particles were produced and agglomerated during grinding (Nair and Yan 2015). That was also seen in the AFM images in the current study as discussed later. In addition, it was found that nanofibers isolated from unbleached pulp had higher viscosity than those isolated from bleached pulp (Guimaraes et al. 2015); that was attributed to the possible interference by lignin.
Progress of fibrillation and energy consumption
The progress of fibrillation of untreated and xylanase-treated pulps into nanofibers was monitored by measuring the changes in viscosity of the fiber suspensions during fibrillation and by optical microscopy. The goal of the fibrillation process is to reach a viscosity plateau implying a stronger network formation by promoting fibril-to-fibril bonding thus, leading to a higher degree of fibrillation (Berglund et al. 2017). When using optical microscopy, the disappearance of the micro-size fibers and appearance of gel-like shades were considered as indications of the fibrillation progress (Hassan et al. 2012).
As shown in Fig. 1, with increasing the grinding time and progressing of the fibrillation, the viscosity of fibers suspension for the different pulps increased sharply after approximately 40 min of grinding, except for the untreated neutral sulfite pulp where a moderate increase in viscosity took place after that time. The viscosity of soda pulps was generally higher than that of neutral sulfite pulps due to the higher cellulose and lower lignin contents of the former, thus allowing for a stronger gel formation. The higher viscosity of xylanase-treated soda and neutral sulfite pulps compared to the untreated one further indicates better fibrillation as a result of the xylanase treatment. This suggests that the partial removal of hemicelluloses and lignin that link the fibrils facilitates the fibrillation process. This effect was much more obvious for the neutral sulfite pulp where the increase in viscosity of the xylanase-treated neutral sulfite pulp happened much earlier and was much higher than that of untreated pulp. The earlier progress of fibrillation for xylanase-treated pulps could be attributed to the removal of hemicelluloses which facilitates penetration of water molecules into the spaces within the cellulose fibrils. This may partially break the hydrogen bonds connecting cellulose chains and in turn, loosen the 3D structure of the fibers (Torres et al. 2012; Znidarsic-Plazl et al. 2009) thus speeding up the fibrillation process. In addition, the significant effect of hemicelluloses removal on fibrillation could be interpreted according to the model that divides hemicelluloses into major (coated) and minor (crosslinking) domains, where the minor domain hemicelluloses are the fraction that needs to be removed to facilitate fibrillation while the major domain hemicelluloses are coated at the surface of cellulose fibrils and have much less effect on fibrillation (Bromley et al. 2013).

Viscosity as a function of processing time of the rice straw pulps with different pretreatments
It should be noted that there was a significant increase in temperature (from ~ 25 to ~ 42–45 °C) during grinding, thus the viscosity values as a function of the processing time are not the accurate viscosities of the suspensions at room temperature (23 °C). The viscosity of isolated nanofibers after being cooled down to ~ 23 °C is shown in Table 2. The values confirm the positive effect of the xylanase pretreatment, especially for the neutral sulfite pulp where the viscosity of the isolated nanofibers was 78% higher for the xylanase-treated pulp. It should be also noted that the xylanase-treated fibers have a lower content of hemicelluloses, which have higher water affinity than cellulose. Nevertheless, the xylanase-treated nanofibers displayed a higher viscosity which implies a higher degree of fibrillation. The noticeably low viscosity of the water suspension nanofibers isolated from neutral sulfite pulp is in agreement with previously published results where nanofibers isolated from unbleached spruce thermomechanical and chemi-thermomechanical pulps with high lignin content (21–26%) had much lower viscosity than those isolated from unbleached kraft pulp with 2.4% lignin (Lahtinen et al. 2014).
Figure 2 shows the energy consumption versus processing time. As it can be seen, the enzymatic treatment had no significant effect for soda pulp where a slightly higher energy consumption value was recorded for the xylanase-treated pulp. The higher energy consumption at the beginning of grinding in case of soda-xylanase pulp than the untreated one indicates earlier fibrillation, which is energy consuming.

Energy consumption as a function of processing time of rice straw pulps with different pretreatments
In addition, the energy consumption recorded for the xylanase-treated neutral sulfite pulp was higher than that recorded for the untreated one. It should also be noted that the energy consumption was higher from the early stages of fibrillation for the xylanase-treated sulfite pulp than the untreated one indicating easier fibrillation, which is an energy consuming process. The energy consumption for the untreated sulfite pulp, started to increase substantially after 80 min of grinding while it increased steadily from the beginning for the xylanase-treated one. The overall energy consumption after 140 min of grinding was higher for the xylanase-treated pulp. Removal of xylans from the fiber cell-wall results in more open structures at particular points (Li et al. 2011), thus during the early stages of grinding, fibrillation can occur along these weakened points and result in high energy consumption. Additionally, for the untreated fibers, due to the absence of weak points in fibers, fiber chopping and length reduction were seen during the first stages of grinding rather than fibrillation. When fibers became short enough, fibrillation started to occur, thus an increase in energy was noticed. It also noted that both of untreated sulfite and soda pulps consumed similar amounts of energy by the end of grinding, regardless their lignin content.
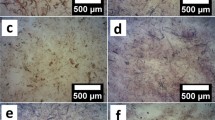
The above mentioned results were well-correlated with the optical microscopy images in Figs. 3 and 4. Figure 3 shows that for the non-treated neutral sulfite pulp after 1 h of grinding, broken non-fibrillated fibers were still noticed while for the xylanase-treated pulp and at the same grinding time, no broken fibers were seen and significant fibrillation occurred. After 2 h of grinding, the xylanase-treated neutral sulfite pulp was totally fibrillated and we could not easily detect any micro-fibers while for the non-treated pulp, broken and non-fibrillated fibers were observed. The images of the untreated neutral sulfite pulp showed complete fibrillation after 140 min. From the images of the neutral sulfite pulps we could conclude that the fibrillation of non-treated pulp occurred first through reducing the fiber length rather than disintegration along the fibers before fibrillation could be initiated. However, for the xylanase-treated pulp fibrillation starts during early stages without significant degradation of the fibers. This will be reflected on the properties of nanopapers made from isolated nanofibers as presented below. Moreover, for soda pulp, the progress of fibrillation for xylanase-treated and untreated pulp was similar. However, it was noticed that after 2 h of grinding, the images of xylanase-treated pulp did not show any non-fibrillated fibers while those of untreated pulp still showed few non-fibrillated ones.

Optical microscopy images of rice straw neutral sulfite pulps during grinding

Optical microscopy images of rice straw soda pulps during grinding
Nanofibers characterization
The isolated nanofibers were investigated thoroughly using different microscopy methods including TEM and AFM. Figure 5 shows the TEM images of the isolated nanofibers from xylanase-treated and untreated rice straw soda and neutral sulfite pulps. The images show that nanofibers with highly homogenous diameter could be isolated from all pulps. The diameter of the isolated fibers was very small and reached that of elementary fibrils (~ 4 nm). At the high magnifications used, there was no obvious difference in diameter or length between the nanofibers isolated from xylanase-treated or untreated pulps. The diameter of the isolated nanofibers in the current study was similar to those obtained from TEMPO-oxidized rice straw pulp (Hassan and Hassan 2016).

TEM images of cellulose nanofibers isolated from xylanase-treated and non-treated unbleached rice straw soda and neutral sulfite pulps
The AFM images confirmed the isolation of nano-scaled fibers with highly homogeneous width during grinding from the different types of pulps used. Nonetheless, bundles of rice straw nanofibers were also observed for all processing methods, as seen in Fig. 6. The size distribution, based on the height measurements of the isolated nanofibers, displayed average width values of 13 ± 5 and 11 ± 5 nm for the untreated and xylanase-treated soda pulps, respectively. The nanofibers width was 17 ± 6 and 14 ± 7 nm for the untreated and xylanase-treated neutral sulfite pulps, respectively. Nano-size spherical entities, previously recognized in bleached rice straw nanofibers (Hassan et al. 2012), were observed for all samples and were attributed to residual silica from rice straw pulp. These could also be lignin debris resulted from grinding the unbleached fibers.

AFM height scans for the nanofibers isolated from a soda pulp, b xylanase-treated soda pulp, c neutral sulfite pulp, and d xylanase-treated neutral sulfite pulp; e–h Measured size distribution of the above nanofibers, in order from a to d
Nanopaper properties
In order to investigate the effect of xylanase treatment of the different unbleached pulps on the properties of the isolated nanofibers, nanopaper was manufactured from the isolated fibers using vacuum assisted filtration followed by hot pressing. The mechanical properties, water absorption, and contact angle of the prepared nanofibers sheets were compared. In addition, the nano-scale roughness and crystallinity of the prepared nanopaper sheets were determined from AFM measurements and XRD patterns of the sheets, respectively. As shown in Fig. 7, all the sheets showed cellulose I structures with peaks at 2θ of 23 and 18°, which belong to diffraction from the (200) and (110) planes, respectively. The crystallinity of the nanofibers isolated from xylanase-treated soda pulp was slightly higher than that of nanofibers isolated from the untreated pulp (CrI was 0.6 and 0.66 for untreated and xylanase-treated pulps, respectively). This could be due to the lower hemicelluloses and higher α-cellulose content of the former due to the xylanase treatment. In addition, the crystallinity of the nanofibers isolated from untreated and xylanase-treated sulfite pulp were close to each other (CrI = 0.65 and 0.64, respectively), in spite of the differences in their hemicelluloses and α–cellulose content. This could be due to the presence of more silica and lignin in the nanofibers isolated from the neutral sulfite pulp which affect the crystallinity calculations.

XRD of non-treated and xylanase-treated rice straw unbleached soda and neutral sulfite pulps
Table 3 shows the mechanical properties, water absorption, and contact angle of the nanopaper sheets prepared from the isolated nanofibers. The maximum tensile strength and elastic moduli values clearly show the positive effect of the xylanase treatment on the mechanical properties of the isolated nanofibers. The maximum tensile stress and elastic modulus of the nanopaper sheets isolated from xylanase-treated soda pulp were 24 and 51%, respectively, higher than those of the untreated pulp, while the maximum tensile stress and elastic modulus of the nanopaper sheets isolated from xylanase-treated neutral sulfite pulp were 15 and 32%, respectively, higher than those of the untreated pulp. The improvement of tensile properties as a result of the xylanase treatment could be attributed to the higher α-cellulose content of the nanofibers isolated from the xylanase-treated pulps as well as the less significant degradation and easier fibrillation of the fibers during grinding of the xylanase-treated pulps.
Nanopaper sheets prepared from the soda pulps had overall superior mechanical properties compared to those of sulfite pulps, best explained by the lower lignin, lower ash, and higher cellulose contents found in the soda pulps. There was no significant effect of the xylanase treatment on the strain at break.
The effect of xylanase treatment of the fibers on the contact angle of nanopapers surface was more noticeable for neutral sulfite pulp than for soda pulp. The water contact angle of the nanopaper made from xylanase-treated neutral sulfite pulp was slightly lower, i.e., this nanopaper was more hydrophilic compared to that obtained from untreated pulp. This is expected to be caused by the higher lignin content of the nanofibers. Namely, the effect of the higher lignin content of the untreated neutral sulfite nanofibers on the hydrophilicity exceeded that of the higher content of hemicelluloses. Hot-pressing the nanofibers with more lignin is expected to produce paper with tighter and more hydrophobic surface due to the possible partial softening of lignin. Almost the same trend was observed for the water absorption test of the nanopapers as shown in Table 3. Due to the higher lignin content of the neutral sulfite pulp compared to soda pulp, the nanopapers made from the former had higher water contact angle than the later.
The roughness of the nanopapers was studied using AFM and the results are presented in Fig. 8. The results showed that the roughness of the nanofibers isolated from soda pulp was lower compared to those isolated from the neutral sulfite pulp. This can be due to the higher silica content of the neutral sulfite pulp compared to the soda pulp. The effect of xylanase treatment on the roughness of nanopaper surfaces was not the same for soda and neutral sulfite pulps. For soda pulp, nanopapers made from nanofibers isolated from the xylanase-treated pulp had higher roughness compared to the sheets made from the untreated pulp. This can be due to the higher lignin content of the nanofibers. Lignin has previously been reported to reduce the roughness of nanopapers by acting as cementing material between the fibrils (Rojo et al. 2015). The higher lignin content of the untreated soda pulp compared to the xylanase-treated one could promote increased binding between fibrils, hence creating smoother nanopaper surfaces. This can also be observed from the AFM phase image of the soda-xylanase treated nanopaper surface which was the only sample where the fibers could be visually distinguished. Furthermore, this was the nanopaper with the highest cellulose and lowest lignin content of all samples. For the neutral sulfite pulp, the higher lignin content does not appear to have a higher smoothening effect on the surface structure compared to the xylanase treated one. This could be due to the high silica content in both the untreated and xylanase-treated nanofibers; it could be also explained by the plausible lower degree of fibrillation contributing to a higher roughness of the untreated neutral sulfite nanopaper.

Photographs of different nanopaper samples, AFM phase and 3D height images of the surfaces of the nanopaper together with the root-mean square (RMS) value and the contact angle measurements as seen from left to right
Conclusions
-
Cellulose nanofibers with average AFM measured diameters below 17 nm could be isolated from rice straw unbleached soda and neutral sulfite pulps with moderate and high lignin content, respectively, by ultrafine grinding.
-
Xylanase treatment provides an environmentally friendly option for improved fibrillation of high to moderate lignin content pulps such as neutral sulfite and soda pulps, which were fibrillated to a higher degree as seen by their increased mechanical network properties.
-
Pretreatment of the unbleached pulps with xylanase could facilitate the fibrillation into cellulose nanofibers with specific surface properties. However, no significant decrease in the energy consumption was observed as a result of the enzymatic pretreatment.
References
Ahn E-B, Hong S-B, Kim K-J, Eom T-J (2015) Microfibrillated cellulose preparation with enzyme beating pretreatment and effect on paper strength improvement. J Korea Tech Assoc Pulp Pap Ind 47:57–65
Arvidsson R, Nguyen D, Svanström M (2015) Life cycle assessment of cellulose nanofibrils production by mechanical treatment and two different pretreatment processes. Environ Sci Technol 49:6881–6890
Berglund L, Anugwom I, Hedenström M, Aitomäki Y, Mikkola JP, Oksman K (2017) Switchable ionic liquids enable efficient nanofibrillation of wood pulp. Cellulose 24:3265–3279
Bian H, Chen L, Dai H, Zhu JY (2017a) Effect of fiber drying on properties of lignin containing cellulose nanocrystals and nanofibrils produced through maleic acid hydrolysis. Cellulose 24:4205–4216
Bian H, Chen L, Dai H, Zhu JY (2017b) Integrated production of lignin containing cellulose nanocrystals (LCNC) and nanofibrils (LCNF) using an easily recyclable di-carboxylic acid. Carbohyd Polym 167:167–176
Bian H, Chen L, Gleisner R, Dai H, Zhu JY (2017c) Producing wood-based nanomaterials by rapid fractionation of wood at 80°C using a recyclable acid hydrotrope. Green Chem 19:3370–3379
Blomstedt M, Asikainen J, Lähdeniemi A, Ylönen T, Paltakari J, Hakala TK (2010) Effect of xylanase treatment on dewatering properties of birch kraft pulp. BioResources 5:1164–1177
Bromley JR, Busse-Wicher M, Tryfona T, Mortimer JC, Zhang Z, Brown DM, Dupree P (2013) GUX1 and GUX2 glucuronyltransferases decorate distinct domains of glucuronoxylan with different substitution patterns. Plant J 74(3):423–434
Browning BL (1967) Methods of wood chemistry, vol II. Wiley, New York, p 489
Casey JP (1980) Pulp and paper: chemistry and chemical technology, vol 1, 3rd edn. Wiley, New York, p 884
Chen Y, Fan D, Han Y, Li G, Wang S (2017) Length-controlled cellulose nanofibrils produced using enzyme pretreatment and grinding. Cellulose 24:5431–5442
Chinga-Carrasco G, Averianova N, Gibadullin M, Petrov V, Leirset I, Syverud K (2013) Micro-structural characterisation of homogeneous and layered MFC nano-composites. Micron 44:331–338
de Campos A, Correa AC, Cannella D, de M Teixeira E, Marconcini JM, Dufresne A, Mattoso LHC, Cassland P, Sanadi AR (2013) Obtaining nanofibers from curauá and sugarcane bagasse fibers using enzymatic hydrolysis followed by sonication. Cellulose 20:1491–1500
Dhandapani R, Sharma S (2014) Environmentally benign pretreatments for producing microfibrillated cellulose fibers from hemp. In: ACS symposium series. American Chemical Society, pp 69–87
Dhiman SS, Sharma J, Battan B (2008) Industrial applications and future prospects of microbial xylanases: a review. BioResources 3:1377–1402
Du C, Li H-L, Meng Q-J, Liu M-R, Zhan H-Y (2017) Effect of lignin on nanocellulose preparation by TEMPO-mediated oxidation from bamboo pulp. Zhongguo Zaozhi Xuebao/Trans China Pulp Pap 32:1–6
Gharehkhani S, Sadeghinezhad E, Kazi SN, Yarmand H, Badarudin A, Safaei MR, Zubir MNM (2015) Basic effects of pulp refining on fiber properties—a review. Carbohyd Polym 115:785–803
Gu J, Hsieh YL (2017) Alkaline cellulose nanofibrils from streamlined alkali treated rice straw. ACS Sustain Chem Eng 5:1730–1737
Guimaraes M Jr, Botara VR, Novack KM, Neto WPF, Mendes LM, Tonoli GHD (2015) Preparation of cellulose nanofibrils from bamboo pulp by mechanical defibrillation for their applications in biodegradable composites. J Nanosci Nanotechnol 15:6751–6768
Hassan ML (2015) Bagasse and rice straw nanocellulosic materials and their applications. In: Pandey K et al (eds) Handbook of polymer nanocomposites. Processing, performance and application: volume c: polymer nanocomposites of cellulose nanoparticles. Springer, Berlin Heidelberg, pp 47–64
Hassan EA, Hassan ML (2016) Rice straw nanofibrillated cellulose films with antimicrobial properties via supramolecular route. Ind Crops Prod 93:142–151
Hassan EA, Hassan ML, Oksman K (2011) Improving bagasse pulp paper sheet properties with microfibrillated cellulose isolated from xylanase-treated bagasse. Wood Fiber Sci 43:76–82
Hassan ML, Mathew AP, Hassan EA, El-Wakil NA, Oksman K (2012) Nanofibers from bagasse and rice straw: process optimization and properties. Wood Sci Technol 46:193–205
Hassan ML, Bras J, Hassan EA, Silard C, Mauret E (2014) Enzyme-assisted isolation of microfibrillated cellulose from date palm fruit stalks. Ind Crops Prod 55:102–108
Hassan M, Abou-Zeid R, Hassan E, Berglund L, Aitomäki Y, Oksman K (2017) Membranes based on cellulose nanofibers and activated carbon for removal of Escherichia coli bacteria from water. Polymers 9:335
Henriksson M, Henriksson G, Berglund LA, Lindström T (2007) An environmentally friendly method for enzyme-assisted preparation of microfibrillated cellulose (MFC) nanofibers. Eur Polym J 43:3434–3441
Hu S, Gu J, Jiang F, Hsieh YL (2016) Holistic rice straw nanocellulose and hemicelluloses/lignin composite films. ACS Sustain Chem Eng 4:728–737
Janardhnan S, Sain M (2011) Isolation of cellulose nanofibers: Effect of biotreatment on hydrogen bonding network in wood fibers. Int J Polym Sci 2011:1–6
Jiang F, Hsieh YL (2013) Chemically and mechanically isolated nanocellulose and their self-assembled structures. Carbohyd Polym 95:32–40
Jiang Z, Van Lierob V, Berry R (2011) Hexenuronic acid groups in pulping and bleaching chemistry. Tappi J 83:167–175
Jiang F, Kondo T, Hsieh YL (2016) rice straw cellulose nanofibrils via aqueous counter collision and differential centrifugation and their self-assembled structures. ACS Sustain Chem Eng 4:1697–1706
Karimi S, Tahir PM, Karimi A, Dufresne A, Abdulkhani A (2014) Kenaf bast cellulosic fibers hierarchy: a comprehensive approach from micro to nano. Carbohyd Polym 101:878–885
Kim KJ, Jung JD, Jung SE, Ahn EB, Eom TJ (2015) Enzyme activity and beating properties for preparation of microFibrillated cellulose (MFC). J Korea Tech Assoc Pulp Pap Ind 47:59–65
Kim KJ, Lee JM, Ahn EB, Eom TJ (2017) Effect of enzyme beating on grinding method for microfibrillated cellulose preparation as a paper strength enhancer. Cellulose 24:3503–3511
Lahtinen P, Liukkonen S, Pere J, Sneck A, Kangas H (2014) A comparative study of fibrillated fibers from different mechanical and chemical pulps. BioResources 9:2115–2127
Li B, Li H, Zha Q, Bandekar R, Alsaggaf A, Ni Y (2011) Review: effects of wood quality and refining process on TMP pulp and paper quality. BioResources 6:3569–3584
Maijala P, Kleen M, Westin C, Poppius-Levlin K, Herranen K, Lehto JH, Reponen P, Mäentausta O, Mettälä A, Hatakka A (2008) Biomechanical pulping of softwood with enzymes and white-rot fungus Physisporinus rivulosus. Enzyme Microbial Technol 43:169–177
Martelli-Tosi M, Torricillas MDS, Martins MA, Assis OBGD, Tapia-Blácido DR (2016) Using commercial enzymes to produce cellulose nanofibers from soybean straw. J Nanomater 2016:8106814
Morales V, Sanz ML, Olano A, Corzo N, Falck P, Aronsson A, Grey C, Stålbrand H, Nordberg Karlsson E, Adlercreutz P et al (2016) Xylanases from fungi: properties and industrial applications. Carbohyd Polym 5:1–10
Nair SS, Yan N (2015) Bark derived submicron-sized and nano-sized cellulose fibers: from industrial waste to high performance materials. Carbohyd Polym 134:258–266
Nasri-Nasrabadi B, Behzad T, Bagheri R (2014) Extraction and characterization of rice straw cellulose nanofibers by an optimized chemomechanical method. J Appl Polym Sci 131:1–7
Nechyporchuk O, Belgacem MN (2016) Production of cellulose nanofibrils: a review of recent advances. Ind Crops Prod 93:2–25
Nie S, Zhang K, Lin X, Zhang C, Yan D, Liang H, Wang S (2018) Enzymatic pretreatment for the improvement of dispersion and film properties of cellulose nanofibrils. Carbohyd Polym 181:1136–1142
Qin Y, Qiu X, Zhu JY (2016) Understanding longitudinal wood fiber ultra-structure for producing cellulose nanofibrils using disk milling with diluted acid prehydrolysis. Sci Rep 6:35602. https://doi.org/10.1038/srep35602
Rezayati Charani P, Dehghani-Firouzabadi M, Afra E, Shakeri A (2013) Rheological characterization of high concentrated MFC gel from kenaf unbleached pulp. Cellulose 20:727–740
Rojo E, Peresin MS, Sampson WW, Hoeger IC, Vartiainen J, Laine J, Rojas OJ (2015) Comprehensive elucidation of the effect of residual lignin on the physical, barrier, mechanical and surface properties of nanocellulose films. Green Chem 17:1853–1866
Santucci BS, Bras J, Belgacem MN, da S Curvelo AA, Pimenta MTB (2016) Evaluation of the effects of chemical composition and refining treatments on the properties of nanofibrillated cellulose films from sugarcane bagasse. Ind Crops Prod 91:238–248
Sidiras DK, Koullas DP, Vgenopoulos AG, Koukios EG (1990) Cellulose crystallinity as affected by various technical processes. Cellul Chem Technol 24:309–317
Siqueira G, Tapin-Lingua S, Bras J, da Silva Perez D, Dufresne A (2011) Morphological investigation of nanoparticles obtained from combined mechanical shearing, and enzymatic and acid hydrolysis of sisal fiber. Cellulose 17:1147–1158
Sirviö JA, Visanko M (2017) Anionic wood nano fibers produced from unbleached mechanical pulp by highly efficient chemical modification. J Mater Chem A5:21828–21835
Spence KL, Venditti RA, Habibi Y, Rojas OJ, Pawlak JJ (2010) The effect of chemical composition on microfibrillar cellulose films from wood pulps: mechanical processing and physical properties. Bioresour Technol 101:5961–5968
Tarrés Q, Boufi S, Mutjé P, Delgado-Aguilar M (2017) Enzymatically hydrolyzed and TEMPO-oxidized cellulose nanofibers for the production of nanopapers: morphological, optical, thermal and mechanical properties. Cellulose 24:3943–3954
Tian X, Lu P, Song X, Nie S, Liu Y, Liu M, Wang Z (2017) Enzyme-assisted mechanical production of microfibrillated cellulose from Northern Bleached Softwood Kraft pulp. Cellulose 24:3929–3942
Tibolla H, Pelissari F, Rodrigues M (2017) Cellulose nanofibers produced from banana peel by enzymatic treatment: study of process conditions. Ind Crops Prod 95:664–674
Torres CE, Negro C, Fuente E, Blanco A (2012) Enzymatic approaches in paper industry for pulp refining and biofilm control. Appl Microbiol Biotechnol 96:327–344
Visanko M, Sirviö JA, Piltonen P, Sliz R, Liimatainen H, Illikainen M (2017) Mechanical fabrication of high-strength and redispersible wood nanofibers from unbleached groundwood pulp. Cellulose 24:4173–4187
Wang W, Mozuch MD, Sabo RC, Kersten P, Zhu JY, Jin Y (2015) Production of cellulose nanofibrils from bleached eucalyptus fibers by hyperthermostable endoglucanase treatment and subsequent microfluidization. Cellulose 22:351–361
Wang W, Mozuch MD, Sabo RC, Kersten P, Zhu JY, Jin Y (2016) Endoglucanase post-milling treatment for producing cellulose nanofibers from bleached eucalyptus fibers by a supermasscolloider. Cellulose 23:1859–1870
Zhang C, Zhuang X, Wang ZJ, Matt F, St. John F, Zhuet JY (2013) Xylanase supplementation on enzymatic saccharification of dilute acid pretreated poplars at different severities. Cellulose 20:1937–1946
Zhu J, Li X, Wang Z, Du M, Chen L (2017) Effects of enzymatic hydrolysis on cell wall structure of masson pine and preparation of microfibrillated cellulose. Chem Indus For Prod 37:82–88
Znidarsic-Plazl P, Rutar V, Ravnjak D (2009) The effect of enzymatic treatments of pulps on fiber and paper properties. Chem Biochem Eng Q 23:497–506
Acknowledgments
The authors acknowledge funding of the current research by the Swedish Research Council (Project No. 2015-05847), as well as the financial support received from Bio4Energy, a strategic research environment appointed by the Swedish government.
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Hassan, M., Berglund, L., Hassan, E. et al. Effect of xylanase pretreatment of rice straw unbleached soda and neutral sulfite pulps on isolation of nanofibers and their properties. Cellulose 25, 2939–2953 (2018). https://doi.org/10.1007/s10570-018-1779-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-018-1779-2