
Abstract
In this work, an efficient and hydrophobic bamboo pulp cellulose-graft-sodium silicate–polyacrylamide (BPC-g-Si–PAM) flocculant was designed and synthesized to improve its flocculation performance as well as the dewatering efficiency of coagulation sludge. The optimal synthesis process of BPC-g-Si–PAM and its optimal flocculation conditions on wastewater treatment were investigated in detail. Compared with unmodified BPC-g-PAM and commercial PAM, hydrophobic BPC-g-Si–PAM flocculant exhibited better flocculation performance with SV30 of 5.8%. Moreover, TSS, COD and turbidity reduction for machining wastewater reached upto 98.1, 86.8 and 97.6%, respectively. Compared with commercial PAM, removal rate increased by 2.69, 7.68 and 2.68%, respectively. And also BPC-g-Si–PAM exhibited higher removal efficiency for ammonia nitrogen (77.7%), total iron (99.3%), total phosphorus (93.6%) and total zinc (96.7%) than PAM. All the results demonstrated that hydrophobic BPC-g-Si–PAM has a potential application prospect in industrial wastewater treatment.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
With high-speed development of social economy, industrial and domestic wastewater have become increasingly serious and need urgent solutions. Coagulation–flocculation process is regarded as one of the most important and widely used treatment processes of raw water (Teh and Wu 2014) and industrial wastewater (Teh et al. 2016) due to its simple apparatus required, facile operation and low cost (AlMubaddal and AlRumaihi 2009; Heredia et al. 2009; Jangkorn et al. 2011; Wang et al. 2013; Sievane et al. 2015). Until now, various inorganic and organic flocculants, such as aluminum salts, titanium salts, iron salts, and polyacrylamide (PAM) have been synthesized to treat wastewater (Amuda et al. 2006; Chang et al. 2008; Witham et al. 2012; Shi et al. 2012; Ma et al. 2017). However, there are some drawbacks for the applications of these flocculants. Inorganic flocculants usually require high dosage to be efficient and contaminate water with metal salts. For example, the effluent of iron coagulation system has corrosivity, higher color, unpleasant metallic taste and odor. In addition, the applicability of PAM as a synthesized flocculant is limited due to its non-biodegradability and toxicity of residual monomer (Witham et al. 2012; Petroudy et al. 2014; Wei et al. 2015; Ma et al. 2017).
Environmental concerns have led to research into alternative flocculants from natural and renewable sources (Choy et al. 2015). Cellulose is a promising alternative to other biodegradable flocculants because it is the most abundant biopolymer on the earth but it is also goes to waste in the form of agricultural losses in the food processing industry, forestry residues and mill residues (Zhao et al. 2007; Ahankari et al. 2011; Chandra et al. 2012; Chen et al. 2012; Nechyporchuk et al. 2016). Targeted modification of cellulose can be used to introduce the desired functional groups to prepare the most effective flocculant. Aguado et al synthesized water-soluble cationic cellulose derivatives by three different procedures, cationizing bleached hardwood kraft pulp with (3-chloro-2-hydroxypropyl) trimethyl ammonium chloride to enhance flocculation in papermaking (Aguado et al 2017). Recently, Shak and Wu (2017) also used N-(3-chloro-2-hydroxypropyl) trimethyl ammonium chloride in modifying natural seed gum for its used in treatment of agro-industrial wastewater via coagulation-flocculation process. Nanocellulose which possesses high specific surface areas and elongated, nanofibrous structures, recently has shown efficiency in flocculation of municipal wastewater (Suopajärvi et al. 2013, 2014), kaolin clay suspensions (Liimatainen et al. 2012, 2014), but also harvesting chlorella vulgaris (Laitinen et al. 2014). In our earlier work, an efficient flocculant, bamboo pulp cellulose (BPC) grafted with polyacrylamide was synthesized to treat kaolin suspensions, surfactant effluent (Zhu et al. 2016). In these cases, the potential problem associated with practical application is the production and disposal of the large amount of chemical sludge with high water content. It is well known that sludge dewatering is still a challenge.
The concept presented in this paper is to synthesize a hydrophobically modified cellulose-based flocculant to improve its flocculation performance as well as the dewatering efficiency of coagulation sludge. We take into account to use bamboo pulp cellulose as the molecular backbone, introduce acrylamide as cationic group, sodium silicate as hydrophobic group to synthesize hydrophobic bamboo pulp cellulose-graft-sodium silicate-polyacrylamide (denoted as BPC-g-Si–PAM) flocculant through radical copolymerization. The flocculation performance of BPC-g-Si–PAM with AlCl3 as coagulant aid for simulated kaolin wastewater was investigated. Residual turbidity of kaolin suspension and settling volume percentage (SV30) of sludge as indexes were used to optimize process parameters. Furthermore, the practical effect of BPC-g-Si–PAM for treating machining wastewater was also assessed in terms of SV30, residual turbidity, solution pH, chemical oxygen femand (COD), ammonia nitrogen content, total iron, total phosphorus and total zinc.
Experimental
Materials
Bamboo pulp with cellulose content of 91.3% and DP of 781, derived from P. heterocycla, was provided by the Guizhou Chitianhua Paper Industry Co., Ltd.,China. Anionic polyacrylamide (PAM, Mw=1 200 000), acrylamide (AM), ammonium persulphate (APS), aluminum chloride (AlCl3·6H2O), Kaolin clay (superfine size of 11 μm) were purchased from Aladdin Chemistry Co. Ltd., China. Machining wastewater was obtained from Zhejiang XX Auto Parts Co, Ltd.. Main physicochemical characteristics of machining wastewater were listed in Table 7.
Synthesis of BPC-g-Si–PAM flocculant
BPC-g-Si–PAM flocculants were synthesized according to our previous report with a modification (Zhang et al. 2013; Liu et al. 2014; Zhu et al. 2016). In brief, 4 g of BPC was dissolved in 100 mL of 7 wt% NaOH/12 wt% urea solution, and then transferred into a 250 mL four-neck flask for 30 min stirring under nitrogen atmosphere. 1 g of APS was then added into the above solution. After 15 min for stirring, desired amounts of acrylamide and sodium silicate were added into the mixture. The polymerization reaction was performed according to the orthogonal experiment listed in Table 1. After reaction, the products were extracted with dehydrating ethanol at room temperature, then dried at 50 °C to obtain the bamboo pulp cellulose-graft-sodium silicate-polyacrylamide (BPC-g-Si–PAM) flocculants. Meanwhile, bamboo pulp cellulose-graft-polyacrylamide (BPC-g-PAM) as a control was synthesized under optimal synthesis conditions without sodium silicate.
Characterization of BPC-g-Si–PAM
The features of the samples were recorded by Field emission scanning electron microscopy (FESEM, S-4800, Hitachi, Japan) after sputtering with gold. The chemical structures of the samples were determined by Fourier transform infrared spectroscopy (FTIR, Nicolet 5700, Thermo Electron Corp., USA) ranging from 4000 to 400 cm−1 at a resolution of 4 cm−1. The contact angle of samples was measured using JY-B2C Contact angle analizer.
Flocculation to kaolin suspension
Kaolin suspension with a concentration of 500 mg/L as simulated wastewater was used to assess the flocculation performance of BPC-g-Si–PAM. The pH value of kaolin suspension was adjusted to 4.0, 7.0 and 10.0 before flocculation. After adding desired amount of AlCl3 as coagulant aid, the mixture was stirred at 200 rpm for 3 min, followed by adding BPC-g-Si–PAM under 80 rpm stirring for 3–7 min at room temperature. Herein, an orthogonal experiment presented in Table 2 was designed to achieve an optimal flocculation condition. After settling for 30 min, the residual turbidity of the supernatant was determined using a Turb550 turbiditor. And also the settling volume percentage (SV30, %) of sludge was calculated according to the following equation (Agridiotis et al. 2007):
where V sludge is the volume of sludge after 30 min standing, V mix is the total volume of the mixture.
Flocculation to machining wastewater
To evaluate the potential of practical application of BPC-g-Si–PAM, machining wastewater was used to perform the flocculation experiments based on the optimized results in “Flocculation to kaolin suspension” section. The changes of SV30, turbidity, solution pH, chemical oxygen demand (COD), total suspended solids (TSS), ammonia nitrogen content, total iron, total phosphorus and total zinc were measured in detail. Under the same conditions, the commercial anionic PAM was used as control.
Results and discussion
Optimized synthesis of BPC-g-Si–PAM
Hydrophobic BPC-g-Si–PAM flocculant was synthesized through radical copolymerization. The effects of reaction temperature, time, dosages of sodium silicate and acrylamide on the flocculation performance of BPC-g-Si–PAM for kaolin suspension were investigated via L9(3)4 orthogonal experiment, and the results were presented in Table 3. The turbidity of kaolin suspension decreased from original 1302 NTU to 7.76–29.2 NTU according to the varied synthesis parameters in which corresponding turbidity removal efficiencies reached up 97.8–99.4%. Moreover, the reaction temperature played a key role during the preparation process. And the influencing order of each factor on the turbidity of kaolin suspension follows the sequence: Temperature > Acrylamide > Soudium silicate > Reaction time. Therefore, the optimal synthesis conditions of BPC-g-Si–PAM were obtained, i.e. reaction temperature at 60 °C, reaction time at 6 h, acrylamide of 1.8 g and sodium silicate of 0.9 g.
Characterization of BPC-g-Si–PAM
Under aforementioned optimal synthesis conditions, BPC-g-Si–PAM was synthesized by grafting acrylamide and sodium silicate onto cellulose molecular backbone, which was confirmed by FTIR spectra shown in Fig. 1. Compared with the spectrum of BPC, two new peaks at 1666 and 1565 cm−1 were found in the BPC-g-Si–PAM, which are assigned to the stretching vibrations of C=O, and the bending vibration of N–H, respectively. The shifting of band from 3385 cm−1 in the spectra of BPC to 3422 cm−1 in BPC-g-Si–PAM could be due to the overlapping of O–H and N–H stretching (Dash et al. 2012; Teotia et al. 2012). The typical peak of Si–O bond at 1045 cm−1 overlapped with the C–O bond (1059 cm−1) present in cellulose (Shang et al. 2009). Moreover, the peak at 1427 cm−1 in the spectra of BPC assigning to the stretching vibrations of CH2–OH disappeared or splited into 1451 and 1404 cm−1 in BPC-g-Si–PAM. All these results revealed that acrylamide and sodium silicate were grafted onto cellulose molecular backbone, and the active primary hydroxyl group at C6 position preferentially participated in the grafting reaction (Ho et al. 2010; Ma et al. 2017).

FTIR spectra of BPC, PAM and BPC-g-Si–PAM
To direct observe the feature of the BPC-g-Si–PAM, FESEM images have been taken and shown in Fig. 2. Obvious differences can be seen between BPC and BPC-g-Si–PAM. Original BPC exhibited its own fibrils. The fibrils were separated from each other. After grafting reaction, the fibrils began to stick together due to the presence of polyacrylamide and silicate. In addition, the contact angle of the modified BPC-g-Si–PAM increased to 87.2° from original 65.4° of BPC-g-PAM, which reconfirmed the presence of silicate (Fig. 3).

Surface morphologies of a and b BPC, c and d BPC-g-Si–PAM

Contact angles of a BPC-g-PAM and b BPC-g-Si–PAM
Flocculation performance for kaolin suspension
To optimize the flocculation process, the effects of the dosages of AlCl3 and BPC-g-Si–PAM as well as stirring time, original pH on flocculation capability were investigated via a L9(3)4 orthogonal experiment. The turbidity of kaolin supernatant and the SV30 of sludge both changed with the varied flocculation conditions (Table 4). Turbidity as the index, the results of range analysis showed that the pH played the most important role during the flocculation process because of the fact that environmental pH has impact on the surface charge of flocculants and kaolin particles. The influence of the four factors on the turbidity of kaolin supernatant follows the sequence: pH > BPC-g-Si–PAM dosage > stirring time > AlCl3 dosage (Table 5). Therefore, the optimal flocculation conditions for turbidity removal were achieved, i.e. pH at 7.0, BPC-g-Si–PAM of 5 mg/L, stirring time at 7 min and AlCl3 of 6 mg/L. Under this condition, the turbidity of kaolin supernatant decreased from original 1302–25.7 NTU. SV30 as the index, the influence of the four factors follows the sequence: pH > BPC-g-Si–PAM > AlCl3 dosage > stirring time (Table 6). The optimal flocculation conditions for SV30 were: pH at 10.0, BPC-g-Si–PAM of 10 mg/L, AlCl3 of 2 mg/L and stirring time at 5 min. Under the optimal conditions, the SV30 can reach to 10%. These results indicated that the introduction of the hydrophobic groups enhance the flocculation performance of flocculants. The flocculation of BPC-g-Si–PAM mainly depended on charge neturalization, sweeping and adsorption/bridging coagulation by AlCl3, followed by formation of larger flocs through flocculation, in which AlCl3 provided cationic parches on the surface of kaolin particles, subsequently the BPC-g-Si–PAM connected the kaolin particles through these cationic patches, then precipitated together (Zhu et al. 2015).
Flocculation performance for machining wastewater
Machining wastewater are used to assess the potential of practical application of BPC-g-Si–PAM. Considering the formation of metal hydroxide precipitates under alkaline environment, the flocculation conditions were determined with BPC-g-Si–PAM dosage of 5 mg/L, pH 7.0 and stirring time at 7 min. While the dosage of AlCl3 was controlled with 6 mg/L or 0 mg/L according to the electropositive machining wastewater. Under the same conditions, the unmodified BPC-g-PAM and commercial anionic PAM was used as control.
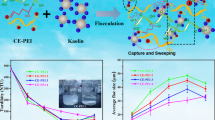
As shown in Fig. 4, the turbidity of machining wastewater all dramaticlly reduced in four flocculation systems. The highest turbidity removal was found using BPC-g-PAM and BPC-g-Si–PAM with the participation of AlCl3. For PAM, PAM+AlCl3, BPC-g-PAM, BPC-g-PAM + AlCl3, BPC-g-Si–PAM and BPC-g-Si–PAM+AlCl3, the turbidity removal ratio reached to 92.9, 94.9, 97.2, 97.6, 97.2 and 97.6%, respectively. Meanwhile, the SV30 reached to 26.5, 23.0, 17.7, 14.8, 9.0 and 5.8%. In addition, the good flocculation performance of BPC-g-PAM as well as BPC-g-Si–PAM for machining wastewater was also found without the help of AlCl3. All these results indicated that the hydrophobically modified BPC-g-Si–PAM flocculant have improved flocculation performance as well as the dewatering efficiency of coagulation sludge in comparison to unmodified BPC-g-PAM and commercial PAM.

Effects of different flocculants on turbidity and SV30 for machining wastewater
In general, trials using BPC-g-Si–PAM as flocculants presented good flocculation performance for treating machining waster in terms of turbidity and SV30 when adding 5 mg/L of BPC-g-Si–PAM. Therefore, a global analysis of flocculation experiment for machining waster was also performed when the dosage of flocculant was 5 mg/L and AlCl3 of 6 mg/L at pH 7.0 and stirring time at 7 min. The main characteristics of machining wastewater before and after flocculation test were shown in Table 7. For commercial PAM, TSS and COD removal efficiencies reached up 95.4 and 79.1%, respectively. The ammonia nitrogen removal efficiencies was 67.8%. Total iron, total phosphorus and total zinc removal efficiencies reached up 98.2, 47.3 and 95.9%, respectively. In case of BPC-g-Si–PAM, TSS, COD, ammonia nitrogen, total iron, total phosphorus and total zinc removal efficiencies reached up 98.1, 86.8, 77.7, 99.3, 93.6 and 96.7%, respectively. Obviously, the BPC-g-Si–PAM has more excellent flocculation capacity than commercial PAM in machining wastewater treatment. And these results confirmed that hydrophobic modification improved the property of sludge, while did not reduce the flocculation capacity of the cellulose-based flocculant.
It is well known that the features of flocculant play an important role during the flocculation process. The introduction of silicate as hydrophobic group make the hydrophilic of BPC-g-Si–PAM decrease, consequently enhancing the adsorption ability to suspended particle in wastewater. At the same time, the hydrophobic groups in BPC-g-Si–PAM associate each other in aqueous solution, which can improve the interaction between the flocculants, as well as promote the sedimentation rate and dewatering ability of flocs (Klucker and Schosseler 1997;Furo et al. 2000; Zou et al. 2001). All these effects can improve the flocculation performance of flocculant and dewatering efficiency of coagulation sludge, and further work will be done in the future.
Conclusions
An novel and efficient hydrophobic BPC-g-Si–PAM flocculant was successfully synthesized by grafting acrylamide and sodium silicate onto cellulose molecular backbone. The obtained BPC-g-Si–PAM exhibited better flocculation performance for simulated kaolin suspension and machining wastewater compared with BPC-g-PAM and commercial PAM. TSS, COD, ammonia nitrogen, total iron, total phosphorus and total zinc removal efficiencies for machining wastewater reached up 98.1, 86.8, 77.7, 99.3, 93.6 and 96.7%, respectively. The introduction of silicate make the hydrophilic of BPC-g-Si–PAM decrease, consequently improving the flocculation performance of the flocculant and dewatering efficiency of coagulation sludge. In brief, this novel BPC-g-Si–PAM flocculant has a great application potential for treatment of machining wastewater.
References
Agridiotis V, Forster CF, Carliell-Marquet C (2007) Addition of Al and Fe salts during treatment of paper mill effluents to improve activated sludge settlement characteristics. Bior Tech 98:2926–2934
Aguado R, Lourenco AF, Ferreira PJ, Moral A, Tijero A (2017) Cationic cellulosic derivatives as flocculants in papermaking. Cellulose 24:3015–3027
Ahankari SS, Mohanty AK, Misra M (2011) Mechanical behaviour of agro-residue reinforced poly(3-hydroxybutyrate-co-3-hydroxyvalerate), (PHBV) green composites: a comparison with traditional polypropylene composites. Compos Sci Technol 71:653–657
AlMubaddal F, AlRumaihi K (2009) Performance optimization of coagulation/flocculation in the treatment of wastewater from a polyvinyl chloride plant. J Hazard Mater 161:431–438
Amuda OS, Amoo IA, Ajayi OO (2006) Performance optimization of coagulant/flocculant in the treatment of wastewater from a beverage industry. J Hazard Mater B129:69–72
Chandra R, Takeuchi H, Hasegawa T (2012) Methane production from lignocellulosic agricultural crop wastes: a review in context to second generation of biofuel production. Renew Sustain Energy Rev 16:1462–1476
Chang Q, Hao XK, Duan LL (2008) Synthesis of crosslinked starch-graft-polyacrylamide-co-sodium xanthate and its performances in wastewater treatment. J Hazard Mater 159:548–553
Chen D, Lawton D, Thompson MR, Liu Q (2012) Biocomposites reinforced with cellulose nanocrystals derived from potato peel waste. Carbohydr Polym 90:709–716
Choy SY, Prasad KMN, Wu TY, Ramanan RN (2015) A review on common vegetables and legumes as promising plant-based natural coagulants in water clarification. Int J Environ Sci Technol 12(1):367–390
Dash R, Elder T, Ragauskas AJ (2012) Grafting of model primary amine compounds to cellulose nanowhiskers through periodate oxidation. Cellulose 19:2069–2079
Furo I, Iliopoulos I, Stilbs P (2000) Structure and dynamics of associative water-soluble polymer aggregates as seen by F NMR spectroscopy. Langmuir 104:485–494
Heredia JB, Martín JS, Martín CS (2009) Anionic surfactants removal bynatural coagulant/flocculant products. Ind Eng Chem Res 48:5085–5092
Ho YC, Norli I, Alkarkhi AFM, Morad N (2010) Characterization of biopolymeric flocculant (pectin) and organic synthetic flocculant (PAM): a comparative study on treatment and optimization in kaolin suspension. Bioresour Technol 101:1166–1174
Jangkorn S, Kuhakaew S, Theantanoo S, Klinla-Or H, Sriwiriyarat T (2011) Evaluation of reusing alum sludge for the coagulation of industrial wastewater containing mixed anionic surfactants. J Environ Sci 23:587–594
Klucker R, Schosseler F (1997) Small-angle neutron and X-ray and hydrophobically scattering modified solution. Macromolecules 30:4228–4231
Laitinen O, Kemppainen K, Ämmälä A, Sirviö JA, Liimatainen H, Niinimäki J (2014) Use of chemically modified nanocelluloses in flotation of hematite and quartz. Ind Eng Chem Res 53:20092–20098
Liimatainen H, Sirviö J, Sundman O, Hormi O, Niinimäki J (2012) Use of nanoparticular and soluble anionic celluloses in coagulation–flocculation treatment of kaolin suspension. Water Res 46:2159–2166
Liimatainen H, Suopajärvi T, Sirviö J, Hormi O, Niinimäki J (2014) Fabrication of cationic cellulosic nanofibrils through aqueous quaternization pretreatment and their use in colloid aggregation. Carbohydr Polym 103:187–192
Liu HY, Yang XG, Zhang Y, Zhu HC, Yao JM (2014) Flocculation characteristics ofpolyacrylamide grafted cellulose from Phyllostachys heterocycla: an efficientand eco-friendly flocculant. Water Res 59:165–171
Ma JY, Shi J, Ding HC (2017) Synthesis of cationic polyacrylamide by low-pressure UV initiation for turbidity water flocculation. Chem Eng J 312:20–29
Nechyporchuk O, Naceur Belgacem M, Bras J (2016) Production of cellulose nanofibrils: a review of recent advances. Ind Crops Prod 93:2–25
Petroudy SRD, Syverud K, Chinga-Carrasco G, Ghasemain A, Resalati H (2014) Effects of bagasse microfibrillated cellulose and cationic polyacrylamide on key properties of bagasse paper. Carbohydr Polym 99:311–318
Shak KPY, Wu TY (2017) Synthesis and characterization of a plant-based seed gum via etherification for effective treatment of high-strength agro-industrial wastewater. Chem Eng J 307:928–938
Shang H, Liu J, Zheng Y, Wang L (2009) Synthesis, characterization, and flocculation properties of poly(acrylamide-methacryloxyethyltrimethyl ammonium chloride-methacryloxypropyltrimethoxy silane). J Appl Polym Sci 111:1594–1599
Shi YL, Ju BZ, Zhang SF (2012) Flocculation behavior of a new recyclable flocculant based on pH responsive tertiary amine starch ether. Carbohydr Polym 88:132–138
Sievane K, Kavakka J et al (2015) Cationic cellulose betainate for wastewater treatment. Cellouse 22:1861–1872
Suopajärvi T, Liimatainen H, Hormi O, Niinimäki J (2013) Coagulation–flocculation treatment of municipal wastewater based on anionic nanocelluloses. Chem Eng J 231:59–67
Suopajärvi T, Koivuranta E, Liimatainen H, Niinimäki J (2014) Flocculation of municipal wastewaters with anionic nanocelluloses: influence of nanocellulose characteristics on floc morphology and strength. J Environ Chem Eng 2:2005–2012
Teh CY, Wu TY (2014) The potential use of natural coagulants and flocculants in the treatment of urban waters. Chem Eng Trans 39:1603–1608
Teh CY, Budiman PM, Shak KPY, Wu TY (2016) Recent advancement of coagulation–flocculation and its application in wastewater treatment. Ind Eng Chem Res 55(16):4363–4389
Teotia A, Ikram A, Gupta B (2012) Structural characterization of chitosan and oxidized carboxymethyl cellulose based freeze-dried films. Polym Bull 69:175–188
Wang JP, Yuan SJ, Wang Y, Yu HQ (2013) Synthesis, characterization and application of a novel starch-based flocculant with high flocculation and dewatering properties. Water Res 47:2643–2648
Wei W, Li A, Yang JX, Ma F, Wu D, Xing J, Zhou XJ, Zhao D (2015) Synergetic effects and flocculation behavior of anionic polyacrylamide and extracellular polymeric substrates extracted from Klebsiella sp. J1 on improving soluble cadmium removal. Bioresour Technol 175:34–41
Witham MI, Grabsch AF, Owen AT (2012) The effect of cations on the activity of anionic polyacrylamide flocculant solutions. Int J Miner Process 114–117:51–62
Zhang Y, Wu F, Liu L, Yao JM (2013) Synthesis and urea sustained-release behavior of an eco-friendly superabsorbent based on flax yarn wastes. Carbohydr Polym 91:277–283
Zhao H, Kwak JH, Zhang ZC, Brown HM, Arey BW, Holladay JE (2007) Studying cellulose fiber structure by SEM, XRD, NMR and acid hydrolysis. Carbohydr Polym 68:235–241
Zhu HC, Zhang Y, Yang XG, Liu HY, Zhang XM, Yao JM (2015) An eco-friendly one-step synthesis of dicarboxyl cellulose for potential application in flocculation. Ind Eng Chem Res 54:2825–2829
Zhu HC, Zhang Y, Yang XG, Shao L, Zhang XM, Yao JM (2016) Polyacrylamide grafted cellulose as an eco-friendly flocculant: keyfactors optimization of flocculation to surfactant effluent. J Hazard Mater 135:145–152
Zou S, Zhang WK, Zhang X, Jiang B (2001) Study on polymer micelles of hydrophobically modified ethyl hydroxyethyl cellulose using single-molecule force spectroscopy. Langmuir 17:4799–4808
Acknowledgments
The work was financially supported by the National Natural Science Foundation of China (51303159, 51672251), Public Technology Research Plan of Zhejiang Province (LGF18E030003), and 521 Talent Project of Zhejiang Sci-Tech University.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Yang, X., Zhang, L., Jin, X. et al. Synthesis of hydrophobically modified cellulose-based flocculant and its application in treatments of kaolin suspension and machining wastewater. Cellulose 24, 5639–5647 (2017). https://doi.org/10.1007/s10570-017-1525-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-017-1525-1