
Abstract
The aim of this study was to investigate the feasibility of the effect of CO2 laser technology on some physical and chemical properties of cotton-based fabrics. The cotton and cotton/polyester blended fabrics used in this study were treated with different combinations of laser processing parameters, i.e., resolution (52, 60 and 68 dpi) and pixel time (110, 120, 130 and 140 μs). After laser treatment, the surface structures of the fabric samples were evaluated by scanning electron microscope. It was confirmed that pores and cracks were formed on the laser-treated cotton fibres and their sizes varied with the change of laser processing parameters. However, the change occurring on cotton/polyester blended fabrics was found to be different such that the pores of cotton fibres were covered by the melted polyester with uneven flat regions being created. The results of fabric weight and fabric thickness revealed that laser treatment altered the weight of both cotton and cotton/polyester blended fabrics. However, the fabric thickness change of cotton/polyester blended fabrics was not steady when the laser processing parameters varied. Although laser treatment reduced the whiteness of both cotton and cotton/polyester blended fabrics, the whiteness was still acceptable. In addition, the laser processing parameter could affect the tensile strength of cotton and cotton/polyester blended fabrics. Surface chemical changes of cotton and cotton/polyester blended fabrics induced by laser irradiation were observed and analysed by Fourier transform infrared spectroscopy and X-ray photoelectron spectroscopy. The results revealed that the hydroxyl C–O was found disappeared and the ether –O– stretches were reduced in both types of fabrics. Finally, it was proved by the solubility test that during laser treatment, the cotton fibres would be etched away.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The surface modification of textile materials conventionally is done by wet treatment and processing (Khajavi et al. 2007; Card et al. 2006; Juciene et al. 2006) in order to improve the fabric properties such as wettability, dye uptake and dimensional stability, etc. (Wang et al. 2012; Strobel et al. 1995). Due to the increasing concern about environmentally friendly processes in textile production, the laser is an alternative technology that is a dry treatment with an eco-friendly nature that brings many advantages such as (1) high design flexibility (Pfleging et al. 2007; Yuan et al. 2011); (2) ease of operation (Chow et al. 2011a; Dascalu et al. 2000); (3) product quality (Ondogan et al. 2005; Ozguney 2007); (4) being environmentally friendly (Kan et al. 2010; Kan 2014a); (5) being highly accurate (Kan 2014b); (6) short treatment time (Ondogan 2005); (7) fast response time (Hung et al. 2011); (8) predictable results (Hung et al. 2011; Hung et al. 2012; Hung et al. 2014). In addition, lasers do not have the drawbacks of conventional wet methods. Since the invention of the first commercially available laser by Maiman in 1960 (Gross and Herrmann 2007), there has been a rapid growth of laser technology for industrial applications. Although some researchers have applied laser treatment to textiles, e.g. linen (Ferrero et al. 2002), silk (Strlic et al. 2002), cotton (Alonso and Esteves 2007), acrylic (Gotoh and Hayashiya 2008), acetate (Gotoh and Hayashiya 2008), nylon (Gotoh and Hayashiya 2008) and polyester (Gotoh and Hayashiya 2008; Knittel and Schollmeyer 1998; Knittel et al. 1997), most of the studies have focussed on marking textile surfaces and laser cutting methods (Ghoranneviss et al. 2007). Despite the fact that some studies have been conducted on laser engraving for the de-colouration of indigo dye on cotton fabrics, they have only focussed on denim woven fabrics (Ondogan et al. 2005; Stepankova et al. 2010; Kan et al. 2010) and pure cotton fabric (Chow et al. 2011a; Chow et al. 2012). However, a comparison study between cotton and cotton-based fabric is seldom reported. Therefore, the present study will compare pure cotton with cotton-based fabric using cotton/polyester blended fabric and investigate the basic interaction of laser beams with cotton and cotton/polyester blended materials using various laser processing parameters such as resolution and pixel time.
Experimental
Materials
Two ready-for-dyeing twill cotton fabrics supplied by Lai Tak Enterprises Ltd., Hong Kong, were used and their specifications are shown in Table 1. The fabrics were rinsed with 30 ml/l acetone RG (Sigma-Aldrich, Germany) for 10 min to remove any grease and dirt adhered on the surface. After washing, the fabrics were rinsed with water and hydro-extracted in a Nyborg C290R Hydro-extractor for 5 min. Lastly, the fabrics were dried in a Nyborg T4350 tumble dryer for 15 min. All the cleaned fabrics were conditioned under the standard condition of 65 ± 2 % relative humidity and 21 ± 1 °C for at least 24 h prior to experiments.
Laser treatment
A commercial pulsed CO2 source laser engraving machine (GFK Marcatex FLEXI-150, Spain) was used under the atmospheric condition coupled with an Easymark 2009 laser system. The specifications of the laser machine and parameters used for the experiment are listed in Table 2. A fabric of 20 × 20-cm square size with different combinations of resolution and pixel time was laser-engraved for easy comparison (Kan 2014a, b).
Fabric weight
Weight of fabric samples was measured by the Sartorius BP211D Electronic Balance (Sartorius, Germany). Three specimens with the size of 100 cm2 were weighed. The weight change of fabric was measured by weighing the fabrics after treatment and the weight loss expressed in percentage was calculated by Eq. (1):
where W a is the fabric weight after treatment and W o is the original fabric weight.
Fabric thickness
Fabric thickness was measured according to the ASTM D1777-96. The change in fabric thickness was measured using a thickness tester (Hans Baer AG CH-Zurich telex 57767), and totally ten measurements were taken and averaged. The change of fabric thickness and percentage change were calculated by Eq. (2)(a) and (b):
where T (mm) refers to the thickness of the sample after treatment and T o (mm) refers to the original thickness of the sample.
Fibre composition
In order to identify the percentage of cotton fibre being removed from its blend fabrics during laser treatment, a solubility test was used based on the standard BS 4407:1988; 70 % sulphuric acid was used to dissolve merely the cotton fibres while leaving the polyester fibres unchanged at the end. The result determined the evenness of laser removal, which might affect the fabric properties involved in textile processing such as dyeing. The percentage of cotton and polyester fibre is calculated according to Eqs. (3) and (4) while the change of polyester percentage is represented in Eq. (5).
Original weight of fibres before the test: 0.5 g
Whiteness index
In order to determine the influence of the laser treatment on the whiteness of the sample, the whiteness index of laser-treated samples was measured according to CIE whiteness using the Macbeth Color-Eye7000A spectrophotometer (GretagMacbeth, Australia) with parameters of D65 daylight and a large aperture, 10° standard observer. An average was taken from four measurements of each sample.
Tensile strength
The Instron 4411 Universal testing machine (ITW, USA) with standard ASTM D5034-9 was used to measure the breaking strength and elongation of samples.
Scanning electron microscopy (SEM)
The surface morphology of the treated samples was investigated by scanning electron microscopy using the Leica Stereoscan 440 with a resolution of 3 nm at 40 kV.
Fourier transform infrared spectroscopy
The Fourier transform infrared (FTIR) spectra of the samples were determined by means of the Spectrum 100 FT-IR Spectrometer (Perkin Elmer) with the Attenuated Total Reflection (ATR) mode using a diamond/zinc selenide crystal. To ensure a reproducible contact between the crystal faces and the fabric, a pressure of 130 kPa was applied to the crystal holder by means of a calibrated torque screw driver with an average of ten scans being made using a resolution of 4 cm−1. The scanning was ranged between 4000 and 650 cm−1.
X-ray photoelectron spectroscopy
An X-ray photoelectron spectrophotometer, XPS (SKL-12), with a non-monochromatic AL/Mg source under the condition of 1253.6 eV was used and performed at The Hong Kong Baptist University. The residual pressure inside the chamber was approximately 8 × 10−8 Pa, and the spectra were analysed by means of XPSPEAK4.1.
Results and discussion
SEM analysis
Cotton fabric
Figure 1 illustrates the surface image of the control cotton sample without laser treatment at 1500× magnification. The cotton fibre surface is clearly smooth with convolution. Wrinkle lines and some grooves parallel to the direction of the fibre axis are also well defined.

Morphological features of the control cotton fabric (×1500)
In order to study the effect of laser modification on the cotton fibre in detail, the surface SEM images of the laser-modified cotton fabrics treated with different combinations of resolution and pixel time are analysed as shown in Fig. 2. It is obvious that different pore sizes are being formed on the fibre surface. Furthermore, some cracks are found with the fibre surface being slightly peeled off, and the striations previously found on the control fibres have disappeared. The formation of pores is due to the result of dehydration generated from the absorbing thermal energy of the CO2 infrared laser during irradiation. The cellulose is degraded with swelling and bursting caused by the high temperature of absorbing the thermal energy. Gaseous products such as water vapours and/or carbon dioxide are generated from vapourisation because of the high temperature (Stepankova et al. 2011; Chow et al. 2011b).

Fibre surface modification of the laser-treated cotton fabric (×1500) due to different combinations of resolution and pixel time
Figure 2 also shows the effect of modification when the resolution and pixel time are increased from 52 to 68 dpi and from 110 to 140 µs respectively. These SEM images show that the surface morphology of cotton fibre changes significantly after laser treatment and the change is in relation to the laser treatment process parameters. The formation of pits on the fibre surface is prominent for all the laser-treated cotton fibres. The number of pits will increase with the enhancement of laser processing parameters. The SEM images also indicate that the laser irradiation applied to the cotton fibre surface is unidirectional as the pits are formed randomly on the cotton fibre surface.
Cotton/polyester blended fabric
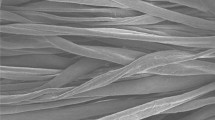
Figure 3 shows the surface features of cotton/polyester blended fabric. It is obvious that the surface of fibres present in the control sample is even and smooth. According to Fig. 3, cotton fibres have some convolutions and wrinkles appeared on the surface while polyester fibres have a clear and smooth surface.

Morphological features of the control cotton/polyester blended fabric (×500)
When the cotton/polyester blended fabric was laser-treated, various fibre types would respond differently to the laser treatment. Figure 4 illustrates the SEM images of samples treated with different combinations of resolution and pixel time. Figure 4 also shows the presence of craters generated by laser irradiation. In addition, some grain shapes are formed on the fibre ends. As polyester is a type of thermoplastic fibre, the fibre ends protruding above the fabric surface contract and melt when subjected to heat (Jolanta and Wolf 2006). During the laser treatment, heat generated from the laser beam caused the fibre ends to contract, melt and coagulate into some tiny polyester grains, e.g. 52 dpi/120 μs. Furthermore, the shape of individual fibres is less obvious when the resolution and pixel time are increased with extensive melting of polyester occurring, resulting in fusion of polyester fibres. When the laser variables are increased from 68 dpi to 140 µs, the melting of polyester fibres becomes very severe. Hence, the shape of the individual polyester fibre can hardly be seen and the pores are less obvious. As the melting degree of the polyester fibres is increased from partial melting to the whole surface melting, the molten polyester will cover the neighbour cotton fibre and also the pores present on the cotton fibre surface. Since the CO2 laser is an electromagnetic light wave at a frequency of 10.6 µm, the photons can transfer their energy to the molecular structure of the material, causing the material to heat up and vapourise (Juciene et al. 2014). As a result, the laser beam will scratch the surface of the fibre causing some fibres to melt and vapourise during laser irradiation. In some cases, i.e. 52, 52 and 52 dpi/140 µs, the fibres burst after absorbing the laser irradiation.

SEM pictures of the laser-treated cotton/polyester blended fabrics (×1500)
Fabric weight
Cotton fabric
The weight loss of cotton fabrics after laser treatment was measured and the percentage of weight loss of cotton fabrics treated with different laser variables was calculated as shown in Fig. 5.

Percentage of weight loss of cotton fabrics treated with different laser variables
After laser treatment, there is a significant weight loss of cotton fabrics. The loss in weight is due to the engraving effect (Wong et al. 2001) and thermal degradation (Tarhan and Sariisik 2009) induced by laser. This phenomenon is more prominent when the resolution and pixel time are increased. When the resolution is increased from 52 to 68 dpi/140 µs, there is a continuous weight loss of around 6–12 %, reflecting that more fibres are removed by laser irradiation. In laser treatment, resolution refers to dot per inch (dpi). When the resolution is enhanced, the number of dots of laser treatment in a particular area will increase and so more surface fibres are removed during laser treatment. When the pixel time is increased, the time required for the laser head to focus on a particular area will be longer. Hence, the depth of fibres being removed within that particular area is greater. This is proven by the SEM images as shown in Fig. 2. The intensity and sizes of pores present on the fibres will increase when the resolution and pixel time are set larger. As fibres are heated up during the laser irradiation, water vapour inside the fibres will be evaporated. This high temperature also leads to swelling and bursting of the fibre surface (Ferrero et al. 2002). As a result, this yields the formation of pores and reduces fabric weight.
Cotton/polyester blended fabric
Fabric weight loss of cotton/polyester blended fabric after laser treatment is measured. Figure 6 illustrates the percentage of weight loss of cotton/polyester blended fabrics treated with different laser processing parameters.

Percentage of weight loss of cotton/polyester blended fabric treated with different laser variables
When the resolution was enhanced from 52 to 68 dpi/140 µs, there is an increase of weight loss from around 3 to 9 %. The percentage of weight change of cotton/polyester blended fabric is less than the 100 % cotton fabric under the same condition of laser treatment. According to the SEM images shown in Fig. 4, the polyester fibres melted and pores are being formed on the cotton fibres when treated with a laser because of the thermal effect. As a result, the weight change will be larger for the 100 % cotton fabrics than the loss of fibre content due to the formation of pores. With regard to the cotton/polyester blended fabrics, the weight change is less as only the cotton fibres are removed during laser treatment because polyester fibres merely melt but they all are still left on the fabric.
Fabric thickness
The thickness of cotton fabrics after laser treatment is summarised in Table 3. The thickness of the control fabric is 0.522 mm and obviously there is a reduction of thickness for all the fabrics treated with lasers. When the pixel time is prolonged with a fixed resolution, e.g. 52 dpi/110–140 µs, the thickness change varies from around 9 to 11 %. As for the 60 dpi/110–140 µs, the thickness change is around 10–14 %. The largest thickness change when compared with control fabric is found when the cotton fabrics are treated with 68 dpi/110–140 µs and the percentage change of thickness is around 15–16 %. Similar to the change of pixel time, the increase of resolution induces a continuous thickness loss and the change of percentage is within 6 %. The reduction in thickness is due to the removal of the fibre surface from the laser etching effect. It is obvious that the change of resolution and pixel time has a similar effect on the thickness change.
The thickness change in percentage for the cotton/polyester blended fabrics is around 0.2 % (60 dpi/120 µs) to 3.4 % (68 dpi/120 µs and 68 dpi/130 µs) when the resolution and pixel time are increased during laser treatment as shown in Table 4. The change in thickness is not significant and there is no obvious trend in the thickness change, which may be due to the melting of polyester fibres present in the fabrics during laser treatment. As the polyester fibres melt and reform in irregular shapes during laser treatment, this leads to an even fabric thickness after laser treatment.
Whiteness index
Cotton fabric
The whiteness index of samples is measured to evaluate the influence of laser treatment on whiteness. The higher the whiteness index value is, the greater the whiteness of the measured sample. Whiteness is an important attribute of colours in the textile industries (Hunt 1998). The whiteness value depends on the luminance factor and chromaticity. The higher the luminance factor is, the whiter a sample will look. Since the fabrics were bleached before laser treatment, the control fabric has a whiteness value of 73.67. Figure 7 shows the whiteness indices of control and laser-treated cotton fabrics versus the extent of laser treatment. It evidently shows that cotton fabrics treated with different combinations of laser variables had lower whiteness indices. As stated in the CIE whiteness standard, those whiteness values under 40 should be considered as “no longer white” and yellowness may be used instead (CIE Technical Report 2004). Although the laser treatment lowered all the whiteness indices of cotton fabrics, they have values above 40. Thus, they were all still accepted as white.

Whiteness index of cotton fabrics
Cotton/polyester blended fabric
The whiteness index of control and laser-treated cotton/polyester blended fabrics is displayed in Fig. 8. It reveals that the whiteness index of all laser-treated cotton/polyester blended fabrics is lower than the control fabric. In other words, laser treatment lowered the whiteness of the fabrics. And the effect is the most apparent in the case of 68 dpi/140 µs. The decrease in whiteness is due to the thermal oxidation during the laser treatment. As stated in the CIE whiteness standard, those whiteness values under 40 should be considered as “no longer white” and yellowness may be used instead (CIE Technical Report 2004). Although the laser treatment lowers all the whiteness indices of cotton fabrics, they are all still accepted as white as the values are all above 40.

Whiteness index of cotton/polyester blended fabrics treated with different laser variables
Tensile strength
Cotton fabric
The tensile strength of cotton fabrics before and after laser treatment is illustrated in Table 5.
Breaking strength is the load to break at the weakest point of a specimen of a specified length. Comparing the control sample with the laser-treated sample in Table 5, the breaking strength of both the warp and weft diminished obviously. Therefore, this means the samples were weakened after being subjected to laser irradiation. The decline of the breaking strength could be ascribed to the damage on the surface of the fibre. According to the SEM images in Fig. 2, there are many pores on the fibre surface after laser treatment and the number of pores increased with the prolonged pixel time and increase in resolution. These create many breaking points and weaken the fibre. From the loss of breaking strength in percentage given in Table 5, especially those treated under the most severe conditions (68 dpi/140 µs), where the loss is up to 72 % for warp direction and 43 % for weft direction, it is explicitly proven that there is severe damage to the fibres and the weak point effect is created from the laser treatment, especially on the warp direction.
When the effect of the laser process variables is studied, the values of tensile strength drop with the increase of resolution and pixel time during laser treatment. In Table 5, the breaking strengths of the warp direction samples are all higher than the weft direction samples. This is because of the higher density of warp yarn (144 ends/in.) than weft yarn (58 picks/in.), providing greater strength on the warp direction. Also, the yarn count is another factor affecting the breaking strength (Teli et al. 2008). The warp count (34 tex) is higher than the weft count (30 tex). Furthermore, warp yarns are generally stronger than weft yarns because warp yarns experience a lot of stress and strain during weaving as a result of the different loom motions (Gandhi 2012). All these reasons explain the greater breaking strength acquired along the warp direction than weft direction.
Meanwhile, the elongation at break for warp direction increasing to some extent implied that the toughness and flexibility of the fabrics along the warp direction enhanced slightly (Table 5). For the weft direction, the elongation at break after laser treatment does change significantly when compared with the control sample. This may be due to the structure of the fabric. The fabric used for the laser treatment is a 3 up 1 down twill structure. As most of the warp yarns are on the face side of the fabric, during the laser irradiation, more warp yarns are irradiated by the laser beam. Thus, more pores are created on the warp yarns, the space between the warp yarns is larger, and friction between warp yarns is smaller. This allows the yarn to move more easily when being pulled, which may therefore enhance the elongation at break of the warp direction.
Cotton/polyester blended fabric
The results of breaking strength and breaking elongation of control and laser-treated cotton/polyester blended fabrics are reported in Table 6. Apparently, laser treatment induces a large loss in breaking strength and elongation in both the warp and weft directions. The strength reductions of warp and weft directions are from 50 to 89 % and 36 to 87 %. For breaking elongation, the reduction ranges from 36 to 74 %. The highest decrement for both breaking strength and breaking elongation occurred when treated with 68 dpi/140 µs. These two measurements confirmed that the fabrics become weaker and less flexible after laser treatment and the loss in breaking strength and elongation is correlated with the rise in laser intensity. The higher the laser intensities are, the greater the loss of breaking strength and elongation.
The reduction in strength and elongation after laser treatment are in good correlation with SEM images in Fig. 4 showing the fibres are damaged. There are different sizes of pores on the surface of cotton fibres and the polyester fibres are molten and re-solidified because of the thermal damage caused by laser treatment. In consequence, cotton and polyester fibres are fused together and form different hard regions on the fabric leading to a different fabric structure. Before laser treatment, the fabric is formed by interlacing the yarns. When the fabric was pulled and stretched during tensile strength test, yarns are sliding past each other and orthogonal yarns move in the direction of the pulling forces. These yarns move closer and give a larger resistance force. Also, before breaking the yarns, the yarns needed to overcome the crimp and be straightened; thus, higher force and longer time are required to break the fabric. However, for these laser-treated fabrics, the fibres are melted and stuck together; this restricts the yarn movement and the friction between yarns is larger than in those fabrics without laser treatment. Also, the polyester fibres become brittle after melting and re-solidified. As a result, less force and shorter time are needed to break the fabrics.
FTIR-ATR
Cotton fabric
The FTIR-ATR spectra of the control and laser-treated cotton fabrics are shown in Fig. 9.

FTIR-ATR spectra of the control and laser-treated cotton fabrics with the pixel time of 110–140 µs and resolution at a 52 dpi, b 60 dpi and c 68 dpi
The control cotton sample exhibits intense peaks at 3300, 1060 and 1035 cm−1 and also smaller yet distinct peaks at 2900, 1420, 1330 and 1210–1320 cm−1. These are characteristic bands associated with the chemical structure of cellulose present in the cotton fibres. The peak at 3300 cm−1 indicates the hydroxyl groups (–OH), and the peaks at 1060, 1035 and 1210–1320 cm−1 are the hydroxyl C–O and the ether –O– stretches respectively. The peak at 2900 cm−1 is the characteristic of the C–H stretching present in most of the organic materials. Lastly, the peaks at 1420 and 1330 cm−1 are the hydroxyl groups present in the cellulose structure (Hartzell-Lawson and Hsieh 2000).
After laser treatment, the spectra of the laser-treated samples illustrate a decrease in the intensities of the peaks within the regions of 3300, 1420 and 1330 cm−1, which correspond to the hydroxyl groups. The removal of these groups is due to the thermal degradation caused by laser irradiation and the oxidation of -OH groups (Ferrero et al. 2002). In accordance with the SEM images of laser-treated cotton fibres as shown in Fig. 2, pores are formed on the fibre surface, which are caused by the evolution of gaseous products such as water vapour and/or carbon dioxide with the environmental oxygen. As a result of dehydration, there is a loss of hydroxyl groups resulting in a significant decrease in the intensity of the peak near 3300 cm−1 (Chow et al. 2011b). In addition, the peaks at 1060 and 1210–1320 cm−1 as shown in Fig. 10 using 68 dpi/140 μs as an example are reduced after laser treatment. Hydroxyl C–O is also removed by the laser irradiation and the ether –O– stretches are reduced. The removal of hydroxyl C–O and reduction of ether –O– stretches show that the laser beam can break the large molecules present in the cotton structure and reduce the bonding between cellulose chains.

FTIR-ATR spectra of the control and laser-treated cotton fabrics with 68 dpi/140 µs
Cotton/polyester blended fabric
The results of FTIR-ATR of the cotton/polyester blended fabrics are illustrated in Fig. 11. Since the fabric composition involves two types of fibre, i.e. cotton and polyester, the spectra of the cotton/polyester blended fabric include the peaks of cellulose and polyester. The main absorption band corresponding to polyester is 1780–1650 cm−1, which refers to the ester carbonyl bond stretching; 1235 cm−1 refers to the ester group stretching, 1090 cm−1 is the methylene group and aromatic band at 1019 and 725 cm−1 respectively (Chen et al. 2012). Peaks corresponding to cotton include the one at 3300 cm−1 indicating hydroxyl groups (–OH) and the others at 1060, 1035 and 1210–1320 cm−1, which are the hydroxyl C–O and the ether –O– stretches respectively. The peak at 2900 cm−1 is the characteristic of the C–H stretching present in most of the organic materials. Lastly, 1420 and 1330 cm−1 are the hydroxyl groups present in the cellulose structure (Hartzell-Lawson and Hsieh 2000). The spectra of the control and laser-treated cotton/polyester blended fabrics are similar apart from a slight reduction of the peak at 3300 cm−1, which indicates hydroxyl groups (–OH). This is due to the dehydration of cotton caused by laser treatment as shown in Fig. 12 using 68 dpi/140 μs as an example.

FTIR-ATR spectra of the control and laser-treated cotton/polyester blended fabrics with a pixel time of 110–140 µs at a 52 dpi, b 60 dpi and c 68 dpi

FTIR-ATR spectra of the control and laser-treated cotton/polyester blended fabrics with 68 dpi/140 µs
XPS analysis
Cotton fabric
The broad scan XPS spectrum of the control cotton fabric is shown in Fig. 13. It is found that the major chemical compositions present on the fabric surface are the carbon (C1s) and oxygen (O1s). In order to determine the change in chemical composition induced by the laser irradiation, the percentage of O1s and C1s is further determined as shown in Table 7.

Broad scan of the XPS spectrum of the control cotton fabric
Table 7 shows the XPS elemental composition data of the control and laser-treated cotton fabric surfaces. Evolutions of the O/C ratio, i.e. the oxygen-to-carbon ratio, calculated from the O1s and C1s total area, with different combinations of laser treatment, are also presented. The change in the O/C ratio relative to the control sample is used to study the surface modification caused by the laser treatment. The O/C atomic ratio of the control cotton fabrics is 0.544. It is observed that the O/C ratio increases after laser treatment. The increase of the O/C ratio clearly shows that the surface of the laser-treated fabrics has a higher oxygen content than the control cotton fabric prior to irradiation. The reason for the above phenomenon is due to the subsequent reaction of the laser-irradiated surface with atmospheric oxygen during treatment, thereby increasing the content of oxygen on the fabric surface (Wong et al. 2001). At the same time, due to the degradation reaction obtained from the laser irradiation, carbon is removed resulting in a lower carbon composition when compared with the control sample.
The chemical state of atoms represented by the relative peak area can be obtained by the wave separation method. Figure 14 shows the carbon 1 s signals of the XPS spectra of (a) control cotton fabric, (b) laser-treated cotton fabric with 52 dpi/110 µs and (c) laser-treated cotton fabric with 68 dpi/140 µs respectively. The carbon 1s is divided into two sub-components assuming that the C1 refers to hydrocarbon carbon (C–C/C–H) (284 eV) and C2 refers to hydroxyl carbon (C–O) (286 eV). The results reveal that the hydrocarbon carbon C1 component is depleted while, on the contrary, the C2 component increases after laser irradiation. The reduction of hydrocarbon carbon and increase of hydroxyl carbon after laser treatment may suggest that the bonding of cellulose is broken by the laser beam. The linkages between C and OH and also between C and H are broken by the laser beam. In addition, C reacts with the oxygen in the atmosphere resulting in increasing the hydroxyl carbon.

The C1s peak in the XPS spectra of a control cotton fabric, b laser-treated cotton fabric with 52 dpi/110 µs and c laser-treated cotton fabric with 68 dpi/140 µs
Cotton/polyester blended fabric
The broad scan XPS spectrum of the control cotton/polyester blended fabric is shown in Fig. 15. It is found that the major chemical compositions present on the fabric surface are the carbon (C1s) and oxygen (O1s). In order to determine the change in chemical composition induced by the laser irradiation, the percentage of O1s and C1s is further determined as shown in Table 8.

Broad scan of the XPS spectrum of the control cotton/polyester blended fabric
The C1s, O1s and O/C atomic ratio of the surface of the control and laser-treated cotton/polyester blended fabrics are shown in Table 8. It is observed that the atomic composition ratio O/C is higher after laser treatment since the fabric is oxidised by atmospheric oxygen. However, the ratio is depleted as the fabrics are treated with 68 dpi and 110–140 µs when compared with the ratio of fabrics treated with 52 and 60 dpi, 110–140 µs. This proves that carbonisation has taken place on the surface of the laser-treated fabrics and consequently the relative percentage of carbon atoms is increased (Yip et al. 2004).
The chemical states of atoms represented by the relative peak area can be obtained by the wave separation method as shown in Fig. 16. The carbon 1 s is divided into three sub-components assuming that the C1 refers to C–C/C–H bonding (284.8 eV), C2 refers to C–O–C bonding (286 eV) and C3 refers to O–C=O (288.5 eV). Figures 16b and c show that the hydrocarbon carbon C1, C2 and C3 components of the cotton/polyester blended fabrics treated with 52 dpi/110 µs and 68 dpi/140 µs decrease after laser treatment. The change in the C2 component is more prominent when the fabrics are treated with laser power larger than 68 dpi/140 µs. However, when the fabrics are treated with 68 dpi/140 µs, the C1 and C3 components increase again. This suggests that more hydrocarbon carbon and carboxylic carbon can be found because of the decomposition of polyester when the fabrics are treated with higher resolution and longer pixel time.

The C1s peak in the XPS spectra of a control cotton/polyester blended fabric, b blended fabric treated with 52 dpi/110 µs and c blended fabric treated with 68 dpi/140 µs
Fibre composition analysis of cotton/polyester blended fabric after laser treatment
In order to identify the percentage of fibre being removed from cotton and its blended fabrics during laser treatment, the solubility test was used; 0.5 g of fibre taken from the cotton/polyester blended fabrics before the solubility test was prepared. The cotton fibre was removed during the solubility test and only polyester fibre was left at the end. According to Table 9, 0.195 g of polyester fibres was left for the control sample after the solubility test. Hence, the percentage of cotton and polyester fibres can be calculated according to Eqs. (3) and (4) with the results being shown in Table 10.
The composition of the control fabric is confirmed to be 38 % polyester and 62 % cotton. According to Table 10, the percentages of polyester present in the laser-treated samples are all higher than in the control sample. Hence, with the same weight of fibres, the percentage of polyester fibre increases and cotton fibre decreases after laser treatment. This proves that cotton fibres are removed during laser treatment.
Figure 17 shows that when the resolution is enhanced during laser treatment, the percentage change of polyester fibres also increases. This indicated that more cotton fibres are removed when the resolution is increased during laser irradiation. As the pixel time is enhanced from 110 to 140 μs in 52, 60 and 68 dpi, the percentage change of polyester also increased. Hence, fewer cotton fibres remained on the fabric after laser treatment. During laser treatment, some parts of the cotton fibres are etched away causing carbonisation as shown in Fig. 4. As the resolution and pixel time are enhanced, there is an increase in the density of dots per inch of laser beam and treatment time, resulting in more cotton fibres being removed. However, the polyester fibre melted during the laser treatment at higher temperature when the resolution and pixel time were increased. Once the laser treatment was stopped, the melted polyester solidified as the temperature drops. Therefore, this result proves that only cotton fibres are removed during laser irradiation indicating that the percentage of cotton fibre removal increases with the enhancement of resolution and pixel time.

Change in the composition of polyester (%) during laser treatment
Conclusion
In this study, the effect of laser treatment on some properties of cotton and cotton/polyester blended fabrics was investigated. SEM analysis investigated the characteristics and size of micro changes in fibre shape with respect to different laser processing parameters. Experimental results revealed that the change of fibre surface varied according to fibre materials. Furthermore, the degree of surface morphological change depended on different laser processing parameters. An increase of resolution and pixel time enhanced the change of fibre surface morphology. As for the cotton material, both pores and cracks were created on the fibre surface. The density and size of pores and cracks were enhanced with increasing laser intensity. With regard to the cotton/polyester blended material, some grains were coagulated on the fibre ends. With the increase of laser processing parameters, the pores formed on cotton fibre were covered by the melted polyester fibres because of the thermal effect of laser irradiation. As a result, uneven flat regions were created.
Fabric weight and fabric thickness are the most important physical properties of textile materials. The results of change in fabric weight and fabric thickness validated that laser treatment could alter the weight of both 100 % cotton and cotton/polyester blended fabrics. When there was an increase of laser processing parameters, the fabric weight of both 100 % cotton and cotton/polyester blended fabrics was reduced. However, the change in fabric thickness of cotton/polyester blended fabrics was not steady when the laser processing parameters varied. This was due to the melting of polyester fibres caused by the thermal effect of laser treatment. These melted polyester fibres were reformed on the yarn once the treatment was stopped at lower temperature causing the uneven yarn surface and accordingly uneven fabric surface. In case of fabric whiteness and fabric strength, the laser processing parameters affected the results differently on the cotton and cotton/polyester blended fabrics.
The chemical composition of the fabric surface is an important property affecting the adsorption phenomena especially in the dyeing process. Surface chemical changes induced by laser irradiation of cotton and cotton/polyester blended fabrics were observed by the FTIR-ATR and XPS. As for the cotton fabric, the FTIR-ATR results revealed that the hydroxyl groups of irradiated samples were removed because of the thermal degradation caused by the laser irradiation. Hydroxyl C–O was found to disappear and the ether –O– stretches were reduced. This might suggest that laser beam broke the large molecule of the cotton structure and reduced the bonding between cellulose chains. XPS analysis illustrated that the higher oxygen content obtained after irradiation was due to the subsequent reaction of the laser-irradiated surface with atmospheric oxygen during treatment. With regard to the cotton/polyester blended woven fabric, the FTIR-ATR measurement indicated the removal of C–O stretching after laser irradiation, which suggested the decomposition of polyester fibres. Hydroxyl groups were also found to be reduced from the hydration of cellulose caused by the thermal effect of laser treatment. It was observed from the XPS analysis that the atomic composition ratio O/C was higher after laser treatment as a result of the fabric being oxidised because of atmospheric oxygen.
Moreover, the solubility test proved that during laser treatment, only the cotton fibres were etched away causing carbonisation. On the contrary, polyester fibres only melted and re-solidified on the yarn. This result was found in accordance with the morphological change as shown in the SEM images.
References
Alonso H, Esteves F (2007) Effect of CO2 laser radiation on surface properties of synthetic fibres. Res J Text Appar 11(3):42–47
Card A, Moore MA, Ankeny M (2006) Garment washed jeans: impact of launderings on physical properties. Int J Cloth Sci Technol 18(1):43–52
Chen Z, Hay JN, Jenkins MJ (2012) FTIR spectroscopic analysis of poly(ethylene terephthalate) on crystallization. Eur Polymer J 48:1586–1610
Chow YL, Chan CK, Kan CW (2011a) A study of physical modification on grey cotton by laser irradiation. Fibers Polym 12(2):275–280
Chow YL, Chan CK, Kan CW (2011b) Effect of CO2 laser treatment on cotton surface. Cellulose 18:1635–1641
Chow YL, Chan A, Kan CW (2012) Effect of CO2 laser irradiation on the properties of cotton fabric. Text Res J 82(12):1220–1234
CIE Technical Report (2004) Colorimetry. CIE Central Bureau, Vienna
Dascalu T, Acosta-Ortiz SE, Ortiz-Morles M, Compean I (2000) Removal of the indigo color by laser beam-denim interaction. Opt Lasers Eng 34(3):179–189
Ferrero F, Testore F, Tonin C, Innocenti R (2002) Surface degradation of linen textiles induced by laser treatment: comparison with electron beam and heat source. AUTEX Res J 2(3):109–114
Gandhi KL (2012) Woven textiles: principles, developments and applications. Woodhead Publishing, Cambridge
Ghoranneviss M, Shahidi S, Moazzenchi B, Anvari A, Rashidi A, Hosseini H (2007) Comparison between decolorization of denim fabrics with oxygen and argon glow discharge. Surf Coat Technol 201:4926–4930
Gotoh K, Hayashiya M (2008) Improvement of serviceability properties of synthetic textile fabrics using 172 nm ultraviolet excimer lamp. Text Res J 78(1):37–44
Gross JA, Herrmann RWT (2007) History of lasers. World J Urol 25:217–220
Hartzell-Lawson M, Hsieh YL (2000) Characterizing the noncellulosics in developing Cotton fibers. Text Res J 70(9):810–819
Hung ON, Song LJ, Chan CK, Kan CW, Yuen CWM (2011) Using artificial neural network to predict colour properties of laser-treated 100 % cotton fabric. Fibers Polym 12(8):1069–1076
Hung ON, Song LJ, Chan CK, Kan CW, Yuen CWM (2012) Laser-engraved color properties on cotton-Spandex fabric predicted by artificial neural network. AATCC Rev 12(3):57–63
Hung ON, Chan CK, Kan CW, Yuen CWM, Song LJ (2014) Artificial neural network approach for predicting color properties of laser treated denim fabrics. Fibers Polym 15(6):1330–1336
Hunt RWG (1998) Measuring colour. Fountain Press, England
Jolanta WG, Wolf K (2006) Damage caused to fibres by the action of two types of heat. Forensic Sci Int 159:119–126
Juciene M, Urbelis V, Juchneviciene Z, Cepukone L (2014) The effect of laser technological parameters on the color and structure of denim fabric. Text Res J 84(6):662–670
Kan CW (2014a) CO2 laser treatment as a clean process for treating denim fabric. J Clean Prod 66:624–631
Kan CW (2014b) Colour fading effect of indigo-dyed cotton denim fabric by CO2 laser. Fibers Polym 15(2):426–429
Kan CW, Yuen CWM, Cheng CW (2010) A technical study of the effect of CO2 laser surface engraving on some colour properties of denim fabric. Color Technol 126:365–371
Khajavi R, Novinrad B, Kiumarsi A (2007) The effect of ultrasonic on the denim fabric worn out process. J Biol Sci 10(4):645–648
Knittel D, Schollmeyer E (1998) Surface structuring of synthetic fibres by UV laser irradiation. Part 3: surface functionality changes resulting from excimer-laser irradiation. Polym Int 45:103–109
Knittel D, Kesting W, Schollmeyer E (1997) Surface structuring of synthetic fibres by UV laser irradiation. Part 2: mechanism and models. Polym Int 43:240–250
Ondogan Z, Pamuk O, Ondogan EN, Ozgney A (2005) Improving the appearance of all textile products from clothing to home textile using laser technology. Opt Laser Technol 37:631–637
Ozguney AT (2007) The comparison of laser surface designing and pigment printing methods for the product quality. Opt Laser Technol 39(5):1054–1058
Pfleging W, Adamietz R, Brückner HJ, Bruns M, Welle A (2007) Laser-assisted modification of polymers for microfluidic, micro-optics, and cell culture applications. Proc SPIE 6459:7–22
Stepankova M, Wiener J, Rusinova K (2011) Decolourization of vat dyes on cotton fabric with infrared laser light. Cellulose 18:469–478
Strlic M, Kolar J, Marincek M (2002) Surface modification during Nd:YAG (1064 nm) pulsed laser cleaning of organic fibrous materials. Appl Surf Sci 207:236–245
Strobel M, Walzak MJ, Hill JM, Lin A, Karbashewski Lyons CS (1995) A comparison of gas-phase methods of modifying polymer surfaces. J Adhes Sci Technol 9:365–383
Tarhan M, Sariisik M (2009) A comparison among performance characteristics of various denim fading processes. Text Res J 79(4):301–309
Teli MD, Khare AR, Chakrabati R (2008) Dependence of yarn and fabric strength on the structural parameters. AUTEX Res J 8(3):63–67
Wang X, Shen X, Xu W (2012) Effect of hydrogen peroxide treatment on the properties of wool fabric. Appl Surf Sci 258:10012–10016
Wong W, Chan K, Yeung KW, Lau KS (2001) Chemical surface modification of poly(ethylene terephthalate) by excimer irradiation of high and low intensities. Mater Res Innov 4(5–6):344–349
Yip J, Chan K, Sin KM, Lau KS (2004) Comprehensive study of polymer fiber surface modifications Part 1: high fluence UV-excimer-laser-induced structures. Polym Int 53:627–633
Yuan GX, Jiang SX, Newton E, Fan JT, Au WM (2011) Fashion design using laser engraving technology. 8ISS symposium panel on transformation, pp 65–69
Acknowledgments
Authors appreciate the financial support from The Hong Kong Polytechnic University for this work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Hung, O.N., Chan, C.K., Kan, C.W. et al. An analysis of some physical and chemical properties of CO2 laser-treated cotton-based fabrics. Cellulose 24, 363–381 (2017). https://doi.org/10.1007/s10570-016-1090-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-016-1090-z