
Theoretical and experimental studies of the working processes of slow-speed long-stroke piston compressor stages were performed. The obtained results indicate the possibility of compression of gases in such stages to medium pressures. The investigated stages, as the studies showed, had improved vibration and noise characteristics in comparison with the existing piston stages and can be one of the directions for improving piston compressor units.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Diaphragm and multistage piston compressor units are employed for compressing gases to medium pressures (1.5–10.0 MPa). Their main demerits are high vibration and noise level, large mass and overall dimensions, intricacy of lubricating and cooling systems, inadequate longevity and maintainability, etc. The requirements for compactness of mobile and transporting objects and vibration and noise level are higher than for stationary objects, but their thermal and power consumption characteristics must not get worse. Further improvement of modern diaphragm and piston compressor units should not require significant improvement of these characteristics [1,2,3,4].
One way of lowering vibration and noise level and reducing overall dimensions of medium-pressure air compressor units could be use in them of slow-speed long-stroke lubricant-free piston compression stages [5, 6]. The published predictive assessments allow one to expect significantly less influence of dead space and reduced delivery temperature, which could have increased the permissible pressure elevation degree in a single stage [7]. However, significant differences in design and operation conditions of the stage of this type may be manifest in other parameters of efficiency of its working process. So, the available results of investigations do not allow us to draw conclusions regarding the applicability of such stages in compressor engineering and, all the more, to formulate recommendations regarding their designing.
This article reports the results of development and investigation of an experimental medium-pressure low-speed long-stroke piston air compressor stage.
The object of this study was a low-speed piston compressor stage operating without lubrication of the flow passage [7, 8]. The stage was assigned the following parameters: cylinder diameter 0.02–0.15 m, piston stroke 0.1–0.4 m, cooling medium temperature 293 K, water as cooling medium, air as compressed gas, initial gas temperature 293 K, intake pressure 0.1 MPa, delivery pressure up to 10 MPa, and working cycle time (duration) 0.25–2 sec.
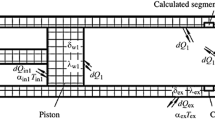
The procedure for numerical calculation of the working process of low-speed long-stroke compressor stages enables one to take account of the gas flows through the valves (in closed and open states) and through the seals in the cylinder-piston group and the unsteady heat transfer through the structural elements that form the working chamber, and to determine the current parameters of the state of the working medium in the flow passage of the stage and its integral characteristics. The input data for the calculation were: intake temperature, intake and delivery pressure, relative humidity of the air, gas constant, heat capacity of the gas, coefficient of heat conductivity, cylinder diameter, piston stroke, dead space size, working cycle frequency, properties (density, heat capacity, heat conductivity coefficient, etc.) of the material of the parts that form the working chamber, wall thickness, design parameters of the valves, and coefficients of heat transfer on the outer surfaces of the stage.
The input data for the calculation were: intake temperature, discharge and intake pressure, relative air humidity, gas constant, heat capacity of the gas, heat conductivity coefficient, cylinder diameter, piston stroke, dead space volume, working cycle frequency, properties of the materials of the parts forming the working chamber (density, heat capacity, heat conductivity coefficient, etc.), wall thickness, design parameters of the valves, and coefficients of heat transfer on the outer surfaces of the stage.
The output data of the calculation results were: gas temperature, gas pressure, temperature of the elements of the working chamber walls, mass of the gas in the working chamber, heat and mass flows, and integral characteristics of the stage. The calculation scheme, unambiguity conditions, and basic assumptions are presented in [6,7,8].
The procedure of calculation of the working process of the slow-speed long-stroke compressor stages is based on the following salient equations: equation of the first law of thermodynamics for a medium of variable mass, equation of state, equation of mass conservation, and equation of intrinsic energy of the gas [9, 10]:
where U n–1 is the intrinsic energy of the gas in the (n – 1)th temporal layer, J; dU n is the change in intrinsic energy of the gas in the nth temporal layer, J:
where dQ n is the amount of heat removed from or supplied to the gas over time dτ, J; dm n is the change in mass of the gas in the working chamber in the nth temporal layer, kg; i gn is the enthalpy of the gas mass dm n in the nth temporal layer, J/kg; and dA n is the work performed over the gas (or by the gas itself), J;
where T gn is the temperature of the compressed gas, K; C BV is the heat capacity of the gas at constant volume, J/(K·kg); and m n is the mass of the compressed gas, kg:
where p gn is the pressure of the compressed gas in the nth temporal layer, Pa; R is the gas constant, J/(K·kg); and V n is the gas volume in the nth temporal layer, m3.
The change in gas mass in the working chamber was determined by the equation of efflux of an incompressible fluid with an additional compressibility coefficient; the flow rate coefficients for gas flow through the channels and gaps were determined by well-known equations and from the experimental data. In the calculations of heat flows between the working gas and the external medium for the outer surfaces of the parts of the stage, use was made of the nominal heat transfer coefficient that takes account of the coefficient of heat transfer between the cooling fluid flow and the smooth surface as well as the finning coefficient. For the inner walls of the working chamber, the heat transfer coefficient was determined by the Prilutskii formula [11] verified in the course of development of the calculation procedure. The equations system was solved numerically by the finite differences method and Euler’s second-order accuracy method was used for developing the algorithm.
The verification results showed that the proposed method ensures fairly good convergence of calculated and experimental results for both current parameters of the working gas state (divergence with respect to instantaneous pressure not more than 2.5% and with respect to instantaneous temperature not more than 8%) and average delivery temperature (not more than 5%). With respect to delivery coefficient and indicator efficiency, the divergence between the calculated and experimental results was 5–12%.
The experimental investigations of the low-speed long-stroke stage were conducted under the following unambiguity conditions. Geometric conditions: cylinder diameter 0.02 m and piston stroke 0.2 m. Boundary conditions: cooling medium temperature 291–293 K; coefficient of heat transfer on the outer surface of the working chamber up to 3000 W/(m2·K); sucked gas temperature 293 K; suction pressure 0.1 MPa; delivery pressure 0.5–3.0 MPa. Physical conditions: air as compressible gas.
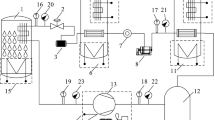
The measurement scheme of the stage is shown in Fig. 1. The piston of the stage is set in motion from a hydraulic cylinder connected to a hydroelectric power plant. Since the developed stage is a lubricant-free one, the sealing rings fixed in the piston are made of a self-lubricating material. The pressure and temperature of the compressed gas in the working chamber are determined by transducers and the temperature of the parts of the working chamber, by thermocouples, the data from which are recorded by a voltmeter. The data from the temperature and pressure transducers are input into a digital oscillograph via an amplifier and displayed on a PC screen.

Schematic diagram of low-speed long-stroke lubricant-free stage: 1) millivoltmeter; 2) amplifi er; 3) electronic oscillograph; 4) PC; 5) stage; 6) linear drive.
The error in measuring instantaneous temperature by a bead thermistor is [12]
where δ I = 0.34% is the multimeter error dependent on the instrumental error; δ t = 0.1% is the thermometer error dependent on the instrumental error; δ V = 0.3% is the voltmeter error dependent on the instrumental error; and δ F = 1.5% is the error of calculation by the obtained interpolated equation.
Thus,
The difference between the experimental and calculated gas temperature data is not more than 7.5%. The cycle time adjustment error depends on the precision of the electronic oscillograph and is 0.05%.
The instrumental error of pressure transducer calibration is determined by the equation [12]:
where δt = 1.4% is the relative pressure transducer error; δmn = 1% is the relative error of a standard manometer; and δ0 = 0.05% is the relative oscillograph error.
In this case, the instrumental error is the total error because the voltage measurement procedure in both the experiment and calibration process is the same. Also, the influence of random factors was not taken into account. They can be excluded provided some values obtained in experimental measurement fall out of the general system. In that case, the total error of the pressure transducer
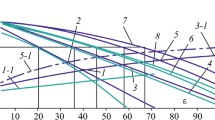
Investigation results and their discussion. It was demonstrated experimentally that long piston stroke at small cylinder diameter and long duration of the working cycle provide unique opportunities for cooling of the gas being compressed (Fig. 2) and elevating the air pressure in the stage from the atmospheric to the medium pressure (Fig. 3).

Medium temperature of the delivered gas as a function of the degree of pressure elevation in cycle time: τ = 1 sec (1), 1.5 sec (2), and 2 sec (3) and calculated delivery temperature of the stage in the case of theoretical adiabatic compression (4).

Delivery coefficient λ and indicator isothermal efficiency η of the stage as a function of degree of pressure elevation in cycle time: τ = 1 sec (1), 1.5 sec (2), 2 sec (3).
The efficiency of the working process of the low-speed long-stroke lubricant-free stage falls dramatically with increase of working cycle time and delivery pressure. The most probable cause of this is intense process of crossflow of the working gas between the working chamber and the contiguous cavities through the loose points in the cylinder-piston seal and valves.
As the following computational-parametric analysis showed, cycle duration and cylinder diameter exert the maximum effect on the delivery temperature (Fig. 4). For example, with decrease of cycle duration from 1 to 0.25 sec the delivery temperature at fixed delivery pressure may increase by 75–150 K and more, depending on the cylinder diameter. In the studied cylinder diameter range, the increase in diameters leads to elevation of delivery temperature by 80–220 K (at diameters above 0.1 m it may exceed 500 K). The conditions of cooling of the compressed gas can be improved by increasing the piston stroke. The efficiency of the working process increases markedly with increase of piston stroke and cylinder diameter (Fig. 5), which is attributable to reduced influence of loose points in the valves and cylinder-piston group on the working process. If the cylinder diameters are small, air can be used in place water for cooling without critical impairment of the thermal regime of the stage and its integral characteristics (Fig. 6).

Medium delivery temperature as a function of cylinder diameter (at 0.4 m piston stroke) and piston stroke (at 0.05 m cylinder diameter) at 10.0 MPa delivery pressure and cycle duration: τ = 1 sec (1), 0.5 sec (2), 0.25 sec (3).

Indicator isothermal efficiency η and delivery coefficient λ as a function of cylinder diameter (at 0.4 m piston stroke) and piston stroke (at 0.05 m cylinder diameter) at 10.0 MPa delivery pressure and cycle duration: τ = 1 sec (1), 0.5 sec (2), 0.25 sec (3); – – –) delivery coefficient; – · –) efficiency.

Medium delivery temperature T and delivery coefficient λ as a function of degree of pressure rise at 0.4 m piston stroke, 0.05 m cylinder diameter, and cycle duration: τ = 0.5 sec (1), 0.25 sec (2).
Compressor units, as alternative to existing diaphragm and multistage piston apparatuses, can be developed by parallel hooking of several low-speed long-stroke stages. In this regard, as the performed analysis showed, the mass and overall dimensions of the new unit decrease twofold compared to those of the diaphragm apparatuses and will be commensurate with the parameters of the multistage piston compressor with greatly improved vibration-noise and grouping characteristics, reliability and longevity, and high degree of standardization.
Conclusion. In spite of the preliminary nature of the reported results of theoretical and experimental studies of lowspeed long-stroke lubricant-free piston air compressor stage and obvious need for design and technological upgradation, feasibility of air compression in a single stage from the atmospheric to the medium pressure can be considered as an established fact. In this regard, many problems typical for diaphragm and multistage piston compressor units are being solved, including those concerning temperature regime, vibration and noise level, mass and overall dimensions, service life, maintainability, technological viability, etc. It is quite possible that further improvement of low-speed long-stroke lubrication-free stages will allow fabrication of medium-pressure compressor units capable of competing with current series-made diaphragm and multistage piston units.
The applied research and experimental developments were carried out with financial support of the Ministry of Education and Science of Russia. Unique identifier of applied scientific research RFMEFI57715X0203.
References
S. S. Busarov, R. Yu. Goshlya, A. Yu. Gromov, et al., “Mathematical modeling of heat exchange processes in working chamber of low-speed piston compressor stage,” Kompres. Tekhn. Pnevmat., No. 6, 6–10 (2016).
A. N. Zaidel, Errors of Measurement of Physical Quantities, Nauka, Leningrad (1985).
S. G. Mikhlin, Approximate Methods of Solving Differential and Integral Equations, Nauka, Moscow (1965).
A. I. Naumenko, Investigation of Heat Exchange in Piston Compressors: Dissert. Cand. Techn. Sci., Moscow (1974).
P. I. Plastinin, “Calculation and investigation of piston compressors using EMW,” Itogi Nauki Tekhn., Ser. Nasosostr. Kompressorostr. (1981), Vol. 2.
I. K. Prilutskii, Improving Gas Distribution Systems of Compressor and Expanding Machines: Auth. Abstr. Dissert. Doct. Techn. Sci., St. Petersburg (1997).
A. I. Prilutskii, I. K.Prilutskii, D. N. Ivanov, and A. S. Demakov, “Heat exchange in the cascades of positive-displacement engines. A modern approach,” Kompr. Tekhn. Pnevmat., No. 2, 16–23 (2009).
V. L. Yusha, Development and Improvement of Stages of Positive-Displacement Compressors for Stand-Alone Mobile Equipment: Dissert. Doct. Techn. Sci., Omsk (2008).
B. S. Khrustalev, Mathematical Modeling of Working Processes of Positive-Displacement Compressors for Solving Problems of Automated Designing: Auth. Abstr. Dissert. Doct. Techn. Sci., St. Petersburg (1999).
V. L. Yusha, V. G. Dengin, V. I. Karagusov, and S. S. Busarov, “Theoretical analysis of the working process of the superflow rotary low expense piston compressor with the increased piston stroke,” 8th Int. Conf. Compressors and Coolants: Book of Abstracts, Papiernicka, Slovakia (2013), p. 22.
V. L. Yusha, S. S. Busarov, R. Yu. Goshlya, et al., “The experimental research of the thermal conditions in slow speed stage of air reciprocating compressor,” Int. Conf. on Oil and Gas Eng. OGE-2016, pp. 297–302.
V. L. Yusha, V. I. Karagusov, and S. S. Busarov, “Modeling the work processes of slow-speed, long-stroke piston compressors,” Chem. Petrol. Eng., 51, No. 3, 177–182 (2015).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimicheskoe i Neftegazovoe Mashinostroenie, No. 7, pp. 22–25, July, 2017.
Rights and permissions
About this article

Cite this article
Yusha, V.L., Busarov, S.S. & Gromov, A.Y. Assessment of the Prospects of Development of Medium-Pressure Single-Stage Piston Compressor Units. Chem Petrol Eng 53, 453–458 (2017). https://doi.org/10.1007/s10556-017-0362-2
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10556-017-0362-2