
A mathematical model of a slow-speed, long-stroke piston compressor with lumped parameters of the work process is considered. The influence of the structural and regime parameters on the efficiency of the work process is estimated from the results of a computational analysis. A comparative estimate of existing techniques for the analysis of heat-exchange processes in the working cavity is conducted.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
The investigation and analysis of the work processes of piston compressors by means of mathematical modeling are widely used in the design of compressors. Both simple “polytropic” models and quasi-stationary energy models [1] are used, as well as combinations of the latter together with the solution of partial differential gaseodynamic equations [2] and with finite-difference models of individual components of the work process [3].
Mathematical models based on systems of thermodynamic equations in differential form with empirical relationships for determining the individual components of work processes, for example, the instantaneous heat-transfer coefficient in the flow-through part of a cylinder [4, 5], are widely used in the solution of engineering problems. Each empirical relationship is valid for a limited range of the governing structural and regime parameters. The problem of mathematical modeling of newly developed designs of piston compressors is that it has not been determined whether it is correct to employ well-known empirical relationships that were derived for other objects.
There are no data in the scientific and technical literature on the study of heat-exchange processes in slow-speed, long-stroke piston compressors with length of the work cycle greater than 0.5 sec and with ratio of the diameter and piston stroke less than 0.1. In the present study the use of the instantaneous heat-transfer coefficient in the process chamber for mathematical modeling of a compressor, from the point of view of its influence on the integral characteristics of a cascade of the piston compressor is evaluated using as an example the work process of a slow-speed, long-stroke oil-free piston compressor.
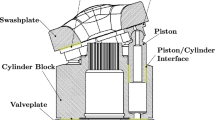
An analytical model of a cascade of a piston compressor, which constitutes a set consisting of a process chamber and cavities connected to it through gas distribution elements and gaps is presented in Fig. 1, and in Fig. 2 may be found a diagram of a cascade of a piston compressor and segmented design element. The variation in the volume of the process chamber caused by displacement of the piston determines the variation in the state parameters of the working gas. Thermal and mass flows are provisionally represented by means of generalized quantities that reflect the direction and physical origin of these flows. The type of mathematical model employed (with lumped state parameters of the working gas at each moment of time) based on a quasistationary approach to the solution of the system of basic equations has been repeatedly tested and the results verified, which indicates that the use of such a model for the solution of the given problems is correct.

Analytical model of cascade of piston compressor.

Diagram of cascade of piston compressor (a) and of segmented computational element (b).
Generally accepted assumptions employed: the gas medium is single-phase, continuous, and homogeneous; the modeled processes are reversible, balanced, and quasistatic; the state parameters of the working gas vary simultaneously throughout the entire volume of the process chamber; the variation in the potential and kinetic energy of the gas is negligibly low; the heat of friction of the piston seals is not supplied to the gas; the state parameters in the intake and discharge cavities are constant; the flow of the working gas through the gas distribution elements and the structural gaps is adiabatic and quasistationary; heat exchange between the gas and the walls of the working cavities is convective and may be described by the Newton–Richman formula; the instantaneous heat flow through the micro-ribbed heat-exchange surfaces is proportional to the instantaneous heat-transfer coefficient determined from empirical relationships obtained for the case of smooth surfaces; heat exchange on the outer surfaces that form the working chamber is determined for the case of a constant-time heat-transfer coefficient selected for the given segment of the heat-exchange surfaces; there are no internal heat sources in the walls of the working chamber.
In accordance with the analytical model and the adopted simplifying assumptions, the system of basic computational equations includes the well-known equations of the law of conservation of energy for a body of variable mass, a mass balance equation, the equation of state, which is a consequence of Joule’s law for the internal energy of a gas; the flow equation of a gas through a valve and gaps; and an equation describing convective heat exchange between a gas and the walls of a process chamber:
where U is the internal energy; Q – heat flow; L – work; i – specific enthalpy of gas; M – mass of gas; α – heat-transfer coefficient; T – temperature; F – area; τ – time; C – heat capacity; p – pressure; V – volume; ξ – coefficient of compressibility of gas; R – universal gas constant; k – adiabatic coefficient; ρ – density of gas; ε – coefficient of expansion; μ n – discharge coefficient; subscripts: n – number of element; 0 – initial values; and hen – heat-exchange area of nth element.
Besides the basic equations, the mathematical model includes a series of additional (as a rule, semi-empirical) equations that close the system of equations. These include, for example, expressions for determining the flow coefficients of the gas through valves and gaps, the dynamical equation of the valve, and others:
where Re is the Reynolds criterion, δ – dimension of element, l – length, N – indicated power, ƒ – area, \( \overline{P} \), force, G – weight, subscripts: p – gap, s – slot, st – seat, g – gas, sp – springs, fr– friction.
Of particular interest are the equations used to describe the nonstationary processes of heat transfer between the working gas and the external medium through the walls of the process chamber, by means of which the nonstationary boundary conditions on the inner surfaces of the process chamber may be determined [6, 7]:
subscripts: i – number of element along x-axis; j – number of element along y-axis; k – number of element along z-axis; in– inner; out – outer.
The thermophysical properties of the working medium are determined in the model on each computational step.
It is evident from the Newton–Richman equations presented above, by means of which the quantity of heat transmitted from the gas to the walls and conversely, may be determined, that there is an empirical quantity present in the equations, specifically the heat-transfer coefficient. It is known that this coefficient depends on the properties of the heat-transfer agent, the regime and nature of the flow of the gas; and the macro- and micro-geometric parameters of the heat-exchange surface. Thus, each object exhibits its own features, which influence the heat-transfer coefficient.
Different techniques for determining the heat-transfer coefficient in the process chamber of a positive-displacement piston engine are known.
1. Chirkov’s formula [8] may be used in analyses of piston compressors in the compression and expansion periods (author’s recommendation):
where λ is the coefficient of thermal conductivity of the gas; c m – average velocity of piston; and D – diameter of cylinder (here and below μ is the coefficient of dynamic viscosity).
2. Taylor’s formula [9] is used in the analysis of piston compressors and internal combustion engines:
where ν is the coefficient of kinematic viscosity and S the magnitude of the piston stroke.
3. Gagarin’s formula is compiled from published data for piston compressors [10]:
where c = 0.2 is the instantaneous velocity of the piston; ε = 1.7–2.0 and k = 850 are constant coefficients.
4. Prilutskii–Fotin formula [4, 5],
where A, B, and x are constants.
5. Prilutskii’s formula [11],
where D eq and W are the current values of the equivalent diameter of the cylinder and the conditional velocity of the gas in the process chamber, respectively, and x = 0.6 an empirical coefficient.
6. The “flow in a pipe” formula is applicable, since the diameter of the process chamber of a long-stroke compressor is substantially less than its length. Therefore, we may consider as an alternative a classical formula of the form α = ƒ(Re), in which the governing velocity C in the search for the Reynolds number is selected in accordance with the following schematization:
-
C flow= C/2 – in the case in which the process chamber is considered a unified volume;
-
C 1 = C – for the part of the volume of the process chamber situated near the piston;
-
C 2 = C/2 – for the middle part of the volume of the process chamber;
-
C 3 = 0 – for the part of the volume of the process chamber situated near the cover of the cylinder. Here the volume of the process chamber is divided along the axis of the cylinder into three computational parts [12]:
$$ \alpha =\lambda \mathrm{N}u/D, $$where D is the diameter of the cylinder and Nu the Nusselt criterion.
A parametric analysis was performed for the following parameters: diameter of cylinder, 0.02 m; piston stroke, 0.2–2.0 m; length of cycle, 0.5–2.0 sec. Compact ribbing is created on the cover of the cylinder facing the process chamber [3, 7]. The cylinderapiston seal is cup-type. The process gas is air; suction pressure, 0.1 MPa; suction temperature, 293 K; discharge pressure, 0.7 MPa. External cooling of the cylinder is intensive, and the relative heat-transfer coefficient is greater than 2000 W/(m2 · K) [6].
Euler’s method was used for implementation of the model, since it is the most reasonable method provided that a method has been selected that is efficient in terms of the magnitude of a computational step (constant or variable) that assures convergence and the required precision [6].
The results of the calculations showed that the difference in the computed values of the efficiency between the different techniques of determining the heat-transfer coefficient in the process chamber of a compressor is in the range 2–8 % (Fig. 3). This correlates with the magnitude of the computation error and is entirely acceptable for estimating the energy efficiency of the cascade.

Efficiency of cascade of compressor as a function of the magnitude of the piston stroke for a cycle of length τ with intensive cooling of the cascade, calculated by means of: 1) Prilutskii–Fotin formula; 2) Chirkin’s formula; 3) Taylor’s formula; 4) Gagarin’s formula; 5) Prilutskii’s formula.
Analogous results are obtained in a calculation of the capacity of the compressor (Fig. 4).

Capacity of cascade of compressor as a function of the magnitude of the piston stroke for cycle of length τ with intensive cooling of the cascade (1–5 denote the same formulas as in Fig. 3).
Substantial differences for the different techniques of determining the heat-transfer coefficient may be observed in the calculation of the discharge temperature. Depending on the length of the cycle, the scatter of the values of the average discharge temperature may reach 20–25 K (Fig. 5).

Average temperature of discharged air as a function of the magnitude of the piston stroke for length of cycle τ with intensive cooling of the cascade (1–5 denote the same formulas as in Fig. 3).
Stringent requirements on the precision of calculations of the heat-exchange processes in the process chamber should not be imposed in real-time estimation of such integral characteristics of the compressor being considered here as the indicated power and the capacity. In fact, roughly identical results are obtained for practically any technique of determining the instantaneous heat-transfer coefficient between the gas and the walls of the process chamber. The difference in the power and capacity amounts to not more than 8 %.
Uncertainty in the selection of a technique of determining the instantaneous heat-transfer coefficient arises in the solution of problems that require increased precision of the results as well as in the determination of the thermal regimes of the compressor. The use of different techniques in the case of invariant regime and structural parameters of the compressor being considered here produces substantial divergence in the results; for example, for the magnitude of the average discharge temperature of the gas, this divergence reaches 20–25 K. In this case additional experimental investigations of this type of compressor are needed in order to improve the technique used to analyze heat-exchange processes in the working cavity of a compressor.
References
P. Plastinin and S. Fedorenko, "Simulation of transient gas-temperatures in cylinders of reciprocating compressors using identification techniques with a mathematical model," Int. Compressor Engineering Conf., (1978), p. 295.
M. M. Perevozchikov, I. B. Pirumov, B. S. Chrustalyov, et al., "Low flow displacement compressor: Thermodynamic process analysis," Int. Compressor Engineering Conf., (1992), p. 937.
V. L. Yusha, S. S. Busarov, and V. V. Krinitskii, "Investigation of heat transfer processes in the cascade of a piston compressor with symmetric temperature field," Izv. Vys. Ucheb. Zaved. Gorn. Zh., No. 6, 59–66 (2007).
P. I. Plastinin, Analysis and Investigation of Piston Compressors with the Use of Computers, VINITI, Moscow (1981).
I. K. Prilutskii and A. I. Prilutskii, Analysis and Design of Piston Compressors and Expansion Engines, SPbGAKhPT, St. Petersburg (1995).
V. L. Yusha, Cooling and Gas Distribution Systems of Positive-Displacement Compressors, Nauka, Novosibirsk (2006).
V. L. Yusha, D. G. Novikov, and S. S. Busarov, "Influence of micro-ribbing on the instantaneous heat-transfer coefficient in the process chamber of an oil-free piston compressor," Khim. Neftegaz. Mashinostr., No. 11, 19–21 (2007).
A. A. Chirkov and B. S. Stefanovskii, "On the dominant method of heat transfer in the cylinders of internal-combustion engines," Tr. Rostov. Inst. Inzh. Zheleznodor. Transp., Iss. 21, 96–112 (1958).
V. I. Ardashev, Investigation of the Work Process of Rotary Vane Compressors: Dissert. Cand. Techn. Sci., Bauman Mos. St. Techn. Univ. (1963).
A. G. Gagarin, "Analytic investigation of heat exchange between a gas and the walls of the cylinder of a piston compressor," TsINTIkhimneftemash. Ser. Kompr. Kholod. Mashinostr., No. 1, 3–4 (1969).
A. I. Prilutskii, I. K. Prilutskii, D. N. Ivanov, and A. S. Demakov, "Heat exchange in the cascades of positive-displacement engines. A modern approach," Kompr. Tekhn. Pnevmat., No. 2, 16–23 (2009).
M. A. Mikheev and I. M. Mikheev, Foundations of Heat Transfer, Energiya, Moscow (1973).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimicheskoe i Neftegazovoe Mashinostroenie, No. 3, pp. 21 − 24, March, 2015.
Rights and permissions
About this article

Cite this article
Yusha, V.L., Karagusov, V.I. & Busarov, S.S. Modeling the Work Processes of Slow-Speed, Long-Stroke Piston Compressors. Chem Petrol Eng 51, 177–182 (2015). https://doi.org/10.1007/s10556-015-0020-5
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10556-015-0020-5