
Abstract
The intention behind this research work was to analyse the mechanical as well as acoustic behaviour of Sansevieria ehrenbergii (snake grass) / Camellia sinensis (waste tealeaf) fibers with glass fiber (GF) – reinforcement to form the hybrid epoxy composites. Fibers of S.ehrenbergii/C.sinensis were chemically modified for their effective usage as reinforcement in hybrid composites. Five combinations of hybrid composites were fabricated using hand-operated compression molding techniques by changing the percentage weight of snake grass fiber (SGF) and waste tea leaf fiber (WTLF). The results indicated that the mechanical behaviour of SGF/WTLF composites have been substantially enhanced by hybridization with GF. Enhanced mechanical behavior of hybrid composites is observed as an incremental percentage of SGF composition. The experimental findings show that the weight fraction of 25 wt.% WTLF reinforced with SGF shows a strong acoustic absorption coefficient (AAC) of 0.59 in the frequency range of 2000–6300 Hz as well introduces the potential for acoustic sound proofing applications, such as loudspeaker design, perforated panels, sound recording, and reproduction room. The morphological behavior of hybrid composites, such as fiber pullout, matrix crack, void formation, and interfacial bond between the binder and fibers were observed using a scanning electron microscope.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
With the depletion of fossil fuel and growing environmental issues, various industrial sectors have triggered the usage of natural fibers made from renewable resources for developing sustainable and eco-friendly materials. The finest renewable resource deployment will pave a path to sustainable positive vision for green environment [1]. Flax, kenaf, hemp, pineapple leaf, sisal, and snake grass fiber (SGF) are the most highlighted materials in polymer matrix composites over synthetic fibers, like glass and carbon owing to their highly plentiful and low-cost raw material, biodegradability, recyclability, low density, moderate specific strength and other realistic properties [2]. Though it is an eco-friendly material, the primary performance i.e., mechanical properties are not up to the level of synthetic-based composites. In order to satisfy both environmental and primary performance criteria, material experts get into the hybridization of composites. The insight of hybridization offers flexibility for the material engineers by modifying the mechanical properties according to meticulous requirements [3]. Plants fibers embedded with glass fiber (GF) resulted in increasing applications in various engineering fields [4]. Sanjay et al. (2019) investigated the hybrid effect of GF, jute fabric and kenaf reinforced fibers for their mechanical behaviour of composite materials. The impact tensile, and flexural strength were enhanced by incorporating a small amount of GF to develop the composite [5]. SGF is the newly introduced fiber, which is extracted from Sansevieria ehrenbergii plants by the mechanical decortication method. The flexural and tensile physical strength of 25% volume fraction (Vf) of SGF-reinforced isophthalic polyester composite materials were greater than that of other polymer-based composites [6]. The hybridization of snake grass fiber with banana and coir-fiber inthe volume fraction of 20% to 25% shows predominant flexural and tensile mechanical strength [7]. Another hindrance of while using the plant fiber in composites is poor bondage across the reaction zone, leading to less mechanical properties. The hydrophilic nature of the plant fiber diminishes strength of the composite which can be enhanced through treating with various chemical, catalyst, as well as reactive fillers [8].
In recent days, automobile and construction sectors are seeking a single material, which satisfies both primary and secondary performance criteria, such as mechanical properties along with sound absorption properties. Acoustic absorption capability materials which are normally used for optimizing the unsolicited impacts reflection of sound by the solid, internal surfaces and rigid structures to decrease the reverberant level of noise [9]. Acoustic materials are widely used in automobiles and building sectors in order to provide comfort for people. Acoustic panels are mainly made up of petroleum-based fibers, which are highly hazardous to human health and create environmental problems. Therefore, several investigators have shown deep concentration in attempting to build an effective sound absorption by this hybrid and recyclable materials [10]. Elammaran et al. (2017) analyzed the coir/kenaf/bagasse fiber composite for sound absorption in construction applications and revealed that 20 wt% kenaf/epoxy and 20 wt% bagasse/epoxy composite showed an excellent acoustic absorption coefficient (AAC) of 0.078 as well as 0.075 for the range of 5000 Hz frequency [11]. Ersoy et al. (2009) inspected the acoustic absorbing characteristics of waste fiber from tea leaf with 10 mm thickness, where it showed excellent sound absorption, which is equal to 20 mm thickness of six-layer textile woven cloth at a frequency range of 500–3200 Hz [12].
Compared with other bio fibers, the sound absorption characteristics of hybrid composites which use SGF with WTLF as reinforcement are still under performing. Therefore in this work, the mechanical characteristics like interlaminar shear strength (ILSS), impact, tensile, flexural, morphological analysis and sound absorption of SGF, WTLF, and GF-reinforced epoxy hybrid composites were experimentally inspected to provide the prospective possibilities of partial eco-friendly composites for structural specific applications. The results may provide essential information and serve as a benchmark to the automakers for further developing the plant fiber reinforced composite related applications.
2 Materials and Methods
2.1 E-Glass Fiber
E-glass fibers procured from M/s Ponnusamy Trading and Co., in Coimbatore, India were used as woven fabric (bi-directional) with the weight of 300 gsm [13]. The properties of the GF are usually far less brittle and low cost. Its weight and bulk strength properties are very advantageous when associated with metals.
2.2 Extraction of SGF (S. ehrenbergii)
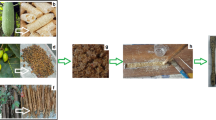
The lignocellulose fibers are extracted by diverse retting processes, like mechanical retting (hammering or decorticator), vapor retting, chemical retting (steaming with chemicals) and water / microbial retting.The mechanical decortication process is very economical. It requires minimum manpower and less energy consumption. In the fiber extraction process (Fig. 1), snake grass leaves are collected manually, and their culms and nodes are cut by a knife. By using water, sand grains are eliminated. Two metal rollers are involved in the mechanical decortication process. The space between these metal rollers is maintained as 4–5 mm. This renders defect or wrinkle free extraction of fibers. Thus the influence of defects or wrinkles upon the mechanical characteristics of fabricated composites was observed to be low [14]. The plant leaves allowed feed into the rollers which rotates continuously. The external surface of fibers, including the skin of stem and gums, are eliminated by the rollers rotating continuously. The fibers which are separated from the stem are properly rinsed with the water running continuously and then allowed to dry in sunlight for 36–48 h to eliminate water from the fiber surface. The length of the extracted fibers would be about 1050–2000 mm, and for experimentation, it can be cut into different lengths. The physical, mechanical and chemical characteristics of SGF are tabulated (Table 1) below the figure.

SGF Extraction process. a Snake grass plant; b Plucking of snake grass leaves; c Mechanical decortication machine; d Leaves fed to the rotating roller; e Extracted fibers washed with water; f Extracted fibers which are dried under sunlight
2.3 Extraction Process of TLF
The manufacturing of tea leaf fiber (TLF) consists of four main stages – withering, rolling, fermentation, and drying. The entire process of extraction is illustrated in Figs. 2 and 3. The characteristics of untreated WTLF are presented in Table 2.

Extraction Process of TLF

Step-by-step extraction process of TLF. a Wire mesh; b Fresh tea leaves are laid out on the wire mesh; c Hot air forced through the bottom of fresh leaves; d Tea leaves flow to the rotor vane; e CTC machine (crushing, tearing, and curling); f Completely crushed tea leaves move to the conveyor; g Particulate tea leaves flow to the fluid bed drier; h Using exhaust fan, fine particles of tea leaves are carried away from the drier; i Extracted bio-degradable WTLF
2.4 Preparation of Epoxy and Hardener
Epoxy resin belongs to the group of epoxy oligomers. The epoxy resin LY556 is a dual-functional group, i.e., Diglycidyl Ether of Biphenyl-A (DGEBA), while hardener HY951 is an aliphatic amine, i.e., Triethylene Tetramine (TETA) and it was supplied by M/s Ponnusamy Trading & Co Ltd., Coimbatore, India. When it interacts with the hardener or curing agent, it forms a three-dimensional structure. The ratio of mixing the epoxy resin and the hardener is 10:1 by weight. Table 3 describes the properties of epoxy resin.
2.5 Chemical Treatment of SGF
Alkali treatment is an important surface treatment method for enhancing the mechanical characteristics of plant fiber composite materials. The SGF was treated with a 5% NaOH solution [18], where the total volume of the solution was 15 times the SGF weight. In this alkaline solution, the fibers were maintained at the temperature around 28 °C for about 4 h and washed extensively in flowing water. Next stage, fibers were rinsed twice with diluted HCL and further cleaned with distilled water. Finally, the fibers are again rinsed with flowing water to eliminate final traces of acid attached to it, so that the pH was approximately 7 (neutral) and then allow to dry with the aid of hot oven in the temperature of 70 degree Celsius for 3 h. Figure 4 shows a graphical representation of the alkali treatment process.

Schematic representation of the alkali treatment process. a 5% alkali solution; b Fibers dipped into alkali solution for 3 h; c Fibers are rinsed with the water; d Fibers washed with diluted HCL; e Fibers are cleaned with running water several times; f Fibers are dried with sunlight; g Fibers are placed in a hot oven with temperature range of 70 °C; h Fibers are cut using hand shearing machine; i Final length of the fiber is 300 mm
2.6 Preparation of Hybrid Composite Laminate
In this experimental work, hybrid composite laminates are being produced by hand-operated compression process. The laminate consisting of GF, SGF, and WTLF were stacked alternatively. The thickness and total size of the composite material laminate is restricted to 4.5 mm and 270 × 270 mm. The formulation of hybrid composite laminates is given in the following Table 4.
-
Laminate Sequence: GF – SGF – WTLF – GF – WTLF – GF– WTLF – SGF – GF
The weight fraction of the composite material is computed with the following equation:
where,
- WF:
-
Weight fraction of fiber
- Wm:
-
Weight fraction of matrix
- wF:
-
Weight of fiber
- wm:
-
Weight of matrix
The fiber volume fraction of the composite laminate is computed by the following equation:
where.
- wGF:
-
Weight of GF
- wSGF:
-
Weight of SGF
- wWTLF:
-
Weight of WTLF
- ρGF :
-
Density of GF
- ρSGF :
-
Density of SGF
- ρWTLF :
-
Density of WTLF
The process was initiated by applying a thin coating of epoxy resin to the aluminum foil surface. The GF fabric was strategically placed above the aluminum foil surface on which the epoxy resin is applied. Air bubbles were eliminated using a metal roller, during which unidirectional long SGF was positioned carefully over the GF, accompanied by the spreading of WTLF. The process was repeated for achieving the above-mentioned laminate sequence. After completion of the process, the entire setup was maintained at 120 °C with a pressure of 32 kg/cm2 for a period of 3 h for polymerization and curing purpose. The complete fabrication is done in a controlled environment of 32 ± 2 °C, along with relative humidity percentage of around 63. The hybrid composites are being cut with the help of a diamond cutting tool to study about the mechanical and sound absorption nature as per the ASTM standard. The highest care was exercised to maintain the uniformity and homogeneity in the hybrid composite.
3 Experimental Works
3.1 Tensile Testing
The testing was carried out in accordance with the ASTM D638–03 tensile standards [19]. Dog-bone shaped structure was produced from the developed hybrid composite laminates. The experiment was carried out with the help of a universal testing machine (Model: Instron 3369) which has the capability 100 kN and the process parameters like crosshead speed of 5 mm/min along with the load cell of 25 kN with gauge length value of 50 mm.
3.2 Flexural Testing
Flexural testing was conducted in accordance with the ASTM D790–03 [20] standard with the help of universal testing machine (Model: Zwick well-roell z100). The process parameters are with the crosshead speed of 2 mm/min and load cell used was 25 kN. The specimen dimension of 127 mm × 12.7 mm × 4.5 mm structure was produced from the developed hybrid composite laminates. The specimen was positioned in the 3-point bending based on the recommended span-to-depth with the ratio of 16:1.
3.3 Impact Testing
IZOD test (Model: IMPat 15 & Make: ATS FAAR, Italy) has been conducted in accordance with the ASTM D256 impact standard dimension of 65 × 13 × 4.5 mm [21]. The un-notched specimen is being loaded to the impact testing machine and then the weight was allowed to release in turn which hits the sample. The energy essential to break the specimen being measured. The complete experimentation was conducted at the normal laboratory environment of 23 ± 2 °C, along with the relative humidity in the percentage range of 50 ± 5. Six test specimens were used and the mean value was finally obtained.
3.4 Inter Laminar Shear Strength (ILSS)
This test is carried out to measure the ILSS, with the help of three-point bending test which is used to gather the data and along with the equation given below [22]. During ILSS, the failure of the composite laminate was initiated in the shear mode (delamination).
where,
- b & t:
-
Width and thickness of the laminates (mm)
- P:
-
Flexural load (N)
3.5 Sound Absorption Property (SAP)
If a sound wave hits a material, the material can absorb, reflect, and transmit those waves. All three phenomena will depend on the material type. The incident sound wave absorption is a competent way to control noise. In accordance with the ASTM E1050–10 [23], 2-microphone impedance technique (Model: Type 4206/Make: Bruel & Kjaer Co., Ltd) was being used to estimate the sound absorption co-efficient (Fig. 5). This approach is mainly aiding to control a composite’s sound absorption ability in response to the normal sound wave incidence. The large and small tube test rig has a diameter of 99.5 mm and 29.5 mm. The minor tube can be operated in between the frequency range of 500 Hz and 6300 Hz, while the big tube can operate below 500 Hz. The assessing frequency range used for the experiment was 50–6300 Hz. The frequency range has been separated into three distinct levels – low level (50–500 Hz), medium level (1000–2000 Hz), and high level (2000–6300 Hz) ranges. For each specimen, four readings were recorded independently to determine the acoustic properties.

Graphical representation of impedance tube arrangement
3.6 Scanning Electron Microscopy (SEM)
Fractography study is carried out to assess the closer view in the broken surface composites was investigated using scanning electron microscopy (Model: JEOL JSM–6480LV). The SEM examination was carried out after the tests made on the specimen like tensile, flexural, and impact with voltage range of 15 kV. The specimen requires pre-processing to enhance the clarity over the image, so that thin broken specimen was taken and position in the aluminum stub which are sputter-coated with gold, then the analysis was carried out.
4 Results and Discussion
4.1 Tensile Properties
The assess the tensile characteristics five different variants are chosen with SGF, WTLF, and GF-reinforced epoxy to form the hybrid composites, where in these specimens prepared by varying SGF and WTLF content while the content of GF was maintained at 10 wt.% for all specimens. From the results, it can be found that, the combination of 25 wt.% of SGF with 5 wt.% of WTLF-reinforced hybrid composites showed the maximum strength of 79.32 MPa compared to the combination of 5 wt.% of SGF with 25 wt.% of WTLF-reinforced hybrid composites showed only 62.84 MPa. The tensile strength analysis of hybrid composites is demonstrated in the Fig. 6. It is observed that hybridization of 25 wt.% of SGF and 5 wt.% of WTLF with 10 wt.% of GF significantly enhances tensile strength while comparing with the other existing hybrid combination. The tensile ability of SGF-reinforced hybrid composites is better while comparing with the flax and bamboo fibers reinforced hybrid composite. It is found that the tensile strength is increased by 56.79% which has the fiber volume fraction of 40% [24]. In other perspectives, when more SGF was added up to 25 wt.%, the tensile strength increased, which could be due to the higher tensile strength of individual SGF as well as a great consequence on tensile modulus was observed; few considerable influences on tensile catastrophe strain of the material was noticed. Sample S1 showed the most excellent performance among the other hybrid composites due to high-quality adhesion between SGF, WTLF, and GF, which led to higher tensile strength, resulting in better strength to weight ratio. The tensile strength increases linearly with SGF content up to 25 wt.% with 5 wt.% of WTLF. Furthermore, when the WTLF content is increased beyond 5 wt.%, some voids and fiber contacts caused by an insufficient amount of epoxy resin could be observed in the composite, this declines the mechanical properties of natural fiber composites. Hence, the SGF content used for fabricating the best hybrid composites should not be kept more than 25 wt.%.

Hybrid tensile strength of composite
4.2 Flexural Properties
The flexural strength of composites was assessed by three-point tests, in which the outer most laminates experience compressive stress, innermost laminates experience tensile stress, and the intermediate laminates experience shear. Hence the combined effects of shear and bending would be responsible for the composite failure [25]. The difference in the flexural strength of various samples is depicted in Fig. 7. The maximum flexural strength was expected for 25 wt.% of SGF because of its higher stiffness, coupled with a strong adhesion of the polymer matrix reinforced with fiber, when compared with the WTLF. This augmentation is ascribed to the strength of SGF compared to that of lower weight fraction of SGF and stronger bonding with the epoxy matrix. Flexural strength has showed an increasing tendency along with volume fraction of SGF between 5% and 25% by weight. It is interesting to note that the composite with 25 wt.% of SGF has an increased flexural strength by 28.67% than the composite sample with 5 wt.% of SGF and 10 wt.% of constant GF. It shows that the arrangement of GF in the extreme top and bottom layers, as well as SGF and WTLF in the middle contributes increase in flexural ability. This might be vindicated the outer most GF layer controls the flexural strength and stiffness of the composites. The addition of more WTLF affects the flexural strength owing to deprived bonding between the fibers and binder, and stress might be effortlessly conveyed from the binder to weaker WTLF, which has low load-bearing capacity. Epoxy resin in the hybrid natural laminated composites experienced plastic deformation which induces deformation/failure mechanisms during three point bending testing [26, 27].

Flexural Strength of Hybrid Composite
4.3 Impact Properties
Izod test results for the hybrid composites revealed the trend of increase in impact strength with 25 wt.% of SGF content while the trend was opposite for 5 wt.% of SGF. Highest impact energy of 5.45 J was noticed for S1, trailed by S2. Specimens S3, S4, and S5 showed increase in impact energy with the increase in SGF content. Figures 8 and 9 display the impact energy and impact ability of the composite laminate.

Impact energy of composite

Impact strength of composite
While the SGF content was increased by 5% and 10%, the impact energy raises by 53.1% and 77.4% for the hybrid composite. Among trifibered hybrid samples, a combination of 5 wt.% of WTLF, 25 wt.% of SGF, and 10 wt.% of GF is the better combination for achieving the highest impact strength. This could be attributed to the ability of SGF to take up more impact energy, during sudden load than the WTLF and GF. The lower propagative energy of the epoxy with 25 wt.% of SGF results in minimum pull-out of fiber and renders excellent fiber–matrix interfacial bonding. From the experiments, it could be inferred that SGF content of 25 wt.% fetches the highest impact strength for the hybrid composite.
4.4 Inter Laminar Shear Strength Properties
The ILSS mainly rely on the binder characteristics and core–binder bonding strength rather than the core fiber ability. ILSS can be enhanced by augmenting the tensile strength and the volume fraction of binder [28]. The increase in the ILSS of the hybrid composite is ascribed with the higher strength and stiffness of SGF when compared with WTLF. Hence, they proved to possess stronger fiber–matrix adhesion, enabling sufficient stress transfer and rendered higher ILSS. Mechanical interlocking offers a compliant means of enhanced bonding between fiber and matrix. This interlocking demands the penetration of adhesive into the gap between the substrates, where the mechanism of bonding takes place and when the gap is large enough; it may lead to enhanced ILSS. The current work has a high ILSS for 25 wt.% of SGF-reinforced hybrid composite, which could be possible owing to the presence of microfibrils along with aggregates over the core fiber surface offering the maximum contact, which is enhancing interlocking between the matrix and fiber.
Figure 10 represents variation of ILSS in the hybrid composite. Sample S1 bears a maximum load of 624 N, and sample S2 bears a minimum load of 182 N. Results showed that the laminated layers were devoid of delamination at the time of experimentation, which could be possible because of the excellent interfacial bonding between the binder and fiber. The considerable catastrophe of specimen happens owing to breakage and bending nature of the fibers which was termed as Mode I failure. The same phenomenon could be observed by the experiments conducted by former researchers [29]. The incorporation of SGF with WTLF from 5 wt.% to 25 wt.% increases the ILSS, but in contrast, a decline in ILSS is detected with intensification in WTLF. Sample S1 shows the highest ILSS of 9.6 MPa while sample S5 has the lowest ILSS of 5.34 MPa. From all the above interpretations, failure mode for short beams would be shear failure while for long beams it would be either tension or compression [30].

Interlaminar Shear Strength of Hybrid Composite
4.5 Sound Absorption Properties
Experimental results were evaluated by the 2-microphone transfer function impedance tube technique in accordance with the ASTM E1050–10. In this experimental work, the SAC was determined by the different weight fraction of WTLF with the specimen thickness of 4.5 mm. Specimens of different compositions reveal that the co-efficient of sound absorption property is low in between the range of 500 hertz to 1000 hertz frequency. Figures 11 and 12 shows the AAC variation for different frequency ranges and AAC of hybrid composite respectively. Table 5 displays the variation in AAC range corresponding to frequency intensities. Among all variants, 25 wt.% of WTLF depicts predominant sound absorption ability owing to open and through pores. Moreover, the micro-voids appeared in the WTLF composite due to the inhomogeneous distribution of the fibers. As a result of the comparison between hydrophobic with hydrophilic hollow structure, the hydrophilic is capable of absorbing the sound effectively better than the hydrophobic [31]. The hybrid composite sample S5 possesses the maximum acoustic absorption co-efficient of 0.59 in the range of 2000–6300 Hz frequency owing to the higher weight percentage of WTLF with the closely packed matrix material. The curve of S4 is different from other results mainly due to the specific characteristics of particulate fiber at low frequency range [32]. The microscopic investigation of natural fiber reveals the lumen content inside the bundle of hollow sub fiber. In this way, the lumen content present in this composite, which was examined for the sound wave propagation property, rendered greater thermal and frictional losses owing to the occurrence of micro-voids and air gaps in fiber surface [33].

Acoustic absorption coefficients at various frequency ranges

Acoustic absorption coefficient of hybrid composites
4.6 SEM Analysis (Morphological Analysis)
The SEM fractography of the tensile specimen of 25 wt.% WTLF composite is shown in Fig. 13a and b. The pull-out of the fiber is noticeable from the micrograph, and specifically 5 wt.% SGF are observed to be more broken fibers. Pull-out of the fiber arises primarily owing to the reduced interfacial adhesion at the fiber and polymer matrix interface. Due to appreciable interfacial adhesion, delamination was observed to be minimum at the interface. It is clear that the bonding in between the fiber and binder is considerable low and the tensile ability is also less for the specimen with 25 wt.% of WTLF and 5 wt.% of SGF. The micrographs of sample S5 depicts that the micro holes which induces the sudden breakage of SGF. Micro-holes formation could be owing to insufficient coverage of binder on the core during the fabrication procedure. Fig. 13c and d displays the SEM micrograph of a fractured tensile sample with 25 wt.% of SGF. Interfacial delamination is observed to be greatly inferior to the 5 wt.% of SGF sample. The results established that the interfacial bonding in between both the core and polymer is better and minimum pull-out of fiber. The optimized tensile strength of the 25 wt.% of SGF-reinforced hybrid composites have better interfacial strength, higher fiber wetting, least fiber pull-out, and weak delamination of internal fiber structure [6, 34].

SEM images of a & b tensile fracture of S5 sample; c & d tensile fracture of S1 sample
5 Conclusion
Hybrid composite laminates with SGF, WTLF, and GF was fabricated by compression molding techniques and subjected to mechanical and sound absorption tests. The experimental analysis reveals the following outcomes:
-
Hybrid composites made of 25 wt.% of SGF with 5 wt.% of WTLF and 10 wt.% of GF displayed better mechanical properties than all other hybrid composites.
-
Increasing SGF may lead to increase in mechanical behaviors like impact, flexural, tensile, and ILSS. The greater interfacial bond between the fiber and binder enhances the properties, decreases microholes, and reduces fiber pullout in hybrid composites.
-
SEM results clearly depicts that the better mechanical strength of hybrid composites is rely on micro holes as well as based on the interfacial bonding between the core and binder.
-
The hybrid combination of 25 wt.% of WTLF with 5 wt.% of SGF resulted in excellent SAC of 0.59, but 5 wt.% of WTLF with 25 wt.% of SGF was found to be 0.40. This novel sound absorbing hybrid composite laid down a path for the novel materials development along with enhancement of current existing materials.
This research work is revealing in cost effective material development which is taken as major consideration and can be effectively implement in the building acoustics as well as sound proof panels and other sound absorbing applications.
References
Karthi, N., Kumaresan, K., Sathish, S., Gokulkumar, S., Prabhu, L., Vigneshkumar, N.: An overview: natural fiber reinforced hybrid composites, chemical treatments and application areas. Mater. Today: Proc. 27(3), 2828–2834 (2020)
Sanjay, M.R., Siengchin, S., Parameswaranpillai, J., Jawaid, M., Pruncu, C.I., Khan, A.: A comprehensive review of techniques for natural fibers as reinforcement in composites: preparation, processing and characterization. Carbohydr. Polym. 207, 108–121 (2019)
Sanjay, M.R., Madhu, P., Jawaid, M., Senthamaraikannan, P., Senthil, S., Pradeep, S.: Characterization and properties of natural fiber polymer composites: a comprehensive review. J. Clean. Prod. 172, 566–581 (2018)
Palanikumar, K., Ramesh, M., Hemachandra, R.K.: Experimental investigation on the mechanical properties of green hybrid sisal and glass fiber reinforced polymer composites. J. Nat. Fibers. 13(3), 321–331 (2016)
Sanjay, M.R., Arpitha, G.R., Senthamaraikannan, P., Kathiresan, M., Saibalaji, M.A., Yogesha, B.: The hybrid effect of jute/Kenaf/E-glass woven fabric epoxy composites for medium load applications: impact, inter-laminar strength, and failure surface characterization. J. Nat. Fibers. 16(4), 600–612 (2019)
Sathishkumar, T.P., Navaneethakrishnan, P., Shankar, S.: Tensile and flexural properties of snake grass natural fiber reinforced isophthallic polyester composites. Compos. Sci. Technol. 72(10), 1183–1190 (2012)
Sathishkumar, T.P., Navaneethakrishnan, P., Shankar, S., Kumar, J.: Mechanical properties of randomly oriented snake grass fiber with banana and coir fiber-reinforced hybrid composites. J. Compos. Mater. 47(18), 2181–2191 (2013)
Vinayagamoorthy, R.: A review on the polymeric laminates reinforced with natural fibers. J. Reinf. Plast. Compos. 36(21), 1577–1589 (2017)
Gokulkumar, S., Thyla, P.R., Prabhu, L., Sathish, S.: Measuring methods of acoustic properties and influence of physical parameters on natural fibers: a review. J. Nat. Fibers. 1–20 (2019)
Peng, L., Song, B., Wang, J., Wang, D.: Mechanic and acoustic properties of the sound-absorbing material made from natural fiber and polyester. Adv. Mater. Sci. Eng. 1–5 (2015)
Jayamani, E., Heng, S.K., bin Bakri, M.K., Hamdan, S.: Comparative study of sound absorption coefficients of coir/kenaf/sugarcane bagasse fiber reinforced epoxy composites. InKey Engineering Materials. Trans. Tech. Public. 730, 48–53 (2017)
Ersoy, S., Küçük, H.: Investigation of industrial tea-leaf-fibre waste material for its sound absorption properties. Appl. Acoust. 70(1), 215–220 (2009)
Prabhu, L., Krishnaraj, V., Sathish, S., Sathyamoorthy, V.: Experimental and Finite Element Analysis of GFRP Composite Laminates with Combined Bolted and Bonded Joints. Indian J. Sci. Technol. 10(14), 1–7 (2017)
Sathishkumar, T.P., Navaneethakrishnan, P., Shankar, S., Rajasekar, R.: Characterization of new cellulose sansevieria ehrenbergii fibers for polymer composites. Composite Interfaces. 20(8), 575–593 (2013)
Gokulkumar, S., Thyla, P.R., Prabhu, L., Sathish, S.: Characterization and comparative analysis on mechanical and acoustical properties of camellia Sinensis/Ananas Comosus/glass Fiber hybrid polymer composites. J. Nat. Fibers. 2019, 1–7 (2019)
Mittal, V., Saini, R., Sinha, S.: Natural fiber -mediated epoxy composites – a review. Composites Part B. 99, 425–435 (2016)
Palanikumar, K., Ramesh, M., Hemachandra, R.K.: Experimental investigation on the mechanical properties of green hybrid sisal and glass fiber reinforced polymer composites. J. Nat. Fibers. 13(3), 321–331 (2016)
Prabhu, L., Krishnaraj, V., Sathish, S., GokulKumar, S., Karthi, N.: Study of mechanical and morphological properties of jute-tea leaf fiber reinforced hybrid composites: effect of glass fiber hybridization. Mater. Today: Proc. 27, 2372–2375 (2020)
Asim, M., Jawaid, M., Khan, A., Asiri, A.M., Malik, M.A.: Effects of date palm fibres loading on mechanical, and thermal properties of date palm reinforced phenolic composites. J. Mater. Res. Technol. 9, 3614–3621 (2020). https://doi.org/10.1016/j.jmrt.2020.01.099
Prabhu, L., Krishnaraj, V., Gokulkumar, S., Sathish, S., Ramesh, M.: Mechanical, chemical and acoustical behavior of sisal–tea waste–glass Fiber reinforced epoxy based hybrid polymer composites. Mater. Today: Proc. 16, 653–660 (2019)
Aruchamy, K., Subramani, S.P., Palaniappan, S.K., Sethuraman, B., Kaliyannan, G.V.: Study on mechanical characteristics of woven cotton/bamboo hybrid reinforced composite laminates. J. Mater. Res. Technol. 9(1), 718–726 (2020)
Mohanta, N., Acharya, S.K.: Investigation of mechanical properties of luffa cylindrica fibre reinforced epoxy hybrid composite. Int. J. Eng. Sci. Technol. 7(1), 1–10 (2015)
ASTM: C1050–10, Standard Test Method for Impedance and Absorption of Acoustical Materilas Using a Tube. Two Microphones and A Digital Frequency Analysis system, West Conshohocken (2010)
Sathish, S., Kumaresan, K., Prabhu, L., Vigneshkumar, N.: Experimental investigation on volume fraction of mechanical and physical properties of flax and bamboo fibers reinforced hybrid epoxy composites. Polym. Polym. Compos. 25(3), 229–236 (2017)
Vinayagamoorthy, R., Rajeswari, N.: Mechanical performance studies on Vetiveria Zizanioides/jute/glass Fiber reinforced hybrid polymeric composites. J. Reinf. Plast. Compos. 33(1), 81–92 (2014)
Patel, J., Ayyar, A., Peralta, P.: Kink band evolution in polymer matrix composites under bending: a digital image correlation study. J. Reinf. Plast. Compos. 39(21–22), 852–866 (2020)
Budiansky, B., Fleck, N.A.: Compressive failure of fibre composites. J. Mech. Phys. Solids. 41(1), 183–211 (1993)
Ahmed, K.S., Vijayarangan, S.: Tensile, flexural and interlaminar shear properties of woven jute and jute-glass fabric reinforced polyester composites. J. Mater. Process. Technol. 207(1–3), 330–335 (2008)
Mouritz, A.P., Gallagher, J., Goodwin, A.A.: Flexural strength and interlaminar shear strength of stitched GRP laminates following repeated impacts. Compos. Sci. Technol. 57(5), 509–522 (1997)
Sanjay, M.R., Yogesha, B.: Studies on natural/glass fiber reinforced polymer hybrid composites: an evolution. Mater. Today: Proc. 4(2), 2739–2747 (2017)
Pickering, K.L., Efendy, M.A., Le, T.M.: A review of recent developments in natural fibre composites and their mechanical performance. Compos. A: Appl. Sci. Manuf. 83, 98–112 (2016)
Jayamani, E., Hamdan, S.: Sound absorption coefficients natural fibre reinforced composites. InAdvanced materials research. Trans. Tech. Public. Ltd. 701, 53–58 (2013)
Huang, C.H., Lin, J.H., Lou, C.W., Tsai, Y.T.: The efficacy of coconut fibers on the sound-absorbing and thermal-insulating nonwoven composite board. Fibers Polym. 14(8), 1378–1385 (2013)
Prabhu, L., Krishnaraj, V., Gokulkumar, S., Sathish, S., Sanjay, M.R., Siengchin, S.: Mechanical, chemical and sound absorption properties of glass/kenaf/waste tea leaf fiber-reinforced hybrid epoxy composites. J. Ind. Text. 17, 1528083720957392 (2020)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Prabhu, L., Krishnaraj, V., Sathish, S. et al. Mechanical and Acoustic Properties of Alkali-Treated Sansevieria ehrenbergii/Camellia sinensis Fiber–Reinforced Hybrid Epoxy Composites: Incorporation of Glass Fiber Hybridization. Appl Compos Mater 27, 915–933 (2020). https://doi.org/10.1007/s10443-020-09840-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10443-020-09840-4