
Abstract
Jute fibre reinforced polyester composites were developed and characterized for friction and sliding wear properties. Effect of fibre orientation and applied load on tribological behaviour of jute fibre reinforced polyester composites were determined. It is found that wear resistance was maximum in TT sample, where fibres were normal to sliding direction. Wear rate under sliding mode follows this trend; WTT < WLT <WLL LL sample showed higher capability to sustain the load whereas lowest wear resistance found in this case. The coefficient of friction found highest for TT sample and lowest for LT sample. The coefficient of friction decreased with increase of applied load. Worn surfaces were analysed and discussed with the help of SEM.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Jute fibre is a renewable resource and lignocellulosic in nature. Jute fibre reinforced composites owing to their low cost, high specific strength, light weight and biodegradable nature will have several industrial applications in different sectors such as automotive, housing, packaging and marine [1–5]. Poor wettability and insufficient adhesion between jute fibres and the polymer matrix lead to debonding [1]. Properties of natural fibre composites depend on fibre loading, orientation and fibre to matrix adhesion [2]. Rohatgi et al. [3] reported the basic properties of jute fibre in their review. But still, jute fibre reinforced polyester composites have not yet fully been exploited for industrial applications because of limited data availability on their tribological performance. Mechanical properties of jute-polyester system have been reported in the past [4, 5]. Tong et al. [6] reported the abrasive wear behaviour of bamboo and concluded that the free abrasive resistance of a bamboo stem is affected by the vascular bundle fibre orientation with respect to the abrading surface and abrasive particle sizes. Normal oriented samples give higher abrasion resistance than parallel-oriented ones and the vascular bundle than the matrix tissue. Shim et al. [7] reported the effect of fibre orientation on friction and wear properties of graphite fibre composites and discovered that the differences in friction and wear behaviour of specimens with different fibre orientation are mainly due to the anisotropic properties caused by the microstructure of fibre orientation in the matrix. Cirino et al. [8] studied the dry abrasive wear behaviour of continuous aramid fibre reinforced epoxy. They found optimum wear resistance occurred when the fibres were oriented normal to the sliding surface. Eleiche and Amin [9] reported the effect of unidirectional cotton fibre reinforcement on the friction and wear characteristics of polyester with varying sliding speed, fibre volume fraction and fibre orientation. In this study, unidirectional jute fibre reinforced polyester composite was developed and sliding wear behaviour was determined under different sliding directions namely LL, LT, TT. Sliding wear mechanism in three different directions was explained with the help of SEM of worn surfaces.
2 Materials & Method
2.1 Composite Preparation
Unsaturated polyester was a general-purpose resin mixed with accelerator. The thoroughly mixed resin system with 2% accelerator and 2% hardener was accurately weighed and mixed with weighed amount of long jute fibre. Resin impregnated long fibres were arranged in a particular direction in a rectangular mould to achieve desired fibre orientation. Figure 1a, b, c show the different fibre orientation in the composite with respect to sliding direction and referred as LL, LT and TT in the text. After curing the sample at 30°C for 24 h, sample was removed and machined in cylindrical shape. The weight ratio of jute to resin was 30:70. Complete wetting of jute fibres in the resin and a bubble free casting of specimen pin was successfully achieved. Density of composite pin determined by using a microbalance was found to be 1.239 g/cm3.

a, b, c show the different fibre orientation in the composite namely LL, LT and TT with respect to sliding direction
2.2 Sliding Wear and Friction Testing
A pin-on-disc type sliding friction and wear machine, (model type, TR-201 CL-M2 of Ducom, India) was used to determine the wear and friction properties of samples. A stainless steel (EN-31) disc of 100 mm diameter and 8 mm thickness was used as counterface. Loads in the range of 10–100 N were applied on the sample using dead weights through loading lever. Maximum load was selected according to the response of the composite. The frictional force was measured by the means of a load cell (strain-gauge force transducer) and the coefficient of friction was computed using frictional force and applied load.
The wear tests were performed under dry sliding condition. Composite pins of 8 mm diameter were held perpendicular to the counterface at a constant sliding speed of 2.22 m/s. Three tests were performed for each set of test and the average values were reported. The roughness of the counterface was kept constant at the start of each test. A new set of pin samples was used for each set of tests. The sliding distance was kept constant at 4 kms. The specific wear rates of the composites were calculated using weight loss measurements taken after each test using a balance of 10−4 g accuracy. Before weighing, the samples were kept in a desicator to avoid moisture absorption after the test. The specific wear rate (k0) was calculated using formula
where k0 is the specific wear rate in m3/Nm, w is the weight loss in grams, ρ is the density of sample, D is the sliding distance in meter and L is the applied load in Newton.
3 Results and Discussion
Figure 2 shows the plot between specific wear rate and applied load for jute-polyester composite having different fibre orientation namely LL, LT and TT sample. The TT sample shows highest wear resistance and better structural integrity up to 60 N applied load corresponding to 1,194 kPa pressure. LL sample shows lowest wear resistance as compared to LT sample and TT samples. Similar results have been found by Cirino et al. [8] for aramid fibre reinforced epoxy. The optimum wear resistance occurred when fibres were oriented normal to the sliding direction [8]. Apart from this the graph shows the load sensitive performance for different samples. Operating load limits for LL, LT and TT samples are found to be 70, 20 and 60 N respectively. Decreasing trends of specific wear rate with applied load is observed in all cases. Above 60 N load there is a sudden increase in wear rate observed for LL sample, which can be seen in the graph. This is because the adhesion between steel counterface and sample is more than the fibre-matrix interface adhesion so fibres get loose which detached easily. In other words, sample got sticked on counterface at higher load. However, TT sample exhibited maximum wear resistance but it could not be tested after 60 N. Above 60 N, TT sample seized and distorted in shape. In case of LT sample, wear resistance was in between LL and TT. LT sample could not be tested beyond 20 N. The interlaminar shear and tensile strength across the length of the unidirectional composite has been found very low as compared with the tensile strength along the length [10]. In case of LL sample, fibre wear and matrix wear occurred due to adhesion. But at high load, friction produces higher heat that causes weakening of the interface bonding. Normal force compresses the sample surface due to which fibre breaks from weak point and matrix get pulverized. Simultaneously tangential force sheared the debonded fibre cells causing catastrophic failure of the material. In case of TT sample, fine powder debris are removed from surface at low load. However, at higher load, cross section of fibre in contact with disc offers higher resistance to slide leading to heat generation causes loosening of fibre and fibre got bent in sliding direction or simply one can say sample starts the seizening.

Specific wear rate vs applied load graph of jute-polyester composite in different fibre oriented samples namely LL, LT and TT sample
Load sensitivity of sample can understand as follows; During sliding wear testing, two main external forces act on the sample. a) normal force and b) tangential force (frictional force). The normal force resists the relative motion of counterface and tangential force deforms the sample surface in tensile contact stress mode. In other words, normal force generates the compressive stress and tangential force generates the tensile stress in the sample. Material destruction (wear) is a combined effect of both stresses.
Figure 3 shows the plot between average coefficient of friction and load for LL, LT and TT samples. The decrease in the coefficient of friction with applied load shows the following orientation trend for coefficient of friction at all applied loads;

Variation of average coefficient of friction with load for jute polyester composite
Figure 4 shows the plots between load and maximum temperature attained during sliding for the above three types of jute polyester composites. The temperature increased with increase in the load, because frictional heat increases on increasing the load. Highest temperature is found in case of TT sample, which is direct linked with coefficient of friction.

Maximum temperature attained during sliding surfaces vs loads for jute polyester composite
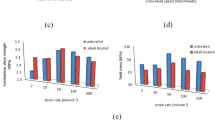
Figure 5a shows the plots between coefficient of friction and time for different samples at 20 N load. This figure exhibits highest value of coefficient of friction for TT sample followed by the LL and LT samples. This is because TT sample has fibres normal to the sliding direction and gave maximum resistance to the movement of counterface. Figure 5b shows the curves for coefficient of friction with time for LL sample at different loads ranging from 20 N to 50 N. Initially the coefficient of friction reaches to maximum value then begins to decrease and finally become stabilized. This peak value shifts to left side as load is increased; this exhibits the point of maximum real contact. At maximum applied load (50 N), coefficient of friction found minimum. Figure 5c shows the variation of coefficient of friction with time for TT sample at different applied loads which is analogous to the Fig. 5b. Shifting of peak value of the coefficient of friction with load is observed in this case also as was found for LL sample. However, the values found are higher as compared to LL sample at the corresponding loads.

a Plots between the friction coefficients and time for LL, LT and TT composites at 19.6 N load. b Plots between the friction coefficients and time for LL sample at different normal load. c Plots between the friction coefficients and time for TT sample at different normal load
Figure 6a, b, c, d show SEM micrographs of worn surface of LL sample under sliding motion at different magnifications where fibre direction and sliding direction were parallel. Fibre’s cell debonded on the application of shear. Micro-pitting is observed on the worn surface. Separated fibre boundary is clearly seen in micrograph. In LL sample, removal of top composite layer and pitting are the main wear mechanism. Pits were produced due to adhesion between pin and counterface. Part of the material from these places was transferred onto the counterface and created pits. In some places due to pressure, brittle polyester resin has gone under the plastic deformation and created debris. Microcracks along the sliding direction directly nucleated and propagated due to the tensile stress. In this case, damage of cellulose fibres is not severe. Some of worn out debris has filled the pits. Magnified micrographs clearly show the above wear mechanisms. Figure 7a, b show the SEM micrographs of worn surface of LT sample at two different magnifications, where fibre direction and sliding direction were perpendicular. Stress deformation created micropitting and in this case softened resin has spread over the surface. Edge deformation of film is also visible in the worn microstructure. Figure 8a, b, c, d show the SEM micrographs of worn surface of TT sample under dry sliding motion at different magnifications, where fibre direction were normal to the sliding direction. Initially, composite surface with fibre’s cross section come in contact with the steel counterface, this increases the coefficient of friction. Frictional heat increases the temperature during sliding causes partial softening the material built a thin transfer film. On removal of contact film pits are formed, which is visible in the figures. Combined effect of applied force and thermal mismatching between fibre and resin in the composite created microcracks at the fibre-resin interface, which clearly visible in the worn microstructures.

a, b, c, d show the SEM micrographs of worn surface of LL sample under sliding mode

a, b show the SEM micrographs of worn surface of LT sample under sliding mode

a, b, c, d show the SEM micrographs of worn surface of TT sample under sliding mode
4 Conclusions
Based on the above study following conclusions were made; Maximum wear resistance is observed in TT sample, where fibres were normal to sliding direction. Wear rate under sliding mode follows this trend;
WTT < WLT <WLL
LL sample showed higher capability to sustain the load whereas lowest wear resistance found in this case. The coefficient of friction was highest for TT sample and lowest for LT sample. The coefficient of friction decreased with increase of applied load. Micropitting, debonding and microcracking are responsible wear mechanisms under sliding wear mode in jute-polyester composite. Thus jute fibre reinforced polyester composite may have a potential future as friction material for brake pad.
References
Bledzki, A.K., Gassan, J.: Composites reinforced with cellulose based fibres. Prog. Polym. Sci. 24, 221 (1999). doi:10.1016/S0079-6700(98)00018-5
Joseph, K., Varghese, S., Kalaprasad, G., Thomas, S., Prasannakumar, L., Koshy, P., Pavithram, C.: Influence of interfacial adhesion on the mechanical properties and fracture behaviour of short sisal fibre reinforced polymer composites. Eur.Polum. J. 32, 1243 (1996)
Rohatgi, P.K., Satyanarayana, K.G., Chand, N.: Int. encyclopedia on composites. 4, 8 (1990)
Dash, B.N., Rana, A.K., Mishra, H.K., Nayak, S.K., Mishra, S.C., Tripathy, S.S.: Novel low cost jute polyester composites part 1: processing, mechanical properties and SEM analysis. Polym. Comp. 20(1), 62 (1999). doi:10.1002/pc.10335
De Albuquerque, A.C.J., de Carvalho, K.L.H., Morais d’Almeida, J.R.: Effect of wettability and ageing conditions on the physical and mechanical properties of uniaxially oriented jute-roving-reinforced polyester composites. Comp. Sci Tech. 60, 833 (2000). doi:10.1016/S0266-3538(99)00188-8
Tong, J., Ren, L., Li, J., Chen, B.: Abrasive wear behaviour of bamboo. Tribology International 28(5), 323 (1995)
Shim, H.H., Kwon, O.K., Youn, J.R.: Effects of fibre orientation and humidity on friction and wear properties of graphite fibre composites. Wear 157, 141 (1992). doi:10.1016/0043-1648(92)90192-B
Cirino, M., Friedrich, K., Pipes, R.B.: The effect of fibre orientation on the abrasive wear behaviour of polymer composite materials. Wear 121, 127 (1988). doi:10.1016/0043-1648(88)90038-5
Eleiche, A.M., Amin, G.M.: The effect of unidirectional cotton fibre reinforcement on the friction and wear characteristics of polyester. Wear 112, 67 (1986). doi:10.1016/0043-1648(86)90201-2
Lakkad, C., Patel, J.M.: Mechanical properties of bamboo, a natural composite. Fibre Sci. Technol. 14, 319 (1981). doi:10.1016/0015-0568(81)90023-3
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Dwivedi, U.K., Chand, N. Influence of Fibre Orientation on Friction and Sliding Wear Behaviour of Jute Fibre Reinforced Polyester Composite. Appl Compos Mater 16, 93–100 (2009). https://doi.org/10.1007/s10443-008-9079-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10443-008-9079-x