
Abstract
Prosopis juliflora (PJ) fibre-reinforced polymer composites are fabricated with fly ash and SiC as fillers with different weight percentages. Jute layers are also sandwiched for added strength in the structure. The wear behaviour is found for the prepared composition of samples. Pin-on-disc wear testing apparatus is used for the wear performance along with the design of experiments approach using orthogonal arrays of Taguchi’s. The effect of the input parameters (load, sliding velocity, speed) is studied on wear resistance. The experimental design creates sliding wear evaluations based on Taguchi’s L9 orthogonal array to identify the most dominating factors influencing the wear rate. This study demonstrates that the most important component affecting the sliding wear rate of the composite materials is followed by the sliding velocity, speed, and load. The result of the wear rate decreases with an increase in filler content and also increases with sliding velocity. The samples with fly ash and SiC fillers reportedly seemed to have the best wear rates.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Introduction
People are becoming more conscious of and supportive of things made from natural resources. In many countries, environmental protection and the use of non-renewable resources in the manufacture of goods may raise substantial legal issues. Therefore, natural materials should be used whenever possible to create everyday things. In comparison to synthetic fibres, natural fibres offer several advantages such as being naturally recyclable, inexpensive, nonabrasive, lightweight, enhanced mechanical qualities, high crash absorbency, and superior flame retardance [1,2,3,4,5,6]. Prosopis juliflora (PJ) plants are prevalent in many areas. At the same time, it is difficult to grow crops since they take water and nutrients from the soil, rendering them unusable [7, 8]. Many studies are conducted to determine the best ways to utilise these plants for diverse applications. The activated carbon from PJ can be used in the food, oil and pharmaceutical trades by producing it chemically [9]. In our paper, PJ/glass fibre-reinforced composites were investigated, and it was discovered that the mechanical properties are improved as the glass fibre content rises. Additionally, they recommended using natural fibre instead of synthetic fibre [10]. The water absorption and mechanical and tribological properties of the novel composites need to be investigated thoroughly. By adding jute fibre and composites loaded with waste plastic and waste plastic particles in a 30-weight percent ratio, Sakthi Balan et al. found that the materials strongly resist water absorption [11]. In a study by Madhu et al., it was observed that treated PJ fibres’ tensile and thermal properties are greater than those of untreated fibres [12]. The flexural strength, tensile strength and modulus of polymer composites, moreover their microstructure and molecular weight, all influence their performance characteristics [13,14,15]. According to Santhosh et al., the study of the shape and characteristics of PJ and rice husk-reinforced epoxy composites with filler materials can enhance mechanical qualities by 45% [16]. The wear resistance of natural and synthetic fibres is equivalent. By adding synthetic fibre reinforcement, natural fibre wear resistance can be raised [17]. A thorough analysis was conducted on the tribological application of polymer composites by Fredrich, who concluded that adding reinforcing fibres and micro- and nano-fillers would improve any polymer’s tribological behaviour [18]. By means of chemically changing the superficial with NaHCO3 and as well coating the surface of the fibre with PLA, the authors intended to boost the erosive wear resistance of the sisal composite. They found that both coated fibres and treated fibres provide the best wear resistance [19]. Designing experiments using the Taguchi method is beneficial. When analysing the effects of numerous process variables, materials scientists can benefit from it. The Taguchi method is used to analyse statistical composites made of polymers. Kumar and Reddy studied boron nitride reinforcement of Nylon composite using the Taguchi technique and discovered that it increased the composite’s wear resistance [20]. Functionally graded polymer composites are a family of materials that are widely employed as components when friction and wear are important issues. These materials have beneficial qualities like high specific strength, high modulus, low weight, self-lubricating, minimal noise and ease of production [21, 22]. Adding silica sand filler improved the tribological and water absorption properties of plastic waste-reinforced glass fibre composite. In this study, Arthanarieswaran et al. enhanced epoxy composites’ thermal and mechanical properties through NaOH treatment and added 20% fibres [23]. Ferdous et al. suggested employing the Taguchi design to examine the bond length and width used for greater strength in polymer-based composites [24]. According to Taguchi’s full factorial design, the composite was made by mixing particles of waste plastic through the powder of PJ thorns and spraying it onto the surface. Trials were conducted using ASTM standards, and data from them was given as input into a software programme to allow for additional optimisation [25]. Recent studies focused on green fillers such as rice and maize husks, shell powders of coconut and cashew nuts and date seed powders. Natural fibres and fillers are employed in composite materials because these materials are lightweight, affordable, extensively accessible, decomposable and ecological [26].
Abrasive wear mechanisms of fibre-loaded epoxy composites can be established as the extensive literature review offers plenty of scopes. An effort is made in the current work to examine the wear behaviour of PJ fibre-reinforced epoxy-based composites using silicon carbide and fly ash filler materials. For increased structure, sandwich composite is fabricated using layers of jute mat fibres. Further work is carried out using Taguchi experimental design to perform a parametric analysis of the abrasive wear process.
Material selection
Prosopis juliflora (PJ)
Natural fibres are extracted from the barks of PJ from nearby areas of Coimbatore, India. Collected PJ bark is made to soak in water for 14 days and dried under the shadow in Fig. 1.

PJ fibre
Jute fibre mat
The addition of coconut filler improves the mechanical features of jute fibre-woven mat epoxy-based reinforced composites. Fifteen percent coconut filler weight fraction is the optimum level. To enhance its mechanical qualities and use it for different structural applications, this coconut filler can be strengthened with any natural fibre mat polymer composite [27]. Jute mat, which improves the matrix formation and enhanced the composite material’s mechanical properties, is employed in three layers in the epoxy resin-reinforced PJ’s composite matrix.
Silicon carbide (SiC)
On the mechanical impact and hardness behaviours of chemically treated jute fabric reinforcement laminated composites, the effects of the SiC filling method with various percentages were examined by Reddy and Reddy (28). The test results indicated that the SiC particle size and the reinforcement amount impacted how the composite material performed mechanically [28].
Fly ash (FA)
Fly ash is the fine particulate residual outcome of burning pulverised coal mainly in coal-based energy generation plants. FA is used to improve the tensile strength of the material.
Epoxy resin
The epoxy resin is utilised to create the composite sample. The composite specimen is made with HY951 as the hardener.
Experimental
Fabrication method
Natural fibres are extracted from the bark of PJ and are made to soak in water for 14 days. A total of 500 g of PJ is obtained from the extracts and dried under the shadow. Different composite plates are fabricated as shown in Fig. 2, with each laminate containing 3 layers of natural fibre mats. Firstly, jute is placed on top of the plate, followed by an epoxy resin-hardener mix. Four hundred fifty grams of epoxy resin with 50 g of hardener is mixed for this work to obtain the matrix. Then, 100 g of fibre extracted from the dried barks of PJ is placed and sandwiched with another layer of jute. The sandwich is finally topped with an epoxy resin-hardener mixture and is covered with another plate. The whole setup is placed in the compression moulding machine. Once the compression action is complete, the whole plate is coated and finished with wax. It takes 60 min to fabricate one plate of the composite of dimensions 250 mm × 250 mm × 5 mm. The samples compositions are as follows:
-
S1—100 g of PJ + 25 g of SiC + Epoxy
-
S2—100 g of PJ + 12.5 g of SiC + 12.5 g of FA + Epoxy
-
S3—100 g of PJ + 25 g of FA + Epoxy

Specimen preparation
Tribology test
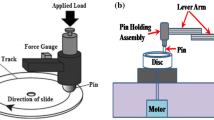
The pin-on-disc wear testing apparatus is used to determine the composite abrasive wear. The specimen is prepared in conformance with ASTM G99 standards in Fig. 3. The testing is conducted using wear testing equipment with a maximum wear track diameter of 0.135 m and a maximum disc speed of 2000 rpm provided by DUCOM instruments. The specimen is subjected to a grinding distance of 500 m and a weight of 30 N. Its length is 5.930 m. The specimen is placed in the container and is kept around through the cantilever unit. The samples are evaluated before and after the tests.

Wear test samples (row-wise S1, S2, S3)
The number of samples required to test the wear in the composites is calculated using Taguchi’s method for wear testing. This method selects three levels low, medium and high of three distinct factors: load, reinforcement and sliding velocity. As a result, a total of 9 unique samples are created for this test in Tables 1 and 2.
Taguchi DOEs and optimisation
A full evaluation of the factors under consideration can be obtained by using a controlled and scientific process called DOE to collect and analyse enormous amounts of information, making it easier to analyse the impact of different input variables on the result of a process. Based on the Taguchi L9 orthogonal array for mixed levels of three factors design, the wear and friction tests of the composites are carried out. The created specimens are then evaluated, and the test results are input into the programme and run to determine the ideal values.
Based on our needs, optimisation is done on three concepts. The three basic interpretations used for the optimisation are higher is better, nominally well, and lesser is better. In some circumstances where wear and abrasion applications are present, hardness is necessary. The influencing factors that affect the hardness and the water absorption qualities are determined, including the type of fillers used, the PJ fibre and the epoxy resin. These parameters’ ideal values are also identified and validations are carried out to determine how closely the actual results match the predictions.
Results and discussion
Wear test result
It is determined that the PJ fibre-filled-reinforced epoxy resin composite created besides tested in this work has the essential possible for a wide range of applications, particularly in dry sliding wear environments. Given their reasonably strong wear resistance, natural fibre-filled composites are to be preferred if the place of utilisation has adverse conditions for sliding wear. In general, these composites may also be suggested for uses such as fake ceilings, conveyer belt rollers, sliding door panels, lightweight vehicles, partition boards, linings for coal dust pipes and exhaust fan blades [29]. Therefore, depending on the strength and intensity of the wear assault, the amount of fibre in these composites should always be carefully determined.
Figure 4 shows that the wear rate tends to decrease as sliding distance, sliding speed and load increase. The fundamental effects plot for the wear rate with the lowest levels, with the mean value being shown on the Y axis then the levels of the wear rate are shown on the X axis. Higher sliding speeds are when this phenomenon is most apparent, as the composite transfer surface functions as a shield to reduce wear rate. Furthermore, wear debris builds up between the pin and disc as the pressure increases during sliding wear, reducing the depth of active penetration [30].

Main effect plot for minimum wear rate
The reduction of porosity, based on the presence of filler powder, is an essential aspect that influences the composite’s wear resistance and hardness due to the increasing concentration of fillers [31]. There is a clear correlation between wear resistance and hardness [32]. Improved wear resistance is achieved by increasing the hardness, and increased wear resistance is provided by adding the filler material. Results for several composites and fillers made of polymers have been published by others [31, 33,34,35].
Figure 5 illustrates the particular wear rate recorded for each of the nine sets of test runs together with the matching S/N ratio. Utilising the MINITAB19 programme, several investigations are conducted. Figure 5 shows the plotting of the mean effect for the S/N ratios of respective control components. The ‘smaller is better’ features are used to estimate the response table for the S/N ratio. The interaction plot for the wear rate with the smallest wear is shown in Fig. 6. The most prevailing interactions occur between fly ash and SiC.

SN ratio for wear rate

a Contour plot and surface plot of wear rate vs load and sliding wear. b Contour plot and surface plot of wear rate vs load and speed
In this study, the sliding velocity and filler content are found to be the two most important factors. Other researchers have also reported that the content of filler materials and sliding velocity have a greater impact on the epoxy composites bonded with natural or other fibres showing dry sliding wear [36, 37] than sliding distance and normal load.
ANOVA
The experimental findings were analysed using the conventional statistical ANOVA technique to identify the significant parameter combinations influencing the output response, specifically the wear rate and coefficient of friction (COF). Tables 4 and 5 provide the experimental results for wear rate and COF using the design of experiments (DOE). The variance analysis enables the investigation of factors and interactions that significantly impact the response variables [38].
Table 3 denotes factors and response variable of wear experiment. The experimental results received analysis using ANOVA to determine the effect of several parameters on wear rate, including load, sliding speed and speed. This analysis found the dominant independent factor and its % contribution. The final section in Tables 4 and 5 shows the percentage contribution (Pr) of each parameter to the overall variance, demonstrating their level of effect on the outcome. The load is the most significant factor in the wear rate, when the load is increasing the wear rate decreases. The data shows that the load (92% on wear rate and 49.99% on COF) has the greatest influence on the wear rate. The wear rate decreases significantly as the load increases. This implies a significant inverse connection between applied load and consequent wear rate, implying that higher loads cause less wear over time.
Regression model
The diagrams in Fig. 6a and b depict the relationship between wear rate and its determinants, which include load, sliding speed and speed. Figure 6a depicts this relationship in two dimensions, whereas Fig. 6b provides a three-dimensional view, improving understanding of how these parameters interact to affect wear rate.
Minitab, a statistical software, was used to develop a multiple linear regression model. This model uses collected data to develop a linear equation that calculates the associations between various parameters. The regression model developed in this manner describes how critical parameters determined through ANOVA analysis—such as load, sliding speed and speed —influence the findings. The regression equation was specifically designed to calculate the wear rate’s signal-to-noise (S/N) ratio [39,40,41,42].
Validation test
The verification test is intended to validate the predicted outcome. The displayed wear test result was calculated using Minitab based on the optimum conditions determined by the signal-to-noise (S/N) ratio study. Table 6 shows the expected value, which is 0.0287778, as recorded. Table 7 presents the validation results comparing experimental and optimal values, indicating an error margin of 6.39%.
Comparative analysis of wear test with previous work
Table 8 presents a comparative analysis of the wear rates observed in this study with those reported in earlier research. Polymer-based materials are widely used in tribological applications for their self-lubricating properties, wear resistance, low friction and corrosion stability. However, gaps in fundamental understanding and design challenges remain, due to the vast variety of polymers and composites used, the diversity of applications and the complexities in analysing the underlying tribological mechanisms [43]. Incorporating fibres and fillers, such as nanoparticles, into thermoset or thermoplastic matrices helps to reinforce the surface, thereby improving the tribological properties of polymers. This improvement is particularly noticeable in conditions of adhesive wear under dry contact [44].
Conclusions
The following details are drawn from the investigational analysis of the epoxy composites reinforced with natural fibres (PJ) and filler components:
-
By using hot compression moulding, it is feasible to construct various polymer composites reinforced with PJ fibre and changing filler materials with different weight percentages (S1, S2, S3).
-
The erosion wear resistance in fabricated composites is improved with an increase of proportionate fillers like SiC and fly ash, demonstrating good filler qualities.
-
The filler content and sliding velocity have a significant impact on the erosion wear rate of the composite materials under investigation, while the effects of normal load and sliding distance are substantially less essential. In general, these composites may also be recommended for uses such as coal dust delivery pipes and conveyer belt linings [29, 50, 51].
-
Fly ash is produced in India in excess of 80 million tonnes per year. So, its use in the creation of polyester matrix composites will only have a minimal impact on its overall consumption. Fly ash can be successfully working as filler in polyester matrix composites according to our study. Its filling improves the composites’ erosion resistance but only slightly affects their mechanical qualities like hardness and tensile strength. The results of the trials indicate that the fly ash component of the composites has a significant impact on erosion properties.
Availability of data and materials
Not applicable.
Abbreviations
- PJ:
-
Prosopis juliflora
- SiC:
-
Silicon carbide
- FA:
-
Fly ash
- DOE:
-
Design of experiment
References
Faruk O, Bledzki AK, Fink H, Sain M (2012) Biocomposites reinforced with natural fibers: 2000–2010. Prog Polym Sci 37(11):1552–1596. https://doi.org/10.1016/j.progpolymsci.2012.04.003
Thyavihalli Girijappa, Y. G., Mavinkere Rangappa, S., Parameswaranpillai, J., and Siengchin, S (2019) "Natural fibers as sustainable and renewable resource for development of eco-friendly composites: a comprehensive review”. Front Mater 6. https://doi.org/10.3389/fmats.2019.00226
Kumar, R., Kumar, K., & Bhowmik, S. (2017). Assessment and response of treated Cocos nucifera reinforced toughened epoxy composite towards fracture and viscoelastic properties. J Polymers Environ 26(6):2522–2535. https://doi.org/10.1007/s10924-017-1150-y
Kumar, R., Bhowmik, S., & Kumar, K. (2017). Establishment and effect of constraint on different mechanical properties of bamboo filler reinforced epoxy composite. Int Polymer Process 32(3):308–315. https://doi.org/10.3139/217.3311
Kumar R, Kumar K, Sahoo P, Bhowmik S (2014) Study of mechanical properties of wood dust reinforced epoxy composite. Proc Mater Sci 6:551–556. https://doi.org/10.1016/j.mspro.2014.07.070
Kumar, R., Bhowmik, S., Kumar, K., & Davim, J. P. (2019). Perspective on the mechanical response of pineapple leaf filler/toughened epoxy composites under diverse constraints. Polymer Bulletin 77(8):4105–4129. https://doi.org/10.1007/s00289-019-02952-3
Wakie TT, Laituri M, Evangelista PH (2016) January). Assessing the distribution and impacts of Prosopis juliflora through participatory approaches. Appl Geogr 66:132–143. https://doi.org/10.1016/j.apgeog.2015.11.017
Sato T (2013) November). Beyond water-intensive agriculture: expansion of Prosopis juliflora and its growing economic use in Tamil Nadu. India Land Use Policy 35:283–292. https://doi.org/10.1016/j.landusepol.2013.06.001
Kailappan, R., Gothandapani, L., & Viswanathan, R. (2000). Production of activated carbon from prosopis (Prosopis juliflora). Bioresource Technol 75(3):241–243. https://doi.org/10.1016/s0960-8524(00)00056-0
Mohana Krishnudu, D., Sreeramulu, D., & Reddy, P. V. (2019). Alkali treatment effect: mechanical, thermal, morphological, and spectroscopy studies on Abutilon indicum fiber-reinforced composites. J Nat Fibers 17(12):1775–1784. https://doi.org/10.1080/15440478.2019.1598917
Balan GS, Ravichandran M (2020) Study of moisture absorption characteristics of jute fiber reinforced waste plastic filled polymer composite. Materials Today: Proceedings 27:712–717. https://doi.org/10.1016/j.matpr.2019.11.260
Madhu, P., Pradeep, S., Sanjay, M. R., & Siengchin, S. (2019). Characterization of raw and alkali treated Prosopis juliflora fibers for potential polymer composite reinforcement. IOP Conference Series: Materials Science and Engineering 653(1):012016. https://doi.org/10.1088/1757-899x/653/1/012016
Sanjay MR, Arpitha GR, Naik LL, Gopalakrishna K, Yogesha B (2016) Applications of natural fibers and its composites: an overview. Nat Res 07(03):108–114. https://doi.org/10.4236/nr.2016.73011
Hossen MF, Hamdan S, Rahman MR, Islam MS, Liew FK, Lai JCH, Rahman MM (2016) August). Effect of clay content on the morphological, thermo-mechanical and chemical resistance properties of propionic anhydride treated jute fiber/polyethylene/nanoclay nanocomposites. Measurement 90:404–411. https://doi.org/10.1016/j.measurement.2016.05.006
Mohd Jamir, Mohd Ridzuan, M. S. Abdul Majid, Mohd Afendi, M. N. Rahman Y., and Azduwin Khasri. 2016. “Thermal, composition and morphological properties of untreated and alkali-treated Napier grass fibres.” 11:2485–89. https://doi.org/10.3923/jeasci.2016.2485.2489
Santhosh M, Karthikeyan G, Sasikumar R, Hariharan R, Mohanraj R (2020) Mechanical and morphological behaviour of rice husk/Prosopis juliflora reinforced bio composites. Mater Today 27:556–560. https://doi.org/10.1016/j.matpr.2019.12.021
Khare, J. M., Dahiya, S., Gangil, B., Ranakoti, L., Sharma, S., Huzaifah, M. R. M., Ilyas, R. A., Dwivedi, S. P., Chattopadhyaya, S., Kilinc, H. C., & Li, C. (2021). Comparative analysis of erosive wear behaviour of epoxy, polyester and vinyl esters based thermosetting polymer composites for human prosthetic applications using Taguchi design. Polymers 13(20):3607. https://doi.org/10.3390/polym13203607
Friedrich K (2018) Polymer composites for tribological applications. Adv Industr Eng Polymer Res 1(1):3–39. https://doi.org/10.1016/j.aiepr.2018.05.001
Naik P, Sahoo P, PradhanS Acharya SK (2021) Erosive wear behavior of bio-waste particulate-reinforced epoxy composites for low cost applications. J Indian Acad Wood Sci 18(1):1–13. https://doi.org/10.1007/s13196-020-00272-y
Shiva Kumar K, Chennakesava Reddy A (2020) Investigation on mechanical properties and wear performance of Nylon-6/boron nitride polymer composites by using Taguchi Technique. Results Mater 5
Naebe M, Shirvanimoghaddam K (2016) December). Functionally graded materials: a review of fabrication and properties. Appl Mater Today 5:223–245. https://doi.org/10.1016/j.apmt.2016.10.001
Almasi D, Sadeghi M, Lau WJ, Roozbahani F, Iqbal N (2016) July). Functionally graded polymeric materials: a brief review of current fabrication methods and introduction of a novel fabrication method. Mater Sci Eng, C 64:102–107. https://doi.org/10.1016/j.msec.2016.03.053
Arthanarieswaran VP, Kumaravel A, Kathirselvam M, Saravanakumar SS (2016) Mechanical and thermal properties of Acacia leucophloea fiber/epoxy composites: influence of fiber loading and alkali treatment. Int J Poly Anal Character 21(7):571–583. https://doi.org/10.1080/1023666x.2016.1183279
Ferdous W, Manalo A, Aravinthan T (2017) August). Bond behaviour of composite sandwich panel and epoxy polymer matrix: Taguchi design of experiments and theoretical predictions. Constr Build Mater 145:76–87. https://doi.org/10.1016/j.conbuildmat.2017.03.244
Ganapathy SB, Sakthivel AR, Sultan MTH, Shahar FS, Shah AUM, Khan T, Sebaey TA (2022) Effect of Prosopis juliflora thorns on mechanical properties of plastic waste reinforced epoxy composites. Polymers 14(7):1278. https://doi.org/10.3390/polym14071278
Sienkiewicz N, Dominic M, Parameswaranpillai J (2022) Natural fillers as potential modifying agents for epoxy composition: a review. Polymers 14(2):265. https://doi.org/10.3390/polym14020265
Sathishkumar T, Ramakrishnan S (2020) Mechanical properties of nanococonut shell filler mixed jute mat-reinforced epoxy composites for structure application. Fiber-Reinforced Nanocomposites: Fundamentals and Applications 459–476. https://doi.org/10.1016/b978-0-12-819904-6.00021-9
Manohar Reddy K, Reddy CM, B. (2021) Mechanical characterization of chemically treated used jute fiber reinforced epoxy composite with SIC fillers. Materials Today: Proceedings 37:917–921. https://doi.org/10.1016/j.matpr.2020.06.055
Biswas S (2010) Processing, characterization and wear response of particulate filled epoxy based hybrid composites (Doctoral dissertation)
Karthik K, Rajamani D, Manimaran A, Udaya Prakash J (2020) Wear behaviour of hybrid polymer matrix composites using Taguchi technique. Materials Today: Proceedings 33:3186–3190. https://doi.org/10.1016/j.matpr.2020.04.133
Swain PTR, Biswas S (2017) Abrasive wear behaviour of surface modified jute fiber reinforced epoxy composites. Mater Res 20(3):661–674. https://doi.org/10.1590/1980-5373-mr-2016-0541
Elkhouly HI, Abdel-Magied RK, Aly MF (2018) Date palm seed as suitable filler material in glass–epoxy composites. Iran Polymer J 28(1):65–73. https://doi.org/10.1007/s13726-018-0678-6
Darshan S, Suresha B (2019) August 30). Mechanical and abrasive wear behaviour of waste silk fiber reinforced epoxy biocomposites using Taguchi method. Mater Sci Forum 969:787–793. https://doi.org/10.4028/www.scientific.net/msf.969.787
Balan GS, Ganesh N, Ravichandran M (2020) Study of tribological and water intake characteristics of epoxy based hybrid composite. Materials Today: Proceedings 27:729–735. https://doi.org/10.1016/j.matpr.2019.11.324
Ananthu M, Shamnadh M, Dileep P (2018) Experimental evaluation on mechanical properties and wear resistance in PMMA seashell bionanocomposite for medical application. Materials Today: Proceedings 5(11):25657–25666. https://doi.org/10.1016/j.matpr.2018.11.007
Kumar S, Patel V, Mer K, Gangil B, Singh T, Fekete G (2019) Himalayan natural fiber-reinforced epoxy composites: effect of Grewia optiva/Bauhinia Vahlii fibers on physico-mechanical and dry sliding wear behavior. J Nat Fibers 18(2):192–202. https://doi.org/10.1080/15440478.2019.1612814
Wan Y, Chen G, Raman S, Xin J, Li Q, Huang Y, Wang Y, Luo H (2006) Friction and wear behavior of three-dimensional braided carbon fiber/epoxy composites under dry sliding conditions. Wear 260(9–10):933–941. https://doi.org/10.1016/j.wear.2005.06.007
Veličković S, Stojanović B, Babić M, Bobić I (2016) Optimization of tribological properties of aluminum hybrid composites using Taguchi design. J Composite Mater 51(17):2505–2515. https://doi.org/10.1177/0021998316672294
Stojanović B, Gajević S, Kostić N, Miladinović S, Vencl A (2022) Optimization of parameters that affect wear of A356/Al2O3 nanocomposites using RSM, ANN, GA and PSO methods. Industrial Lubrication Tribol 74(3):350–359. https://doi.org/10.1108/ilt-07-2021-0262
Stojanović B, Tomović R, Gajević S, Petrović J, Miladinović S (2022) Tribological behavior of aluminum composites using Taguchi design and ANN. Adv Eng Lett 1(1):28–34. https://doi.org/10.46793/adeletters.2022.1.1.5
Guo S, Yu G (2024) Research and design of internal meshing gear pump separating crescent plate. Sci Rep 14(1):1–11. https://doi.org/10.1038/s41598-024-53892-6
Kumar KCK, Kumar BR, Rao NM (2022) Tribological parameters optimization of AZ31-SiC composite using whale optimization algorithm. J Mater Eng Perform 32(6):2735–2748. https://doi.org/10.1007/s11665-022-07570-1
De Baets P, Glavatskih S, Ost W, Sukumaran J (2014) Polymers in tribology: challenges and opportunities. In 1st International conference on polymer tribology. University of ljubljana
Aldousiri B, Shalwan A, Chin CW (2013) A review on tribological behaviour of polymeric composites and future reinforcements. Adv Mater Sci Eng 2013:1–8. https://doi.org/10.1155/2013/645923
Surya Rajan B, Saibalaji MA, Rasool Mohideen S (2019) Tribological performance evaluation of epoxy modified phenolic FC reinforced with chemically modified Prosopis juliflora bark fiber. Mater Res Express. 6(7)
Chin C, Yousif B (2009) Potential of kenaf fibres as reinforcement for tribological applications. Wear 267(9–10):1550–1557. https://doi.org/10.1016/j.wear.2009.06.002
Yousif BF (2009) Frictional and wear performance of polyester composites based on coir fibres. Proc Inst Mechan Eng Part J 223(1):51–59. https://doi.org/10.1243/13506501jet455
Nirmal U, Lau ST, Hashim J, Devadas A, MY, Y. (2015) Effect of kenaf particulate fillers in polymeric composite for tribological applications. Textile Res J 85(15):1602–1619. https://doi.org/10.1177/0040517514563744
Sharma V, Meena ML, Kumar M, Patnaik A (2021) Waste fly ash powder filled glass fiber reinforced epoxy composite: physical, mechanical, thermo-mechanical, and three-body abrasive wear analysis. Fibers and Polymers 22(4):1120–1136. https://doi.org/10.1007/s12221-021-0145-4
Das C, Mishra SK, Purohit A (2020) Evaluation of surface response of Ficus benghalensis fiber—epoxy composites under dry sliding wear conditions. J Institution Eng (India): Series E, 103(1):47–52. https://doi.org/10.1007/s40034-020-00182-1
Venkateshwaran N, Santhanam V, Alavudeen A (2019) Feasibility study of fly ash as filler in banana fiber-reinforced hybrid composites. Process Green Composites 31–47. https://doi.org/10.1007/978-981-13-6019-0_3
Acknowledgements
The authors are grateful to the Vellore Institute of Technology, Chennai Campus, and Government College of Technology, Coimbatore, for their technical support.
Funding
This research received no external funding.
Author information
Authors and Affiliations
Contributions
TS provided draft manuscript preparation, SA provided conceptualization and data curation, PSV provided manuscript preparation, GV provided the data analysis and interpretation, and ME provided curation and interpretation. All authors have read and approved the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/. The Creative Commons Public Domain Dedication waiver (http://creativecommons.org/publicdomain/zero/1.0/) applies to the data made available in this article, unless otherwise stated in a credit line to the data.
About this article

Cite this article
Thirupathi, S., Solai, A., Pitchumani, S.V. et al. Evaluation of surface response of SiC and fly ash-filled Prosopis juliflora fibre-reinforced epoxy composites under dry sliding wear conditions using Taguchi method. J. Eng. Appl. Sci. 71, 157 (2024). https://doi.org/10.1186/s44147-024-00485-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s44147-024-00485-9