
Abstract
Our study presents an innovative material for application in the construction of biocomposites produced from agro-industrial by-products, constituted by the matrix of 70% raw rice bran, reinforced with 15% of rice husk fibers of different particle sizes (> 1 mm, > 500 µm, > 250 µm and < 250 µm) and 15% glycerol as a plasticizer. The materials were manually mixed and then molded by thermal compression in a hydraulic press with heating using a tray format. The molded parts were submitted to tests of biodegradability, contact angle, water absorption and impact resistance. The obtained results showed the influence of the incorporation of the rice husk fibers in the improvement of the evaluated properties when compared to the biocomposite produced only with rice bran. The different particle sizes of the rice husk fibers used in this study presented minor influence on the evaluated properties. Nevertheless, it should be noted that biocomposites with grain sizes > 250 µm and < 500 µm showed significant improvements, such as greater impact performance, higher initial contact angle and minor mass losses in composting experiments.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The demand for new environmentally friendly materials, due to the conscious exploitation of natural resources, has led scientists to develop materials that use elements present in nature, especially those that are considered waste or by-products [1]. Biocomposites are increasingly used, replacing conventional materials formed from synthetic materials, allowing for energy savings in processing, reduction of greenhouse gas emissions, valuation of organic by-products and lowering of waste discarded in landfills or improper places [2, 3].
Over the last decades, a growing interest for the creation of environmental protection practices has emerged, which has generated a great interest from researchers in bio-based materials, including biofibers, biopolymers and biocomposites that may be able to replace synthetic materials [4]. However, the interest in natural fibers for biocomposites surpasses its advantages in the formulation of improved materials. Actually, it has also being driven by a global concern about the impact of plastics on the environment and a growing awareness of the need to establish a circular economy, where waste such as biomass and lignocellulosic materials can be valued and used as a new raw material for industrial processes [5].
Natural fibers are eco-friendly materials used as reinforcement in the manufacture of biocomposites, suitable for many industrial applications [6]. Composites reinforced with vegetable fibers and/or biopolymers have been developed in recent years because of their significant processing advantages: biodegradability, low cost, low relative density, high specific resistance and renewable nature. Nevertheless, several industrial applications of biocomposites still depend on improvements, such as sensitivity to humidity and temperature, difficulties associated with the control of their biodegradation, low long-term mechanical performance, as well as low impact resistance, high energy consumption for processing and low durability [7]. Another reason that explains the use of natural fibers is their availability in the environment, in the form of bio-based residues and processing by-products, valuing these materials and consequently reducing their disposal in landfills [2].
Oryza sativa L. (Poaceae) is one of the most produced and consumed cereals in the world [8]. In the O. sativa processing, a by-product known as rice bran (RB) is generated. It represents 11% of the volume of processed rice [9], so that around 83 million tons of this material are annually produced in the world [10]. RB presents about 11.3–14.9% protein, 62.0% carbohydrates (mainly starch) and 15.0–19.7% oil in its composition [11].
Rice husk (RH), another by-product generated in the processing of rice, constitutes about 20% of the annual rice production in the world (750 million tons of grain), being equivalent to approximately 150 million tons [12]. The RH is the protective covering of the rice grain, being an agro-industrial by-product generated after the grain separation process. It is mainly composed of cellulose (35%), hemicellulose (25%), lignin (20%), ash (17% in which 94% is silica) and about 3% crude protein [13]. The addition of RH in the composite can lead to improvements in its physical capacities, resulting in materials with better mechanical properties, thermal resistance, greater resistance to moisture and lower costs [14].
The analyzed by-products have been used by the industry with different purposes. For example, RB can be used commercially for oil extraction; animal feed or boiler fuel while the most common uses of rice husk include its use as a biosorbent, animal feed, fuel for boilers, electricity and steam generation, as well as in paper and board production [12, 15]. Commonly, RHs are burned after harvesting close to cultivation areas, causing negatives environmental impacts. Therefore, the recycling and the use of this material as a basis for new products is necessary and will contribute to reduce atmospheric pollution [16].
Kale et al. [17] prepared RB composites with polyaniline, starch, polypyrrole, aniline chitosan and pyrrole chitosan that were employed for the adsorption of the malachite green dye. The results obtained by the authors demonstrated that the composites have potential for adsorption of malachite and possibly for the adsorption of textile waste water dyes. Bhatti et al. produced an acylation of the microcrystalline cellulose surface using RB oil. This practice resulted in reduced polarity, increased crystallinity, reduced permeability to water vapor, better mechanical, thermal and barrier properties [18].
Kargarzadeh et al. [19] elaborated a biodegradable composite and a nanocomposite made of cassava starch and rice husk fiber (RHF) using the casting method. The authors verified that the storage module, the tensile properties and, the thermal stability of the starch biocomposite increased, whereas water uptake decreased. Santhosh et al. [20] manufactured Prosopis juliflora composites filled with RHs through compression molding, revealing that the inclusion of rice husks significantly improved the mechanical behavior of the material by up to 45%.
In this work, a biocomposite composed of 70% RB and 15% GL was developed for packaging material, which was reinforced with different granulometric fractions of 15% RHF (> 1 mm, > 500 µm, > 250 µm and < 250 µm). Biodegradability, contact angle, water absorption and impact resistance tests were used to prove the effectiveness of the biocomposite produced with different granulometric fractions of RHF associated with RB and GL, as well as to compare them with a sample produced with 100% RB.
Methodology
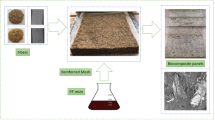
Samples of biocomposites were produced consisting of a matrix of 70% raw RB, reinforced with 15% RHF of different particle sizes (> 1 mm, > 500 µm, > 250 µm and < 250 µm) and 15% GL as a plasticizer, in addition to a matrix of 100% raw rice bran. The materials were manually mixed and then molded by thermal compression in the form of trays at 140 °C and pressure of 4 tons with a total cycle time of 5 min. These molded parts were subjected to tests of biodegradability, contact angle, water absorption and impact resistance.
Materials
RH and RB used to produce biocomposites were supplied by Cooperativa Agroindustrial Rio Pardo (COPARROZ) while glycerol (GL) (Química Moderna brand) with a minimum density of 1.2570 (g/cm3 at 25 °C) was adopted. The RH were ground in a hammer mill (forage crusher Garten GT2000LD) to obtain RHF and separated granulometrically using a Tyler series sieve system, corresponding to the particle sizes of: > 1 mm, > 500 µm, > 250 µm, and < 250 µm. RB was used in its original granulometry without being sieved, as we also aimed, during the experiments, to seek a way to reduce energy consumption for possible uses in the industrial environment. The images of the materials used in the present study are shown in Fig. 1.

Materials used: a rice bran (RB); b rice husk (RH); c rice husk flour > 1 mm (RHF); d rice husk flour > 500 µm (RHF); erice husk flour > 250 µm; f rice husk flour < 250 µm (RHF)
The mixture of RB, RHF and GL was carried out manually at room temperature. Five sample compositions were prepared; the first one was made only with RB, whereas the other four samples were incorporated 15% RHF and 15% GL. These arrangements were selected based on preliminary assays, so that the best results were replicated in this study aiming to verify the differentiation behavior of the grain sizes of RHF. The investigated compositions are presented in Table 1.
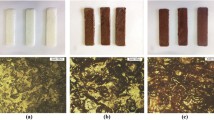
For the conformation of the samples, a hydraulic press with heating (Solab SL11) was used. The pieces molded in the shape of trays were processed by compression molding, at a temperature of 140 °C and a pressure of 4 tons during the period of 5 min. Thereupon the conformation, the specimens were prepared, going through a drying process for 72 h at 60 °C. Images of the trays representing the biocomposites molded by thermal compression, with different formulations, and composed with different grain sizes of RHF, are depicted in Fig. 2.

Molded parts using different compositions: a RB; b RB/RHF > 1000 µm /GL; c RB/RHF > 500 µm/GL; d B/RHF > 250 µm/GL; e RB/RHF < 250 µm/GL
Statistical analysis
The tests were performed at least in triplicate and the single-factor ANOVA and the Tukey post-test were used to verify statistical differences between the groups with 95% confidence. The analyses of variance were performed using the Past software (version 4.04): Paleontological statistics software package for education and data analysis software.
Characterization
Water absorption
Samples of the biocomposites measuring 4 cm x 2 cm were weighed and immersed in distilled water, being analyzed initially at hourly intervals up to 5 h and then at 24 h and 48 h. At the end of each period, the samples were removed from the water and weighed again. The amount of water absorbed was calculated gravimetrically, according to Eq. (1), where Abs corresponds to the percentage of water absorbed, Fm corresponds to the final mass of the sample after time in water and Im corresponds to the initial mass of the foam. The analyses were performed in triplicate for each formulation [21]:
Contact angle
This practice is based on goniometry, which involves observing a sessile drop of the test liquid on a solid substrate. The procedure described in ASTM D7334 [22] standard was used as the base and distilled water as the test liquid. The acquisition of the images was carried out through a digital optical microscope (brand U500X digital) and the calculations of the contact angle (θ) were carried out automatically by a Surftens software of image analysis based on Eq. (2), where D is the diameter, h the drop height and θ is the contact angle:
Impact assay
The IZOD impact resistance test was performed following the ASTM D256 [23] standard on an IMPACTOR II machine and using a 0.5 J hammer. The sample dimensions were 6 mm × 12 mm × 3 mm, and the obtained results were the test means of six independent samples. All the experiments were conducted at room temperature at a relative humidity of approximately 60%.
To better understand the properties of the biocomposites analyzed in this work, the data obtained in the tests were compared with research results that analyzed samples of polylactic acid (PLA). A comparison between RB/GL and RB/GL/RHF biocomposites and neat PLA was performed to assess whether the products developed in this research meet the requirements to be used as raw material for packaging production.
Biodegradability assay
The biodegradation test was performed according to the ASTM G 160–03 [24] standard, where samples of 2 cm × 4 cm were weighed and photographed. Afterwards these samples were placed inside a nylon envelope (9 cm × 5.5 cm). This envelope presented holes that facilitated the contact of the specimen with the ground, since one of the objectives was to evaluate the biodegradability process of the specimens.
Subsequently the envelopes containing specimens were buried in a polypropylene tray with a depth of 13 cm, positioned in a covered place and kept in this condition for a total period of 56 days. The soil moisture was weekly checked, and if necessary, water was added to keep it between 20 and 30% according to the ASTM G 160—03 standard. After the test period, alterations in the visual aspect of the samples were evaluated. This procedure was adopted in order to verify the occurrence of degradation. Samples were cleaned, dried and weighed to assess mass loss. The test was performed in triplicate, using composted soil purchased commercially.
For the control of the medium where the composted samples were exposed, temperature, relative soil humidity and precipitation were monitored on the test days, in the city of Santa Cruz do Sul-RS—Brazil, in the Universitário district (latitude 29º 41′ S, longitude 52º 26′ W); data recorded were obtained from the Meteorological Station of the University of Santa Cruz do Sul (UNISC), located at 29º 41′ 53” south latitude and 52º 26′ 28″ west longitude on the UNISC Campus at 40 m altitude, by an Automatic Meteorological Station brand DAVIS INSTRUMENTS, model Vantage Pro Plus, using the Weather Link software. The precipitation data are depicted in Fig. 3. The average temperature recorded in the period was of 25.20° and the relative humidity of the soil remained close to 30% In addition, the pH of the soil was analyzed, resulting in a variation between 6.5 and 5.5 in the period.

Monitoring of the rainfall during the study period (from 02/05/2020 to 03/31/2020)
Results and discussion
In order to evaluate the biocomposites, the characteristics presented by the samples based on RB, RHF and GL were analyzed, as well as the influence of the grain size of the RHF on the physical and mechanical properties.
Water absorption
Water absorption plays an important role on dimensional stability (service life) and the mechanical properties of biocomposites. The results obtained in the study, regarding water absorption, are directly linked to the addition of RHF. This is due to the chemical composition, size, and surface area of the fibers used [25]. Thus, adding RHF to RB and GL composites produces a material with better finishing, resulting in lower water absorption rates. The results of the water absorption of the samples over the monitoring period (48 h) can be visualized in Fig. 4. Based on them, it is possible to observe that the water absorption was intense in the first 3 h and that the granulometry of the RHF used as reinforcement in the manufacture of the biocomposite did not significantly (p < 0.05) influence the results obtained for water absorption.

Relationship between water absorption due to the decrease in the grain size of rice husk flour used as a reinforcement in the biocomposite
In composites reinforced with natural fibers, there are three mechanisms of diffusion by water absorption: through microgaps between polymer chains, diffusion via capillary transport in cracks and penetration of water molecules in micro-cracks in the matrix, resulting from the swelling of the fiber [26].
Analyzing the results, it is possible to verify that the sample containing only rice bran (a), presented the highest water absorption when compared to the others, considering that the formulations (b), (c), (d) and (e) had reinforcing fiber (RHF) and GL in their composition. According to the literature, the use of hydrophilic plasticizer negatively affects the water resistance of biocomposites. However, its use is necessary to avoid cracking of the samples during their processing and along with the hydrophobicity provided by the lignin and silica present in the RH, guaranteed lower sorption capacities to the proposed material [27, 28].
Abdurrahim developed chitosan/clay/glycerol nanocomposite films, in which the addition of 20% of the plasticizer in question reduced the water absorption of the material. According to the authors, this may be related to the interaction between the glycerol hydroxyl groups and the chitosan functional groups forming a network that does not allow water to interact further with the polar groups of chitosan, preventing water molecules from penetrating the films [29].
Biocomposites contact angle
The contact angles were measured 3 s after the drop of water was deposited on the surface (initial contact angle) and then after 3 min the drop was deposited, in order to study the degree of hydrophilicity of the sample surface, by spreading the sample drop and wettability of surfaces. The wettability of biocomposites can be greatly affected by surface properties, such as morphology, chemical properties, roughness, among others [30]. Figure 5 presents the contact angles measured on the surface of the biocomposites in 3 s and 3 min.

Contact angle (after 3 s and 3 min) of biocomposite samples
Reinforced materials with RHF (< 250 µm and > 500 µm) exhibited higher contact angles (3 s and 3 min) compared to the composite produced only with RB and GL. Through the scanning electron microscopy (SEM) assays conducted by Cano et al. [31], Arun et al. [32], and Suresh et al. [33], it is possible to examine the surface of raw rice bran. According to the results of Cano et al. [31], the use of raw rice bran in a biocomposite material creates a product with an irregular surface, as the large particles present in the rice bran induce microfissures. The surface of rice bran contains a large amount of starch granules that are highly hydrophilic, which is due to the presence of hydroxyl groups (–OH) on the surface of the granules [34]. On the other hand, through micrographs of the rice husk surface, carried out by Mazilan et al. [35] and Kolar and Jin [36], it is possible to observe the structure of the lignocellulosic material. Srivastava et al. [37] observed an increase in the contact angle with the use of rice husk as reinforcement in corn starch-based biocomposites. There was also an increase in the surface roughness of the material; however, rice husk is insoluble and has a high proportion of lignin and silica (15–20%), which contains water-resistant crystalline portions [38], demonstrating that RH had a strong interfacial interaction with the RB, filling its micropores and hindering water penetration.
Through a comparison between the samples reinforced with RHF, it is possible to verify that the samples containing RHF > 250 µm presented the highest contact angles in the period of 3 s, just as the samples containing RHF < 250 µm obtained the best results in the period of 3 min, demonstrating a significant improvement (p < 0.05). The results corroborate the findings of Mu et al. [39], where shorter and wider natural fibers, used as reinforcement in biocomposites, result in materials with lower water affinity, as they generate surfaces with lower roughness. The reduction in the granulometry increases the contact area of the RHF reinforcement with the RB matrix, creating a better adhesion and strong interaction between them, causing difficulties for permeation and water molecules diffusion on the material surface [40], especially when compared with the sample that presents only RB in its composition.
Biocomposite impact resistance
The results of the biocomposites resistance to impact can be visualized on Fig. 6. A significant (p < 0.05) increase of the resistance to the impact is observed in the sample that contains RHF particle size > 250 µm. This result is directly related to the fact that smaller particle sizes of material used as reinforce in the matrix of a composite tend to form better interfacial adhesions between the matrix and the fiber, decreasing the micro-spaces between them [41]. The micro-space between fiber and matrix is created due to the weak interfacial connection, contributing to several micro-cracks where there is an impact, and so facilitating the propagation of cracks and reducing the resistance to impact [42].

Impact resistance in relation to the decrease in granulometry of rice husk flour used as reinforcement
The material proposed in this work still needs improvements in its composition so that it can have commercial potential, as according to the results obtained by Malayarom et al. [43], the impact strength test result of pure PLA (commercial PLA grade 4043D) is equivalent to 27.6 (J/m).
Biodegradability assay
Since RB and RH are organic materials, it is expected that the biocomposites formed by these materials are naturally biodegradable. However, the grain size of the used RHF combined with the addition of plasticizer and thermal compression bonding may cause changes in their biodegradability. Thus, in this stage, we assessed possible changes in degradation by means of microorganisms due to the differences in the granulometry of the RHF used to manufacture the biocomposite samples.
In Fig. 7, samples of biocomposites can be observed at different times of exposure to the soil. Based on them it can be inferred that the bonds formed by the added components did not change their biodegradability, but postponed the time in which degradation occurs.

Chronological images of the biodegradation of samples
It is possible to verify that, at the end of the 56 days, all the samples showed great fragility and loss of visual mass, a fact that could already be perceived from the 14th day. Keeping in view the ASTM G 160–03 standard, all biocomposites presented a high biodegradation rate, being greater than 60% of mass loss, according to the exposure period. The sample containing only RB in its composition showed a significant degradation (p < 0.05) when compared to samples composed of RB/RHF/GL. This result can be explained by the presence and distribution of fibers in the matrix that affected humidity, microorganisms and other elements, in a way that it hampered the diffusion in the matrix [44]. Biodegradation occurs in two simultaneous processes, hydrolysis and microbial attack [45].
When comparing only the samples produced with RB/RHF/GL, the most significant result (p < 0.05) of biodegradation of the biocomposites was obtained using RHF with particle size > 500 µm, followed by samples with RH particle sizes > 1 mm, being directly linked to the results obtained in the water adsorption test, where fibers with larger particle size showed worse results. This can be explained by the fact that larger and longer fibers generate a coarser material with a rough surface [40], favoring water penetration into the composite interior, and consequently promoting microbial attack and accelerated degradation of the biocomposite [46]. The results are in accordance with Srivastana et al. [37], in which the addition of RHF generated lower biodegradability rates in biocomposites produced with corn starch, considering that the insolubility of rice husk in water, in addition to its hydrophobic composition, hinders the adsorption of water and consequent degradation of the material.
The percentage of mass loss of each sample can be visualized in Fig. 8, where the losses are presented after the period of 56 days the specimens were buried. However, even presenting a significant percentage of mass (p < 0.05), it is possible to verify that RB biocomposites and RB plus RHF and GL have already lost their physical integrity, being fragmented after the soil exposure period of 56 days.

Mass loss after 56 days for buried samples of the evaluated biocomposites
Table 2 aims to present the main environmental benefits of using biocomposites in packaging formulation.
According to Table 2, it is possible to observe similar advantages to composites produced with RB/GL/RHF, considering that its use is innovative in the environmental area, as in addition to reducing dependence on non-renewable resources [56], it guarantees the revaluation of by-products produced by agroindustry [57]. Thus, the biocomposites produced in this research focus on the circular economy [58], ensuring that low-cost materials are produced, with reduced electrical energy costs for processing, that have biodegradable characteristics and that have high availability of raw materials [59].
Conclusions
On the one hand, biocomposites showed to be biodegradable, with significant weight losses (p < 0.05) ranging between 68 and 77% during the composting in the study period (56 days). The incorporation of RHF and GL in the matrix (RB) promoted significant (p < 0.05) lower water absorption, reaching a plateau after the fourth day of immersion in water as well as a significant increase (p < 0.05) of the impact resistance when compared to the RB matrix.
On the other hand, the different RHF grain sizes used in this study presented little influence on the evaluated properties. Nevertheless, it must be pointed out that biocomposites with a granulometries > 250 µm and < 500 µm that showed significant improvements (p < 0.05), such as greater impact performance, greater initial contact angle and lower mass loss in composting during the evaluated period.
Considering that there are several possibilities for applications of by-products and agro-industrial residues, it is necessary to expand the research in order to find new solutions for their reuse, and thus, increase the number of biodegradable materials that can replace the same objects produced with synthetic materials.
Lastly, through the results obtained in the production of the biocomposite using RB, RHF and GL, it is recommended that future researches should evaluate and test the produced biocomposites for industrial application in order to favor the development of eco-friendly products.
References
Costa ILM, Martins LS, Maia LS, Mulinari DR (2021) Impact of the Jatoba shell residue amount on polyurethane foams based on castor polyol. J Mater Cycles Waste Manag 23:1431–1444. https://doi.org/10.1007/s10163-021-01224-5
Väisänen T, Das O, Tomppo L (2017) A review on new bio-based constituents for natural fiber-polymer composites. J Clean Prod 149:582–596. https://doi.org/10.1016/j.jclepro.2017.02.132
Bhardwaj D, Giri A, Kumar V, Srivastava VC (2024) Nettle (Urtica spp.) phytotomy and applications: crop variety selection and advanced product development for the manufacturing of natural fiber composites. Ind Crops Prod 210:118180. https://doi.org/10.1016/j.indcrop.2024.118180
Liu W, Chen T, Fei M-e, Qiu R, Yu D, Fu T, Qiu J (2019) Properties of natural fiber-reinforced biobased thermoset biocomposites: effects of fiber type and resin composition. Compos Part B: Eng 171:87–95. https://doi.org/10.1016/j.compositesb.2019.04.048
Schutz GF, Gonçalves SA, Alves RMV, Vieira RP (2024) A review of starch-based biocomposites reinforced with plant fibers. Int J Biol Macromol 261:129916. https://doi.org/10.1016/j.ijbiomac.2024.129916
Yashas Gowda TG, Sanjay MR, Subrahmanya Bhat K, Madhu P, Senthamaraikannan P, Yogesha B (2018) Polymer matrix-natural fiber composites: an overview. Cogn Eng 5(1):1446667. https://doi.org/10.1080/23311916.2018.1446667
Elfaleh I, Abbassi F, Habibi M, Ahmad F, Guedri M, Nasri M, Garnier C (2023) A comprehensive review of natural fibers and their composites: an eco-friendly alternative to conventional materials. Results Eng 19:101271. https://doi.org/10.1016/j.rineng.2023.101271
Hashim N, Ali MM, Mahadi MR, Abdullah AF, Wayayok A, Mohd Kassim MS, Jamaluddin A (2024) Smart farming for sustainable rice production: an insight into application, challenge, and future prospect. Rice Sci 31(1):47–61. https://doi.org/10.1016/j.rsci.2023.08.004
Najamuddin U, Gorji SG, Fitzgerald M (2021) Genotypic variability in the composition of soluble protein from rice bran–opportunities for nutrition. J Food Compos Anal 103:104077. https://doi.org/10.1016/j.jfca.2021.104077
Meza SLR, Cañizares L, Dannenberg B, Peres BB, Rodrigues LA, Mardade C, Leon MA, Gaioso CA, Egea I, de Oliveira M (2024) Sustainable rice bran protein: composition, extraction, quality properties and applications. Trends Food Sci Technol 145:104355. https://doi.org/10.1016/j.tifs.2024.104355
Zhou L, Yang Y, Ren H, Zhao Y, Wang Z, Wu F, Xiao Z (2016) Structural changes in rice bran protein upon different extrusion temperatures: a Raman spectroscopy study. J Chem. https://doi.org/10.1155/2016/6898715
Kordi M, Farrokhi N, Pech-Canul MI, Ahmadikhah A (2024) Rice husk at a glance: from agro-industrial to modern applications. Rice Sci 31(1):14–32. https://doi.org/10.1016/j.rsci.2023.08.005
Ramamoorthy SK, Skrifvars M, Persson A (2015) A review of natural fibers used in biocomposites: plant, animal and regenerated cellulose fibers. Polym Rev 55(1):107–162. https://doi.org/10.1080/15583724.2014.971124
Suhot MA, Hassan MZ, Aziz SaA Md, Daud MY (2021) Recent progress of rice husk reinforced polymer composites: a review. Polym 13(15):2391. https://doi.org/10.3390/polym13152391
Moreira BP, Draszewski CP, Rosa NC, Tres MV, Zabot GL, Pereira FC, Abaide ER, Castilhos F (2023) Integrated rice bran processing by supercritical CO2 extraction and subcritical water hydrolysis to obtain oil, fermentable sugars, and platform chemicals. J Supercrit Fluids 192:105786. https://doi.org/10.1016/j.supflu.2022.105786
Shamsollahi Z, Partovinia A (2019) Recent advances on pollutants removal by rice husk as a bio-based adsorbent: a critical review. J Environ Manag 246:314–323. https://doi.org/10.1016/j.jenvman.2019.05.145
Kale RD, Gorade VG, Madye N, Chaudhary B, Bangde PS, Dandekar PP (2018) Preparation and characterization of biocomposite packaging film from poly (lactic acid) and acylated microcrystalline cellulose using rice bran oil. Int J Biol Macromol 118:1090–1102. https://doi.org/10.1016/j.ijbiomac.2018.06.076
Bhatti HN, Jabeen A, Iqbal M, Noreen S, Naseem Z (2017) Adsorptive behavior of rice bran-based composites for malachite green dye: isotherm, kinetic and thermodynamic studies. J Mol Liq 237:322–333. https://doi.org/10.1016/j.molliq.2017.04.033
Kargarzadeh H, Johar N, Ahmad I (2017) Starch biocomposite film reinforced by multiscale rice husk fiber. Compos Sci Technol 151:147–155. https://doi.org/10.1016/j.compscitech.2017.08.018
Santhosh M, Karthikeyan G, Sasikumar R, Hariharan R, Mohanraj R (2020) Mechanical and morphological behaviour of rice husk/prosopis juliflora reinforced bio composites. Mater Today: Proc 27:556–560. https://doi.org/10.1016/j.matpr.2019.12.021
Vercelheze AE, Fakhouri FM, Dall’Antônia LH, Urbano A, Youssef EY, Yamashita F, Mali S, (2012) Properties of baked foams based on cassava starch, sugarcane bagasse fibers and montmorillonite. Carbohydr Polym 87(2):1302–1310. https://doi.org/10.1016/j.carbpol.2011.09.016
American Society for Testing and Materials (2013) ASTM D7334–08: Standard Practice for Surface Wettability of Coatings, Substrates and Pigments by Advancing Contact Angle Measurement. https://www.astm.org/d7334-08.html. Accessed 10 Dez 2023
American Society for Testing and Materials (2015) ASTM D256–10: Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics. https://www.astm.org/d0256-10.html. Accessed 10 Dez 2023
American Society for Testing and Materials (2010) ASTM G160–03: Standard Practice for Evaluating Microbial Susceptibility of Nonmetallic Materials by Laboratory Soil Burial. https://www.astm.org/ g0160–03.html. Accessed 10 Dez 2023
Muthuraj R, Lacoste C, Lacroix P, Bergeret A (2019) Sustainable thermal insulation biocomposites from rice husk, wheat husk, wood fibers and textile waste fibers: Elaboration and performances evaluation. Ind Crops Prod 135:238–245. https://doi.org/10.1016/j.indcrop.2019.04.053
Alias N, Ismail H, Ishak KK (2019) The effect of kenaf loading on water absorption and impact properties of polylactic acid/natural rubber/kenaf core powder biocomposite. Mater Today: Proc 17:584–589. https://doi.org/10.1016/j.matpr.2019.06.338
Suyatma NE, Tighzert L, Copinet A, Coma V (2005) Effects of hydrophilic plasticizers on mechanical, thermal, and surface properties of chitosan films. J Agric Food Chem 53(10):3950–3957. https://doi.org/10.1021/jf048790
Tran TPT, Bénézet J-C, Bergeret A (2014) Rice and Einkorn wheat husks reinforced poly (lactic acid)(PLA) biocomposites: Effects of alkaline and silane surface treatments of husks. Ind Crops Prod 58:111–124. https://doi.org/10.1016/j.indcrop.2014.04.012
Abdurrahim I (2019) Water sorption, antimicrobial activity, and thermal and mechanical properties of chitosan/clay/glycerol nanocomposite films. Heliyon. https://doi.org/10.1016/j.heliyon.2019.e02342
Ghosh T, Bhasney SM, Katiyar V (2020) Blown films fabrication of poly lactic acid based biocomposites: Thermomechanical and migration studies. Mater Today Commun 22:100737. https://doi.org/10.1016/j.mtcomm.2019.100737
Cano A, Jiménez A, Cháfer M, Gónzalez C, Chiralt A (2014) Effect of amylose: amylopectin ratio and rice bran addition on starch films properties. Carbohydr Polym 111:543–555. https://doi.org/10.1016/j.carbpol.2014.04.075
Arun V, Perumal EM, Prakash KA, Rajesh M, Tamilarasan K (2020) Sequential fractionation and characterization of lignin and cellulose fiber from waste rice bran. J Environ Chem Eng 8(5):104124. https://doi.org/10.1016/j.jece.2020.104124
Suresh S, Sivaramakrishnan R, Radha KV, Incharoensakdi A, Pugazhendhi A (2021) Ultrasound pretreated rice bran for Rhizopus sp. phytase production as a feed. Food Biosci 43:101281. https://doi.org/10.1016/j.fbio.2021.101281
Singh TP, Sogi DS (2018) Comparison of physico-chemical properties of starch isolated from bran and endosperm of rice (Oryza sativa L.). Starch-Stärke 70(11–12):1700242. https://doi.org/10.1002/star.201700242
Mazilan M, Sulaiman S, Semawi N, How FN-F, Mudalip SA, Man RC, Arshad ZIM, Shaarani S (2023) The effect of particle size on physicochemical and thermal analysis of rice husk for explosion studies. Mater Today Proc. https://doi.org/10.1016/j.matpr.2023.08.143
Kolar P, Jin H (2019) Baseline characterization data for raw rice husk. Data Brief 25:104219. https://doi.org/10.1016/j.dib.2019.104219
Srivastava V, Singh S, Das D (2024) Development and characterization of peppermint essential oil/rice husk fibre/corn starch active biocomposite film and its performance on bread preservation. Ind Crops Prod 208:117765. https://doi.org/10.1016/j.indcrop.2023.117765
Spada JC, Seibert SF, Tessaro IC (2021) Impact of PLA Poly (Lactic Acid) and PBAT Poly (butylene adipate-co-terephthalate) coating on the properties of composites with high content of rice husk. J Polym Environ 29:1324–1331. https://doi.org/10.1007/s10924-020-01957-8
Mu B, Tang W, Liu T, Hao X, Wang Q, Ou R (2021) Comparative study of high-density polyethylene-based biocomposites reinforced with various agricultural residue fibers. Ind Crops Prod 172:114053. https://doi.org/10.1016/j.indcrop.2021.114053
Xu J, Xia R, Zheng L, Yuan T, Sun R (2019) Plasticized hemicelluloses/chitosan-based edible films reinforced by cellulose nanofiber with enhanced mechanical properties. Carbohydr Polym 224:115164. https://doi.org/10.1016/j.carbpol.2019.115164
Alavudeen A, Rajini N, Karthikeyan S, Thiruchitrambalam M, Venkateshwaran N (2015) Mechanical properties of banana/kenaf fiber-reinforced hybrid polyester composites: Effect of woven fabric and random orientation. Mater Des 66:246–257. https://doi.org/10.1016/j.matdes.2014.10.067
Lin J-C, Chang L, Nien M, Ho H (2006) Mechanical behavior of various nanoparticle filled composites at low-velocity impact. Compos Struct 74(1):30–36. https://doi.org/10.1016/j.compstruct.2005.03.006
Malayarom P, Pongpakdee C, Pattamaprom C (2023) Fine-tuning heat resistance and impact toughness of natural rubber-toughened PLA at various degrees of PLA/PDLA stereocomplexation. Compos Part C: Open Access 12:100391. https://doi.org/10.1016/j.jcomc.2023.100391
Syafri E, Yulianti E, Asrofi M, Abral H, Sapuan SM, Ilyas RA, Fudholi A (2019) Effect of sonication time on the thermal stability, moisture absorption, and biodegradation of water hyacinth (Eichhornia crassipes) nanocellulose-filled bengkuang (Pachyrhizus erosus) starch biocomposites. J Mater Res Technol 8(6):6223–6231. https://doi.org/10.1016/j.jmrt.2019.10.016
Ibrahim H, Mehanny S, Darwish L, Farag M (2018) A comparative study on the mechanical and biodegradation characteristics of starch-based composites reinforced with different lignocellulosic fibers. J Polym Environ 26:2434–2447. https://doi.org/10.1007/s10924-017-1143-x
Maran JP, Sivakumar V, Thirugnanasambandham K, Sridhar R (2014) Degradation behavior of biocomposites based on cassava starch buried under indoor soil conditions. Carbohyd Polym 101:20–28. https://doi.org/10.1016/j.carbpol.2013.08.080
Chamathka WWDR, Chai T-T, Phuah ET, Wong JX, Chen SN, Yassoralipour A (2024) Extraction and characterization of cellulose nanoparticles from palm kernel meal for potential application in active food packaging. Int J Biol Macromol 260:129637. https://doi.org/10.1016/j.ijbiomac.2024.129637
Chu Y, Popovich C, Wang Y (2023) Heat sealable regenerated cellulose films enabled by zein coating for sustainable food packaging. Compos Part C: Open Access 12:100390. https://doi.org/10.1016/j.jcomc.2023.100390
Wang W, Liu X, Guo F, Yu Y, Lu J, Li Y, Cheng Q, Peng J, Yu G (2024) Biodegradable cellulose/curcumin films with Janus structure for food packaging and freshness monitoring. Carbohyd Polym 324:121516. https://doi.org/10.1016/j.carbpol.2023.121516
Chen C, Wang L, Shams Es-haghi S, Tajvidi M, Wang J, Gardner DJ (2024) Biodegradable and recyclable bio-based laminated films of poly (lactic acid) and cellulose nanocrystals for food barrier packaging. Food Packag Shelf Life 42:101244. https://doi.org/10.1016/j.fpsl.2024.101244
Palaniyappan S, Sivakumar NK, Bodaghi M, Rahaman M, Pandiaraj S (2024) Preparation and performance evaluation of 3D printed poly lactic acid composites reinforced with silane functionalized walnut shell for food packaging applications. Food Packag Shelf Life 41:101226. https://doi.org/10.1016/j.fpsl.2023.101226
Zúniga MMG, Ding R, Oh E, Nguyen TB, Trung TT, Nam J-D, Suhr J (2024) Avocado seed starch utilized in eco-friendly, UV-blocking, and high-barrier polylactic acid (PLA) biocomposites for active food packaging applications. Int J Biol Macromol. https://doi.org/10.1016/j.ijbiomac.2024.130837
Alves Z, Brites P, Ferreira NM, Figueiredo G, Otero-Irurueta G, Gonçalves I, Mendo S, Ferreira P, Nunes C (2024) Thermoplastic starch-based films loaded with biochar-ZnO particles for active food packaging. J Food Eng 361:111741. https://doi.org/10.1016/j.jfoodeng.2023.111741
Benito-González I, Ortiz-Gimeno MdM, López-Rubio A, Martínez-Abad A, Garrido-Fernández A, Martínez-Sanz M (2022) Sustainable starch biocomposite films fully-based on white rice (Oryza sativa) agroindustrial by-products. Food Bioprod Process 136:47–58. https://doi.org/10.1016/j.fbp.2022.09.008
Mueller E, Hoffmann TG, Schmitz FRW, Helm CV, Roy S, Bertoli SL, de Souza CK (2024) Development of ternary polymeric films based on cassava starch, pea flour and green banana flour for food packaging. Int J Biological Macromol 256:128436. https://doi.org/10.1016/j.ijbiomac.2023.128436
Sewwandi M, Wijesekara H, Rajapaksha AU, Soysa S, Vithanage M (2023) Microplastics and plastics-associated contaminants in food and beverages; Global trends, concentrations, and human exposure. Environ Pollut 317:120747. https://doi.org/10.1016/j.envpol.2022.120747
Reguengo LM, Salgaço MK, Sivieri K, Maróstica Júnior MR (2022) Agro-industrial by-products: valuable sources of bioactive compounds. Food Res Int 152:110871. https://doi.org/10.1016/j.foodres.2021.110871
Shanmugam V, Mensah RA, Försth M, Sas G, Restás Á, Addy C, Xu Q, Jiang L, Neisiany RE, Singha S, George G, Jose ET, Berto F, Hedenqvist MS, Das O, Ramakrishna S (2021) Circular economy in biocomposite development: State-of-the-art, challenges and emerging trends. Compos Part C: Open Access 5:100138. https://doi.org/10.1016/j.jcomc.2021.100138
Mujtaba M, Fernandes Fraceto L, Fazeli M, Mukherjee S, Savassa SM, Araujo de Medeiros G, Pereira AES, Mancini SD, Lipponen J, Vilaplana F (2023) Lignocellulosic biomass from agricultural waste to the circular economy: a review with focus on biofuels, biocomposites and bioplastics. J Clean Prod 402:136815. https://doi.org/10.1016/j.jclepro.2023.136815
Acknowledgements
This study was financed in part by the Coordenação de Aperfeiçoamento de Pessoal de Nível Superior—Brasil (CAPES)—Finance Code 001.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Nunes, F.M., Moraes, J.A.R., Machado, Ê.L. et al. Rice-based biocomposites: the influence of the rice husk granulometry on physical and biodegradation properties of rice bran matrix biocomposites. J Mater Cycles Waste Manag 26, 2935–2946 (2024). https://doi.org/10.1007/s10163-024-02009-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-024-02009-2