
Abstract
Eco-friendly “green” composites made of bio-based polymers and reinforced with natural fibers have been introduced as a sustainable alternative to the non-renewable petroleum-based materials. The aim of this work is to assess the variations in the mechanical and biodegradation behavior of starch-based composites after being reinforced with different lignocellulosic fibers (i.e., flax, date palm, banana, and bagasse). The investigated composites, of 50 wt% fiber content, were prepared using compression molding. The biodegradation behavior was evaluated using soil-burial composting, while the mechanical investigation was conducted during and after the biodegradation test. Flax composites showed the highest tensile strength and modulus of elasticity, while banana composite had the lowest tensile strength. Both Kelly-Tyson model and Halpin–Tsai mathematical models underestimated the prepared composites’ tensile strength and modulus of elasticity, respectively, except for the case of flax fibers’ composites. The tensile strength and modulus of elasticity for all composites decreased dramatically during the first week (more than 50% reduction), then further gradual deterioration took place until the end of composting. The weight loss of the composites was gradual during the burial period. By the end of the test (6 weeks), the residual weights were 59, 47, 46, and 35% for flax, palm, banana, and bagasse composites, respectively.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In the past two decades, environmentally-friendly biodegradable plastics have been receiving attention due to the urgent need to reducing the worldwide environmental pollution caused by petroleum-based synthetic plastics [1, 2]. Biodegradability corresponds to the capacity of the material to be completely assimilated by indigenous microorganisms in the ecosystem. This ecosystem can be soil, active sludge, lakes or even seawater [3,4,5]. Petroleum is the main source of plastics in our modern civilization. More than 300 million tons of plastics are currently produced per annum for diverse applications [6]. In addition to unsustainability of the synthetic plastics resource, disposing of those types of plastics in landfill can release toxic chemicals in the soil and underground water, and consequently destroys the natural habitat for many organisms. Moreover, contaminants can be absorbed in food resources and eventually accumulate in the human body [7, 8]. Biodegradable plastics from natural resources can provide a more environmental and sustainable alternative to synthetic polymer. The importance of biodegradable polymers/composites is not limited to the positive environmental effect; the production of such materials can also provide opportunities to improve the standard of life for people around the world especially in the developing countries and rural areas.
Starch is one of the most commonly studied materials as an eco-friendly polymer. Starch is a fully biodegradable and low cost material obtained from different kinds of renewable plants [9, 10]. However, there are some challenges that face the development of starch-based polymers. Those challenges are mainly the poor long-term stability, low water resistance, the deterioration of mechanical properties due to moisture uptake, and the relatively fast biodegradability of starch-based polymers [11, 12]. One of the possible ways to enhance these properties is by reinforcing starch-based polymers with stronger and more stable natural lignocellulosic fibers [13]. In comparison to synthetic fibers, lignocellulosic fibers have lower density in addition to being completely biodegradable. Furthermore, the reinforcement of lignocellulosic fibers can significantly improve the mechanical properties of starch-based matrix [14]. Sisal, jute, date palm, wood, cellulose, bagasse, banana, orange and flax are some examples of lignocellulosic fibers that have been all studied and found to be a practical way to substantially enhance starch-based matrix’s versatile properties [11, 15, 16].
Biodegradability is a key parameter that influences physical, chemical and mechanical properties of starch-based composites throughout their useful life. It also determines the time needed for such materials to completely degrade in the ecosystem. During the biodegradation process, the polymeric chains of composite material break down due to the attack of water and microorganisms. This results in gradual change in the mechanical and physical properties of the material. The biodegradability of starch-based composites reinforced with lignocellulosic fibers has been investigated in several studies [17,18,19,20]. However, there is a lack of straight comparison between the use of different types of lignocellulosic fibers based on the response of the resulting starch-based composites.
The objective of the present study is to compare the characteristics of starch-based composites made by water emulsified-thermoplastic starch (TPS) and containing four different types of natural fibers (flax, date palm, banana and bagasse) using microstructural and mechanical investigations. The study also investigates the prepared composites’ deterioration of weight, strength and stiffness due to biodegradation. Finally, flax fibers were chosen to prepare a strong and completely biodegradable composite. To this end, the mechanical and biodegradation behaviors of the starch-based composite made of continuous-unidirectional flax fibers were compared to those of a chopped-random flax fibers’ composite.
Experimental Work
Fabrication of Composites
Native corn starch (2 wt% moisture) was mixed with 30% w/w glycerin (99.7% purity) using a home-use mixer for 10 min at 60–80 °C [21]. Then 20% w/w distilled water was added while mixing. The mixing process continued for another 5 min at the same temperature. The resulting TPS was kept in polyethylene bags overnight to enhance its flow properties [22].
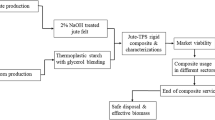
The preparation of flax fibers started by a chemical treatment of hackled long flax fibers in 5% NaOH at room temperature for 3 h. The flax fibers were then washed thoroughly in cold water before being dipped in 5% acetic acid solution for few seconds to remove any excess NaOH from the fibers surface. The flax fibers were then rewashed and dried at 120 °C for 3 h. Finally, they were cut into either continuous fibers (80 mm long) or chopped short fibers (15–25 mm long).
Date palm, banana and bagasse fibers were soaked in water at room temperature for 2 days (retting). Then they were cut transversely in 20–30 mm length pieces and mechanically treated in a home-use blender to extract the fibers from their natural resin. Date palm fibers were chemically treated in 5% NaOH for 3 h while being stirred in a home-use mixer at 80–90 °C. Banana fibers were treated by soaking in 0.5% NaOH solution for 30 min and the bagasse fibers were treated in 1% NaOH for 2 h both at 80–90 °C. The choice of the fibers’ chemical treatment parameters was based on the literature to result in the best fiber’s surface and tensile properties. More details about the chemical treatment process parameters can be found in the literature [16, 23].
Composites of TPS with 50 wt% content of chopped fibers were prepared for the four studied fiber types. Fiber content of 50 wt% was chosen since it was found in our previous studies to result in the best fibers distribution (limited fibers aggregation) and mechanical properties for TPS-based composites reinforced with chopped lignocelluloses fibers [23,24,25,26,26]. Additionally, a composite of TPS and 50 wt% continuous-unidirectional flax fibers was prepared. Stearic acid as a releasing agent was used to coat the inner surfaces of the used metallic positive-type mold. In the positive-type mold, the full molding pressure is exerted on the material which suppresses the formation of voids in the specimen and leads to a better starch plasticization. The assembly drawing of the metallic mold can be shown in Fig. 1, all dimensions are in (mm). Chopped and/or continuous fibers were carefully distributed in the mold (in all locations) to assure the homogeneity of the prepared composite panels [24]. Starch emulsion made of TPS and water in the weight ratio of (1:3 TPS to water) was prepared then poured over the fibers in the mold. The mold was placed in Carver Laboratory press (Model C). The mold was then preheated at 140 °C for 30 min to volatilize excess water from emulsion, this was followed by hot pressing at 5 MPa and 160 °C for 30 min, finally the mold was cooled at the rate 2 °C/min [27].

Assembly drawing of the metallic positive-type mold, all dimensions are in (mm)
Characterization
Fiber and Matrix
Fiber diameters were measured using a Leica stereoscope microscope. Hundred fibers were measured from each type and average values for fibers diameter were considered. Fibers’ surface morphology was investigated before and after treatments using a ZEISS-SEM under 10–4 mbar and 8 kV. The density of fibers was measured after the alkaline treatment and a compression process at 5 MPa for 30 min at 160 °C using a Mittler Toledo densitometer. The compression process was used to simulate the effect of the applied pressure during the composite samples preparation on the porous structure of the lignocellulosic fibers.
Native corn starch powder before and after plasticization, and the fracture surface of the TPS-based matrix after compression molding process were also investigated by SEM. All the investigated samples were prepared without any special coating.
Composite
SEM Investigation
The composite fracture surfaces were investigated by SEM using a ZEISS-SEM under the same conditions followed for the fiber and matrix SEM investigation. SEM was also used to investigate the biodegradation behavior on the surface of the degraded composites during and after the biodegradation test.
Tensile Properties
Specimens of 80 mm × 8 mm × 2 mm dimensions were cut from the compression molded panels at different locations and orientations for each fiber type (flax, date palm, banana, bagasse). The chosen locations and orientations were the same for all the prepared composite panels (flax, date palm, banana and bagasse) to assure the consistency of the obtained results. The cut samples were then placed in polyethylene bags at room temperature and 50% RH for 3 days. They were then tested for their tensile properties using an Instron 3382 universal testing machine (100 kN capacity with 1:100 kN force ranges) at room temperature and 50% RH. A strain rate of 0.1/min was implemented. The tensile test was also conducted for the four types of the prepared composites at different duration of soil-burial to study the deterioration in their mechanical properties during the degradation process.
Predicting the tensile strength and modulus of elasticity of the prepared composites was attempted using two mathematical models (i) Kelly–Tyson for strength; and (ii) Halpin–Tsai for modulus. In brief, the composite tensile strength can be calculated using Eq. 1 using Kelly–Tyson model.
where σ F is the fibers tensile strength (MPa), L c is the critical length (mm), L is the fibers average length (mm), σ M is the matrix tensile strength (MPa), and V F is the fibers volume fraction and V M is the matrix volume fraction. More details of Kelly–Tyson model can be found in the literature [23]. The critical length (L c ) can be calculated using the following equation [26]:
where d is the diameter of the fiber (mm). As one of the most common mathematical models to predict a composite material’s modulus of elasticity, the Halpin–Tsai model assumes discontinuous, uniform, cylindrical, and transversely isotropic fibers. The transversely isotropic composite modulus of elasticity can be calculated from the following equation:
where E C is the predicted modulus of elasticity of an isotropic composite based on random fibers reinforcement, E L is the composite modulus of elasticity in the longitudinal direction, and E T is the composite modulus of elasticity in the transversal direction. The details of determining each of E L and E T can be found in [23].
Soil-Burial Biodegradation
TPS matrix and its fiber reinforced composites of dimensions 80 mm × 8 mm × 2 mm were placed above 10 cm layer of 50 wt% sand and 50 wt% soil. Another layer of the same amount and constituents was added to the degradation pot. Water content in the sand and soil mixture was adjusted in the range of 30–40 wt% by adding 400 ml of water to each 1250 g of the sand and soil mixture every 3 days, following the procedure outlined in [28, 29]. Temperature was maintained at 30 ± 2 °C. SEM investigation, gravimetric analysis and tensile testing were conducted for five groups of samples (TPS matrix, flax, date palm, banana, and bagasse composites) at different durations of soil-burial. At each of the designated periods for the five group (i.e. 1, 2, 3, 4, 5 and 6 weeks), the samples were extracted from the soil mixture, carefully washed, wiped and finally dried at 80 °C for 24 h before being tested gravimetrically and mechanically (tensile test). For the gravimetric analysis, the collected samples were weighed to assess the biodegradation weigh loss using the following equation:
where M i is the initial mass (g) and M f is the final mass of the sample after drying (g). Residual weight% was calculated by subtracting weight loss% from 100%. Precisa 250A balance was used for all weight measurements.
It is worth mentioning that the experimental results under soil-burial test conditions may be affected by the contamination of soil or loss of matrix during washing. Therefore, the cleaning and washing of the composite samples after the soil-burial test were done very carefully to minimize the possibility of any sand contamination or loss of matrix. However, investigating the biodegradation of the composites under accelerated weathering could be a practical way to eliminate any possibility of sand contamination or loss of matrix.
Results and Discussions
Fibers and Matrix
The tensile properties, dimensions and density measurements of the alkaline-treated fibers are summarized in Table 1. Flax fibers have the highest tensile properties and the smallest fiber diameter, while bagasse fibers showed the lowest tensile properties and the largest fiber diameter. These values are used for the mathematical prediction of the prepared composites’ tensile strength and modulus of elasticity. The average densities of the alkaline-treated and compressed fibers are consistent with literature as listed in Table 1. The measured tensile strength and modulus of elasticity of the TPS-based matrix were 3.8 MPa and 0.378 GPa, respectively.
The influence of the alkaline treatment on fibers’ surface morphology before being incorporated into the TPS matrix for the date palm fibers is shown in Fig. 2. It can be seen that all the untreated fibers have cylindrical shape and the cellulosic structure of the fibers is covered with amorphous structures that are expected to be composed of mainly lignin and hemicellulose. It is also noticeable that the majority of the lignin and dirt covering the fiber has been removed after the alkaline treatment. Furthermore, microfibrils terminals were detached from the fiber main body (fibrillation), which can act as mechanical anchors in the TPS matrix, hence improving the composite mechanical properties.

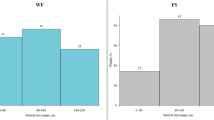
SEM investigations of fibers before and after the alkaline treatments: a untreated date palm fibers, b treated date palm fibers, c untreated flax fibers, d treated flax fibers, e untreated bagasse fibers, f treated bagasse fibers, g untreated banana fibers, h treated banana fibers. Untreated fibers were covered with lignin and hemicellulose while after the alkaline treatment they showed surface microchannels and fibrillation
The as received native corn starch had a particle size in the range of 5–33 µm and average size of 16 µm, which is consistent with the values found in [23, 30]. There was a range of particle shapes as well, see Fig. 3a, after plasticization with glycerin and water, starch particles were more agglomerated and linked together as shown in Fig. 3b. In order to evaluate the benefits of the emulsification process, the fracture surfaces of two hot-pressed TPS matrix samples were studied. The first TPS matrix sample was pressed directly without emulsification (Fig. 3c) and the second TPS matrix sample was emulsified before being pressed (Fig. 3d). Non-emulsified TPS matrix’s surface exhibited less uniformity than that for the emulsified one. In other words, the fracture surface of the TPS matrix prepared by emulsification process was shown to be smoother which suggests a better adhesion between matrix and fibers for the prepared composites.

SEM investigations of starch and TPS matrix: a native starch powder before plasticization with wide range of particle size and shapes, b glycerin and water plasticized starch (TPS) with particles agglomeration, c fracture surface of hot-pressed TPS-based matrix without emulsification, and d fracture surface of hot-pressed TPS-based matrix prepared by emulsification process
Composites
Fracture Surface Morphology
Figure 4 shows the tensile fracture surface morphology of the prepared composites (at 50 wt%). Good adhesion between fibers and matrix with strong fiber–matrix interface can be observed for all the prepared composites (flax, palm, banana and bagasse). This can be attributed to the effect of fiber alkaline treatment and the use of the emulsion process [31]. A smooth matrix fracture surface and the rupture fracture and fibrillation of the reinforcing fibers can be observed for all composites, which indicates that the load was efficiently transferred between fibers and matrix. This implies that the three failure mechanisms for composite materials (matrix failure, fiber fracture and fiber–matrix interfacial failure) took place simultaneously [23].

Fracture surfaces of the prepared 50 wt% fiber content composites a flax reinforced TPS composite, b palm reinforced TPS composite, c banana reinforced TPS composite, and d bagasse reinforced TPS composite, good fiber/matrix adhesion and fiber fractures are general traits for the photos
Mechanical Analysis
The tensile properties of the 50 wt% fiber content composites are listed in Table 2. The addition of 50 wt% natural fibers significantly increased the tensile properties for the TPS-based matrix. For example, the addition of 50 wt% chopped flax fibers increased the TPS-based matrix’s tensile strength 10.7 times (from 3.8 to 41.0 MPa) and the modulus of elasticity 11.3 times (from 0.378 to 4.5 GPa). Flax composites showed the highest tensile properties compared to the other prepared composites which can be attributed to the superior properties of flax fibers (strength, modulus and aspect ratio) as seen in Table 1. The other composites prepared from palm, banana and bagasse fibers showed tensile properties in the same range. Palm and bagasse composites showed relatively higher tensile strength compared to banana composites. Although the strength of palm fibers is higher than that for bagasse fibers, palm composite almost has the same strength for bagasse composite which can be attributed to similarity in the critical length (lc) for both composites, see Table 1. The relationship between the fiber length and the value of the critical length (lc) plays a significant role in determining the capability of fibers to carry and transfer the load through the composite, and hence the overall strength of a composite material [26]. The tensile strength and modulus of the continuous-unidirectional flax fibers’ composite were significantly higher than those for the chopped-random flax fiber composite. For instance, the tensile strength of the continuous-unidirectional composite was about 3.2 times the tensile strength of the chopped-random fiber composite. Despite the superior mechanical properties of the continuous-unidirectional composite, it is important to mention that the chopped-random composite has the advantages of isotropy and ease of fabrication.
The mathematical prediction of the prepared composites’ mechanical properties is also shown in Table 2. It can be observed that both Kelly–Tyson model and Halpin–Tsai models underestimated the tensile strength and modulus of all fibers’ composites except for the case of flax fibers’ composites. For instance, Halpin–Tsai model underestimated the tensile modulus of all the prepared composites (except for flax composite) with error varied from 28 to 32%. This can be attributed to the irregular geometry, nonuniform diameter and fibrillation of the alkaline-treated fibers (palm, banana and bagasse), see Fig. 2. These features of the alkaline-treated fibers results in higher composites mechanical properties. They also disagree with the assumptions considered in the mathematical models which justifies why the mathematical models underestimated the mechanical properties of the prepared composites. On the other hand, the predicted tensile strength values of the 50 wt% chopped and continuous-unidirectional composites using the Kelly–Tyson model were slightly higher than the measured values, see Table 2. The reason for that can be attributed to the nature of the flax fibers before and after alkaline treatment. A flax fiber shows less fibrillation with more consistent diameter and cylindrical fiber shape which agree with the assumptions of the mathematical models. However, the used models relatively overestimated the mechanical properties of the prepared flax fibers’ composites which can be attributed to the failure to assure (i) a perfect bonding between fibers and TPS matrix and (ii) a unidirectional orientation of the continuous flax fibers during the fabrication of the flax composites.
Generally, the mechanical properties for the prepared composites are comparable to those for similar starch-lignocellulosic composites in the literature. For instance, the reported tensile strength of starch-based composite reinforced with 65 wt% chopped baggage fibers was 26.77 MPa [32], while it is 29.8 MPa for the 50 wt% prepared bagasse composite in this work. Also, the tensile strength (28.2 MPa) and modulus of elasticity (3.85 GPa) of the prepared palm composite are comparable to those values reported in the literature for starch-based composites reinforced with the same type of palm fibers (i.e. date palm fibers obtained from fruit bearing branches) [23]. For the prepared flax TPS-based composites, the mechanical properties are higher than the reported results of similar composites in the literature [14, 33, 34]. For instance, Romhány et al. [33] reported that the tensile strength for a flax TPS-based composite reinforced with 60 wt% unidirectional fibers was 78 MPa. However, in this work the tensile strength of the proposed composites reinforced with 50 wt% unidirectional flax fibers is 131 MPa. This divergence in strengths found in the literature can be attributed to the difference in the composite processing technique, and the fiber aspect ratio (l/d).
This formation of voids in the prepared composites was verified by measuring the densities of the prepared starch-based composites and comparing them with the calculated densities (based on the densities of fibers and matrix), please refer to the following studies for more information on the used equations [23, 24]. The presence of voids in the prepared composites reinforced with 50 wt% chopped fibers was found to be very minimal (below 1% for date palm, banana and bagasse composites, and below 5% for flax composites) using the proposed emulsification preparation technique, please see Table 2.
Figure 5 depicts the tensile strength and modulus of elasticity of the four composites of interest. During the 6 weeks of the biodegradation test, flax composite exhibited the highest capability to maintain its strength over the test duration. Bagasse, palm, and banana composites’ strengths deteriorated drastically from the commencement of the experiment. During the first week, flax composite’s strength decreased by 20 MPa, while the strength of bagasse, banana, and palm composites decreased by 26, 22.4, and 24.3 MPa, respectively. During the period from week 1 to week 4, flax composite’s strength decreased almost linearly from 21 to 4.3 MPa, while, bagasse, banana, and palm composites had tensile strengths less than 4 MPa after the first week of the test.

Effect of biodegradation on a tensile strength, and b modulus of elasticity of the prepared 50 wt% fiber content composites
The Young’s modulus results showed a similar trend to that for the tensile strength results, as shown in Fig. 5b. During the first week, the Young’s modulus of the four composites decreased sharply, but the flax modulus decreased by a smaller amount and continued to decrease at a lower rate until the end of the test.
Surface Morphology After Biodegradation
Throughout the soil-burial experiment, from the first week through week 6, it was evident that all composites underwent gradual degradation process from the phase of smooth surface and coherent texture in week 0, until the complete disintegration of the composite and disappearance of the matrix in week 6. Figure 6 shows the SEM micrographs of the flax and date palm fiber composites at 0, 1, 2, 4, 6 weeks of biodegradation.

Surface morphology of the prepared 50 wt% fiber content composites investigated during soil-burial biodegradation test, from week 0 through week 6; flax (left) and palm (right)
Degradation process started with slight appearance for the fibers from the external surface of the composite, see Fig. 6 week 1. Fiber cusps started to appear on the composite surface, which implies erosion of the first layer of the matrix leading to fiber preliminary exposure. This process is simultaneous with initiation of small fissures around and between fibers. In the second week, fibers became more prominent, and the few fissures in the previous stage expanded remarkably to form gaps within the texture surface. During the latter 2 weeks, through (week 4), more fibers were exposed and the gaps of the previous stage increased in number and widened clearly to form big gaps. After the final 2 weeks, as shown in Fig. 6 (week 6), all fibers were exposed from disintegrated matrix. This final texture is not capable to bear mechanical load as discussed in the “Mechanical Analysis” section.
Figure 7 shows similar behavior for the banana and bagasse composites which implies that the four composites went through the same degradation phases. However, the flax composite looks more coherent and resistive to degradation in comparison to the other three fibers. This can be attributed to the smaller size of gaps in flax SEM micrographs with respect to banana, bagasse and palm. More light will be thrown to correlate this phenomenon to gravimetric and mechanical results in the following sections. Smaller average size of flax fibers relative to other fibers can have significant effect on reducing the degradation rate of the prepared composites.

Surface morphology of the prepared 50 wt% fiber content composites investigated during soil-burial biodegradation test, from week 0 through week 6; banana (left) and bagasse (right)
Gravimetric Analysis
Biodegradation of the TPS-based composites as a result of the microorganisms’ attack was determined by the weight loss after soil-burial. Figure 8 shows the residual weight throughout the biodegradability test period. There was no lag period in the beginning of the biodegradation process as noticed elsewhere [35]. In resemblance to Wan et al. [20], biodegradation process started from the first week and continued throughout the entire test duration. All composites degraded at similar rates for the first 2 weeks. During the first week, flax lost 15.4% of its weight, banana, palm and bagasse lost 20.3, 18.6, and 20%, respectively. The TPS matrix lost 25.8% during the same period. For the later weeks, flax composite degraded at a lower rate than the other composites. The TPS-based matrix drastically degraded and completely vanished after 4 weeks of burial. By the end of the experiment after 6 weeks, the weight remaining for flax specimens was 58.7%, for palm, banana and bagasse degraded to 47, 46.3, and 35% respectively.

Residual weight versus time for the prepared 50 wt% fiber content composites undertaking soil-burial test
The reduction in the composites weight, strength and modulus of elasticity after biodegradation is summarized in Table 3. It can be shown that the reduction of the composites strength and modulus of elasticity after 1 week was 3.2–4.6 times the associated weight loss. This reveals that the strength and modulus were more influenced by biodegradability in comparison to weight. This can be attributed to the fact that a small degradation of the matrix leads to a significant deterioration in the transferred load between fibers, which causes the entire structure to lose its load bearing capacity. The weight loss for palm, banana and bagasse composites was 1.2–1.3 times that for flax composite. Also, the strength reduction for palm, banana, bagasse composites was about 1.8 times that for flax composite. Similarly, their modulus reduction was between 1.5 and 1.7 that for flax composite. Hence, it can be concluded that flax composite was the slowest to deteriorate in all aspects. This can be justified by the higher chemical stability of flax fibers that results in lower degradation rate compared to other lignocellulosic fibers. Moreover, fibers with smaller diameter show higher dispersibility in the matrix, and hence, the likelihood of having matrix regions free from fibers is less. This leads to a less water penetration through the composites with smaller fibers’ diameter. This is another reason why the small diameter of flax fibers compared to the other types of the investigated fibers resulted in a slower water absorption, and hence, slower degradation.
Biodegradation in general comprises two simultaneous processes, microbial attack and hydrolysis. Materials used in this research are either highly hydrophilic (starch and glycerin), or less hydrophilic (lignocellulosic fibers). Initially, starch is decomposed due to water sorption. Subsequently, microorganisms start degrading the matrix in the moist soil [18, 36]. It should be mentioned that the measured water adsorption of the prepared composites in a 100% relative humidity atmosphere were 36, 38, 46 and 42 wt% for the flax, palm, bagasse and banana composites, respectively. In the present work, the high content of fibers (50 wt%), act as inhibitor to biodegradation process. Natural cellulosic fibers perform in degradation process either as inhibiter or enhancer. Franco et al. [29] found that low fiber content (< 5 wt%) promotes disintegration to a starch-based matrix, by channeling water and micro flora to inner sites of the composite. Nevertheless, when the fiber content exceeded 5 wt%, fibers significantly inhibited the degradation, this can be interpreted by a stronger fiber/fiber and fiber/matrix bonding. Same phenomenon has been reported elsewhere [37].
Due to the higher bio-susceptibility of starch over the lignocellulosic fibers, the TPS matrix degraded rapidly in comparison to the fiber composites (Fig. 8). This phenomenon was attributed elsewhere to the lower hydrophilicity of fibers compared to the TPS matrix. Moreover, microbes preferentially attack the amorphous structure of starch. On the other hand, the cellulosic crystalline structure of fibers requires prolonged periods for enzymatic assimilation [19, 38, 39].
From the SEM, gravimetric and mechanical characterization results, the flax composite was found to exhibit superior resistance to biodegradation. This high mechanical performance for flax was reported elsewhere [40, 41]. Gravimetric results (Fig. 8) show that the remaining weight for flax composite is higher than 50%, whereas the corresponding values for the other fibers where significantly lower. Banana, palm and especially bagasse composites were inevitably subjected to more degradation of their fiber content than the flax composite (their total weight loss by the sixth week was more than 50%). This can be attributed to the fact that flax, in contrary to bagasse, has the highest cellulose and the lowest hemicellulose contents. According to literature, the cellulose contents in flax, banana, palm and bagasse are 64–74, 43.4, 46 and 30.27% respectively, whereas hemicellulose contents are 11–17, 38.5, 31.4 and 53% [42,44,45,45]. Cellulose poses 10–100 times higher degree of polymerization (DP) than hemicellulose. In addition, the crystalline structure of cellulose further improves its properties over the amorphous hemicellulose [46]. This elucidates the superior biodegradation performance of flax fibers and their composite over other lignocellulosic fibers.
Conclusion
The highest tensile properties at 50 wt% chopped fiber content (strength, modulus and strain) were found for flax composites, while the other prepared palm, banana and bagasse composites showed tensile properties higher than those for lignocellulosic starch-based composites found in the literature. This indicates the advantage of the used composite preparation technique using emulsification followed by compression molding compared to various biodegradable composites fabrication techniques. The composite reinforced with 50 wt% continuous-unidirectional flax fibers had a significantly high tensile strength and modulus of 131 MPa and 7.5 GPa, respectively. Both Kelly–Tyson model and Halpin–Tsai mathematical models underestimated the prepared composites’ tensile strength and modulus of elasticity, respectively, except for the case of flax fibers’ composites. Deterioration in mechanical properties due to biodegradation was found to be faster than disintegration in the weight of the composite. Flax composites degraded at a lower rate than palm, banana or bagasse fiber composites. This can be attributed to the high cellulose content and smaller fiber diameter of flax fibers. Emulsified TPS-based composite reinforced with flax fibers (chopped-random or continuous-unidirectional) can be a good candidate for applications that require relatively high strength and resistance to biodegradation.
References
Bourmaud A, Corre Y-M, Baley C (2015) Ind Crops Prod 64:251
Weng Y-X, Jin Y-J, Meng Q-Y, Wang L, Zhang M, Wang Y-Z (2013) Polym Test 32:918
Okada M (2002) Prog Polym Sci 27:87
Mohanty A, Misra M, Hinrichsen G (2000) Macromol Mater Eng 276:1
Ibrahim H, Klarner AD, Poorganji B, Dean D, Luo AA, Elahinia M (2017) J Mech Behav Biomed Mater 69:203
Iyer KA, Torkelson JM (2015) Macromol Mater Eng 300:772
Thompson RC, Moore CJ, Vom Saal FS, Swan SH (2009) Philos Trans R Soc Lond B Biol Sci 364:2153
Koushal V, Sharma R, Sharma M, Sharma R, Sharma V (2014) Int J Waste Resour 4:6
Maitra J, Singh N (2014) Swelling behavior of starch chitosan polymeric blend. Adv Polym Sci Technol Int J 4:22–27
Zhang J-F, Sun X (2004) Biomacromol 5:1446
Bootklad M, Kaewtatip K (2013) Carbohydr Polym 97:315
Ibrahim H, Esfahani SN, Poorganji B, Dean D, Elahinia M (2017) Mater Sci Eng C 70:870
Satyanarayana KG, Arizaga GG, Wypych F (2009) Prog Polym Sci 34:982
Oksman K, Skrifvars M, Selin J-F (2003) Compos Sci Technol 63:1317
Haque MM, Hasan M, Islam MS, Ali ME (2009) Bioresour Technol 100:4903
Mejía Osorio JC, Rodríguez Baracaldo R, Olaya Florez JJ, (2012) Ing Investig 32:83
Imam S, Cinelli P, Gordon S, Chiellini E (2005) J Polym Environ 13:47
Weerapoprasit C, Prachayawarakorn J (2015) Polym Compos 37:3365–3372
Maran JP, Sivakumar V, Thirugnanasambandham K, Sridhar R (2014) Carbohydr Polym 101:20
Wan Y, Luo H, He F, Liang H, Huang Y, Li X (2009) Compos Sci Technol 69:1212
Forssell PM, Mikkilä JM, Moates GK, Parker R (1997) Carbohydr Polym 34:275
Hulleman SH, Janssen FH, Feil H (1998) Polymer 39:2043
Ibrahim H, Farag M, Megahed H, Mehanny S (2014) Carbohydr Polym 101:11
Elsayed H, Farag M, Megahed H, Mehanny S (2012) in “IMECE2012-89628, Proc. of ASME 2012 International Conference of Mechanical Engineering, Huston, Texas, USA”
Mehanny S, Farag M, Rashad R, Elsayed H (2012) in ASME 2012 International Mechanical Engineering Congress and Exposition
Mehanny S, Darwish L, Ibrahim H, El-Wakad MT, Farag M (2016) High-content lignocellulosic fibers reinforcing starch-based biodegradable composites: properties and applications. In: Composites from renewable and sustainable materials. InTech, Rijeka
Guimarães J, Wypych F, Saul C, Ramos L, Satyanarayana K (2010) Carbohydr Polym 80:130
Kaith B, Jindal R, Jana A, Maiti M (2010) Bioresour Technol 101:6843
Di Franco C, Cyras V, Busalmen J, Ruseckaite R, Vázquez A (2004) Polym Degrad Stab 86:95
Avérous L (2004) Polym Rev 44:231
Vilaseca F, Mendez J, Pelach A, Llop M, Canigueral N, Girones J, Turon X, Mutje P (2007) Process Biochem 42:329
Cao Y, Shibata S, Fukumoto I (2006) Compos Part A 37:423
Romhány G, Karger-Kocsis J, Czigány T (2003) Macromol Mater Eng 288:699
Cañigueral N, Vilaseca F, Méndez J, López J, Barberà L, Puig J, Pèlach M, Mutjé P (2009) Chem Eng Sci 64:2651
Musioł M, Janeczek H, Jurczyk S, Kwiecień I, Sobota M, Marcinkowski A, Rydz J (2015) Fibers Polym 16:1362
Tena-Salcido C, Rodríguez-González F, Méndez-Hernández M, Contreras-Esquivel J (2008) Polym Bull 60:677
Nitz H, Semke H, Landers R, Mülhaupt R (2001) J Appl Polym Sci 81:1972
Alvarez V, Ruseckaite R, Vazquez A (2006) Polym Degrad Stab 91:3156
Iovino R, Zullo R, Rao M, Cassar L, Gianfreda L (2008) Polym Degrad Stab 93:147
Monteiro SN, Lopes FPD, Barbosa AP, Bevitori AB, Da Silva ILA, Da Costa LL (2011) Metall Trans A 42:2963
Kalia S, Kaith B, Kaur I (2009) Polym Eng Sci 49:1253
Jústiz-Smith NG, Virgo GJ, Buchanan VE (2008) Mater Charact 59:1273
Baley C (2002) Compos Part A 33:939
Al-Oqla FM, Sapuan S (2014) J Clean Prod 66:347
Saadaoui N, Rouilly A, Fares K, Rigal L (2013) Mater Des 50:302
John MJ, Anandjiwala RD (2008) Polym Compos 29:187
Acknowledgements
Authors wish to acknowledge the support provided by Qatar Foundation by allowing us to use their facilities. Moreover, we would like to acknowledge the Egyptian Industrial Center (E.I.C.) for providing the flax fibers.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Ibrahim, H., Mehanny, S., Darwish, L. et al. A Comparative Study on the Mechanical and Biodegradation Characteristics of Starch-Based Composites Reinforced with Different Lignocellulosic Fibers. J Polym Environ 26, 2434–2447 (2018). https://doi.org/10.1007/s10924-017-1143-x
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-017-1143-x