
Abstract
Polyvinyl chloride (PVC)-coated poly(ethylene terephthalate) (PET) woven fibers are one of the hardest-to-recycle polymeric materials. Herein we investigate the possibility of recycling both PVC and PET through alkaline hydrolysis of PET. The coated woven fabrics were treated with NaOH, hydrolyzing the PET fibers into water-soluble sodium terephthalate, while the PVC could be removed by filtration. The PET fibers were completely hydrolyzed between 120 and 180 °C in the presence of 1 M NaOH solution, quantitatively yielding terephthalic acid. A minimum PVC dechlorination rate of 1% was simultaneously achieved at 120 °C. Furthermore, no alkaline hydrolysis of the plasticizer contained in the PVC, di(2-ethylhexyl)phthalate, was observed. Thus, the possibility of simultaneously recycling PET and PVC from PVC-coated woven fabrics was demonstrated. Kinetic analyses of PET hydrolysis and PVC dechlorination revealed that the simultaneously occurring reaction processes did not affect the progress of each other. Thus, the absence of interactions between PET, PVC, or their degradation products enables the design of a simplified recycling process without considering the interactions between the materials derived from coated woven fabrics.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Fabrics woven from poly(ethylene terephthalate) (PET) fibers and coated with a layer of polyvinyl chloride (PVC) are commonly used as ceiling materials for large dome structures or storehouses because of their high durability and low weight compared with standard building materials such as gypsum board, which can weigh forty times as much as the woven fabrics. The PET fibers provide tensile strength, dimensional stability, and flexibility [1], while the PVC imparts excellent features such as weatherability and durability. In Japan, Article 39 of the Order for the Enforcement of the Building Standards Act has required improved safety measures against ceiling collapse [2]; therefore, the demand for lightweight coated woven materials is expected to rise. Consequently, increased amounts of coated fabric waste will be generated in the future. Unfortunately, most of this will be sent to landfills or incinerated.
Waste plastics are treated by mechanical recycling, feedstock recycling, energy recovery, incineration without any recovery, and landfilling. This hierarchy is a fundamental policy for treating waste plastics. Mechanical recycling is the best way to retain the advantageous features of plastics, although it is limited to well-separated high-purity waste plastics. In the case of coated woven fabrics, the PET fibers and PVC coating are adhered together, which makes their separation by physical crushing difficult. Furthermore, the similar densities of PET (1.380 g cm−3) and PVC (1.385 g cm−3) [3] preclude their effective physical separation by flotation.
Pyrolysis is one option for converting polymers into useful gases, liquids, and/or solids at high temperatures in the absence of oxygen. This process cleaves various chemical bonds in polymers and additives solely by the action of heat, which is advantageous for low-purity waste that cannot be treated by mechanical recycling. However, the pyrolysis of PVC and PET resins tends to suffer from problems such as the corrosion and clogging of the treatment facilities [4, 5], as well as the production of undesirable chlorinated organic compounds [6, 7]. Thus, the pyrolysis of these two polymers does not yield useful products. Blast furnace reduction and coke oven treatments are also categorized as feedstock recycling methods in Japan. However, since these processes limit the chlorine content in the plastics, a dechlorination pretreatment would be necessary for PVC-containing materials.
Energy recovery or incineration without any recovery also generates corrosive HCl from PVC. The formation of hazardous polychlorinated dibenzodioxins (PCDDs) and polychlorinated dibenzofurans (PCDFs) during the incineration of PVC at lower temperatures (e.g., 300 °C) in the presence of CuO has been reported [8]. Landfilling produces no benefit for the environment. Thus, PVC-coated PET fibers can be considered one of the most difficult-to-recycle polymeric materials.
To overcome these obstacles, the separation of PET and PVC by dissolution of the PVC using organic solvents has been reported. PET is resistant to attack from most solvents, while PVC is fairly soluble in many common organic solvents. The undissolved PET fiber is recovered by filtration and the PVC is recovered by the evaporation of the solvent. The Vinyloop® process makes use of methyl ethyl ketone (MEK) as the solvent and is also suitable for the recycling of PVC-coated fabrics; in this case, it is called the Texyloop® process [9]. Grause et al. [10] reported the relationship between the solubility parameters of 30 solvents and the separation efficiency of PVC and PET, which is a helpful guide for determining a suitable solvent. These processes enable the simultaneous recovery of high-purity PVC and PET. However, since they also require large volumes of organic solvents, few recyclers are available with sufficient capacity, and the secondary problem of treating the organic solvents must be considered.
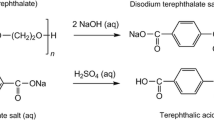
Here, we report a new approach for the recycling of both PET and PVC through the alkaline hydrolysis of PET using NaOH solution, which does not require organic solvent use. The hydrolysis of PET in the presence of NaOH produces water-soluble sodium terephthalate (Na2TP), allowing the separate recovery of the PVC as a solid by filtration. The Na2TP is neutralized by acid, yielding terephthalic acid (TPA), the monomer of PET. The hydrolysis of PET is a mature reaction process that has been widely investigated under neutral [11–14], basic [15–18], and acidic [19–21] conditions. On the other hand, it may be expected that the OH- in the solution will also dechlorinate PVC by nucleophilic attack [22, 23] during PET hydrolysis. This would negatively affect the recycling efficiency of the PVC resin, although it positively impacts other feedstock recycling processes such as liquefaction, gasification, and blast furnace reduction. To the best of our knowledge, there is no report on the recovery of TPA and PVC resin from coated woven fabrics using alkaline hydrolysis. Furthermore, there is no information on the influence of PET, PVC, and their decomposition products (e.g., Cl−) on the alkaline hydrolysis of PET or the dechlorination of PVC.
In this work, PVC-coated PET fibers were treated with NaOH solution between 120 and 180 °C in a batch reactor. We first evaluated the possibility of the simultaneous recovery of TPA and PVC on the basis of the TPA yield, PVC dechlorination rate, and plasticizer leaching rate from PVC. Next, kinetic analyses of PET hydrolysis and PVC dechlorination were performed using the master curve and model-fitting methods to investigate any interactions between PET and PVC. For comparison, a mixture of PET flakes and PVC powder, as well as pure PET flakes, were tested under the same conditions as the coated woven fabrics.
Experimental
Materials
Coated woven fabrics provided by the Taiyo Kogyo Corporation (Osaka) were cut into 5.0 mm × 5.0 mm pieces (Fig. 1a). The thickness of the sample was 0.5 mm. They consisted of PET woven fibers covered with a layer of PVC, and therefore, the PET fibers were only exposed at the cut surface (Fig. 1b). The thickness of the sheets was about 0.5 mm. The PVC coating included di(2-ethylhexyl)phthalate (DEHP) as a plasticizer and other additives such as TiO2 pigment. The sample consisted of 40.5 ± 0.7 wt% PVC, 30.0 ± 1.2 wt% PET, 20.5 ± 0.6 wt% DEHP, and 9.0 ± 0.2 wt% other additives [10].

a PVC-coated PET fibers (5.0 mm × 5.0 mm pieces). b SEM image of the cut surface of the PVC-coated PET fibers
A mixture of bottle PET (5 mm × 5 mm pieces) and PVC powder (PET/PVC), and bottle PET alone (5 mm × 5 mm pieces) were used for comparison with the coated woven fabrics. The PVC powder and other chemicals were purchased from Kanto Chemical Co., Inc. (Tokyo).
Alkaline hydrolysis tests
Alkaline hydrolysis was carried out in a 5 mL stainless steel batch reactor. The inner reactor wall was deactivated by pretreatment with H2O2 before the experiments. Then, the coated woven fabrics (0.4 g), PET/PVC [0.28 g, (0.12 g PET + 0.16 g PVC)], or PET (0.12 g) and 1 M NaOH solution (2.5 mL, PET:NaOH molar ratio = 1:4) were placed into the reactor. The weights of PET and PVC used comparatively were equivalent to the respective amounts in the coated woven fabrics sample. Then, the air inside the reactor was replaced with argon. The reactor was heated to 120, 150, or 180 °C by immersion into a silicone oil bath, and held for the desired reaction time. The reaction time did not include the period required for the vessel to come to the desired temperature. After terminating the experiments, the reactor was quenched by immersion in a water bath. The inside of the reactor was washed with deionized water, and the unreacted solid was filtered and washed with deionized water. The filtrate, containing Na2TP, was neutralized with 1 M H2SO4 solution to precipitate TPA. The precipitated TPA was filtered, washed with deionized water, and dried overnight at 40 °C in a vacuum dryer.
The recovered TPA was analyzed by elemental analysis, proton nuclear magnetic resonance spectroscopy (1H-NMR), Fourier-transform infrared spectroscopy (FT-IR), and thermogravimetric analysis (TG). The detailed analytical conditions are summarized in the Supporting Information. The unreacted coated woven fabrics were weighed and examined by scanning electron microscopy (SEM). The DEHP remaining in the unreacted coated woven fabrics was quantified via Soxhlet extraction following our previous report [24]. The Cl− content in the solution due to dechlorination was quantified by ion chromatography (DX-120, DIONEX, column: AS-12A, suppressor: ASRS-ULTRA II 4 mm, eluent: 3.5 mM Na2CO3/0.3 mM NaHCO3).
Definitions
The TPA yield, dechlorination rate, and DEHP leaching rate are defined as follows:
Kinetic analysis
Determination of possible kinetic reaction models by master curve method
The PET decomposition rates and PVC dechlorination rates obtained for the coated woven fabrics, PET/PVC, and PET flakes under each set of conditions were fitted to the 15 kinetic models summarized in Table S1 [25, 26]. The models are based on common solid-state reaction models. The master curve method was carried out for each set of conditions to determine the possible reaction models. The integral form of the master curve plot can be expressed as follows:
where α is the conversion expressed by α = x/x f, where x and x f are the actual and final TPA yields or dechlorination rates; t is the actual time; t α=0.5 is the time corresponding to α = 0.5; and g(α) is the integrated form of the kinetic reaction model. The master plot for each reaction model (left side of Eq. 4) was compared with the experimentally determined reduced-time master plot (right side of Eq. 4). This yielded several possible models.
Determination of the three best-fitting models by the model-fitting method
The possible models selected by the master curve method were evaluated further on the basis of the linearity, r Model, and the intercept (error from the origin), r Intercept, of the t versus g(x) plot based on the integrated form of Eq. (5). The model fitting was carried out for the same degradation ranges as those used in the case of the master curve method. The evaluation factors, R Model and R Intercept, were respectively calculated using Eqs. (6) and (7) to improve visualization, where higher values indicate a better fit. Then, the three best-fitting models were selected. The apparent reaction rate constant, k app, was determined from the slope of the t versus g(x) plot, and the apparent activation energy, E app, and pre-exponential factor, k 0, were determined from the Arrhenius plot.
Results and discussion
TPA recovery through alkaline hydrolysis of PVC-coated PET fibers
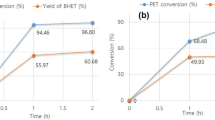
The alkaline hydrolysis of 5.0 mm × 5.0 mm pieces of coated woven fabrics was performed at different temperatures, as summarized in Fig. 2a. The analytical results and characterization details for the recovered TPA, summarized in Figure S1 in the Supporting Information, verify the recovery of TPA and the absence of phthalic acid which could have been derived from the hydrolysis of DEHP. TPA was recovered from coated woven fabrics in >97% yield at all temperatures, and the decomposition rate was significantly influenced by temperature.

TPA yields from a coated woven fibers, b PET/PVC mixture, and c PET flakes
To inspect the morphological changes in the fibers during the course of the hydrolysis reaction, the PVC coating was manually scraped away from one side of the woven fibers and the exposed PET fibers were analyzed by SEM (Fig. 3). After 3 h at 120 °C, woven PET fibers can still be clearly observed (Fig. 3a), but these decreased and grew thinner as PET hydrolysis progressed (Fig. 3b). After 48 h, the fibers had completely decomposed and only the other side of the PVC covering remained (Fig. 3c). Similarly, the PET fibers progressively hydrolyzed and grew thinner at 150 °C (Fig. 3d–f), with PET hydrolysis nearing completion within 24 h. The PET fibers observed after 0.5 h at 180 °C (Fig. 3g) showed many cracks in the fiber surfaces, which were not observed at 120 or 150 °C. Under these conditions, the hydrolysis of the PET fibers was nearly complete after 2 h (Fig. 3h, i).

SEM images of recovered woven PET fibers with the PVC coating removed from one side. a 120 °C, 3 h, b 120 °C, 12 h, c 120 °C, 48 h; d 150 °C, 0.5 h, e 150 °C, 3 h, f 150 °C, 6 h; and g 180 °C, 0.5 h, h 180 °C, 2 h, and i 180 °C, 6 h
For comparison, the PET/PVC and PET flakes were hydrolyzed under the same conditions (Fig. 2b, c). The hydrolysis rates of PET/PVC at 120 and 150 °C were apparently slower than those observed for the coated woven fabrics, whereas that of the PET/PVC mixture at 180 °C was comparable. This might be due to the different accessibilities of OH− and water to the PET in coated woven fabrics and the PET flakes. We expected that the PET in the coated woven fabrics would initially be more difficult to hydrolyze than in the PET flakes because the PET fibers were covered by PVC. However, the results indicate that OH− and water could effectively penetrate the woven PET fibers, perhaps by filling the fiber interstices. In contrast, no difference was observed between the coated woven fabrics and the PET/PVC mixtures at 180 °C, which may be due to the formation of cracks on the surface of the PET flakes, similar to those observed on the PET fibers (Fig. 3g). Therefore, the hydrolytic advantage of the woven PET in the coated woven fabrics might be equalized by the significant increase in the surface area of the PET flakes due to crack formation. There was no difference between the PET/PVC and PET flakes, suggesting that alkaline hydrolysis was not influenced by either the PVC or generated Cl−. To confirm the lack of influence of Cl− on PET hydrolysis, PET hydrolyses were carried out in 1 M NaOH at 180 °C in the presence and absence of 0.5 M NaCl (Figure S2); no differences were observed.
Dechlorination of PVC
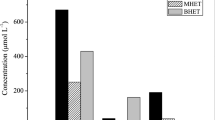
The dechlorination of PVC can occur in the presence of OH− through two known pathways, E2 elimination and SN2 substitution. The influence of temperature on the dechlorination rate during the alkaline hydrolysis of coated woven fabrics is presented in Fig. 4a. The dechlorination rate significantly increased from 1% when hydrolysis was performed at 120 °C for 48 h to 22% when performed at 180 °C for 2 h. For comparison, the dechlorination behavior of PET/PVC was also investigated under the same conditions, which are shown in Fig. 4b. The final dechlorination rates obtained for PET/PVC at each temperature (120, 150, and 180 °C) were comparable with those obtained from coated woven fabrics, i.e., 1% at 48 h, 9% at 24 h, and 18% at 2 h. The initial increases in the dechlorination rates obtained from the coated woven fabrics at 120 and 150 °C were slightly slower than those of PET/PVC, which was due to the film shape of the PVC coating. Therefore, time was required for OH− to penetrate the bulk PVC and for the diffusion of Cl− from the bulk PVC. In contrast, the similarity of the final dechlorination rates of the coated woven fabrics and the PET/PVC suggests that OH− penetrated the coated woven fabrics well over the investigated reaction period.

Dechlorination behavior obtained from the hydrolysis of a coated woven fabrics and b PET/PVC at different temperatures
DEHP leaching from PVC
The DEHP leaching rate obtained during the coated woven fabric hydrolysis is shown in Fig. 5. No leaching was observed until 3, 2, and 0.5 h had elapsed at 120, 150, and 180 °C, respectively, which was the time required for water penetration into the PVC, PVC swelling, and diffusion of DEHP from the PVC bulk into solution. The leaching rate accelerated as temperature increased because water penetration and DEHP diffusion were enhanced at higher temperature. It has also been reported that the PVC swelling rate increases with increasing temperature [27]. When PET hydrolysis was nearly complete, 67, 67, and 54% of the DEHP had leached from the PVC coating at 120, 150, and 180 °C, respectively. We also confirmed that DEHP was not hydrolyzed under the present conditions (Supporting Information).

DEHP leaching rates obtained from the hydrolysis of coated woven fabrics at different temperatures
Kinetic analysis of PET hydrolysis
A kinetic analysis based on the results shown in Fig. 2a was performed. The experimental and master curve plots for each reaction model under each condition are shown in Fig. 6. Similar plots constructed for the PET/PVC and PET flakes are presented in Figure S3. For the cases in which there was a significant difference between the experimental plot and the master plot for any model, the model was excluded. As can be seen from the figures, all the diffusion models as well as all the nucleation models were apparently inadequate. In addition, models F2, and F3 were unsuitable. Thus, the possible models were narrowed to chemical reaction models F1/3, F3/4, and F1, and contraction models R2 and R3.

Experimental and master plots for PET decomposition in PVC-coated woven fabrics at a 120, b 150, and c 180 °C. R n Phase-boundary-controlled reaction models (n = 1, 2, 3), F n Chemical reaction models (n = 0, 1/3, 1/2, 2/3, 3/4, 1, 2, 3), A n Avrami–Eroféev models (n = 1, 2, 3, 4), and D n Diffusion models (n = 1, 2, 3, 4)
The three best-fitting of the selected possible models were determined by a linear-fitting method (Table 1). An adequate model showed higher values of R Model (close to linearity) and R Intercept (intercept close to zero). The phase-boundary-controlled reaction models R2 (F1/2) and R3 (F2/3) were selected as the common models for all sets of conditions, representing the contracting cylinder and sphere shapes, respectively. Therefore, the rate-determining step in the hydrolysis of all the PET samples used in the present work is the contraction of the phase boundary. The fitted models are reasonable because it is known that PET hydrolysis is well expressed by the modified shrinking core model [18–20, 28]. Notably, kinetic analysis using the modified shrinking core model is inadequate in the present work because that model requires the surface area as a parameter during the hydrolysis reaction, which would be difficult to determine for the sample consisting of woven PET covered by PVC. The apparent activation energy, E app, and pre-exponential factor, k 0, were calculated using the common R2 (F1/2) and R3 (F2/3) models; the obtained values are listed in Table 2. The values of E app and log k 0 determined using R3 (F2/3) were 56.9 kJ mol−1 and 6.1, respectively, which were comparable to the values determined using R2 (F1/2), 55.6 kJ mol−1 and 6.1, respectively. On the other hand, the E app and log k 0 kinetic parameters obtained from PET/PVC were 71.5 kJ mol−1 and 7.7 using R3 (F2/3) and 68.7 kJ mol−1 and 7.4 using R2 (F1/2), respectively. The PET flakes afford kinetic parameters comparable with those of PET/PVC. The activation energies for PET hydrolysis in the presence of NaOH or KOH reported in several works [15, 16, 29] fall in the range of 60–70 kJ mol−1, in accord with the E app values for PET/PVC and PET obtained in the present work. The lack of any significantly different kinetic parameters between the PET/PVC and PET experiments suggest that PVC and/or the liberated Cl- have no influence on PET hydrolysis. We also confirmed that the TiO2 pigment included in the coated woven fabrics has no catalytic effects on the alkaline hydrolysis under the present conditions by another test (Figure S4), although anatase TiO2 reportedly catalyzes the alkaline glycolysis of PET [30]. Thus, the slightly lower E app obtained for coated woven fabrics than that obtained for the PET flakes might be due to the better diffusion of OH- and water into the woven PET fibers.
Kinetic analysis of PVC dechlorination
Based on the results shown in Fig. 4, a kinetic analysis of the dechlorination was performed using the master curve and model-fitting methods, analogously to the PET hydrolysis analysis. The experimental and master plots for coated woven fabrics and the PET/PVC mixture are presented in Figure S5. The three best-fitting models are summarized in Table 3. The model-fitting results indicate that the diffusion-controlled models are the common predominant models for the dechlorination of PVC in the coated woven fabrics and PET/PVC. In particular, the three-dimensional D4 and the two-dimensional models are well fitted for all sets of conditions. The sequence of the dechlorination process can be assumed as follows. First, OH− penetrates the PVC by diffusion and swelling; next, the PVC is dechlorinated by the attack of OH−. Finally, Cl− is eluted from the PVC into the water by diffusion. The fitting results indicate that the dechlorination step is fast, so that the three- or two-dimensional diffusion is the rate-determining step. Each coated woven fabrics piece is initially 5 mm × 5 mm × 0.5 mm, but becomes slightly swollen during alkaline hydrolysis; therefore, both two- and three-dimensional diffusion are reasonable. The kinetic parameters for PVC dechlorination were determined using the D4 and D2 models (Table 4). E app and log k 0 for coated woven fabrics using the D4 model were 185.3 kJ mol−1 and 18.8, respectively. Comparable values of 184.2 kJ mol−1 and 19.3 were obtained using the D2 model, respectively. By the same analysis, E app and log k 0 values of 175 kJ mol−1 and 17.4 (D4 model) and 174 kJ mol−1 and 18.0 (D2 model) were obtained from PET/PVC, respectively. These results are consistent with a previous work that reported an activation energy of 179 kJ mol−1 for the dechlorination of a flexible PVC film in 1 M NaOH solution [27]. Thus, the present work indicates that neither PET nor its hydrolysis products influence PVC dechlorination.
Conclusion
The alkaline hydrolysis of PVC-coated PET fibers was performed to investigate the possibility of simultaneously recycling PET and PVC. A suggested PVC-coated PET fibers recycling scheme based on our results is presented in Fig. 7. Hydrolysis of the coated woven fibers in the presence of NaOH yields water-soluble Na2TP after filtration of the PVC. The recovered PVC was dechlorinated by only 1% at 120 °C, and 48 h was required for complete PET hydrolysis. The leaching of DEHP (54–67%) might be unavoidable under the present conditions. However, the amount of plasticizer needed in the PVC depends on the desired reuse; should the recovered PVC be directly available for another product, the shortage of plasticizer can be corrected. The Na2TP is precipitated by neutralization with acid, and simple filtration results in a maximum 98% yield of TPA after treatment at 120 °C. The filtrate, containing ethylene glycol (EG) and the partially leached DEHP, can be separated into water, EG, and the plasticizer by distillation [31, 32]. A maximum TPA recovery of 99% was achieved at 180 °C within 2 h, with a dechlorination rate for the recovered PVC of 22%. These results imply that the higher temperature is suitable for TPA recovery with a high degree of PVC dechlorination, which would be useful for feedstock recycling as a low-chlorine-content carbon resource.

Suggested recycling scheme for PVC-coated woven PET fibers using alkaline hydrolysis
The kinetic analyses of PET hydrolysis and PVC dechlorination revealed that both processes progressed simultaneously and independently. Thus, there is no interaction between the PET, PVC, and their degradation products, which simplifies the recycling process design as interactions between the materials derived from PVC-coated PET fibers need not be considered.
References
Toyoda H (2012) Recyclable coated fabric using kenaf fiber for architectural membrane structure applications. Fabr Archit 24:7–16
The Ministry of Land I, Transport and Tourism Order for Enforcement of the Building Standards Act, the provision of Article 39. http://law.e-gov.go.jp/htmldata/S25/S25SE338.html. Accessed 19 Apr 2017
Van Krevelen DW (1997) Part VII—introduction to comprehensive tables. In: Properties of polymers (Third, completely revised edition), pp 759–823
Fukushima M, Shioya M, Wakai K, Ibe H (2009) Toward maximizing the recycling rate in a sapporo waste plastics liquefaction plant. J Mater Cycles Waste Manage 11:11–18
Fukushima M, Wu B, Ibe H, Wakai K, Sugiyama E, Abe H, Kitagawa K, Tsuruga S, Shimura K, Ono E (2010) Study on dechlorination technology for municipal waste plastics containing polyvinyl chloride and polyethylene terephthalate. J Mater Cycles Waste Manage 12:108–122
Bhaskar T, Kaneko J, Muto A, Sakata Y, Jakab E, Matsui T, Uddin MA (2004) Pyrolysis studies of PP/PE/PS/PVC/HIPS-Br plastics mixed with PET and dehalogenation (Br, Cl) of the liquid products. J Anal Appl Pyrolysis 72:27–33
Bhaskar T, Uddin MA, Kaneko J, Kusaba T, Matsui T, Muto A, Sakata Y, Murata K (2003) Liquefaction of mixed plastics containing PVC and dechlorination by calcium-based sorbent. Energy Fuels 17:75–80
Born JGP, Mulder P, Louw R (1993) Fly ash mediated reactions of phenol and monochlorophenols: oxychlorination, deep oxidation, and condensation. Environ Sci Technol 27:1849–1863
The European Council of Vinyl Manufacturers PVC recycling by application. http://www.pvc.org/en/p/pvc-recycling-by-application. Accessed 13 July 2016
Grause G, Hirahashi S, Toyoda H, Kameda T, Yoshioka T (2015) Solubility parameters for determining optimal solvents for separating PVC from PVC-coated PET fibers. J Mater Cycles Waste Manag 19:612–622
Ravens DAS, Ward IM (1961) Chemical reactivity of polyethylene terephthalate. Hydrolysis and esterification reactions in the solid phase. Trans Faraday Soc 57:150
Zimmerman H, Kim NT (1980) Investigations on thermal and hydrolytic degradation of poly(ethylene terephthalate). Polym Eng Sci 20:680–683
Campanelli JR, Cooper DG, Kamal MR (1993) A kinetic study of the hydrolytic degradation of polyethylene terephthalate at high temperatures. J Appl Polym Sci 48:443–451
Zope VS, Mishra S (2008) Kinetics of neutral hydrolytic depolymerization of PET (polyethylene terephthalate) waste at higher temperature and autogenious pressures. J Appl Polym Sci 110:2179–2183
Ramsden MJ, Phillips JA (1996) Factors influencing the kinetics of the alkaline depolymerisation of poly(ethylene terephthalate). I: the effect of solvent. J Chem Technol Biotechnol 67:131–136
Wan B-Z, Kao C-Y, Cheng W-H (2001) Kinetics of depolymerization of poly(ethylene terephthalate) in a potassium hydroxide solution. Ind Eng Chem Res 40:509–514
Karayannidis GP, Chatziavgoustis AP, Achilias DS (2002) Poly(ethylene terephthalate) recycling and recovery of pure terephthalic acid by alkaline hydrolysis. Adv Polym Technol 21:250–259
Kumar S, Guria C (2005) Alkaline hydrolysis of waste poly(ethylene terephthalate): a modified shrinking core model. J Macromol Sci Part A 42:237–251
Yoshioka T, Okayama N, Okuwaki A (1998) Kinetics of hydrolysis of PET powder in nitric acid by a modified shrinking-core model. Ind Eng Chem Res 37:336–340
Yoshioka T, Motoki T, Okuwaki A (2001) Kinetics of hydrolysis of poly(ethylene terephthalate) powder in sulfuric acid by a modified shrinking-core model. Ind Eng Chem Res 40:75–79
Achilias DS, Karayannidis GP (2004) The chemical recycling of PET in the framework of sustainable development. Water Air Soil Pollut Focus 4:385–396
Shin S-M, Watanabe S, Yoshioka T, Okuwaki A (1997) Dehydrochlorination behavior of agricultural PVC polymer films in alkaline solution at elevated temperatures. Nippon Kagaku Kaishi 1:64–68
Shin SM, Jeon HS, Kim YH, Yoshioka T, Okuwaki A (2002) Plasticizer leaching from flexible PVC in low temperature caustic solution. Polym Degrad Stab 78:511–517
Kumagai S, Grause G, Kameda T, Yoshioka T (2014) Simultaneous recovery of benzene-rich oil and metals by steam pyrolysis of metal-poly(ethylene terephthalate) composite waste. Environ Sci Technol 48:3430–3437
Kumagai S, Hosaka T, Kameda T, Yoshioka T (2016) Pyrolysis and hydrolysis behaviors during steam pyrolysis of polyimide. J Anal Appl Pyrolysis 120:75–81
Kumagai S, Morohoshi Y, Grause G, Kameda T, Yoshioka T (2015) Pyrolysis versus hydrolysis behavior during steam decomposition of polyesters using 18O-labeled steam. RSC Adv 5:61828–61837
Hashimoto K, Suga S, Wakayama Y, Funazukuri T (2007) Hydrothermal dechlorination of PVC in the presence of ammonia. J Mater Sci 43:2457–2462
Siddiqui MN, Achilias DS, Redhwi HH, Bikiaris DN, Katsogiannis K-AG, Karayannidis GP (2010) Hydrolytic depolymerization of PET in a microwave reactor. Macromol Mater Eng 295:575–584
López-Fonseca R, González-Marcos MP, González-Velasco JR, Gutiérrez-Ortiz JI (2009) A kinetic study of the depolymerisation of poly(ethylene terephthalate) by phase transfer catalysed alkaline hydrolysis. J Chem Technol Biotechnol 84:92–99
Ikenaga K (2008) Microwave-titanium oxide catalyzed chemical depolymerization of waste PET. Kagaku Kogyo 59:494–499
Roh H-D, Bae D (2000) Process for manufacturing terephthalic acid. US Patent (US 6075163 A)
Jr. GEB, O’Brien RC (1976) Method for recovering terephthalic acid ethylene glycol from polyester materials. US Patent (US 3952053 A)
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Kumagai, S., Hirahashi, S., Grause, G. et al. Alkaline hydrolysis of PVC-coated PET fibers for simultaneous recycling of PET and PVC. J Mater Cycles Waste Manag 20, 439–449 (2018). https://doi.org/10.1007/s10163-017-0614-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-017-0614-4