
Abstract
Polyethylene terephthalate (PET) has been extensively used in the packaging industry, particularly for the production of plastic bottles. PET wastes can be converted into monomeric and oligomeric substances through depolymerization and purification processes. Currently, the chemical recycling of waste plastics is one of the most viable environmental strategies, and the direct repolymerization of depolymerized chemicals without any purification is gaining significant attention because of its simple and cost-effective recycling characteristics. In this study, expandable graphite (EPG) and zeolites were used as glycolysis catalysts for PET depolymerization, and then the reaction product was directly used to polymerize polyurethane foams (PUFs). Both EPG and the zeolites could depolymerize PET, achieving PET conversion as high as 90% with bis(2-hydroxyethyl terephthalate) yields of > 50%. PUFs were also effectively produced from both depolymerized batches, and all PUF samples had a limiting oxygen index of > 31%, indicating high flame retardancy. Thus, EPG and zeolites can play dual roles as glycolysis catalysts and flame retardants. Additionally, this study proposes an efficient PET recycling route.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Over the past 30 years, plastic consumption has quadrupled worldwide, primarily because of the expansion of emergent markets. From 2000 to 2019, the global production of plastics doubled to 460 million tons. Plastics account for 3.4% of global greenhouse gas emissions. Moreover, 353 million tons of plastic waste were generated from 2000 to 2019. Plastics with lifetimes of less than 5 years contribute nearly two-thirds of plastic wastes, with packaging accounting for 40%, consumer products 12%, and clothing and textiles 11%. Additionally, 9% of plastic waste is recycled, 19% is incinerated, and 50% is deposited in landfills. In certain developing nations, most wastes evade waste management systems and end up in uncontrolled dumps, open pits, or terrestrial or aquatic environments [1,2,3].
Polyethylene terephthalate (PET) is one of the most versatile plastics used in a wide variety of applications, particularly as a packaging material, and the generation of PET wastes has increased in tandem with the increased use of PET [3,4,5]. According to reports, the degradation of PET wastes takes several hundreds of years [6,7,8]. PET waste recycling technologies that are efficient and cost-effective are desired because conventional methods, such as landfilling and incineration, necessitate large amounts of space and raise environmental concerns. The melting, re-extrusion, or respinning of PET waste was first commercialized as a mechanical recycling technology in the 1970s. However, the thermal and hydrolytic degradation that occurs during re-pelletizing and re-extrusion causes recycled PET to be of poor quality. Over the past decade, alternative chemical recycling technologies, such as hydrolysis, glycolysis, aminolysis, ammonolysis, and methanolysis, have been extensively investigated [9,10,11,12]. Glycolysis is used to depolymerize PET into various monomeric and oligomeric bis(2-hydroxyethyl terephthalate) (BHET) polyols in the presence of ethylene glycol and a catalyst. Afterward, separation and purification procedures, such as distillation and extraction, are used to obtain monomeric BHET with a high degree of purity. However, these sequential separation and purification procedures are expensive and energy-intensive, which occasionally degrades the commercial quality of glycolyzed products [11, 13,14,15,16]. The depolymerized products contain numerous polyols, including BHET monomers, BHET oligomers, and glycols, and can therefore be used as polyols in the polymerization of polyurethane. During the polymerization process, these recycled polyols serve as flexible segments of polyurethane by irreversibly reacting with isocyanate [17,18,19,20,21,22]. The direct reuse of depolymerized PET would eliminate the need for an energy-intensive purification process, thereby suggesting an energy-efficient PET recycling process.
Expandable graphite (EPG) is a form of intercalated graphite that appears as 100–500 µm-sized particulates or flakes. When EPG is heated to temperatures of 140–300 °C, it expands and elongates to form a worm-like structure. This produces particles that are significantly longer and larger than the original particles. EPG can serve as an intumescent flame retardant when merged with various flammable polymers [23,24,25,26,27]. Additionally, the intercalated layer of EPG contains defective sites and metal ions that could serve as reactive sites for PET glycolysis reactions. Conversely, zeolites are microporous crystalline aluminosilicates that are primarily used as catalysts and absorbents. Zeolites with high Al substitutions have a large ion-exchange capacity and have been extensively used as catalysts, adsorbents, and detergent builders because of their high charge density [28,29,30]. As flame retardants, zeolites reduce total smoke production, carbon dioxide evolution, and polymer matrix degradation; they also catalyze the transformation of amorphous carbon residues into thermally stable graphitic structures [31,32,33,34]. Similar to EPG, zeolite frameworks contain reaction metal ions that can function as Lewis or Brønsted acid sites for glycolysis reactions.
Considering that EPG and zeolites can function as both potential catalysts for PET glycolysis and flame retardants, we investigated the depolymerization and direct repolymerization of PET into PUF in the presence of EPG and zeolites. First, the efficacy of PET depolymerization was investigated using an EPG and zeolite-based catalyst system. Second, the reaction products were used as polyols in the polyurethane foam (PUF) polymerization process. Third, the structural properties of the PUF were analyzed using scanning electron microscopy (SEM), Fourier-transform infrared spectroscopy (FT-IR), X-ray diffraction (XRD), and gel permeation chromatography (GPC). Finally, the thermal stability and flame retardancy of the synthesized PUF samples were evaluated using derivative thermogravimetric (DTG) analysis, micro-combustion calorimetry (MCC), and the limiting oxygen index (LOI). Herein, the efficacy of the proposed PET recycling strategies is discussed.
Experimental
Materials
Aluminum hydroxide (Al(OH)3), cerium dioxide (CeO2; ≥ 99.0%), n-pentane (≥ 99%), kaolin, silicon dioxide (SiO2; ~ 99%), calcium carbonate (CaCO3; ≥ 99.0%), 1,4-diazabicyclo[2.2.2]octane (DABCO 33-LV), zeolite 13X, monoethylene glycol (≥ 99%), tetrahydrofuran (THF; ≥ 99.9%), and PET were purchased from Sigma-Aldrich. The zeolite was supplied by Alfa Aesar. Tricresyl phosphate (TCP) was obtained from Duksan Chemical Co., Ltd. (Korea). The silicon surfactant (DC 193) was supplied by Dow Inc. (USA). Potassium octanoate (K-15) was supplied by Air Products (USA), and 4,4-diphenylmethane diisocyanate (MDI) was supplied by BASF SE (Germany). EPG 80 mesh (expansion rate: 280–300 mL/g; fixed carbon: 94.63%) was supplied by SamJung C&G (Korea). Polyether polyol (PPG CS-743) was purchased from Kumho Chemical (Korea). All the chemicals were used without any additional purification.
PET Depolymerization
Two types of polyols were produced for the depolymerization reactions. EPG 80 was used as a glycolysis catalyst for PET depolymerization. Next, zeolites 4A and 13X were used together as a dual catalytic system in a separate experiment. Table 1 presents the detailed recipes. PET glycolysis was performed at 195 °C. The PET conversion and BHET yield were recorded after 2 h of reaction with respect to the reaction time. The PET conversion was calculated using the following equations.
Repolymerization of the Depolymerized Plastics
The repolymerization reaction was performed using a recipe reported in the literature [21]. First, the DABCO K-15 and 33-LV catalysts were used, and the ratio of potassium octanoate to diethylene glycol in the K-15 catalyst was set as 1:3.44. The hydroxyl and acid values of the reaction products were measured and calculated as follows:
The OH values were measured using the NF T 52–113 standard method [35, 36]:
where V1 is the volume (mL) of the NaOH solution used for the test sample [37], V0 is the volume (mL) of the NaOH solution used for the blank sample, m (g) is the mass of the sample, and T is the normality of the NaOH solution (mol/L).
The concentration was measured using the NCO weight percentage.
where “No. of NCO” represents the number of functional groups per mole.
The equivalent weight of the isocyanates was calculated as follows:
Similarly, the equivalent weight of the polyols was calculated as follows:
where the hydroxyl value was obtained using titration methods with a standard 0.5 N NaOH solution [35, 36].
Finally, the isocyanate index was obtained using the following equation.
Considering the stoichiometry of the polymerization reaction, isocyanate index 300 was adopted for the polymerization of the modified cyclic molecular structure [38,39,40].
Characterization
After applying platinum coatings, the repolymerized PUFs were examined with the glycolyzed polyols using SEM (XL30S FEG, Philips) and a Schottky field-emission electron gun at an acceleration voltage of 10 kV. The diffraction patterns were investigated by performing XRD analysis (Ultima IV, Rigaku) with a horizontal goniometer, which performed θ–2θ scans (X-ray source: Cu Kα radiation, λ = 1.5418 Å; 2θ = 1.5°–160°; scan speed: 3°/min; step size: 0.02°; power: 40 kV and 40 mA). An FT-IR spectrometer (ALPHA-II, Bruker, Billerica, US) with an attenuated total reflectance (ATR) module was used to verify the completion of the polymerization reactions. The IR spectra were recorded by conducting an FT-IR run with the OPUS software. The conditions for the FT-IR measurements were a scan range of 350–6000 cm−1, 24 scans, and a resolution of 4 cm−1. GPC (Waters e2695 Alliance) was performed with a differential refractometer connected to Styragel HR-0.5, HR-1, HR-4E, and HR-4 (7.8 × 300 mm) columns using THF as an eluent. The thermal degradation behaviors of four samples using depolymerized products (were investigated using thermogravimetric analysis (EVO II TG8120 series, Rigaku) in a nitrogen atmosphere to analyze the thermal stability of the remanufactured polyurethane. MCC was performed using the Federal Aviation Administration (FAA) microcalorimeter based on the pyrolysis combustion flow calorimetry of ASTM D7309 (Fire Testing Technology Ltd., United Kingdom). MCC has been closely correlated with fire test data (cone calorimeter, OSU), flammability results (LOI, UL94), and combustion tests (bomb calorimeter), and it is regarded as an efficient tool for assessing flammability.
Results and Discussion
Table 1 lists the recipes for performing PET glycolysis at 195 °C using EPG 80 and zeolite as single catalysts. The glycolysis was conducted for 2 h, and the corresponding PET conversion and BHET yield were measured (Fig. 1). As shown in Fig. 1(a), the PET conversion for the EPG-based reaction batch reached 94.46% after 1 h and 96.80% after 2 h. This indicates that EPG can serve as a glycolysis catalyst, with its catalytic activity originating from its structural defects. Metallic ions present in the intercalated layer of EPG may facilitate the glycolysis reaction. Conversely, a batch of glycolysis system containing zeolites 4A and 13X had a slightly low PET conversion of 68.48% after 1 h, and then the PET conversion increased to 92.71% after extending the reaction time to 2 h (Fig. 1(b)). Although both zeolites 4A and 13X contain Al species that serve as Lewis acid sites in their frameworks, their PET conversion was less effective than that of EPG. This may indicate that the PET chains could not access the microporous regions of the zeolite because of their large size, while the external surface of the zeolite only functioned as an active site for the glycolysis reaction. Similar trends were observed for the BHET yield, where the EPG-based catalyst system outperformed the zeolite-based catalyst system by producing higher yields of 55.97% and 60.68% after 1 h and 2 h of reaction, respectively. None of the two catalyst systems could achieve a BHET yield of > 90%, unlike metal and ionic-based catalyst systems. Such outcomes are attributable to the nature of bulky solid catalysts, which offer a low frequency of catalytic reactions. Thus, neither EPG nor zeolite was an effective catalyst for producing monomeric BHET. However, the products of both reactions contained numerous polyols, such as BHET dimers, trimers, tetramers, pentamers, and hexamers. Such polyols can be used as the main components for PUF polymerization.

PET conversion and BHET yield of the a EPG systems and b zeolite systems
PUF repolymerization was performed using the depolymerized products. Table 2 describes the ingredients and nomenclature of the samples. Figure 2 displays the SEM images of the PUF specimens. All the samples exhibited similar anisotropic cell morphologies with cavity structures, as shown in Fig. 2. The cell size and topology were not altered by the PUF recipe, but they were presumably affected by the blowing agent type, blowing conditions, and gelation rate, which were the same for all the samples. The cell size of all the samples was ~ 300 μm, and the SEM analysis did not detect any discernible changes in physical dimensions.

SEM images of the PUF samples. a PUF_E1, b PUF_E2, c PUF_Z1, and d PUF_Z2
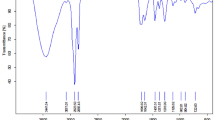
As shown in Fig. 3(a), all the samples exhibited PUF peaks corresponding to the amide group –NH (~ 3300 cm−1), carbonyl urethane group –C = O (~ 1700 cm−1), carbamate group –CN (~ 1600 cm−1), and the distinct C–N stretching vibration (~ 1405 cm−1) of the isocyanurate ring structure in the IR-ATR mode. Thus, the PUF samples were effectively repolymerized using the depolymerized products. However, the peak at 2020–2400 cm−1 indicates the presence of free isocyanate groups in samples containing unreacted isocyanate [38,39,40]. It was challenging to precisely identify the amount of polyol that participated in the polymerization because there were various polyol structures in the depolymerization batch; thus, excess isocyanate was used. Figure 3(b) displays the XRD results for the PUF samples. EPG 80, zeolite 4A, and zeolite 13X were used as both glycolysis catalysts and flame retardants. Other flame retardant additives, such as CaCO3 and Al(OH)3, were also included, as shown in Table 2. Figure 3(b) shows the XRD data for these inorganic materials. PUF_E1 clearly exhibits visible zeolite, EPG 80, and CaCO3 peaks, and the other three samples also reveal the presence of EPG 80 in their structures. The distinct diffraction peak of EPG 80 indicates that the EPG crystal structure was well preserved after polymerization. Contrarily, the zeolite diffraction peak in the depolymerized batches for PUF_Z1 and PUF_Z2 was weakly detected at 25° because of low loading (< 1 wt%) in the PUF. The XRD diffraction patterns were comparable, but there was a shift in the broad spectra at 10° for PUF_Z2 and 18°–20° for PUF_E1 and PUF_E2 due to the packing of polymer chains, indicating that the nature of the polyols used for the repolymerization may have influenced the packing of the polymer chains. The connection between the packing of the polymer chains and the properties of the polyols has not yet been fully understood; therefore, additional research is required.

a FI-IR and b XRD data for the PUF samples
The GPC data for the lower weight average molecular weight (Mw) range of small polyurethane particles overlap with those of glycolyzed products; thus, PUFs would take more than 24 h to slightly dissolve in THF. Therefore, the recycled polyol samples were analyzed via GPC to perform a targeted analysis on the glycolyzed products, which were converted from PET plastic waste. Figure 4 and Table 3 present the corresponding GPC data. The polydispersity indices of all the peaks were greater than 1, and the molecular weight did not vary significantly. PET depolymerization yields BHET monomers and oligomers when the molecular formula and weight of BHET are C12H14O6 and 254.24 g/mol, respectively. The number average molecular weight (Mn) ranged between 342 and 430 g/mol, whereas the Mw of the polyol samples ranged between 1260 and 2045 g/mol. Thus, BHET dimers, trimers, and tetramers would be the predominant oligomers in this depolymerization reaction, as Mn regards polymeric particles equally and Mw weighs the long chains. Since the BHET yield of the E1 and E2 polyols was 60.68% and that of the Z1 and Z2 polyols was 50.87%, the increased polydispersity index was expected. This indicates that in the case of EPG depolymerized polyols, 39.32% of BHET oligomers comprise dimers, trimers, and tetramers in addition to 60.68% of the monomer Table 4.

GPC chromatogram of the polyol samples
Figure 5 depicts the DTG results and heat release rate (HRR). Mass losses observed during DTG analysis were sensitive during microcalorimetry because of the presence of additives, such as organic and inorganic flame retardants, emulsifiers, cross-linkers, unreacted PET, the BHET monomer and oligomers, and the side-reaction products of BHET. Interestingly, the PUF samples prepared from the zeolite-based depolymerized batch had lower HRC, HRR, and total heat release (THR) values than those prepared from the EPG-based batches. This indicates that PUF_Z1 and PUF_Z2 exhibited higher thermal stability than PUF_E1 and PUF_E2 even though all the samples had identical flame retardant loading amounts. The high thermal stability is due to the PUF_Z1 and PUF_Z2 polyols containing less monomeric BHET than the PUF_E1 and PUF_E2 polyols because the depolymerization reaction was less active in the zeolite-based batch.

DTG analysis and HRR of PUF_E1, PUF_E2, PUF_Z1, and PUF_Z2
The LOI test performed on the samples revealed that PUF_Z1 and PUF_Z2 had greater flame-retarding properties than PUF_E1 and PUF_E2. Additionally, high LOI values of 32.48% and the lowest THR of 12.86 kJ/g were achieved for the remanufactured PUF using zeolites as a glycolysis catalyst. The PUF_E1 and PUF_E2 samples afforded a greater BHET yield than the zeolite-based counter samples. Thus, the synthesized PUF samples contained relatively few BHET oligomers and low aromatic group contents. The carbon atoms in benzene have sp2 hybrid orbitals and form s-bonds with two adjacent carbon atoms and one hydrogen atom. Each carbon atom possesses a p-orbital that can form p-bonds. BHET oligomers would demonstrate enhanced flame-retarding properties because they contain connected aromatic structures with a high rate of energy dissipation. Thus, lowering either the reaction temperature or time in EPG catalyst systems would be advantageous for enhancing flame retardancy because these conditions can produce depolymerized polyols with high oligomeric BHET contents. Moreover, the depolymerized PUF exhibited comparable thermal stability and flame retardancy to PUFs fabricated using conventional polyols. Thus, the proposed upcycling method employing EPG and zeolites as dual-functional materials would be an effective strategy for managing PET waste.
Conclusion
In this study, EPG and zeolites were used as depolymerization catalysts for waste plastic recycling and remanufacturing. These materials also served as flame retardants during the subsequent process of remanufacturing the flame-retarding insulation foam. It is evident that EPG and zeolites both play a role as catalysts in the depolymerization of PET and that the depolymerized polyols can be used to successfully polymerize remanufactured PUFs. Although both EPG and the zeolites afforded a low BHET yield, they achieved a PET conversion of > 90%. Therefore, EPG and zeolites would be appropriate for use as catalysts in the polymerization of high-value plastics because they produce high contents of BHET oligomer derivatives. However, they would not be suitable for the production of pure monomeric chemicals.
Availability of Data and Materials
The datasets used and/or analyzed are available from the corresponding author upon reasonable request.
References
Development, O. f. E. C.-o. a. Plastic pollution is growing relentlessly as waste management and recycling fall short, says OECD. https://www.oecd.org/environment/plastic-pollution-is-growing-relentlessly-as-waste-management-and-recycling-fall-short.htm (accessed March 1, 2023).
K. Ghosal, C. Nayak, Recent advances in chemical recycling of polyethylene terephthalate waste into value added products for sustainable coating solutions – hope vs hype. Mater. Adv. 3(4), 1974–1992 (2022)
G.W. Coates, Y.D.Y.L. Getzler, Chemical recycling to monomer for an ideal, circular polymer economy. Nat. Rev. Mater. 5(7), 501–516 (2020)
Intelligence, M. PET PACKAGING MARKET - GROWTH, TRENDS, COVID-19 IMPACT, AND FORECASTS (2023 - 2028); Mordor Intelligence: 2022.
T. Keijer, V. Bakker, J.C. Slootweg, Circular chemistry to enable a circular economy. Nat. Chem. 11(3), 190–195 (2019)
C. Ioakeimidis, K.N. Fotopoulou, H.K. Karapanagioti, M. Geraga, C. Zeri, E. Papathanassiou, F. Galgani, G. Papatheodorou, The degradation potential of PET bottles in the marine environment: an ATR-FTIR based approach. Sci. Rep. 6(1), 23501 (2016)
A. Chamas, H. Moon, J. Zheng, Y. Qiu, T. Tabassum, J.H. Jang, M. Abu-Omar, S.L. Scott, S. Suh, Degradation rates of plastics in the environment. ACS Sustain. Chem. Eng. 8(9), 3494–3511 (2020)
S. Agarwal, Biodegradable polymers: present opportunities and challenges in providing a microplastic-free environment. Macromol. Chem. Phys.. Chem. Phys. 221(6), 2000017 (2020)
B. Shojaei, M. Abtahi, M. Najafi, Chemical recycling of PET: a stepping-stone toward sustainability. Polym. Adv. Technol.. Adv. Technol. (2020). https://doi.org/10.1002/pat.5023
L. Kárpáti, F. Fogarassy, D. Kovácsik, V. Vargha, One-pot depolymerization and polycondensation of PET based random oligo- and polyesters. J. Polym. Environ.Polym. Environ. 27(10), 2167–2181 (2019)
J. Xin, Q. Zhang, J. Huang, R. Huang, Q.Z. Jaffery, D. Yan, Q. Zhou, J. Xu, X. Lu, Progress in the catalytic glycolysis of polyethylene terephthalate. J. Environ. Manage. 296, 113267 (2021)
D. M. Scremin, D. Y.Miyazaki, C. E.Lunelli, S. A.Silva, S. F. Zawadzki, In PET recycling by alcoholysis using a new heterogeneous catalyst: study and its use in polyurethane adhesives preparation, Macromolecular Symposia, Wiley Online Library. p 1800027 (2019)
S. Kawkumpa, T. Saisema, O. Seoob, C. Trakankit, P. Atorngitjawat, W. Sakulsaknimitr, Synthesis of polyurethane from glycolysis product of PET using ZnO as catalyst. RMUTSB Acad. J. 7(1), 29–39 (2019)
H.S. Kim, S.K. Kang, H. Zhang, E.T. Tikue, J.H. Lee, P.S. Lee, Al-ZSM-5 nanocrystal catalysts grown from silicalite-1 seeds for methane conversion. Energies 14(2), 485 (2021)
L.-X. Yun, H. Wu, Z.-G. Shen, J.-W. Fu, J.-X. Wang, Ultrasmall CeO2 nanoparticles with rich oxygen defects as novel catalysts for efficient glycolysis of polyethylene terephthalate. ACS Sustain. Chem. Eng. 10(16), 5278–5287 (2022)
A.J. Martín, C. Mondelli, S.D. Jaydev, J. Perez-Ramirez, Catalytic processing of plastic waste on the rise. Chem 7(6), 1487–1533 (2021)
P. Furtwengler, L. Avérous, Renewable polyols for advanced polyurethane foams from diverse biomass resources. Polym. Chem.. Chem. 9(32), 4258–4287 (2018)
P.J. Driest, V. Lenzi, L.S.A. Marques, M.M.D. Ramos, D.J. Dijkstra, F.U. Richter, D. Stamatialis, D.W. Grijpma, Aliphatic isocyanurates and polyisocyanurate networks. Polym. Adv. Technol.. Adv. Technol. 28(10), 1299–1304 (2017)
E. Akdogan, M. Erdem, M.E. Ureyen, M. Kaya, Rigid polyurethane foams with halogen-free flame retardants: thermal insulation, mechanical, and flame retardant properties. J. Appl. Polym. Sci.Polym. Sci. 147, 47611 (2019)
A. Ivdre, A. Abolins, I. Sevastyanova, M. Kirpluks, U. Cabulis, R. Merijs-Meri, Rigid polyurethane foams with various isocyanate indices based on polyols from rapeseed oil and waste PET. Polymers 12(4), 738 (2020)
P.S. Lee, S.M. Jung, Single-catalyst reactions from depolymerization to repolymerization: Transformation of polyethylene terephthalate to polyisocyanurate foam with deep eutectic solvents. J. Appl. Polym. Sci.Polym. Sci. 139(47), e53205 (2022)
M. Borowicz, J. Paciorek-Sadowska, J. Lubczak, B. Czupryński, Biodegradable, flame-retardant, and bio-based rigid polyurethane/polyisocyanurate foams for thermal insulation application. Polymers 11(11), 1816 (2019)
S. Duquesne, M.L. Bras, S. Bourbigot, R. Delobel, H. Vezin, G. Camino, B. Eling, C. Lindsay, T. Roels, Expandable graphite: a fire retardant additive for polyurethane coatings. Fire Mater. 27(3), 103–117 (2003)
M. Kurańska, U. Cabulis, M. Auguścik, A. Prociak, J. Ryszkowska, M. Kirpluks, Bio-based polyurethane-polyisocyanurate composites with an intumescent flame retardant. Polym. Degrad. Stab.. Degrad. Stab. 127, 11–19 (2016)
A. Lorenzetti, B. Dittrich, B. Schartel, M. Roso, M. Modesti, Expandable graphite in polyurethane foams: the effect of expansion volume and intercalants on flame retardancy. J. Appl. Polym. Sci.Polym. Sci. 134(31), 45173 (2017)
G.T. Muller, A. Gany, Expandable graphite effect on solid fuel and propellant combustion. FirePhysChem 2(1), 72–75 (2022)
P. Acuña, Z. Li, M. Santiago-Calvo, F. Villafañe, M.Á. Rodríguez-Perez, D.-Y. Wang, Influence of the characteristics of expandable graphite on the morphology, thermal properties, fire behaviour and compression performance of a rigid polyurethane foam. Polymers 11(1), 168 (2019)
W.S. Wise, MINERALS | Zeolites, in Encyclopedia of geology. ed. by R.C. Selley, L.R.M. Cocks, I.R. Plimer (Elsevier, Oxford, 2005), pp.591–600
T.Maesen, Chapter 1 - The Zeolite Scene – An Overview. In Studies in Surface Science and Catalysis, Čejka, J.; van Bekkum, H.; Corma, A.; Schüth, F., Eds. Elsevier (2007) 168: 1–12.
K. Muraoka, W. Chaikittisilp, T. Okubo, Energy analysis of aluminosilicate zeolites with comprehensive ranges of framework topologies, chemical compositions, and aluminum distributions. J. Am. Chem. Soc. 138(19), 6184–6193 (2016)
S. Khanal, Y. Lu, S. Ahmed, M. Ali, S. Xu, Synergistic effect of zeolite 4A on thermal, mechanical and flame retardant properties of intumescent flame retardant HDPE composites. Polym. Test.. Test. 81, 106177 (2020)
P.M. Visakh, A.O. Semkin, I.A. Rezaev, A.V. Fateev, Review on soft polyurethane flame retardant. Constr. Build. Mater. 227, 116673 (2019)
M.M. Velencoso, A. Battig, J.C. Markwart, B. Schartel, F.R. Wurm, Molecular firefighting—how modern phosphorus chemistry can help solve the challenge of flame retardancy. Angew. Chem. Int. Ed.. Chem. Int. Ed. 57(33), 10450–10467 (2018)
W.H. Rao, W. Liao, H. Wang, H.B. Zhao, Y.Z. Wang, Flame-retardant and smoke-suppressant flexible polyurethane foams based on reactive phosphorus-containing polyol and expandable graphite. J. Hazard. Mater. 360, 651–660 (2018)
R. Auvergne, G. Colomines, J.-J. Robin, B. Boutevin, Synthesis and characterization of UV-curable resins from the glycolysis of PET: vinyl ether/maleate UV-curing system. Macromol. Chem. Phys.. Chem. Phys. 208(7), 690–701 (2007)
G. Colomines, J.-J. Robin, G. Tersac, Study of the glycolysis of PET by oligoesters. Polymer 46(10), 3230–3247 (2005)
Y. Hu, Y. Wang, X. Zhang, J. Qian, X. Xing, X. Wang, Synthesis of poly(ethylene terephthalate) based on glycolysis of waste PET fiber. J. Macromol. Sci. Part A 57(6), 430–438 (2020)
J. Reignier, F. Méchin, A. Sarbu, Chemical gradients in PIR foams as probed by ATR-FTIR analysis and consequences on fire resistance. Polym. Test.. Test. 93, 106972 (2021)
P. Kosmela, A. Hejna, J. Suchorzewski, Ł Piszczyk, J.T. Haponiuk, Study on the structure-property dependences of rigid PUR-PIR foams obtained from marine biomass-based biopolyol. Materials 13(5), 1257 (2020)
Q. Xu, T. Hong, Z. Zhou, J. Gao, L. Xue, The effect of the trimerization catalyst on the thermal stability and the fire performance of the polyisocyanurate-polyurethane foam. Fire Mater. 42(1), 119–127 (2018)
Funding
This research was funded by the Korea Technology and Information Promotion Agency for SMEs (TIPA) grant funded by the Ministry of SMEs and Startups (1425157709), as well as by the Korea Institute of Energy Technology Evaluation and Planning (KETEP) grant funded by the Korea government (MOTIE) (No. 20228A10100020).
Author information
Authors and Affiliations
Contributions
PS analyzed and interpreted the data. SMG analyzed and interpreted the data, especially the kinetics. PS made major contributions to the writing of the manuscript, and SMG supervised the project. All authors have read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare that they have no competing interests.
Ethical Approval
Not applicable.
Consent to Participate
Not applicable.
Consent to Publish
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Lee, P.S., Jung, S.M. Direct Conversion of Waste PET to Regenerated Plastics Using Flame Retardants as Depolymerization Catalysts. Korean J. Chem. Eng. 41, 347–355 (2024). https://doi.org/10.1007/s11814-024-00030-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11814-024-00030-7