
Abstract
The production of small to medium-size aluminum gearbox housings at large quantities and high rates is commonly carried out by die casting. The manufactured parts are characterized by a very good surface finish and dimensional accuracy. However, a certain amount of gas porosity and shrinkage holes are to be expected. Since defects affect the mechanical properties of the housing, their reduction is also a main goal in the enhancement of the process. Improved material properties lead to higher strength and better gear performance. Despite die casting being cheap in comparison to sand casting, the costs of the casting equipment, whose main components are two hardened steel dies with the desired shape, are very high. Based on one particular gearbox housing, the objective of the present development project was to improve the quality of the gearbox housing by reducing its casting defects, while achieving simultaneously an overall improvement of the casting process. To this end, a new kind of die with integrated cooling channels was designed and evaluated using additive manufacturing technologies. First, the usual defects like cold casting sprue, sticking due to overheating, and solidification cavities of the cast part as well as the cooling behavior of the standard die were analyzed. Thus, the areas to be cooled down in a controlled way were identified and the corresponding cooling system was developed. Afterwards, an FEM analysis was carried out to check the die’s integrity during the casting process. The model was built according to given operating conditions. The stress analysis was efficiently studied on a variety of cooling channel designs. The results led to new and improved knowledge concerning the die’s stability. 3D metal printing was suitable for the manufacturing, because a clear additional benefit compared to the standard die was expected. Selective laser melting (SLM) was chosen because this technology allows the cooling system to be printed without a supporting structure. The material chosen was the tool steel 1.2709 (X3NiCoMoTi18-9-5). The die was printed and machined to its final dimensions using this material. Finally, the die casting mold was assembled and 15,000 casting rounds were executed by varying the temperature of the cooling oil. The type, number, and distribution of failures of the cast parts as well as the cycle duration were analyzed. As a result of the present work, the quality of the gearbox housing was improved concerning porosity and shrinkage holes. Furthermore, due to the targeted solidification, the casting process was shortened by about 11% per casting cycle.
Zusammenfassung
Die Herstellung von kleinen bis mittelgroßen Aluminium-Getriebegehäusen in großen Mengen und mit hoher Geschwindigkeit erfolgt üblicherweise im Druckgussverfahren. Die hergestellten Teile zeichnen sich durch eine sehr gute Oberflächengüte und Maßhaltigkeit aus. Ein gewisses Maß an Gasporosität und Lunkern ist jedoch zu erwarten. Da sich die Defekte auf die mechanischen Eigenschaften des Gehäuses auswirken, ist ihre Verringerung auch ein Hauptziel bei der Verbesserung des Verfahrens. Verbesserte Materialeigenschaften führen zu höherer Festigkeit und besserer Getriebeleistung. Obwohl das Druckgussverfahren im Vergleich zum Sandguss kostengünstig ist, sind die Kosten für die Gießanlage, deren Hauptbestandteile zwei gehärtete Stahlformen mit der gewünschten Form sind, sehr hoch. Ausgehend von einem bestimmten Getriebegehäuse bestand das Ziel des vorliegenden Entwicklungsprojekts darin, die Qualität des Getriebegehäuses durch Verringerung der Gussfehler zu verbessern und gleichzeitig eine Gesamtverbesserung des Gießverfahrens zu erreichen. Zu diesem Zweck wurde eine neuartige Gussform mit integrierten Kühlkanälen entworfen und mit Hilfe additiver Fertigungstechnologien evaluiert. Zunächst wurden die üblichen Defekte wie kalter Gussanguss, Verkleben durch Überhitzung und Erstarrungslöcher des Gussteils sowie das Kühlverhalten der Standardform analysiert. So wurden die Bereiche identifiziert, die kontrolliert abgekühlt werden müssen und das entsprechende Kühlsystem entwickelt. Anschließend wurde eine FEM-Analyse durchgeführt, um die Integrität der Kokille während des Gießvorgangs zu überprüfen. Das Modell wurde unter den gegebenen Betriebsbedingungen erstellt. Die Spannungsanalyse wurde an einer Vielzahl von Kühlkanaldesigns effizient untersucht. Die Ergebnisse führten zu neuen und verbesserten Erkenntnissen über die Stabilität der Form. Der 3D-Metalldruck war für die Herstellung geeignet, da ein deutlicher Zusatznutzen gegenüber der Standardform erwartet wurde. Die Wahl fiel auf das selektive Laserschmelzen (SLM), da mit dieser Technologie das Kühlsystem ohne Stützstruktur gedruckt werden kann. Als Werkstoff wurde der Werkzeugstahl 1.2709 (X3NiCoMoTi18-9-5) gewählt. Mit diesem Material wurde die Form gedruckt und auf ihre endgültigen Abmessungen bearbeitet. Schließlich wurde die Druckgussform zusammengebaut und 15.000 Gießvorgänge wurden unter Variation der Temperatur des Kühl-Öls durchgeführt. Die Art, Anzahl und Verteilung der Fehler an den Gussteilen sowie die Zyklusdauer wurden analysiert. Als Ergebnis der vorliegenden Arbeit konnte die Qualität des Getriebegehäuses hinsichtlich Porosität und Lunker verbessert werden. Darüber hinaus konnte durch die gezielte Erstarrung der Gießprozess um ca. 11 % verkürzt werden.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
1.1 Additive manufacturing
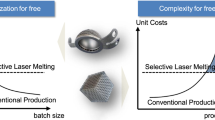
Additive manufacturing (AM) established itself in the industry at the beginning through rapid prototyping, since development cycles and production costs can be reduced [1, 2]. It has since become one of the main technologies being introduced within industrial processes to produce functional prototypes or to directly improve the process itself. Furthermore, the implementation of AM can lead to changes in manufacturing chains, as individual steps can be eliminated [3,4,5,6]. However, since all AM technologies have their own limitations, especially concerning process management and reproducibility, the implementation of AM processes in serial industrial production remains challenging [7]. The most relevant and proven advantages of additive manufacturing are the reduction in development time, the freedom of design, and the consequent added value to the final part. Concerning freedom of design, complex parts like undercuts, variable wall thicknesses, cavities, lattice or bionic structures, as well as integrated cooling systems are nowadays state of the art. Since single parts with a high level of complexity and degree of customization are feasible, the higher manufacturing costs of AM can be accepted [8,9,10,11,12]. Concerning this, the full capacity of AM can be exploited by applying finite element methods during the design phase, since they are suitable within the conception stage for any part. Under given conditions and analytic expertise, these methods lead to an optimized solution of the actual issue [13]. However, AM has significant disadvantages, such as the required support structures, production time and costs, and surface quality, since they limit its applicability. For that, several design guidelines must be taken into account. [8,9,10,11,12]. Of all the metal AM processes, selective laser melting (SLM) is the most widespread. Basically, the printer consists of a laser, an inert gas (argon or nitrogen) atmosphere-controlled building chamber, a powder bed, and a powder container. While printing a thin layer of fine metal, powder is fused by a high-powered laser beam at the corresponding plane of the desired part. When ready, the building platform moves down in a vertical direction and a new powder layer is evenly distributed. The desired three-dimensional object is then created layer by layer. The most common metal powders used for AM are aluminum alloys for lightweight construction, tool and stainless steel alloys, nickel alloys for high-temperature applications, titanium alloys for medicine and lightweight constructions, cobalt-chrome alloys for dental applications, and copper alloys for cooling and electronics applications. Metal powder quality has a direct influence on the printing result [14, 15].
Concerning AM applications in die casting, the use of integrated cooling channels contoured close to the casting mold in critical areas improves the control of mold temperature and part dimensions. However, the number of studies dedicated to developing the design rules for cooling channels is very limited. Even so, several [16,17,18,19] have shown the potential of integrated cooling channels in dies for plastic injection molding. Improving the quality of the gearbox housings by reducing its inherent casting defects is of significant importance to the gearbox housing manufacturing industry.
1.2 Die casting of gearbox housings
During die casting, one molten alloy is injected at high speed (40 to 60 m/s at casting gates) into a steel mold (X38 CrMoV5) and kept at a very high pressure (80 to 100 MPa) during the material’s solidification. Die casting equipment covers a wide range of pressures, starting at 160 t and going up to 4500 t or even more. On traditional devices, the whole process consists of 4 phases: preparation, filling, solidification, and ejection. First, the molten metal is brought to the casting gates at a slow speed. After that, the mold is filled at very high speeds. Then, the filled die is held at a high pressure in order to assure a good filling during shrinkage of the metal due to solidification and to reduce the number of defects like porosity and blowholes in the produced part. The cast part is finally ejected. Fig. 1 shows a schematic representation of a die casting mold.

Schematic representation of a die casting mold
On the one hand, die casting makes the production of very thin and precise (near-net-shape) parts possible, by requiring less machinery than other standard processes like sand casting or gravity shell casting. In addition, the productivity is usually the highest compared to other standard casting methods like sand casting. Furthermore, only one operator is needed for two or three devices. On the other hand, the required pressure leads to high costs for casting equipment and does not allow the use of sand cores. Thus, non-demoldable hollow areas are not feasible [20]. Fig. 2 shows the time ratio of each step on a single cycle of high pressure die casting (HPDC). Technically speaking, applied targeted cooling may reduce the duration of both posting and blowing from the preparation phase, as well as the whole solidification phase (temperature descending from 690 °C to less than 478 °C).

Relative time of each step on a single cycle of HPDC
Concerning die casting, the most common defects are gas porosity, shrinkage holes, hot cracking, flow marks, misruns, and cold shuts (see Fig. 3). The main cause of these defects is a die that is too cold during injection. They can also be caused by a low metal temperature, impurities, or insufficient venting. All of them affect the mechanical properties of the cast part.

Some common die casting defects

Schematic representation of a standard cooling configuration of a casting mold
The way to remediate the defects depends on their nature. If the quality of the cast material is assured and the casting process is running smoothly, the temperature of the die and its homogeneity should be examined [21, 22]. Regarding the cast part, the areas with metal accumulation and large wall thicknesses concentrate heat during casting, thus the mold must be adequately cooled (Fig. 4). The design and implementation of a cooling circuit through a die is limited by the limitations of standard machining processes. Therefore, the surface temperature of the mold cavity remains inhomogeneous, causing a thermal impact on the cast part [23]. Targeted cooling of the massive zones should improve the homogeneity of the heat transfer and therefore reduce the number of defects of the cast part.
1.3 Methodology
The direct application to a die in the aluminum die casting process chain within SEW was evaluated. Based on one particular gearbox housing with well-known hot spots and casting defects, the study of the achievable enhancement after redesign was the main goal of this work. In this regard, a die with integrated cooling channels was specifically designed and manufactured using AM in order to improve the quality of the gearbox housing by reducing its casting defects, while achieving simultaneously a reduction of the casting time per cycle. The achievement was confirmed by printing and implementing the developed die in the production process. Based on the results, SEW is able to determine future applications for AM in this field.
2 Cooling channels: design and optimization
A poorly thermally designed die will have a lasting influence on productivity, part quality, and costs by reducing the die’s service life. Cooling circuits, thermoregulation, copper inserts below the die’s surface, jet cooling, ribbed imprint surfaces, or the modification of the range of elements (air gap) are some of the many technical possibilities to optimize the die’s thermal performance [24].
For the present work, the die “Flasque ADRN90Ø160” was chosen, because it is the hottest die in the whole production process. Fig. 5a shows the standard die with its cooling channel. Fig. 5b shows the simulation results using Magma Soft concerning the critical solidification zones (pictured in blue). These areas are the ones with the highest cooling rate.

a Conventional cooling. b Critically cooled areas of the cast part (Magma Soft)
According to the simulation results, a new cooling channel system was designed close to the die’s surface on the hot spots in order to better control the cooling rate of the critical spots. The geometry of the cooling channels had to be designed to enable AM without supporting material and with a good flow, in order to remove the powder after printing without problems. Therefore, a minimum cross section of 5 mm2 per individual channel had to be used. By implementing an elliptical channel geometry, the diameter could be larger than 2.5 mm (see Fig. 6).

AM design of the cooling system
The geometrical optimization of the cooling system was carried out by applying FEM methods, using Ansys Workbench 2020 R1 (see Fig. 7). The simulation was based only on a static structural analysis. Neither the influence of temperature nor the fluids were taken into account. The FEM model was made with the casting die as the geometry. All other geometry parts were not needed for the considered scope. Steel was chosen as the material and defined with its corresponding properties (Young’s modulus of 210 GPa and a Poisson’s ratio of 0.3). Therefore, boundary conditions that are representative of the die casting process were assigned for the simulations.

Defined conditions for casting mold part in the FEM model
First of all, a fixed support condition was determined for the casting mold part. A maximum pressure on the surface of the cooling channels of 1 MPa and a maximum pressure of 80 MPa on the cast surface were specified as the load in the FEM model. The optimization was achieved by proceeding though an iterative process. After the first iteration of the analysis, the results were checked for plausibility and to find critical spots on the structure. According to the results, the critical spots on the cooling channels were adequately meshed in order to get proper results, which were needed to carry out the next optimization step (see Fig. 8).

Influence of the mesh size on the equivalent stress
To this end, different variations were simulated under the same boundary conditions. Depending on the results of the simulation, the geometry was optimized at the critical spots by smoothing the surfaces in order to reduce the notch effect, leading to lower equivalent stress. Through different iterations, it was possible to optimize the configuration of the cooling channels concerning operation demands and AM. The favored arrangement reached a maximum stress of nearly 500 N/mm2 at the cooling channels and about 200 N/mm2 at the outer surface (see Fig. 9). This result satisfied both the requirements of the FEM evaluation and the operating conditions.

FEM results of the maximum stresses of the optimized cooling system
3 M process, material selection and manufacture
Since AM is meaningful due to the high degree of complexity that can be achieved, the cooling of dies can be improved by integrating customized cooling channels into its structure to specifically cool down relevant areas. Unfortunately, only a few printing techniques can be considered for the AM of the developed die. The print accuracy must be fine enough to enhance the needed tolerances and as free as possible of pores and supporting structures inside the channels. Therefore, selective laser melting was the most suitable solution.
The material selection was limited as well, due to the operating conditions during the die casting process. Thus, a 1.2709 material with a hardness of at least 50 HRC was selected. The applied oversize on all surfaces was at least 0.30 mm. The printing process was carried out onto a hybrid lower part (see Fig. 10) made of hardened 1.2343. The connection inlet and outlet screw threads for the cooling system were machined into the hybrid base before the printing process took place.

Steps of the die’s manufacturing
The next steps were the printing of the die, its machining, installation in the mold, and final testing. Since the die was designed with an intentional oversize, it had to be end machined according to SEW specifications before being installed. The final dimensions have been tested at SEW. After approval, the die was installed into the casting mold.
4 Die casting test results
The effectiveness of the new cooling system was evaluated by performing the injection simultaneously on a conventional machined die and on the AM manufactured die (see Fig. 11).

Structure of the mold and cast part
In order to evaluate the influence of the new cooling system on the die casting process, five casting sequences with and without sprinkling for an oil temperature of 80 °C were performed°. This temperature was chosen because according to the operation experience a lower temperature of the die leads to surface flaws on the housing. The development of the temperature within the die was analyzed by taking pictures using a thermal camera. Fig. 12 shows the obtained results.

Thermal scan results after casting of both standard and AM manufactured dies (oil temperature 80 °C)
In both cases, the AM made die shows a much lower and more homogeneous temperature distribution in comparison to the standard die. After five casting sequences, the highest temperature on the AM die is 116.7 °C, which is 103.8 °C lower than the highest value on the standard die. By adding a sprinkling step, the highest temperature on both dies is drastically reduced. In addition, the difference between the highest and lowest temperature is, in the case of the AM die (ΔT = 17.3 °C), almost two and a half times lower than with the standard die (ΔT = 44.9 °C).
Consequently, the time per injection cycle was significantly reduced. The duration of positioning and blowing as well as the cooling from 690 °C to 470 °C was lowered by 20% each. Fig. 13 shows how targeted solidification leads to a shortening of the total time of one injection cycle by 11%. Based on the results, it is still theoretically possible to reduce the cooling time by 20% and the solidification time by 20%.

HPDC with optimized cycle time
The applicability of the time reduction of the injection cycle to serial production can only be confirmed if the quality of the gearbox housing is not affected in a negative way, or even better, if the manufactured part results improve. To this end, a total of 15,000 injections on four casting rows were performed, with a chosen cooling oil temperature of 80 °C, 100 °C, 120 °C, and 140 °C. During the first row, the temperature was set at 80°. This temperature was successively increased by 20 °C to carry out the next casting row. Since Die casting is a fully automated process, interruptions for temperature measurements within a casting row were not possible. The housing quality was analyzed on computer tomography (CT) measurements carried out on cast housings using the AM die with all 4 oil temperatures. In addition, one housing cast with the standard die and an oil temperature of 80 °C was examined as well as a reference. The analysis was focused on three significant layers: the one with the highest loaded area, the one with the thinnest wall thicknesses, and one with no critical mechanical demands. Fig. 14 shows the results of the housing cast with the standard die. The highly loaded area shows a small amount of porosity (black spots, Fig. 14a). The area with the thinnest wall thicknesses is free of significant defects (Fig. 14b). Finally, the uncritical area shows some pores, which are actually harmless (Fig. 14c).

CT results of a gearbox cast with a standard die and an oil temperature of 80 °C
Fig. 15 shows the conditions at the highly loaded area. With an oil temperature of 120 °C, the material increases in density in comparison to the standard process. This can be deduced from the higher brightness of the image. At 80 °C, 100 °C and 140 °C, the housing shows a worse result than the standard one.

CT results of the highly loaded area of gearboxes cast with an AM die
Fig. 16 shows the results at the area with the lowest wall thicknesses. There is no observable improvement at 80 °C and 100 °C, but also no deterioration of the material density compared to the standard application. Despite this not being an improvement itself, it is also not a downgrade. The cross section results then deteriorated at 120 °C and 140 °C.

CT results of the area with the thinnest wall thickness of gearboxes cast with an AM die
Fig. 17 shows the state of the area with no critical mechanical demands. All 4 test temperatures yield a worse result compared to the standard die. This is actually to be expected, because defects cannot vanish, but are shifted from one region to another. Since the cross-section in this area is the biggest, casting defects are of minor importance as long as they do not runs through the entire wall. Thus, it can be said that the quality of the housing results improved.

CT results of the uncritical area of gearboxes cast with an AM die
5 Summary
The main goal of this work was the development of a customized cooling channel system for a casting die. For this purpose, several construction guidelines were applied and FEM simulation under consideration of the operating conditions was carried out. As a result, a new type of die was developed, which was specially customized to be manufactured by AM. The manufactured die prototype was assembled and tested in order to corroborate the expected improvements of applied AM on a casting process. For this purpose, 15,000 casting rounds were executed simultaneously on a conventional machined die and on the AM-manufactured die by varying the temperature of the cooling oil. The type, number, and distribution of casting defects in the gearbox housings as well as the time per cycle were analyzed. According to the obtained results, the new die increased the process efficiency due to the targeted solidification since it reduces the time per casting cycle by about 11%. Even so, the quality of the cast parts was improved in terms of reduced porosity and shrinkage holes in critical areas. Thus, the test under normal operating conditions successfully confirmed the cooling system’s effectiveness, fulfilling the requirements for the chosen gearbox housing.
Regarding future developments in this area, it must be taken into account that critical areas during solidification must to be cooled down differently. This aspect together with the terminal and mechanical loading conditions during operation of the casting mold define the boundary conditions for the design of every single cooling channel. Neglecting or wrongly interpreting them could lead to a die’s failure during the casting process.
References
Cooper KG (2001) Rapid prototyping technology: selection and application. Marcel Dekker, New York, Basel
Zimmermann T, Jepsen D (2016) Additive Fertigung: 3D-Druck, Rapid Prototyping, Additive Manufacturing. http://www.hamburg.de/contentblob/6127140/90d4805b51420673388e03ae827bbf30/data/additive-fertigung.pdf. Created 05.2016. Accessed 09.2016
Scheffels G (2019) Ziel: Drucken für die Serie. Konstrukteur 10:87–90
Desktop Metal (2020) E‑BOOK functional prototyping using metal 3D printing. https://www.desktopmetal.com. Accessed 05.2020
Dittmeier U (2019) CNC für den 3D-Druck? Konstrukteur 10:98–100
Pergler R 3D-Technologien: Das Ende der Zerspanung? Trendreport. https://www.werkzeug-formenbau.de/trendreport/das-ende-der-zerspanung-115.html. Accessed 11.2020
Feldmann C, Pumpe A (2016) 3D-Druck – Verfahrensauswahl und Wirtschaftlichkeit. Gabler, Wiesbaden
VDI-Richtlinie 3405, Additive Fertigungsverfahren: Grundlagen, Begriffe, Verfahrensbeschreibungen, Berlin, 2012
ASTM 2792, Terminology for Additive Manufacturing Technologies, PA: ASTM International, 2012
Adam G (2013) Konstruktionsregeln für Additive Fertigungsverfahren
Frazier WE (2014) Metal additive manufacturing: a review. J Mater Eng Perform 6:1917–1928
Bauer D et al VDI Handlungsfelder: Additive Fertigungsverfahren. https://www.vdi.de/ueber-uns/presse/publikationen/details/vdi-handlungsfelder-additive-fertigungsverfahren. Accessed 06.2021
Klein B (2012) FEM Grundlagen und Anwendungen der Finite-Elemente-Methode im Maschinen- und Fahrzeugbau. Springer Vieweg, Wiesbaden
Ampower Insights (2017) Additive manufacturing, make or buy? www.am-power.de/insights. Accessed 11.2020 (Vol. 1, October 2017)
Ampower Insights (2020) Additive manufacturing, material performance optimization. www.am-power.de/insights. Accessed 11.2020 (Vol. 7, May 2020)
Jahan SA, El-Mounayri H (2016) Optimal conformal cooling channels in 3D printed dies for plastic injection molding. Procedia Manuf 5:888–900
Dimla D, Camilotto M, Miani F (2005) Design and optimization of conformal cooling channels in injection molding tools. J Mater Process Technol 164:1294–1300
Muhammad Khan, S. Kamran Afaq, Nizar Ullah Khan, Saboor Ahmad (2014) Cycle Time Reduction in Injection Molding Process by Selection of Robust Cooling Channel Design. International Scholarly Research Notices. https://doi.org/10.1155/2014/968484
Wu T, Jahan SA, Kumaar P, Tovar A et al (2015) A framework for optimizing the design of injection molds with conformal cooling for additive manufacturing. Procedia Manuf 1:404–415
Hairy P (2019) La technologie de fonderie sous pression. https://metalblog.ctif.com/2019/06/24/la-technologie-de-fonderie-sous-pression/. Accessed 02.2020
Campbell J (2011) Complete casting handbook: metal casting processes, techniques and design. Butterworth-Heinemann, Oxford, Waltham, Massachusetts
Altenpohl DG (1965) Aluminium und Aluminiumlegierungen. Springer, Berlin
Andreoni CP (2009) Le moulage sous pression des alliages d’aluminium: 6 Préchauffage refroidissement et Thérmorégulation du moule. Fonderie,
Ruiz J Optimiser la thermique d’un moule métallique. https://metalblog.ctif.com/2018/03/26/optimiser-la-thermique-dun-moule-metallique/. Accessed 06.2021
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Barreiro, P., Armutcu, G., Pfrimmer, S. et al. Quality improvement of an aluminum gearbox housing by implementing additive manufacturing. Forsch Ingenieurwes 86, 605–616 (2022). https://doi.org/10.1007/s10010-021-00541-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10010-021-00541-3