
Abstract
The construction of gearbox housings is severely restricted by all the currently used machining processes. 3D metal printing opens up new possibilities in this area. However, a clear additional benefit compared to the standard cast housing must be given, in order to make additive manufacturing viable. The objective of the present project was to research both the potential and restrictions of additive manufacturing technologies regarding the design of gearbox housings. As a result of this investigation, a topology optimized lightweight gearbox housing with integrated oil channels and scraper was obtained. The topology optimization process of the new gearbox was carried out in two work steps. The first consisted of the determination and design of the primary load-bearing structure of the housing. Therefore, an iterative design process was needed in order to develop the final support structure, because the topology optimization only provides a design draft of the framework structure. Concerning the iteration, an FEM analysis was performed to check and improve the draft after each loop. During the evaluation, safety and weight were compared with the previous version. During the second step of the topology optimization, the structure of all the oil channels was developed, creating a morphological box. Finally, the new gearbox housing was generated by combining the topology optimization with the concepts from the morphological box. Selective Laser Melting (SLM) was chosen for manufacturing because it allows the printing of components of the desired dimension with the required accuracy. The developed gearbox prototype was printed using the aluminum alloy AlSi10Mg (A360). Due to the flexibility of the SLM technology, it was possible to fulfill all specific design criteria while also showing the typical topology-optimized structure too. Afterwards, the housing was machined to achieve precise dimensions and tolerances. Finally, the gearbox was assembled, and both its mechanical integrity and the functionality of the integrated oil systems were fully checked with short-term tests.
Zusammenfassung
Die Auslegung eines Getriebegehäuses wird durch die verwendeten Fertigungsprozesse stark eingeschränkt. In dieser Hinsicht ergibt die additive Fertigung mit metallischen Werkstoffen neue Möglichkeiten. Allerdings muss ein eindeutiger Mehrwert gegenüber dem Standardgussgehäuse gegeben sein, damit die Additive Fertigung sich als geeignet zeigt. Ziel des vorliegenden Projektes war, sowohl das Potenzial als auch die Einschränkungen der verschiedenen additiven Fertigungstechnologien hinsichtlich des Designs eines Getriebegehäuses zu untersuchen. Als Ergebnis dieser Erforschung wurde ein leichtes Getriebegehäuse mit integrierten Ölkanälen und Abstreifer entwickelt. Die Durchführung einer Topologieoptimierung des neuen Getriebegehäuses wurde in zwei Arbeitsschritte aufgeteilt. Während des ersten Arbeitsschrittes wurde die ursprüngliche tragende Struktur des Gehäuses bestimmt und gestaltet. Hierbei war ein iterativer Entwicklungsprozess erforderlich, um die endgültige Tragstruktur zu entwickeln, da die Topologieoptimierung nur einen Entwurf bzw. Vorschlag der endgültigen Rahmenstruktur bereitstellt. Am Ende jeder Iterationsschleife wurde eine FEM-Analyse durchgeführt, um den Entwurf zu überprüfen und zu verbessern. Bei der Bewertung wurden vor allem die Steifigkeit und das Gewicht der Vorgänger- und Neuversion verglichen. Im zweiten Schritt wurden Ölkanäle in der topologieoptimierten Struktur mit Hilfe eines morphologischen Kastens integriert. Anschließend wurde aus der Kombination der Topologieoptimierung mit den Konzepten aus dem morphologischen Kasten das neue Getriebegehäuse generiert. Das Selective Laser Melting (SLM) wurde für die Herstellung des Gehäuses deshalb ausgewählt, weil damit Bauteile mit der erforderlichen Genauigkeit im benötigten Bauraum gedruckt werden können. Der entwickelte Getriebeprototyp wurde in der Aluminiumlegierung AlSi10Mg (A360) gedruckt. Durch die Flexibilität der SLM-Technologie konnten alle spezifischen Designkriterien erfüllt werden. Dabei wurde auch die typische, topologieoptimierte Struktur akkurat dargestellt. Anschließend wurde das Gehäuse spanend endbearbeitet, um genaue Abmessungen sowie Toleranzen zu erreichen. Im letzten Schritt wurde das Getriebe montiert, um sowohl die mechanische Integrität als auch die Funktionalität der integrierten Ölsysteme zu testen.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing is currently one of the main technologies being constantly developed, which established itself in the industry through rapid prototyping [1]. Hence, precise prototypes can be manufactured fast, according to usual industrial demands. Since metallic additive manufacturing emerged, it has also been possible to produce high-strength components. Thus, expectations are high because several conventional manufacturing processes such as turning, milling or casting could be avoided [2,3,4,5,6,7]. However, all metal additive technologies are restricted by their own limitations, which basically are the difficulties to manage the process, the high prices of printable materials, and the required equipment. Thus, the implementation of an additive manufacturing process on the industrial production of serial components remains challenging [8,9,10]. Due to the added value that results from bionic and lightweight constructions or the functional integration of components, additive manufacturing is being introduced within the industry to enhance products into redesigned ones with entirely new potentials [7, 11].
The potentials and limits of additive technologies were researched considering the further development of an SEW standard gearbox housing. Since the component is already defined, the analysis of the achievable added value after redesign was the main goal of this work. In this regard, available technical possibilities in additive manufacturing were specifically used to optimize load transmission, thermal conduction, and oil flow. The achievement was confirmed by printing, assembling, and testing the developed gearbox. The resulting housing provided a basis for SEW to determine future applications of this trailblazing technology.
2 State of the art
There is a variety of terms usually used to define additive manufacturing [12]. The most frequently used in standards and guidelines include “Additive Fertigungsverfahren” (VDI-Richtlinie 3405 [12]), “Additive Manufacturing” (ASTM 2792 [13]), “Direct Digital Manufacturing” [14] and “Solid Free Form Fabrication” [15]. Besides, the required standards for industrial application are still under revision. The existing VDI Guidelines 3405 [12] will be proposed as the new standard by the International Organization for Standardization (ISO). ASTM and the ISO Technical Committee are developing a completely new type of DIN EN ISO ASTM standards for additive manufacturing [16].
Most of the many advantages of additive manufacturing can be summarized in a reduction in the development time, the freedom of design, as well as the consequent added value to the final part [1,2,3, 5,6,7,8]. Both rapid prototyping and printing just in time can lead to changes in a manufacturing chain, because individual steps can be eliminated. Concerning freedom of design, complex parts with undercuts, roundings, variable wall thicknesses or cavities filled with lattice structures, as well as integrated damping or cooling systems, can be created [2, 5]. In order to use the full capacity of this advantage, topology optimization can be applied combined with finite element methods. Since there is no direct relationship between the product complexity and manufacturing costs, additive manufacturing can prevail over conventional processes for single parts with a high level of complexity and degree of customization (see Fig. 1; [17,18,19]).

Comparison between conventional and additive manufacturing [17]
Despite all its advantages, additive manufacturing also has significant disadvantages, which limit its applicability. There are design guidelines that must be taken into account in order to obtain a printed part which looks like the digitally designed one. Besides, support structures that are usually needed must be removed. Another issue concerns surface quality requirements that lead to an end finishing of the printed part. Finally, the printing process is actually extremely time-consuming, considerably increasing the costs [20, 21].
All manufacturing processes can be grouped into powder-powder, powder-coating, and extrusion-based. They differ in terms of the printable materials, size, surface quality, speed, and cost of machinery. The most used methods in industrial applications are shown in Fig. 2 [22].

Most relevant additive manufacturing types according to their functional principle [22]
Selective laser melting is the most widespread process for the additive production of metals [8]. The implemented machines usually consist of a laser, a building chamber with a powder bed in an inert gas-controlled atmosphere (argon or nitrogen), and a powder container (see Fig. 3). During the process, thin layers of fine metal powder are evenly distributed onto a platform, which moves down in a vertical direction. Layer after layer, the corresponding plane of the part is fused by a high-power laser beam. Building up many two-dimensional layers creates the desired three-dimensional object [18].

Schematic representation of Selective Laser Melting [18]. GK ©LZH
Metal powders used for additive manufacturing have a particle size between 10 and 45 μm. Its quality has a direct influence on the subsequent printing result [21]. The most implemented materials are aluminum alloys for lightweight construction, tool and stainless steel alloys, nickel alloys for high-temperature applications, titanium alloys for medicine and lightweight constructions, cobalt-chrome alloys for dental applications, and copper alloys for cooling and electronics applications [22,23,24].
3 Gearbox, AM process and material selection
Since additive manufacturing is meaningful for small quantities and a high degree of complexity, the industrial gearbox housing of the “X Series” designed by SEW-EURODRIVE for high torques in a harsh environment offers the greatest potential for economic production with added value. Their fields of application include the extraction and processing of raw materials and the energy or mineral industries [25]. Concerning the necessary added value, the cooling of gearboxes can be improved by increasing the housing’s surface and integrating customized cooling channels into the housing structure to specifically lubricate and cool down the relevant friction points. The risk of tapered roller bearings running dry during operation due to the one-sided pumping action can be minimized by an oil supply directed at the suction area, so that oil flows directly through the bearings, increasing their life time [26].
Unfortunately, only a few printing techniques can be considered for the additive manufacturing of gearbox housings. To exploit previous experience, the chosen procedure should not be in the development phase. Besides, the print accuracy must be fine enough to allow a free design in terms of filigree holes and undercuts, and as free as possible of pores. Therefore, selective laser melting proved itself to be the most suitable solution. The largest, commercially available SLM printer “X LINE 2000R” from the company Concept Laser GmbH actually limits the maximal printable size. Its specified dimensions are 800 mm × 400 mm × 500 mm (h, w, d) [27]. Due to the size restrictions and because the housing must be printed in one piece, the smallest industrial gearbox (X100, 600 mm × 260 mm × 380 mm) was chosen.
The material’s selection was limited as well, because the usable printing volume is directly bound to the used material. At present, no comparable material to a flake-graphite cast iron “GJL 250” can be printed. The most widely used material is the aluminum alloy “AlSi10Mg” because of its low melting point. Building rates are therefore higher and powder is cheaper in comparison to other metals. Besides, material properties comparable to heat-treated cast aluminum (T6 and T5) can be achieved as a consequence of the high melting and cooling rates [28].
4 Topology optimization
The complete topology optimization was carried out as part of a student master thesis [29]. Since given boundary conditions defined the initial settings, a pre-process was necessary for the topology optimization (see Fig. 4). A reduction was carried out by removing all irrelevant parts and simplifying all force transmission points. The resulting optimizable volume resulted in a three-dimensional negative form of the mounted shafts and gears with additional openings for the assembly, which connects all components to each other (see Fig. 5).

Pre-process required to implement topology optimization

Development of the optimization volume
The forces are transmitted from the gearing’s teeth to the housing through the bearings. A standard X‑Series gearbox is constructed to carry axial and radial forces in all possible directions. The axial forces act parallel to the bearing axis, while the radial forces (divided into the X and Y components) act directly on the bearing’s pressure point (Fig. 6a). The optimization was carried out considering the horizontal position and both rotation directions. The complete CAD model was loaded to carry on the optimization (Fig. 6b).

a Bearing outer rings with applied forces. b CAD model ready for optimization
The acting loads required for the optimization are well known (see Table 1).
Several parameters were defined, optimized, simulated, and compared to each other to carry on the topology optimization. A rod’s thickness limit (s) of 30 mm ≤ s ≤ 60 mm was chosen to gain a good compromise between calculation time (about 120 min) and final quality. Besides, the range for mass restriction (m) was located between 10% ≤ m ≤ 15% of the optimization volume (Fig. 7a). A higher mass fraction led to an oversized structure similar to the cast housing. Smaller values resulted in insufficient strength after FEM analysis (Fig. 7b).

a topology optimization at different mass percentages. b corresponding FEM analysis
Using the chosen result of topology optimization, the next step was the redesign of the obtained structure into a bionic one using a CAD system (see Fig. 8).

Resulting bionic structure after topology optimization
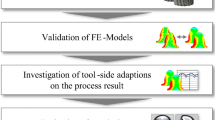
An iterative construction process was performed on the basis of the bionic structure in order to develop the final support structure. To ensure continuous improvement, the result obtained after each loop was verified by FEM analysis comparing stiffness, safety, and weight between previous and new drafts. The loop started with the FEM analysis of the structure applying the operation forces (see Fig. 9, No. 1). As a result, the loaded areas (tension or pressure) of the carrier structure were obtained (see Fig. 9, No. 2). Rigidity and safety of the structure were analyzed on this basis. Since the system’s stiffness is represented as displacement of a node, the lower its maximum value is, the stiffer is the structure (see Fig. 9, No. 3 and 4). The aim was to achieve the minimal value which is high enough at the predetermined service loading, since it determines the safety of the entire construction. Then, the mass of the component was calculated using material parameters (see Fig. 9, No. 5). The next step consisted of reconstructing the supporting structure eliminating redundant or not loaded struts (see Fig. 9, No. 6). Finally, the new structure is integrated into the FEM model to verify its stiffness, safety, and weight (see Fig. 9, No. 7).

Iterative development process of the final support structure
Fig. 10a shows the progress of each iteration step as change (%) in comparison to the cast housing. The initial optimization loops provoke a considerable weakening of the structure denoted by lack of stiffness (green curve). This was caused by the spring similar S‑shaped connection between right and left housing walls through strong deflected cantilevers (see iteration 3 in Fig. 10b). In collaboration with the assembly department it was agreed to eliminate the mounting hole for the bevel gear, because the gearbox can be assembled anyway. Then, the FEM analysis showed a significant increase of the rigidity (see iteration 4 in Fig. 10b).

a Comparison of iteration’s results. b Improvement of load transmission with an additional cantilever
No further improvements in terms of rigidity and safety could be expected after 8 iterations without having an undesired weight increase (see Fig. 11). The obtained support structure is about 10% more flexible and 40% lighter than the original cast housing with 98% safety.

Final supporting structure
5 Final design aspects
The supporting structure had to be closed to get an oil-tight housing. Since the encasement does not absorb relevant forces, narrow walls were designed with a smooth transition to the supporting structure to avoid notch effects during operation. Besides, the housing’s visual nature had to emphasize the innovative topology-optimized structure.
The initial shape was analyzed and broadened regarding statics to avoid any onset of critical spots by cutting away material during the following steps (see Fig. 12, 1). Then, a defined surface was laid, so that it barely cuts the outer layer of the bionic structure (see Fig. 12, 2). After that, the material outside was eliminated (see Fig. 12, 3). A new parallel layer was placed 4 mm underneath the flat cut surface (see Fig. 12, 4) and thickened to 2 mm, creating an oil-tight encasement (see Fig. 12, 5). In the final step, all specific design criteria from the SEW style guide were implemented [30].

Design process of final supporting structure with oil-tight walls
Although it provides a strict geometrical and symmetrical design, which is essentially incompatible with bionic design principles, it was possible to adapt the outer shell and the visible struts according to it. Geometric elements such as triangles and squares were created based on the carrier structure beneath the surface. Besides, a 30° chamfer was applied to all edges giving the housing the typical SEW recognition value (see Fig. 12, 6 and Fig. 13).

Gearbox housing after application of the specific SEW style guide
A rendering of the resulting assembled gearbox is shown in Fig. 14. The outer lower surface reflects the inner optimized support structure, indicating the innovation potential of the housing. In this way, the gearbox can be visually assigned to the manufacturer.

Renderings of the resulting assembled gearbox
6 Technological added values
Through a correct and asymmetric design of a surface, it is possible to inhibit the conversion of structure-borne noise into airborne sound. Each asymmetric surface has its own natural frequency, preventing a holistic upswing of the outer structure [31, 32]. By taking these concepts into account, the shape of surface elements was deliberately set asymmetrically (see Fig. 14).
Another main objective of the project was to integrate customized cooling channels in the housing structure. Since they had to be printed without any support structure, a diameter of 10 mm could not be exceeded. Besides, all output holes of the oil channels were provided with roundness to protect end machining tools. Due to its high rotational speeds, the pinion’s housing generates the majority of the heat. Therefore, a continuous flow of oil is ensured by integrated oil channels on both sides of the housing that end directly between the bearings into the bevel pinion housing (see Fig. 15a). The natural pump action of the tapered roller bearings conveys the oil outside the housing. Then oil can flow directly or is guided from the cover through channels into the gearbox’s oil chamber (see Fig. 15b).

a Oil channels to collect sprayed oil. b Bevel pinion housing’s oil supply
During operation, the spur gear of the output shaft rotates splashing oil on the housing wall. A scraper device was constructed to collect the oil and lead it into a gutter (see Fig. 16a), which transports it from there through integrated oil channels to the bearings (see Fig. 16b). In order to guarantee sufficient oil supply at both ends of each channel, a tapering was constructed creating an artificial backlog that fills the holes completely with oil.

Oil supply system for intermediate and output shaft bearings
The oil level is defined by the lowest point of the bearing that is mounted in the highest position (in this case the smallest), since it must be in contact with the oil. Gearings are lubricated by partial immersion and their pairings by gravity drop during operation. The standard oil filling of an X100 gearbox is about six liters. Because of the achieved active lubrication and the close outline of the topology optimized housing, it is possible to lower the level saving around three liters of oil. A steady oil level between both oil chambers is assured by a connection hole (Fig. 17).

Reduction of oil level
Since all the main functions of a gearbox were considered and analyzed, the new housing protects the gearings, absorbs loads during operation, provides oil for lubrication and cooling, damps noise, and dissipates heat.
7 Manufacturing, final machining, assembly and test
The next steps were the print of an aluminum housing prototype, its assembly, and final test. The housing could be printed at once, but some failures were observed such as superficial and open porosity through the wall thickness. All open pores were cleared by laser welding, the entire housing infiltrated, and the continuity of all cooling channels tested. Fig. 18 shows a part of the housing before and after overhauling as an example.

Printed housing before (a) and after weld buttering and infiltration (b)
Since the housing was designed with an intentional oversize, it had to be end machined according to SEW specifications before being assembled. The final dimensions have been tested at SEW (see Fig. 19a). After approval, the gearbox was assembled following the same principle as for cast housings (see Fig. 19b).

a dimensional control of the end machined housing. b assembled gearbox
The functionality of the integrated oil channels with a lowered oil level was tested for two hours in idling conditions. During the test, the oil flow and temperature at oil sump, the bevel pinion housing, and all 4 bearings were monitored. Since both the mechanical and the thermal properties of aluminum differ from cast iron, a comparison test at maximum load could not be performed. Hence, the manufactured housing serves as a functional prototype to test both integrated oil channels and the scraper.
The effectivity of the integrated oil channels was successfully observed through specially designed showcases for all covers. A good oil flow was confirmed at all observation points throughout the test run (see Fig. 20).

Oil flow through the integrated oil channels during the test run
Fig. 21 shows the temperature monitoring during testing of the gearbox under idle conditions related to the calculated temperature sequence for a standard SEW X100 gearbox.

Temperature monitoring during testing of gearbox under idle conditions in comparison to a standard SEW X100 gearbox
The temperature at the bevel pinion housing (yellow) increases faster than the 4 bearings (green and red) and the oil sump (blue) at the beginning. The highest temperature difference was reached within 7 min. At the latest after this point it can be assumed, that the cooling channels are fully filled with flowing oil, which cools the bevel pinion housing. A similar behavior is not observed on the bearings, because they are partly submerged in oil from the beginning. The further development of the temperature at all measuring points during the test is asymptotic, slowing down the increasing rate over the test. Besides, the temperature difference between the bevel pinion housing and the 4 bearings remains constant at 3 °C after 80 min. Since the rear bearings are dipper submerged in oil than the front ones, their temperature development remains lower during testing. It must be highlighted that, after 2 h under the same testing conditions, the calculated temperature exceeds the measured one at oil sump of the printed gearbox by about 35%.
8 Summary
The research carried out according to the state of the art revealed the limits of all new additive technologies. In particular, the large number of additive processes as well as providers combined with the small construction volumes available made the selection of the right technology difficult. Selective laser melting established itself as the best choice only after a systematic comparison and evaluation of the various processes.
The core of this work was dedicated to the application of topology optimization to gearbox housings. For this purpose, an iterative procedure was implemented to monitor and follow the design’s progress on each loop. As a result, a new type of topology-optimized housing was developed which was specially customized for additive manufacturing and at the time did not exist as such on the market. It provides increased efficiency concerning oil management and load transmission combined with lightweight construction concepts. Unfortunately, the selected 3D printing process using metal powder proved in the actual development stage that it is not yet stable enough for large components. Even so, the manufactured housing prototype could be assembled and tested in order to corroborate the added value of applied additive manufacturing in gearboxes. The test under idle conditions successfully confirmed the cooling system’s results, fulfilling thermal requirements for standard gearboxes.
Regarding future developments in this area, it must be taken into account that the boundary conditions implemented for the topology optimization shaped the basic structure of the final housing. A change in these boundary conditions may lead to an essentially different morphology.
References
Cooper KG (2001) Rapid Prototyping Technology: Selection and Application. Marcel Dekker, New York, Basel
Pergler R (2015) 3D-Technologien: Das Ende der Zerspanung? Trendreport. Werkzeug und Formenbau, Landsberg. https://www.werkzeug-formenbau.de/trendreport/das-ende-der-zerspanung-115.html. Accessed 22 Feb 2018
Melsheimer H, Schmidt-Trenz H-J (2017) Analysen: 3D-Druck: Potentiale und Herausforderungen für die Hamburger Wirtschaft. Handelskammer Hamburg, Hamburg. https://www.hk24.de/blob/hhihk24/produktmarken/downloads/3623902/125eed6aa0d0740528bb76b1753cebf8/analysepapier-3d-druck-data.pdf. Accessed 8 Mar 2018
Ninnemann J (2016) Quo vadis Hamburg? Hafen und Logistik im Spannungsfeld zwischen Globalisierung und Industrie 4.0. Hamburg School of Business Administration, Hamburg. https://hsbacomments.wordpress.com/2016/02/11/quo-vadis-hamburg-hafen-und-logistik-im-spannungsfeld-zwischen-globalisierung-und-industrie-4-0/. Accessed 14 Sep 2017
Breuninger J (2016) Additive Fertigung: Modell- und Prototypenarten. Dec, vol 15. Hochschule Pforzheim, Fakultät für Technik, Pforzheim
Zeyn H (2017) Industrie. 4.0: Industrialisierung der Additiven Fertigung. Digitalisierte Prozesskette – von der Entwicklung bis zum einsetzbaren Artikel, 1st edition, Berlin, Beuth
Pfeiffer F (2017) „Gedruckt sei, was Späne macht“ (ger), Werkstatt und Betrieb, Zeitschrift für spanende Fertigung. Jg 2017(11):3
Tönissen S, Graw M (2016) VDW Studie: Additive Manufacturing: Chancen und Risiken aus dem Blickwinkel der deutschen Werkzeugmaschinenindustrie. Feb, vol 23. Verein Deutscher Werkzeugmaschinenfabriken e.V., Düsseldorf
Feldmann C, Pumpe A (2016) 3D-Druck – Verfahrensauswahl und Wirtschaftlichkeit. Springer Gabler, Wiesbaden
Zimmermann T, Jepsen D (2016) Additive Fertigung: 3D-Druck, Rapid Prototyping, Additive Manufacturing. Institut für Ökologie und Politik, Hamburg. http://www.hamburg.de/contentblob/6127140/90d4805b51420673388e03ae827bbf30/data/additive-fertigung.pdf. Accessed 19 Sep 2017
Müller A (2017) Landmaschinen auf Diät: Leichtbau in der Praxis, AutoCAD & Inventor Magazin 30(5):56–57
VDI-Richtlinie 3405 (2012) Additive Fertigungsverfahren: Grundlagen, Begriffe, Verfahrensbeschreibungen, Berlin
ASTM 2792 (2012) Terminology for Additive Manufacturing Technologies, PA: ASTM International
Frazier WE (2014) Metal Additive Manufacturing: A Review. J Mater Eng Perform 23(6):1917–1928
Beaman JJ et al (1997) Solid Freeform Fabrication: A new direction in manufacturing with research and applications in thermal laser processing. Kluwer Academic Publishers, Dordrecht
Bauer D et al (2016) VDI Handlungsfelder: Additive Fertigungsverfahren. VDI Verein Deutscher Ingenieure e.V., Düsseldorf. https://www.vdi.de/fileadmin/vdi_de/redakteur_dateien/gpl_dateien/6242_PUB_GPL_Handlungsfelder_-_Additive_Fertigungsverfahren_Internet.pdf. Accessed 6 Sep 2017
Merkt SJ (2015) Qualifizierung von generativ gefertigten Gitterstrukturen für maßgeschneiderte Bauteilfunktionen. Dissertation, Fakultät für Maschinenwesen, Rheinisch-Westfälische Technische Hochschule Aachen, Aachen
Lachmayer R, Lippert RB, Fahlbusch T (2016) 3D-Druck beleuchtet. Springer, Berlin, Heidelberg
Hagl R (2015) Das 3D-Druck-Kompendium: Leitfaden für Unternehmer, Berater und Innovationstreiber, 2nd edn. Springer Gabler, ition, Wiesbaden
Adam G (2013) Konstruktionsregeln für Additive Fertigungsverfahren: Eine Grundlage für die Ausbildung und Lehre. Direct Manufacturing Research Center, Paderborn
Seeliger W (2017) Additive Manufacturing im Leichtbau: Strategische und Betriebswirtschaftliche Herausforderungen und Perspektiven. FUNK MASCHINENBAU GmbH & Co. KG., Sonnenbühl-Willmandingen. http://www.funk-maschinenbau.de/3d-druck-service/. Accessed 15 Sep 2017
Milewski JO (2017) Additive Manufacturing of Metals: From Fundamental Technology to Rocket Nozzles, Medical Implants, and Custom Jewelry, 1st edition. Springer International Publishing, Cham
Trumpf GmbH & Co.KG (2016) Laserauftragschweißen als additives Fertigungsverfahren. TRUMPF Laser- und Systemtechnik GmbH, Stuttgart. https://www.trumpf.com/filestorage/TRUMPF_Master/Applications/Broschueres/TRUMPF-laser-metal-deposition-DE.pdf. Accessed 8 Sep 2017
Renishaw plc (2017) Metallpulver für AM. Renishaw GmbH, Pliezhausen. http://www.renishaw.de/. Accessed 13 Sep 2017
SEW-EURODRIVE GmbH & Co. KG (2013) Produktübersicht: Industriegetriebe. SEW-EURODRIVE GmbH & Co KG., Bruchsal. https://download.sew-eurodrive.com/download/pdf/19414404.pdf. Accessed 6 Feb 2018
SEW-EURODRIVE GmbH & Co. KG, Katalog: Industriegetriebe. SEW-EURODRIVE GmbH & Co KG., Bruchsal. https://download.sew-eurodrive.com/download/pdf/22758658.pdf. Accessed 6 Feb 2018
Concept Laser GmbH (2017) Maschinen. Concept Laser GmbH, Lichtenfels. https://www.concept-laser.de/. Accessed 27 Oct 2017
EOS GmbH (2014) Materialdatenblatt FlexLine: AlSi10Mg. EOS GmbH – Electro Optical Systems, Krailling. https://cdn0.scrvt.com/eos/public/2bbfdf00b45afe95/1199a6b59c4568f2186a6c0ca2a7e2e2/EOS_Aluminium_AlSi10Mg_de.pdf. Accessed 26 Feb 2018
Bronner A (2018) Additive Fertigung am Beispiel eines topologieoptimierten Getriebegehäuses. Master thesis, Hochschule Pforzheim, Fakultät für Technik
Goos J (2013) SEW – Gestaltungsrichtlinien, SEW-EURODRIVE GmbH & Co. KG. Bruchsal, Mar.
Neher J (2011) Rechnerische und experimentelle Untersuchungen der Schallabstrahlung bei Fahrzeuggetrieben (Kraftfahrzeugtechnische Berichte). Dissertation, Technische Universität Ilmenau, Ilmenau
Niemann G, Winter H (2003) Getriebe allgemein, Zahnradgetriebe – Grundlagen, Stirnradgetriebe, 2nd edn. Springer, ition, Berlin
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Barreiro, P., Bronner, A., Hoffmeister, J. et al. New improvement opportunities through applying topology optimization combined with 3D printing to the construction of gearbox housings. Forsch Ingenieurwes 83, 669–681 (2019). https://doi.org/10.1007/s10010-019-00374-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10010-019-00374-1