
Abstract
In grinding, the interaction between workpiece material and abrasive tool rotating at high speed generates high thermo-mechanical loads in the contact zone. If these loads reach critically high values, workpiece material properties deteriorate. To prevent the material deterioration, several models for thermomechanical analysis of grinding processes have been developed. In the most recent of these models, the thermo-mechanical energy is modelled considering the kinematic contact between the grains from the grinding wheel, the gear material and the chip. The consideration of the kinematic contact has the advantage of enabling the use of thermo-mechanical models on different dressing and grinding parameters without the need of extensive experimental investigations. In order to use these modern thermo-mechanical energy models, a penetration calculation model considering the tool topography, based on the grinding parameters and kinematics of the process is required. Such a kinematic topography analysis specifically for the process of generating gear grinding was not developed so far. This work presents a method for the integration of tool topography in an already existing geometric penetration calculation model for the simulation of generating gear grinding process. The method will allow the analysis of micro-interaction characteristics in the contact zone for the process of generating gear grinding.
Zusammenfassung
Beim Schleifen entstehen durch die Interaktion zwischen Werkstückmaterial und dem mit hoher Drehzahl rotierenden Schleifwerkzeug hohe thermomechanische Belastungen in der Kontaktzone. Wenn diese Belastungen kritisch hohe Werte erreichen, werden die Eigenschaften des Werkstückwerkstoffs negativ beeinflusst. Um negative Beeinflussung der Werkstoffeigenschaften zu verhindern, wurden mehrere Modelle zur thermomechanischen Analyse von Schleifprozessen entwickelt. In den aktuellsten Modellen wird die thermomechanische Belastung unter Berücksichtigung des kinematischen Kontakts zwischen den Körnern der Schleifscheibe, dem Zahnradmaterial und dem Span modelliert. Ein solcher Ansatz hat den Vorteil, dass die thermomechanischen Belastungsmodelle auf angepasste Abricht- und Schleifparameter angewendet werden können, ohne dass umfangreiche experimentelle Untersuchungen notwendig sind. Um diese modernen Belastungsmodelle verwenden zu können, ist ein Durchdringungsrechnungsmodell unter Berücksichtigung der Werkzeugtopographie auf der Grundlage der Schleifparameter und der Kinematik des Prozesses erforderlich. In dieser Arbeit wird eine Methode zur Integration der Werkzeugtopographie in ein bereits bestehendes geometrisches Durchdringungsrechnungsmodell zur Simulation des Wälzschleifprozesses vorgestellt. Die Methode ermöglicht die Analyse der Mikro-Interaktioneigenschaften in der Kontaktzone für den Prozess des Wälzschleifens.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Generating gear grinding is a hard finishing process mainly used to meet the high require-ments for gears in terms of geometry and surface quality [1, 2]. During grinding, a major percentage of the generated energy is converted into heat [3, 4]. Depending on the process condition, a fraction of 60–90% of the generated heat can flow into the workpiece [3]. This fraction of generated heat leads to high temperatures in the contact zone, which might lead to thermal damages in the workpiece [5, 6].
In order to better understand and control the part of the generated heat that flows into the workpiece, it is necessary to specify the energy partition to the workpiece. The calculation of energy partition depends on grain-workpiece micro-interaction characteristics such as grain contact length, grain penetration depth and grain cross-section area [7, 8, 10]. These micro-interaction characteristics are significantly influenced not only by the grinding tool topography, but by process parameters as well. In order to develop a suitable grinding energy calculation for generating gear grinding it is necessary to consider how each grain interacts in the contact zone, based on the process parameters to which they are submitted.
2 State of the art
In the process of generating gear grinding, a cylindrical grinding worm meshes with an external gear, see upper left of Fig. 1. During the process, multiple points of the grinding worm are in contact with the gear simultaneously and the number of contact points changes continuously during the grinding worm rotation [9, 11]. The involute is generated by continuous generating motion of grinding worm and gear by the profile cuts method [11]. This process characteristic induces different penetration volumes over the tooth profile height during grinding, changing the contact zone continuously along the involute. In order to investigate the grain micro-interactions for generating gear grinding, the contact zone of a single fixed point on the tooth profile is to be considered, see bottom left of Fig. 1. This approach was selected in order to reduce the challenges due to the complex kinematic characteristics of the process, which induce a continuous changing in the contact zone along the involute.

Micro-Interactions Between Grains and Workpiece—Generating Gear Grinding
In previous research, a single-grain energy model considering the chip formation mechanisms along the grain engagement was proposed [12]. In this model, the energy of each chip formation mechanism was calculated differently, considering the specific aspects of each of the mechanisms. The model considered the micro-interaction characteristics of one single grain within the contact zone of a single fixed point on the tooth profile, see upper right of Fig. 1. Furthermore, it was shown that micro-interaction characteristics such as grain penetration depth and contact length have a significant impact on the chip formation mechanisms that occur along the contact path of each grain. Furthermore, it was shown that the grain shape in terms of grain cross-section area during the grain engagement has a significant influence on the single-grain energy calculation. However, this previous work considered only the engagement of one single-grain in the contact zone [12], and not the several grains engaging with the material simultaneously. The knowledge about the formation of these micro-interaction characteristics for each grain is essential for a reliable calculation of the grinding energy. Because several grains engage with the material at the same time, it is very complex to obtain the micro-interaction characteristics by means of experimental trials. A reliable alternative is a simulation model. In the last years, different researches have been developed with focus on simulation models for specific characteristics of the generating gear grinding process.
In the last years different researches have been performed focusing on the development of simulation models which aim to represent the engagement of multiple grains during the process [1, 13, 14]. In these researches, different types of simulation approaches were used. In the work of Hübner, for example, the grain engagement was considered in a simulation model for the generating gear grinding process [14]. The simulation model was based on a penetration calculation approach, which had the gear geometry, grinding wheel geometry and process kinematics as input. The modeling of the grain engagement was performed in a simplified way, not considering the grain protuberance neither the shadowing effect within the tool topography.
Even though different researches have been performed on the topic of simulation models representing the grain engagement during the process, most of them have focused on the investigation of the micro-interaction characteristics using a simplified modelling of the grinding wheel topography for the process of generating gear grinding. In this simplified modelling of the grinding wheel topography, the grain protuberance of the different grains as well as the shadowing effect are not taken into consideration. Based on this scientific opportunity, the objective of the work is defined. The objective of the work is the determination of micro-interaction characteristics of grains for the process of generating gear grinding by means of consideration of a more detailed modelling of the tool topography. Therefore, the approach proposed in this work will focus on a modelling of the grinding wheel which will take into consideration not only the grains shape but also important characteristics of the grinding wheel topography such as different grain protuberance and shadowing effect. In order to achieve the objective proposed, the current work will be divided into 3 phases. In phase 1 an area of the grinding wheel will be measured by means of an optical device. The measurement will be analyzed and points of the profile of grains detected from the topography will be extracted. Next, in phase 2, a simulation model based on penetration calculation will be developed, considering the grinding wheel optical measurements performed in phase 1. The simulation model will also consider the kinematics of the generating gear grinding process. Finally, in phase 3, the micro-interaction characteristics calculated in phase 2 will be analyzed.
3 Research method
The research method for Phase 1 begins with the measurement of the grinding wheel topography by means of an optical device, as shown in the left of Fig. 2. For this measurement, a laser scanning microscope from the company Keyence, model VK-X-1000 will be used. Furthermore, the measurement will be performed in an area of the grinding wheel, large enough for a representative sample of the entire grinding wheel specification. The measurement area is highlighted on the left part of Fig. 2.

Description of activities to be performed in Phase 1
Next, the measurement obtained from the laser scanning microscope will be analyzed with the support of the software MountainsMap from the company DigitalSurf. In the software MountainsMap, the measurement information will be filtered and measurement errors will be corrected or removed. The correction of errors is verified, when distinct outliers and areas not covered by the measurement are compensated by filtering. Following, profile lines lying in the x‑y plane of the tool topography coordinate system will be extracted in several positions along the z‑axis, as shown in lower middle of Fig. 2. With this procedure, the profile lines will be perpendicular to the direction of the process cutting speed. Each of these lines describes the profile of the tool topography in a certain position along the z‑axis.
In the last step within Phase 1, a preparation of grains for the simulation will be performed. For this preparation, an analysis of the curve peaks in each of the profile lines extracted from the tool topography measurements will be done. Based on a comparison between the curve peaks from adjacent profile lines, the body of each grain will be defined, see upper right of Fig. 2. This procedure will be performed on the entire area of tool topography measured and each grain on the area will be defined individually. In the end, all the grains contained in the area will be counted. Once all grains are individually counted, a reference profile for each of those grains will be defined. This reference profile is a representation of the grain shape and will be defined based on an analysis of all the curve peaks of each profile line within the grain body. Because each grain in the area of tool topography will be analyzed individually, the reference profile from each grain will contain a local zero coordinate point, which is based on the position of grain within the tool topography coordinate system (x,y,z), see lower right of Fig. 2. With the information about the local zero point, each grain analyzed from the tool topography can be used individually in the simulation which will be developed in phase 2.
Next, in phase 2, a simulation model based on penetration calculation will be developed, considering not only generating gear grinding process kinematics but also the grinding wheel topography. In general, a simulation based on penetration calculation requires the following four main aspects: (1) a workpiece; (2) a tool profile; (3) tool kinematic path; (4) tool positioning related to workpiece. Subsequently, the consideration of each of these four main topics in the simulation model developed in the current work will be explained.
Regarding the aspect (1), in this work, the workpiece will have the geometry of the contact zone of a single fixed point from the generating gear grinding process, see left of Fig. 3. The use of the contact zone geometry as a workpiece intends to simplify the representation of the process kinematics in the simulation model. The workpiece discretization will be performed in the z‑axis direction of the workpiece coordinate system, see left of Fig. 3, where planes are equidistantly distributed along the contact zone length. The profile of the workpiece lies in the x‑y plane and its shape will change from one plane to the other, according to the change of the contact zone shape along its length.

Determination of aspects for simulation based on penetration calculation
Regarding aspect (2), each individual grain detected in Phase 1 will be used as a tool in the simulation. With this approach, a simulation considering the grain geometries will be developed. The reference profile of each individual grain, calculated in Phase 1, will be used in the simulation as the tool profile. Similarly to the workpiece, each individual grain also needs to be discretized. The grain discretization will be performed in the z‑axis direction. For this discretization, aspect (3) of simulations based on penetration calculation needs to be considered: tool kinematic path. The tool kinematic path describes the movement of each individual grain in relation to the workpiece in z‑direction, see middle of Fig. 3. This kinematic path is discretized. In each point of the discretized kinematic path, a grain reference profile is positioned, see middle bottom of Fig. 3.
Next, aspect (4) regarding the tool positioning in relation to workpiece will be considered. The grain positioning is performed based on the information of each individual grain’s local zero point, defined in phase 1, see right of Fig. 3. For the simulation, all the grains will be positioned at the same distance d from the workpiece. With this approach, the position of the grain in relation to the workpiece will consider the grains initial position within the tool topography. It is important to notice that the y coordinate of the zero point will be defined as 0 for all the grains. This approach will enable the simulation to consider the different protuberance of each individual grain as well as the distance between the grains themselves.
In order to have a more detailed description of the micro-interaction characteristics of each grain, a simulation will be performed for each grain individually. This approach will be conducted in a loop, called “simulation loop” in this work, see Fig. 4. The first step in the simulation loop is the selection of one grain. All grains defined in phase 1 will be selected at one point. The order in which the grains are selected will be defined based on their position along z‑axis of the tool topography coordinate system. The loop continues with an evaluation of the grain selection: if all the grains were already selected, the simulation loop will end; if not, the simulation loop will continue. Next, an evaluation of the loop will be performed. If the simulation loop is in its first loop, then the workpiece used for the simulation will be the initial workpiece. In this case, the workpiece has no scratches from previous grain interactions. On the other hand, if the simulation loop is not in its first loop, the workpiece used for the simulation will be the workpiece resulting from the previous loop, with scratches from the previous grain interactions.

Description of simulation loop of Phase 2
Subsequently, the loop continues to the execution of the penetration calculation simulation. After the simulation is finalized, the micro-interaction characteristics of the individual grain will be obtained as an output. Finally, the loop returns to the initial step of selection of grain, for the next simulation loop. With this approach, the tool topography as well as the kinematics of generating gear grinding are taken into consideration for the calculation of the micro-interaction characteristics of each grain. Furthermore, the approach enables to consider several grains engaging within the contact zone.
4 Preparation of simulation
All the procedures required for the preparation of the simulation are explained in detail in Chap. 3. In order to perform the simulation, grains and workpiece need to be defined. The definition of the grains starts with the analysis of the tool topography, see Fig. 5.

Analysis of tool topography
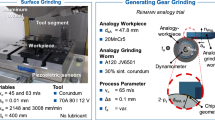
The tool analyzed in this work was a vitrified sintered corundum grinding worm, with the specification 70A 80 I 12 V 84-30. The analysis of the tool topography was performed based on the procedure developed in Phase 1. For the first step of the tool topography analysis, an area of the grinding wheel was measured by a laser scanning microscope. The area of measurement had the dimensions of 1.7 × 0.7 mm. The measurement had a resolution of 100x. After the topography measurement analysis, the grains were prepared for the simulation according to the procedure from phase 1. A total of 20 grains was defined within the measurement area. Following the procedure for the grains preparation, a profile reference was obtained for each of the 20 grains defined. Continuing the preparation of the simulation, the definition of the workpiece is performed. As already mentioned, the workpiece used in the simulation has the geometry of the contact zone of the process of generating gear grinding. However, due to the process kinematics, different contact zones are induced over the gear involute. In order to simplify these complex kinematics for the simulation, one single fixed point of contact between workpiece and tool along the gear involute was chosen.
For this work, a point at the area of the tip diameter of the gear was selected, see Fig. 6. In order to obtain the correct geometry of the chosen contact zone, the program GearGRIND3D was used. Based on the geometry of the gear, the description of the grinding worm and the process kinematics, a simulation is performed and macro characteristics, such as contact zone geometry, of the generating gear grinding process are calculated.

Definition of workpiece geometry for the simulation loop
For the calculation of the contact zone with theGearGRIND3D software, a gear geometry and a setup of process parameters were selected. Detailed information of both gear and process parameters are shown in the left side of Fig. 6 After the simulation with GearGRIND3D was performed, the geometry of the contact zone at the single fixed point of contact was obtained, as shown in the lower right of Fig. 6. After grains and workpiece geometry were defined, the procedures for the simulation loop, described in Chap. 4 regarding the Phase 2, were performed.
5 Analysis of micro-interaction characteristics
This chapter discusses the results from the simulation loop based on the approach already explained in Chap. 3 and the workpiece and grains defined in Chap. 4. After the simulation loop, the first result obtained was the amount of grains actually engaging with the material. Due to the different protuberance of each grain as well as the influence of one grain to the other, not all the 20 grains identified actually engaged with the material. According to the simulation loop, 6 grains from the tool topography engaged with the material, assuming that the tool topography is limited to the random area analyzed. The 6 grains are highlighted in Fig. 7.

Results of grains-cross section area calculation from the simulation loop
As a result from the simulation loop, the grain cross-section Acu from each of the 6 grains engaging with the material and its development along the contact length la are shown in the diagram at lower part of Fig. 7. The contact length la at the diagram represents the contact length where actual engagement between grain and workpiece exists. Because the grains have different contact lengths la, the x‑axis of the diagram is in a normalized form, where the contact length la of each grain is divided by the entire contact zone length lc. In the diagram, it is possible to see that each grain has a different value of cross-section area Acu. At the upper right of Fig. 7, an image of the reference profile of grain 6 and grain 4 is shown, as an example. In the picture, it can be seen the different values of protuberance for each grain. The cross-section area is mainly influenced by the grain protuberance and by the influence of the engagement of other grains. Because grain 6 has a higher protuberance than grain 4, a higher value of grain cross-section area for grain 6 than for grain 4 is expected. This result was obtained in the simulation loop, as shown in the diagram of Fig. 7.
In all the curves of the diagram in Fig. 7, at the beginning of the contact length la the curve has a slope, where the value of the grain cross-section area Acu increases gradually until a constant value is achieved. This is a reasonable result, considering the grains contact path along the contact zone. The geometry of this contact zone is influenced by the manner the grinding wheel interacts with the gear. Based on the process kinematics, it is known that, in the direction of the contact zone length, the chip thickness is at its minimum at the beginning and gradually increases until its maximum at the end of the contact length la. Because the contact path of the grain follows the contact length of the contact zone, it is expected the micro-interaction characteristics of each grain calculated in the simulation loop to have the same behavior.
Unfortunately, a direct validation of the results for grain cross-section area obtained from the simulation was not yet possible. For validation purposes, the results could be compared to the results developed in the work of Weiß et al. [15]. In his work, a detailed calculation of the number of kinematic cutting edges as well as the cross-section area per cutting edge was developed. The method was validated by means of grinding experiments. The results obtained by the method developed by Weiß et al. in terms of the grain cross-section area varied between 0.5 and 1.5. 10−3 mm2, according to the process parameters investigated. An analysis of the results obtained by the method developed in the current work, which are presented in the diagram of Fig. 7, shows that the grain cross-section area varies between approx. 0 and 2.10−3 mm2. Therefore, the results obtained by the method are in the same range as the results obtained in the validated work developed by Weiß et al. As the results of Weiß et al. were validated by means for grinding trials, this procedure is considered validated as well.
Next, the penetration depth hcu of each grain, calculated in the simulation, is examined. A diagram with the variation of the grain penetration depth hcu along the normalized contact length is shown in the lower part of Fig. 8. Similar to the curves of the cross-section area Acu, the curves for penetration depth hcu also have a slope, where the value of the grain penetration depth hcu increases gradually until a constant value is achieved.

Results of grains penetration depth calculation from the simulation loop
The information regarding the grain penetration depth hcu is important for the definition of the chip formation mechanism phase in which the grain is during its engagement along the contact length la. In the work of Teixeira [12], three chip formation mechanisms were investigated: friction, plowing and shearing. For the example of grain 6, the division of the cutting path into the three chip formation mechanisms based on the grain penetration depth is shown schematically, upper part of Fig. 8. For the schematization, the contact zone used as the workpiece in the simulation loop as well as the path of the grain 6 along the contact zone was illustrated. The illustration is based on the real positioning of the grain 6 in relation to the contact zone.
Based on the results, the simulation model presented in this work was able to obtain calculation for micro-interaction characteristics for the process of generating gear grinding, considering the grains protuberance as well as the shadowing effect. However, there are still aspects on the simulation model which need to be optimized. Currently the simulation is focused on one single fixed point of contact between grinding worm and gear, which occurs in a very small time slot. However, because the process is a continuous generating process, the points of contact change continuously and, consequently, the contact zone as well. Therefore, the workpiece currently used in the simulation does not consider the continuous movement between grinding worm and gear within the generating grinding process. Due to this, the approach needs to be optimized in the future, in order to consider the continuous alterations of the contact zone induced by the generating gear grinding process kinematic characteristics. In this optimization, the movement between the actual grinding worm and gear will be simulated, and the continuous movement of the process will be able to be considered.
6 Conclusions
In previous researches it was shown that in order to better understand and control the part of the generated heat that flows into the workpiece during the grinding process, it is necessary to calculate the grinding energy considering the different phases of chip formation mechanisms [12]. One of the main challenges of considering the chip formation mechanisms for the determination of grinding energy is the requirement of a detailed knowledge of the micro-interaction characteristics of the grains engaging with the material within the contact zone. For the generating gear grinding process, a detailed knowledge of the micro-interaction characteristics is problematic not only because of the several grains simultaneously in contact but also because of the complex kinematics of the process. Most of the current models available have focused on the investigation of the grain interaction by means of a simplified, and sometimes not representative, model. Based on this scientific opportunity, the objective of this work was the determination of grain micro-interaction characteristics for the process of generating gear grinding by means of the tool topography modeling, considering the grain protuberance and the shadowing effect. Initially, an analysis of the grinding wheel topography, where different grains were detected was performed. Ultimatelly, each grain detected was represented by a reference profile, which was further used in the simulation model. For the simulation model, the workpiece used had the geometry of the contact zone of a single fixed point from the generating gear grinding process, and the tool used was defined as the grains detected in the tool topography analysis. Each grain was simulated individually. For this, a simulation loop approach was developed, which took into consideration not only the positioning of the grain within the tool topography, but also the different protuberance of each grain and the influence of the multiple grain engagement.
The results from the simulation were in accordance with validated simulation results from literature [15]. With the simulation loop approach, based on penetration calculation, it was possible to describe the micro-interaction characteristics of each grain within the contact zone in detail. As an outlook, an optimization of the approach is planned. Because the process is a continuous generating process, the points of contact change continuously and, consequently, the contact zone as well. Therefore, the workpiece currently used in the simulation, does not consider the continuous movement between grinding wheel and gear within the generating grinding process. Because the topography and the macro-movement are not yet coupled, a quantitative analysis of the number of grains in contact or of the exact value for the grains cross-section area is not yet possible. In order to do so, the approach needs to be optimized in the future, considering the coupled movement of a continuous topography and the macro-geometry of the grinding worm. Ultimately, the understanding of the development of the micro-interaction characteristics is an important information for the calculation of an energy model considering the chip formation mechanisms. Consequently, the single-grain energy model considering the chip formation mechanisms along the grain engagement, developed in previously research, can be used for each grain interacting within the process contact zone.
References
Ophey M (2019) Modellierung des Schleifschneckenprofilverschleißes beim kontinuierlichen Wälzschleifen. Diss. RWTH Aachen University
Bergs T (2018) Cutting force model for gear honing. CIRP Ann 61:53–56
Linke B, Garretson I, Torner F, Seewig J (2017) Grinding energy modeling based on friction, plowing, and shearing. J Manuf Sci Eng 139:1–11
Ghosh S, Chattopadhyay AB, Paul S (2008) Modelling of specific energy requirement during high-efficiency deep grinding. Int J Mach Tools Manuf 48:1242–1253
Malkin S (1989) Grinding technology: theory and applications of machining with abrasives. Society of Manufacturing Engineers, Oxford
Malkin S, Guo C (2007) Thermal analysis of grinding. CIRP Ann 56(2):760–782
Hahn ER (1966) On the mechanis of the grinding process under plunge cut conditions. J Eng Ind S:72–80
Jiang J, Ge P, Sun S, Wang D, Wang Y, Yang Y (2016) From the microscopic interaction mechanism to the grinding temperature field: an integrated modelling on the grinding process. Int J Mach Tools Manuf 110:27–42
Ophey M, Reimann J (2014) Prediction of surface zone changes in generating gear grinding. AGMA technical paper
Kopalinsky E (1982) Modelling of material removal and rubbing processes in grinding as a basis for realistic determination of workpiece temperature distributions. Wear 81:115–134
Klocke F, Brecher C (2017) Zahnrad- und Getriebetechnik: Auslegung – Herstellung – Untersuchung – Simulation. Carl Hanser, München
Teixeira PHO (2020) Energy modelling for generating gear grinding considering the chip formation mechanisms. In: 61th Conference “Gear and Transmission Research” of the WZL, Aachen, Germany
Haifeng C, Jinyuan T, Wei Z (2013) Modeling and prediction of surface roughness for generating grinding gear. J Mater Process Technol 213:717–721
Hübner F, Löpenhaus C, Klocke F, Brecher C (2016) Analysis of abrasive grit cutting for generating gear grinding. In: 10th CIRP Conference on Intelligent Computation in Manufacturing Engineering
Weiß M, Klocke F, Barth S, Rasim M, Mattfeld P (2017) Detailed analysis and description of grinding wheel topography. J Manuf Sci Eng 139. https://doi.org/10.1115/1.4035531
Funding
The authors gratefully acknowledge financial support by the German Research Foundation (DFG) for the achievement of the project results within the project: DFG EXC2023/1 – B1.II.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
P. de Oliveira Teixeira, J. Brimmers and T. Bergs declare that they have no competing interests.
Rights and permissions
About this article

Cite this article
de Oliveira Teixeira, P., Brimmers, J. & Bergs, T. Consideration of micro-interaction in the modeling of generating gear grinding processes. Forsch Ingenieurwes 86, 639–647 (2022). https://doi.org/10.1007/s10010-021-00533-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10010-021-00533-3