
Abstract
Generating gear grinding is a hard finishing process mainly used to meet the high requirements for gears in terms of geometry and surface quality. Currently, the process force prediction is based on a combination of experimental investigations and simulation. However, the simulation of the process is still a challenge due to the complexity of the material removal mechanism which is not yet completely understood. In order to close this gap, an analysis on the micro scale level of the process is required. The aim of this work was to analyse the mechanical forces during the process considering the stochastic contact of the grains and their influence on the material removal mechanism. This influence was verified by the investigation of the specific energy k during the tests. The evaluation of specific energy k was performed by means of the analysis of the scratch geometry in combination with the process parameters as well as the grain shape. A correlation between the specific energy k and the process parameters as well as the grain shape was found, and a method for the determination of the specific energy was developed.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction and Objective
Generating gear grinding is a hard finishing process mainly used to meet the high requirements for gears in terms of geometry and surface quality. Currently, the prediction of the process forces is an important tool to provide insight into the grinding technology [1]. However, due to the interaction between the workpiece material and the multiple irregularly shaped and randomly arranged grains, complex engagement conditions are generated, and a robust prediction of the mechanical forces is difficult [2]. A fundamental understanding of grinding force models can be obtained by single grain scratch trials [3]. This type of analogy trial uses one single abrasive grain to engage in the material, enabling an analysis of the cut geometry and the local forces. Based on this trial, energy models for the grinding process as well as a formula for calculating the maximum chip thickness hcu,max were developed [4].
Although the single grain scratch analogy trial is able to explain certain aspects of the cutting mechanism, it does not consider the influence of the grains interrelationship on the material removal during the process. Therefore, the connection between the results obtained in a single grain scratch test to the grinding process cannot be easily performed. As an example, Hübner [3] developed a kinematic material removal model which can calculate the roughness as well as characteristic values for describing the cutting process. Within the model, specifically positioned and shaped abrasive grains are used. For each grain, analyses were performed and an approximation of the cutting process is obtained. Additionally, Zahedi [5] also investigated the individual grains stochastically distributed on the grinding wheel and their influence on the grain-workpiece interaction. According to his results, the simulated forces are considerably higher than the forces measured in the trials although the experimental and simulated results follow the same incremental trend. This result was attributed to the number of cutting edges that decreases due to grain breakage and pull-out which leads to a reduced number of active grains. In addition, the actual shape of the grains was not considered in the model. For the determination of the normal force in grinding, several methods are available. One method frequently applied is the one established by Werner [6], see Eq. 1. According to the equation established by Werner, the normal force is linearly dependent on the empirically determined specific cutting force k.

The specific energy k is normally determined by cutting force measurements. It represents a local quantity of the instantaneous specific energy, depending on the contact length [2]. The specific energy k is also responsible to represent the material removal mechanism during the process in the model. Therefore, the determination of the specific energy k and its application in the Werner model defined in Eq. 1, is an important aspect in order to obtain a more reproducible prediction of the process force.
The main objective of this work is the investigation of the influence of the grains on the material removal behavior by means of the calculation of the specific energy k. Therefore, a more robust method for the calculation of the specific energy, taking into consideration grains shape and process parameter can be developed. Tests were conducted based on a multi-grain approach, where three corundum grains were used. The three grains were placed in two different positioning layouts, line and triangle, as shown in the left side of Fig. 1.

Objective and approach
In addition, the effect of different process parameters as well as the grain geometry on the specific energy was investigated. Next, the findings obtained in the multi-grain tests were analysed in a grinding analogy trial, where a segment of the tool was used.
2 Experimental Procedure
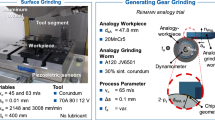
Due to the complex contact conditions induced by the process of generating gear grinding, the trials for the preliminary analysis of the specific energy k were performed on a surface grinding machine. The trials were divided into two steps, multi-grain trials and segment trials, Fig. 2. The trials were conducted on a Blohm 6000 surface grinding machine. For the multi-grain trials, corundum grains with size of 250 µm were used, with a hardness of 60 HRC. Three grains were placed on a holder, shown in the zoomed area ‘a’, in the left of Fig. 2. The holder was fixed in a screw, which was fixed in an aluminum wheel with diameter of de = 400 mm, simulating a surface grinding wheel. For each condition of process parameters tested, a new set-up of grains was used.

Experimental procedure
For the segment trials, a similar set-up was used, right of Fig. 2. The segment had a length of l = 20 mm, a width of b = 8 mm, a height of h = 8 mm and the grains had the same properties as the grains for the multi-grain trials. The segment was fixed in a screw and the screw was fixed in the aluminum grinding wheel, right of Fig. 2. Before each trial, the segment was dressed, in order to eliminate irregularities introduced by the segment fixation procedure. For both trials, the workpiece was a block of case-hardened 20MnCr5, with a length of l = 100 mm, width of b = 70 and a height of h = 39 mm. The workpieces were pre-ground in order to obtain a smoother surface (Ra = 0.15 µm and Rz = 1.18 µm). The workpiece was fixed on the top of a force measurement platform type Minidyn 9256C1 from the company Kistler, for the assessment of normal force component during the trials. For the multi-grain trials, three process properties were varied, with two levels each. Two levels of cutting speed were investigated, vc1 = 45 m/s and vc2 = 63 m/s, as well as two levels of feed rate, vf1 = 3008 mm/min and vf2 = 1504 mm/min. In addition, two different grain patterns were investigated, line and triangle, as shown in Fig. 2. The design of the experiments is described in the bottom of Fig. 2. The same design of experiments was also applied in the segment trials.
3 Results and Discussion
In this topic, the investigations regarding a more reproducible determination of the specific energy for the grinding process, represented by the k factor, is described. First, the specific energy was investigated by means of a multi-grain approach. Considering the influence of the process parameters and the grain shape on the material removal mechanism, the specific energy behavior was determined. Following, the results obtained in the multi-grain trial were further applied in the segment trial.
Analysis of the Normal Forces.
The first analysis to be performed was the investigation of the resulting scratch. The workpiece surface was measured with a light confocal microscope Keyence VK-X100 and a 3D visualization of the surface was obtained, upper left of Fig. 3. A 2D analysis of the scratch characteristics such as scratch width, depth and area was also performed. According to the measurements shown in the upper left of Fig. 3, only one effectively engaged in the material although three grains were fixed in the probe. This behavior was detected in all trials.

Influence of different factors on the normal and tangential force components [7].
Because only one grain engages in the material, the results obtained from the tests were examined as a single grain scratch test. In the right side of Fig. 3, diagrams show the influence of cutting speed, feed rate and kinematics on the normal force. The forces are shown in a normalized form. The Pareto Diagram presented in the bottom right of Fig. 3 indicates which parameter had the strongest influence on the force. According to the literature, the kinematics plays a major role in the normal grinding force. In the trials, the climb cutting had the highest values for grinding force. The second strongest influence on the normal force was attributed to the grain apex angle. Initially, the tests induced a variation in the feed rate. However, an increase of the feed rate caused a decrease in the normal force. This is an unexpected result, since according to the literature, the force is expected to increase for higher feed rates. This result induces the idea that not only the process parameters have a significant role in the grinding normal force. According to the work of Rasim [7], a correlation between the grinding normal force and the angles α (opening) and β (apex) of the grain could be found. This hypothesis will be further analysed in detail later on. The influence of the cutting speed is also shown in the diagram. This is the lowest factor influencing the normal force. As the cutting speed increases, the normal force decreases.
In addition to the process parameters, the influence of the grain shape on the force was also investigated. The grain shape was described by two angles, opening angle α, and apex angle β, bottom left of Fig. 3. Their influence is verified in the two diagrams in the bottom left of Fig. 3. In the diagrams, even under the same process parameters, the magnitude of the normal force was different. The increase of the opening angle α caused an increase in the normal force measurements. For the apex angle β, the opposite behavior was detected. The increase in the angle β decreased the normal force magnitude. The function Fn(β) for the normal force depending on the angle β is shown in the diagram of Fig. 3, interpolated from the measured points. The analysis of the angles of the grains used in the test with different feed rates showed that the opening angles α are similar but the apex angle β = 107° for vf = 1504 mm/min and β = 52° for vf = 3008 mm/min. If the function Fn(β) is applied for these both values of β, the calculated values of Fn correspond to the values of the Fn measured, upper right of Fig. 3. Hence, the influence of the grain shape, represented by the apex angle β, overlapped the influence of the feed rate on the normal force.
The alteration in the force magnitude due to the difference in the process parameters as well as in the grain shape was verified in the tests with the single grain scratch. For the prediction of the normal force in the grinding process, a component describing the influence of the material removal mechanism must be included, taking into consideration both, process parameters and grain shape.
Analysis of the Local Specific Energy.
It was already established that the specific energy k is an important component in the model of Werner for the calculation of the normal forces during the grinding process. This factor introduces to the model the characteristics of material deformation derived from the correlation between material properties, process parameters and grain shape.
In this work the specific energy k was calculated by an adapted equation of the Werner model, upper left of Fig. 4, in combination with the data obtained from the single grain scratch trials. It is known that during the scratch with a single grain, the material undergoes different phases of deformation, until the chip formation [7]. In the first phase, the first contact between grain and material causes an elastic material deformation. As the penetration of the grain increases, additional plastic deformation is introduced. In the last phase, a specific grain cutting depth is reached and the chip removal begins [8]. This specific characteristic of the process must also be taken into consideration for the determination of the specific energy k. Therefore, in this work a variable k was determined along the contact length. The contact length was considered until the point with maximum chip thickness, left of Fig. 4. The tangential contact area Acu was measured from 0%, in the beginning of the grain engagement, to 100%, in the point of maximum thickness.

Analysis of the specific energy k along the contact length
Next, the specific energy k was calculated along the contact length for the different testing conditions. The right side of Fig. 4 shows the values of k calculated for different cutting speeds, vc = 45 and 63 m/s. For both cutting speeds, k was not constant along the contact length. In the beginning of the cut, the specific energy k was maximum and it decreased as the normal force increased. This result can be attributed to the individual phases of chip formation mentioned before. In the beginning of the contact length, the material was in the elastic deformation phase. Therefore, a larger amount of energy was required in order to cause the deformation. As the process advanced, the deformation started to be plastic, decreasing the specific energy. During this stage, less energy was required for the material deformation, because at this point the yield stress was exceeded. In the end of the contact length, the chip removal starts and the specific energy still decreased. When the chip was removed, the shear strength was exceeded. Due to this, the specific energy decreases because less energy is required to induce shearing in the material.
According to the diagrams in Fig. 4, for both cutting speeds investigated, the specific energy k presented the same tendency to decrease along the contact length. However, the magnitude of k is different for each cutting speed. This difference cannot be attributed only to the cutting speed alteration. The calculation of the specific energy k takes into consideration the cross-section area Acu of the grain, which is mainly influenced by the shape of the grains. The analysis of the angles β and α for the grains of both tests, vc = 45 and 63 m/s, showed that for the test with lower cutting speed, the angle α was bigger than the angle of the grain for the test with higher cutting speed. Due to this, the cross-section area Acu was bigger for the test with bigger opening angle α, decreasing the specific energy k. The grain shape influence on the specific energy does not erase the influence of the cutting speed. In his work, Rasim [9] showed that the specific energy increases with the increase of the cutting speed, for grains with angles α and β until a specific value. For the apex angle β, this value was > 150° and for the opening angle α this value was > 180°. For grains with angles above this range, the cutting speed has no influence on the specific energy. For the current tests, the angles were not large enough, and the influence of the cutting speed cannot be neglected. The influence of the grain shape on the specific energy k was also investigated, as shown in the diagrams in the right side of Fig. 4. For these two cases, the process parameters were kept constant. The influence of the opening angle α on the specific energy k was verified. For a higher opening angle α, the specific energy k was smaller. This behavior can be attributed to the fact that with a higher angle α, the contact area Acu engaging in the material will be bigger. The analysis of the specific energy k with the single grain scratch showed that both, process parameters as well as the grain shape, are relevant factors for the material removal mechanism. Therefore, both parameters Acu and vc must be take into consideration for the calculation of the specific energy k. In addition, the calculation of the specific energy must be performed for each point i along the contact length lc, considering its different phases of the material deformation. In the Eq. 2, an alternative approach is proposed for the calculation of the specific energy.
Transfer of Findings from Single-Grain Trials to Segment Trials.
In this chapter, the findings regarding the specific energy k obtained in the single grain scratch tests were transferred to the segment trials. This was performed by means of the application of Eq. 2 for the calculation of the specific energy k for the segment trials. In addition, the calculation of the specific energy for the segment trials was also performed with a standard method applied in research and industrial environmental. For this standard method, k is empirically determined based on the force measurements. Finally, a comparison between the two methods for the specific energy calculation was performed. For the calculation of k with the standard method, an adapted version of the Werner equation was used, as shown in the bottom left of Fig. 5. The specific energy calculated with the standard method is referred to as ks. In order to obtain the parameters for the equation application, such as kinematic cutting edges Nkin and grain cross-section area Acu, an analysis of the tool segment was performed. For this analysis, a part of the tool segment was submitted to the evaluation of a specific software specialized in the analysis of grinding wheel topography, according to [6]. The tool topography information (Acu, Nkin and Δlc), in addition to the measurement of the normal force during the process, were used for the calculation of the specific energy kS.

Application of the specific energy k calculation method obtained in the single grain trials on the segment trials
Next, the specific energy for the segment trials was calculated using the findings from the single grain scratch test. The specific energy calculated with this method is referred to as kSG. The procedure for the kSG calculation is shown in the upper left part of Fig. 5. In order to calculate the specific energy kSG for the segment trials, the fraction of the energy at the point of maximum chip thickness kHcu was first calculated. The calculation took into consideration the shape of the grains of the segment as well as the process parameters. The grain shape was considered by means of the grain cross-section area Acu. The graphic in the upper left side of Fig. 5, opening angle α, shows the influence of Acu on the specific energy kHcu, and a function derived from these measurements. In the diagram in the upper right of Fig. 5, the influence of the cutting speed is shown. Although there is a difference in the cross-section area between both points, the increase in the specific energy kHcu can also be attributed to the increase of the cutting speed. After the definition of kHcu, the other values of kSG along the contact length were defined, using the curve obtained in the single grain scratch tests, Fig. 5. This procedure was performed for three set-ups of the segment tests, right of Fig. 5. The three specific energy curves calculated are shown in graphic in the right of Fig. 5.
In the right of Fig. 5, a comparison between the specific energy calculated with the standard method kS and the specific energy kSG calculated with the method based on the single grain findings was performed. For both calculation methods, the tendency of the specific energy due to the change in the process parameters of the trials was the same. However, the specific energy calculated with the method of the single grain scratch varied along the contact length, while the specific energy calculated with the standard method was constant along the entire contact length. This result was expected, because the calculation with the method of the single grain scratch took into consideration the influence of the grains that are engaging in the material at the same time, but in different points along the contact length. As already established before, the grains in the beginning of the contact length are still in the phase of elastic deformation, requiring higher specific energy than the grains in the end of contact length. The standard method for specific energy calculation did not take into consideration the alteration of specific energy along the contact length. Therefore, the value of specific energy kS was constant in all the point of the contact length. Due to this, the contribution of the grains in the beginning of the contact length was reduced. The comparison between the two methods for the specific energy calculation shows that the method based on the single grain scratch is a more detailed and reproducible technique for the specific energy determination.
4 Conclusions
In this work, an alternative method for the calculation of specific energy was investigated, taking into consideration the influence of process parameters and the grains shape. The increase in the cutting speed led to higher values of specific energy k. In addition, it was also verified that the shape of the grains in terms of the grain angles was also relevant for the specific energy k determination. Larger angles generated higher grain cross-section areas that ultimately led to a smaller specific energy. The specific energy was also investigated along the contact length. It was shown that the specific energy k required for each point along the contact length was different. The findings of the single grain scratch trials were further applied in the segment trials by means of an alternative method for the specific energy k calculation. In addition, a standard method for the specific energy calculation was also used. The standard method essentially an empirical one, depending mainly on the force measurements during the process. Due to this, this calculation method is not only time consuming, but also not reproducible, since for each alteration in the process parameters or in the tool characteristic, tests must be performed. Therefore, the alternative method of specific energy calculation based on the findings of the single grain scratch gives the opportunity for a reproducible determination of the specific energy. The knowledge of the influence of grain characteristics and cutting conditions on the specific energy provides a reproducible method for the specific energy calculation, without the need of force measurements during the process. Ultimately, the more reproducible determination of the specific energy k is a first step into a more reproducible calculation of the normal force during grinding process.
References
Brinksmeier, E., Aurich, J.C., Govekar, E.: Advances in modeling and simulation of grinding processes. CIRP Ann. 55, 667–696 (2006)
Rasim, M., Mattfeld, P., Klocke, F.: Analysis for the grain shape influence on the chip formation in grinding. J. Mater. Process. Technol. 226, 60–68 (2015)
Hübner, F., Löpenhaus, C., Klocke, F., Brecher, C.: Extended calculation model for generating gear grinding processes. Adv. Mater. Res. 1140, 141–148 (2016)
Kaiser, M.: Zerspankräfte am Schleifkorn. Ind. Diamond Rev. 4, 185–192 (1976)
Zahedi, A., Azarhoushang, B.: FEM based modeling of cylindrical grinding process incorporating wheel topography measurement. Procedia CIRP 46, 201–204 (2016)
Werner, G.: Konzept und technologische Grundlagen zur adaptiven Prozessoptimierung des Außenrundschleifens, Habilitation RWTH Aachen (1973)
Klocke, F., Wrobel, C., Rasim, M., Mattfeld, P.: Approach of characterization of the grinding wheel topography as a contribution to the energy modelling of grinding processes. CIRP Conf. High Performance Cutting 46, 631–635 (2016)
Anderson, D., Warketing, A., Bauer, R.: Experimental and numerical investigations of single grains – grain cutting. Int. J. Mach. Tools Manuf 51, 898–910 (2011)
Rasim, M.: Modellierung der Wärmeentstehung im Schleifprozess in Abhängigkeit von der Schleifscheibentopographie, Dissertation RWTH Aachen (2016)
Acknowledgements
The authors would like to thank the German Research Foundation (DFG) for the support of the presented research within the project: KL 500/133-1.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this paper

Cite this paper
de Oliveira Teixeira, P., Löpenhaus, C., Brecher, C., Klocke, F. (2019). A Multi-grain Approach for Micromechanical Contact in Grinding. In: Schmitt, R., Schuh, G. (eds) Advances in Production Research. WGP 2018. Springer, Cham. https://doi.org/10.1007/978-3-030-03451-1_37
Download citation
DOI: https://doi.org/10.1007/978-3-030-03451-1_37
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-03450-4
Online ISBN: 978-3-030-03451-1
eBook Packages: EngineeringEngineering (R0)