
Abstract
Face gear drives have been well applied in high-speed and heavy load applications. Due to the strict requirements of machining accuracy and quality for those applications, face gears are mainly manufactured by worm grinding method, of which a dressing wheel is applied to generate the worm surface as its enveloped surface. Based on this manufacturing process, the profile of the dressing wheel should be well defined to make sure the final meshing performance of the face gear drives. In this work, we firstly investigate the mathematical model of dressing wheel with a general profile modification. The worm surface is the envelope to the family of dressing wheel surfaces. Specially, the result is obtained as a closed-form. Subsequently, the face gear tooth surface is calculated as the envelope surface of the worm surface. With the tooth surface models of both face gear and pinion, the tooth contact analysis (TCA) can be computed. According to this method, different parameters for the profile modification of the dressing wheel are compared to improve the working performances by finding the minimal transmission error without edge contacts. The proposed method is validated with simulations.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Face gear transmission have many advantages, such as compact structure, convenient installation, large ranges of transmission ratio, and they have been applied in different mechanisms in industry. A notable example is that they have been successfully applied in aerospace powertrain system [1, 2]. The other examples are also shown in automobile, fishing tools, electrical devices, etc.
Currently, the manufacturing of face gears is one of the key points to promote their applications in industry. Many researchers took great efforts to study the manufacturing of face gears. Firstly, Litvin et al. [3] used a disc-shaped wheel with an involute profile to develop face gears. Later, to improve the machining accuracy and efficiency, Litvin’s group [4,5,6,7] proposed the worm grinding method under a special grinding machine developed in Canada North Star Company. The precision of the face gears machined by that equipment can reach the level of AGMA 12. Meanwhile, Zhou et al. [8] proposed a multistep method to completely grind the whole tooth surface of face gear for some special cases. Moreover, the other manufacturing methods were also investigated, such as the plunge milling [9], planing method [10], CNC milling method [11].
Although the worm grinding method can achieve a high machining accuracy and efficiency, it is very difficult to implement this technology due to its complicated process. Especially, it is very challenge to make sure the final working performance is acceptable based on the manufacturing process. In this paper, a new worm grinding method is proposed to the manufacturing of face gears by choosing optimal profile modification parameters of dressing wheel. In Sect. 2, a closed-form representation is proposed to calculate the worm surface, which is the envelope to the family of dressing wheel surface. Subsequently, the face gear tooth surface is calculated as the envelope surface of worm surface in Sect. 3. According to the calculated face gear tooth surface, the TCA is implemented in Sect. 4, and different modification parameters are applied as the optimization variables to find the optimal solution. The proposed method is validated with the simulation in Sect. 5. The conclusion is given in Sect. 6.
2 Calculation of worm surface
2.1 Worm generation process
Face gear is used to transfer power by meshing with a pinion, which can be a cylindrical gear, bevel gear, etc. According to the meshing process, the face gear tooth surface is generated as the envelope to the family of pinion surfaces. In order to avoid the interference during meshing process, the pinion is replaced with a shaper, which has the same tooth geometry as the pinion’s but with bigger tooth number. The detail about this idea has been well applied in the design and manufacturing process of face gears [1].
Face gears can be accurately manufactured by the worm grinding with good quality [1, 12]. A schematic diagram is shown in Fig. 1 to illustrate the worm generation process. A dressing wheel is applied to manufacture the worm by simulating the motion of a single shaper tooth moving relative to the worm, whose tooth surface is usually designed as the envelope of a shaper tooth surface [1]. When the worm is machined with the dressing wheel, the relative motion is composed of two motions, the worm rotation along its own axis zw and the dressing wheel rotation along axis zs. The ratio of those two rotations is determined according to the transmission ratio of face gear drives [1]. As shown in Fig. 1, φw and φg are the rotation angles of the worm and dressing wheel, respectively; γ0 is the initial installation angle of the dressing wheel. Ews is the distance between two axes of xs and zw. Eg is the distance between the two central points og and os. As shown in Fig. 1, the coordinate systems attached to the dressing wheel, worm and shaper are assigned as Sg, Sw and SS, respectively. The transformation matrix from Sg to Sw can be expressed as

Worm generation process
According to the worm generation process, the worm surface is generated as the envelope surface of the dressing wheel surface moving relative to the worm. In the next subsection, we first introduce the representation of dressing wheel surface, and then calculate the worm surface.
2.2 The representation of dressing wheel surface
As shown in Fig. 2, the surface of dressing wheel is a rotary surface generating by rotating its profile along its own axis zg. Here, the profile is defined as the same as the profile of a shaper (or a pinion), which is also used to design the tooth surface of face gear [1].

Tooth profile of dressing wheel
For a general case, the shaper profile is usually modified from a standard involute curve and defined according to its generation process from a rack cutter, as depicted in Fig. 3. ar is the parabolic coefficient of the rack cutter profile; α0 is pressure angle; p0 is the vertex of the parabola, and its position is determined by ld and fd; ld is the distance of oro0, and it can be calculated as ld = 0.5s0 ∙ cosα0, where s0 represents the space or the tooth width of the standard rack cutter; fd is the offset distance given as a design parameter.

The shaper surface is expressed in the shaper coordinate system Ss as [13, 14].
where rp is the pitch circle radius of the shaper; the upper and lower signs correspond to the left and right sides of rack cutter profile, respectively; θr is the coordinate along the axis zs; φ is the rotation parameter of rack cutter; ur is the profile parameter of rack cutter; fd and ar are two modification coefficients. According to Eq. 2, the shaper surface has the same profile at different sections perpendicular to its axis. Since the dressing wheel profile is the same as the shaper profile, taking the profile in xgzg plane as the example, we can obtain it in the dressing wheel coordinate system Sg as
According to Eq. 4 (or Eq. 2), the tangent vector of the shaper profile can be derived from its first derivative, and we write it as ts(ur), then the tangent vector of the dressing wheel profile can be obtained as tg(ur).
2.3 A new closed-form vector representation of worm surface
As mentioned in subsection 2.1, the worm surface is generated as the envelope surface of the dressing wheel. Since the dressing wheel is a rotary surface as mentioned in subsection 2.2, its envelope surface can be obtained as a closed-form result according to the geometric meshing theory [15], of which the geometric parameters are shown in Fig. 4.

A generic model to represent the surface of revolution of the generating surface
Based on the worm generation process, the worm surface can be obtained according the geometric meshing theory as [15]
Where the angle between normal vector of meshing point and tool axis vector can be expressed as
The distance between the meshing point p and ph can be expressed as
The distance between the point ph to the central point og can be expressed as
The central point of dressing wheel at any time can be expressed as
The unit cutter axis vector of the dressing wheel at any time can be expressed as
The velocity vh of point ph during the generating process can be obtained as
By submitting Eqs. 6–12 into Eq. 5, we can obtain the explicitly expression of tooth equation of the worm surface. The model of worm surface calculated by the explicitly expression shown in Fig. 5.

Model of worm surface
3 The calculation of face gear tooth surface generated by worm grinding
The generation process of worm grinding face gears are shown in Fig. 6a. φw and φ2 are two rotation angles of worm and face gear, respectively. E2s is the distance from the center point of worm to the center point of shaper. The generation process includes three movements. 1) The Face gear is rotating along its axis with an angular velocity ω2. 2) The worm is rotating along its axis with an angular velocity ωw. 3) The worm is feeding along the radial direction of face gear at a speed vw. The movements 1) and 2) meet the transmission ratio relationship as ω2/ωw =Nw/N2. With the above three movements, the worm can grind the complete face gear tooth surface. Subsequently, the tooth equation of the face gear r2 can be expressed in the face gear attached coordinate system S2 as

a Schematic diagram of worm enveloping face gear [7]. b Face gear tooth surface points obtained by worm enveloping
The matrix M2w is the transformation matrix from the coordinate system Sw to S2, and the first meshing equation represents the situation that the rotation parameter φw is constant while the feed parameter E2s is changed; the second represent the situation that the feed parameter E2s is constant while the rotation parameter φw is changed. It can be found from Fig. 6b that the enveloped surface of face gear coincides with the theoretical surface, that proves the correctness of the worm enveloping face gear principle and the new worm surface modeling method.
4 Influence of the modification of dressing wheel parameters on TCA results
In order to improve the meshing performances of the face gear drive, the modification of dressing wheel parameters is applied to study the influence on contact path and transmission error of the face gear drive. The example about the face drives is given with the data shown in Table 1. Based on this example, two kinds of modifications for the position parameter and parabolic parameter, respectively, are implemented as follows.
4.1 Influence of the position parameter modification
For this research, the position parameter modification of face gear fd is changed, while the parabolic parameter ar was taken 0.002. The calculation results are shown in Fig. 7. It can be seen that the contact paths are curves that curve from the outside to the inside of the face gear tooth surface and the transmission error curves approximate parabolas. As the parameter fd increasing, the contact paths gradually shift toward the inner side of the face gear, and the maximum value of the transmission error becomes smaller firstly but then becomes bigger. For the values of fd we taken, when it equals 0.8 the maximum value of transmission error is smallest about 4.3 × 10−5 /rad.

TCA results of the modification of position parameter
4.2 Influence of the parabolic parameter modification
For this research, the value of the parabolic parameter ar is changed, while the position value fd was taken 0, the calculation results are shown in Fig. 8. It can be seen that the contact paths on the face gear become curves that curve from the outside to the inside of the face gear tooth surface and the transmission error curves approximate parabolas. As parameter ar increasing, the contact paths gradually deflect toward the root of the face gear, the maximum value of the transmission error becomes bigger. For the values of ar we taken, when it equals 0.01 the maximum value of transmission error is smallest about 4.8 × 10−5/rad.

TCA results of the modification of parabolic parameter
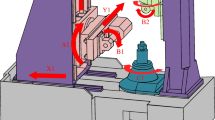
5 Simulation verification
In this work, a virtual universal five-axis CNC machine tool was used to conduct the manufacturing simulation of worm surface and face gear, whose basic parameters shown in Table 1, in commercial software VERICUT. Both modified parameters fd and as are given as 0.8 and 0.01, respectively. The result is shown in Fig. 9 that the tooth surface deviations of the worm surface and the face gear are less than 10 μm, and most area are about 2 μm. The results are in line with expectation and verify the correctness of the previous theoretical analysis.

Comparison of worm and face gear theory and simulation model
6 Conclusions
A new worm grinding method of face gears is studied, and the worm is machined with a dressing wheel. Several distinguished points of this work are stated as follows.
-
1)
The worm surface is calculated as a new closed-form vector result. As the envelope to the family of worm surfaces, the tooth surface of face gear is calculated with a method of two-parameter envelope.
-
2)
By changing the modification parameters of the dressing wheel, an optimized profile of the dressing wheel is calculated to improve the working performance with the minimal transmission error and acceptable contact path.
-
3)
The grinding process of the face gear in a universal five-axis CNC machine tool is simulated in VERICUT. According to the comparison between the results of simulation and calculation, the proposed method is valid.
Abbreviations
- γ0 :
-
Initial installation angle of dressing wheel (Fig. 1)
- φg :
-
An instantaneous position angle of the dressing wheel relative to the worm (Fig. 1)
- φw :
- E g :
-
Shortest distance between two axes of the dressing wheel and the shaper (Figs. 1 and 2)
- E ws :
-
Shortest distance between two axes of the worm and the shaper (Figs. 1 and 6)
- θ:
-
Angle of rotation of the dressing wheel (Fig. 2)
- s 0 :
-
The tooth width of the standard rack cutter (Fig. 3)
- l d :
-
The length of oro0 (Fig. 3)
- α0 :
-
Pressure angle of the standard rack cutter (Fig. 3)
- f d :
-
The offset distance between p0 and o0 (Fig. 3)
- u r :
-
Rack cutter profile parameters (Fig. 3)
- a r :
-
Parabolic coefficient of the rack cutter profile (Fig. 3)
- p 0 :
-
The vertex of the parabola (Fig. 3)
- p r :
-
One point on the rack cutter profile (Fig. 3)
- N g :
-
Normal vector of a point on the surface of the dressing wheel (Fig. 4)
- T g :
-
Tangent vector of a point on the surface of the dressing wheel (Fig. 4)
- T gx :
-
The component of tg along the direction of xg (Fig. 4)
- T gz :
-
The component of tg along the direction of zg (Fig. 4)
- α:
-
The angle between tgx and tgz (Fig. 4)
- p :
-
One point on the dressing wheel (Fig. 4)
- p h :
-
The intersection of ng and zg (Fig. 4)
- h :
-
The distance between the points og and ph (Fig. 4)
- ρ:
-
The distance between the points p and ph (Fig. 4)
- φs :
-
Angle of rotation of the shaper (Fig. 6)
- φ2 :
-
Angle of rotation of the face gear (Fig. 6)
- E 2s :
-
The distance between the central points of face gear and shaper (Fig. 6)
- λw :
-
Crossing angle between axes of shaper and worm (Fig. 6)
References
Litvin FL, Fuentes A (2004) Gear Geometry and Applied Theory. Cambridge University Press, Cambridge, ISBN 978-0-5218-1517-8
Litvin FL, Wang JC, Bossler RB, Chen YJ, Heath G, Lewicki DG (1994) Application of facegear drives in helicopter transmissions. J Mech Des 116(3):672–676
Litvin FL, Egelja A, Tan J, Heath G (1998) Computerized design, generation and simulation of meshing of orthogonal offset face-gear drive with a spur involute pinion with localized bearing contact. Mech Mach Theory 33(1–2:87–102
Litvin FL, Hsiao CL (1994) Computerized Simulation of Generation of Internal Involute Gears and Their Assembly, Transactions of ASME. J Mech Des 116:683–689
Litvin FL et al (1996) Apparatus and method for precision grinding face gear. US-Patent 6.146.253. https://patentimages.storage.googleapis.com/a1/49/67/72737f55a7bdbe/US6146253.pdf
Litvin FL, Wang JC, Bossler RB et al (1994) Application of Face-Gear Drives in Helicopter Transmissions. J Mech Des 116(3):672
Litvin FL, Fuentes A, Zanzi C et al (2002) Face-gear drive with spur involute pinion: geometry, generation by a worm, stress analysis. Comput Methods Appl Mech Eng 191((25–26):2785–2813
Zhou Y, Tang J, Zhou H, Yin F (2016) Multistep Method for Grinding Face-Gear by Worm. J Manuf Sci Eng 138:71013–71018
Yang X, Tang J (2014) Research on manufacturing method of CNC plunge milling for spur face-gear. J Mater Process Tech 214:3013–3019
Tang J, Yang X (2016) Research on manufacturing method of planing for spur face-gear with 4‑axis CNC planer. Int J Adv Manuf Technol 82:847–858
Zhou Y, Wang S, Wang L, Tang J, Chen Z (2019) CNC milling of face gears with a novel geometric analysis. Mech Mach Theory 139:46–65
Zhou W, Tang J, Chen H, Shao W, Zhao B (2019) Modeling of tooth surface topography in continuous generating grinding based on measured topography of grinding worm. Mech Mach Theory 131:189–203
Wu Y, Zhou Y, Zhou Z et al (2018) An advanced cad/cae integration method for the generative design of face gears. Adv Eng Softw 126:90–99
Zhou Y, Wu Y, Wang L, Tang J, Ouyang H (2019) A new closed-form calculation of envelope surface for modeling face gears. Mech Mach Theory 137:211–226
Zhou Y, Chen Z (2015) A new geometric meshing theory for a closed-form vector representation of the face-milled generated gear tooth surface and its curvature analysis. Mech Mach Theory 83:91–108
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Shi, X., Zhou, Y., Zhang, W. et al. A new worm grinding method of face gears based on the optimization of dressing wheel profile. Forsch Ingenieurwes 83, 751–757 (2019). https://doi.org/10.1007/s10010-019-00353-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10010-019-00353-6