
Abstract
The lateral and vertical integration density of bulk microelectromechanical systems (MEMS) using bonded silicon-on-insulator (BSOI) wafers is significantly enhanced if the handle wafer is used as an electrical redistribution layer. Therefore isolated conductive paths should be integrated in the handle wafer, which are connected to the surface of the BSOI-wafer by high aspect ratio contacts (VIAs) through the device layer of the BSOI-wafer. In the present study we report on a fabrication process for customer specific designed BSOI wafers with VIAs from the device to the handle layers. Wafer bonding, wafer edge shaping and thinning of the wafers, which are critical processes for the fabrication of the BSOI-wafers, are discussed. The contacts to the handle wafer through the 75 µm thick device layer are created by 10 µm wide and 75 µm deep trenches filled with highly doped n-type poly-silicon. From current–voltage measurements an ohmic behaviour of the contacts with a resistance of around 120 Ω is demonstrated.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
System in Package (SiP, Tai 2000) is an effective approach to gain more functionality of devices by integrating several MEMS devices and their controlling units into one functional package. SiP can be implemented as lateral integration (2D), lateral and vertical (2.5D) or pure vertical integration (3D). However, due to the die-level integration of the different components within SiP, the packaging costs can become very high. In this case System on Chip (SoC) (Benini and De Micheli 2002) can be used as an alternative approach. Similarly to SiP, SoC can be realized in three different configurations 2D, 2.5D or 3D. However the integration on wafer-level reduces the packaging costs significantly.
In the present paper an approach to enhance the vertical integration density of MEMS-devices fabricated on the basis of bonded silicon-on-insulator (BSOI) wafers is discussed. BSOI-wafers are widely used e.g. for the fabrication of MOEMS (Grahmann et al. 2015; Langa et al. 2013), pressure sensors (Li et al. 2015; Ngo et al. 2015), inertial sensors (Abdolvand et al. 2007) and energy harvesters (Nimo et al. 2011).
In the past there have been approaches to engineer the BSOI handle or device wafer before bonding, see e.g. PBSOI (patterned BSOI) for vertical transistors (Moriceau et al. 2004; Kim et al. 2005).
A typical BSOI wafer (Fig. 1) consists of three main components: a handle wafer (e.g. 400–700 µm thick), a device wafer (e.g. 5–200 µm thick) and a buried oxide layer (BOX, e.g. 0.1–1 µm thick). The handle and the device wafers are bonded together by fusion bonding, the BOX is used as bonding and isolation interface between the wafers. The MEMS devices are usually structured in the device layer of the BSOI wafer and the handle wafer is only used for mechanical stability purposes.

Schematic view of a BSOI-wafer with shaped wafer edge, the angle α should be between 30° and 60°
Our approach is to define conducting paths in the handle wafer before bonding and connect them by VIAs in the device layer to the surface of the BSOI-wafer. In this case the handle wafer can act as an electrical redistribution layer and can replace conducting layers originally placed on the surface of the BSOI wafer. Since the conducting paths are processed before wafer bonding, the applied materials must be able to resist high temperature processes during further processing. The formation of conducting paths within the handle wafer increases the complexity in signal controlling compared to the standard MEMS technology and enables new and more complex SoC MEMS-architectures and multifunctional systems.
The fabrication of a BSOI wafer includes three critical process steps: wafer bonding, wafer-edge shaping and thinning of the device wafer. Especially for MOEMS-applications the shape of the wafer edge is critical to allow further processing of the BSOI wafers in the cleanroom.
In the present study our results regarding a fabrication process for customer specific designed BSOI wafers are discussed, in the second part we present first results regarding the contacts (VIAs) through the device layer.
2 Wafer bonding
The main requirements for the wafer bonding are a high bonding strength and a void free bond interface. For the fabrication of the BSOI-wafers a 400 µm thick phosphorus doped wafer with a resistivity of 0.9 Ω cm as handle wafer and a 475 µm thick boron doped wafer with a resistivity of 0.015 Ω cm as a device wafer are used. The handle wafer was covered with a 1 µm thick thermal oxide.
The handle wafer was mechanically aligned and hydrophilic pre-bonded to the device wafer. Hydrophilicity was ensured by RCA-cleaning prior to wafer bonding. A subsequent anneal in a batch process at 1025 °C for 4 h defined the final bond strength. Figure 2 shows an infrared picture of a BSOI-wafer with an uniform bond interface without any voids.

Infrared picture of a bonded and annealed BSOI-wafer
The bonding strength was measured using the Maszara model (Maszara et al. 1989) for the double cantilever beam method, also known as razor blade test. One wafer per batch was diced into 1 cm wide stripes, the measurement was performed on 10 stripes per wafer. The razor blade was inserted manually, the crack length was measured 15, 60 and 120 s after the insertion of the razor blade. The measured bonding strength decreases rapidly from more than 3.0 J/m2 at 15 s to 2.8 J/m2 at 60 s to 2.7 J/m2 at 120 s (Fig. 3), each Box-plot contains five measurements. The decrease of the bonding strength can be explained by the crack corrosion phenomenon (Bagdahn et al. 1998; Vallin et al. 2005). The bonding strength is high enough to allow further processing of the wafers.

Box-plots of bonding strength (J/m2) versus time distance (s) between insertion of the razor blade and measurement
3 Wafer edge shaping
Wafer edge shaping is required to avoid sharp edges of the final BSOI-wafer and to allow an uniform photoresist distribution at the wafer edge during the lithography processes. In addition, especially for the fabrication of MOEMS based on bulk technology, it is important not to damage the oxide of the handle wafer, because this oxide layer is needed during further processing for wafer edge protection (Fig. 1). In our fabrication process the wafer edge was shaped using the Circle Cut Mode of the wafer dicing saw DISCO DAD651 in combination with a subsequent etching process. The process is very flexible and different wafer edge shapes with various angles α (Fig. 1) have been realized by using a trapezoid dicing blade. By changing the dicing blade the angle α at the wafer edge can be varied. In Fig. 4 a typical wafer edge of a BSOI-wafer is shown. The wafer edge is uniform, smooth, no chipping or damage of the handle wafer is visible.

a Wafer edge of a completely finished BSOI-wafer, b flat region of the wafer
For the further preparation of the wafers, especially edge protection during deep silicon etching, it is important to ensure a smooth resist distribution at the edge of the device wafer.
Figure 5 shows resist coated BSOI wafers with different angles α at the wafer edge. The 90°-angle was created by dry etching and the resist tears at the edge and also on the handle wafer. In contrast a continuous distribution of the resist can be ensured by an angle of 30°.

SEM-views of resist coated BSOI wafers with angles α of a 90°, b 45° and c 30°
4 Wafer thinning
After shaping of the wafer edge the device wafers were thinned by a grinding process from 475 to 80 µm. In a subsequent chemical mechanical polishing (CMP) step the surface is smoothed and polished to a target thickness of 75 µm. The CMP-process also removes the damaged Si layer induced by the grinding process.
The obtained BSOI-wafers are suitable for further processing in a cleanroom for the fabrication of MEMS devices.
5 Contacts (VIAs) through the device layer
The next step was to implement a VIA connection between the surface of the BSOI wafer and the handle wafer through the device layer. The following critical steps could be distinguished: trench etching, BOX removal, isolation of the trench walls and filling of the trenches with a conductive material.
The trenches to the handle wafer through the 75 µm thick p-doped device layer were realized by dry etching using the Bosch-process. Different trench widths have been realised from 3 to 10 µm. The BOX on the bottom of the 75 µm trenches was removed be wet etching. Figure 6 shows the process flows, where an isolation of the VIA from the rest of the device layer was obtained by doping, i.e. pn-junction (Fig. 6a) or an oxide isolation (Fig. 6b). For the oxide isolation a CVD-oxide followed by a spacer etch was used. While depositing nominally 1500 nm oxide on the sidewalls and the bottom of the trenches a thickness of 200 nm was obtained. In a subsequent nominally 800 nm oxide etch the oxide at the bottom of the trench could be completely removed, while the oxide on the sidewalls was unaffected. It was found that the oxide isolation process is limiting the trench dimension to an aspect ratio of about 8. For smaller trenches the oxide on the bottom of the trench using DRIE could not be removed.

Process flow defining the contacts through the device layer. The current path isolation was defined either a by pn-junction or b by oxide isolation
The trenches were filled with highly phosphorus-doped Poly-Si with a resistivity of 6.5 Ω µm. The pn-junction for isolation of the VIAs and the device layer was formed by an additional annealing step, where the phosphorus dopants from the n-type poly-Si are diffusing into the device layer. Subsequently, the poly-Si layer was structured and contacted by aluminum (Al)-pads.
The obtained structures could be easily planarized enabling further processing in a CMOS-line, including high temperature steps.
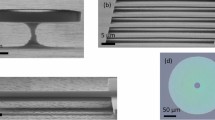
Figure 7a shows ans SEM-view of the bottom area of a VIA contact to the handle wafer where the isolation was defined by pn-junction. In Fig. 7b a schematic view of the VIA contacts including the current path is shown. One VIA-contact is defined by three trenches, the dimension of each individual trench is 10 µm × 140 µm × 75 µm. The distance between the trenches is 10 µm.

a SEM view of bottom area of contacts, where the current path was defined by doping, b schematic view
Figure 8 presents SEM images of the bottom area of the contacts defined by pn-junction (a) and oxide isolation (b). As can be seen the BOX-layer is completely removed, and the isolation oxide on the walls of the trenches can be clearly seen.

SEM views of the bottom area of contacts a defined by pn-junction and b by oxide isolation
The VIA-contacts were characterised by current–voltage measurements. Figure 9 demonstrates the I–V curves (black) and resistance (gray) of contacts with isolation using a pn-junction (Fig. 9a) or an oxide isolation (Fig. 9b). In both cases the I–V characteristics are linear with a resistance around 120 Ω from pad to pad, which is a characteristic feature of ohmic contacts. The measured resistance is dominated by the substrate resistivity, at high voltage (about 9 V) the avalanche breakdown effect can be observed in structures isolated by pn-junction.

Current-voltage measurements of contacts with pn-junction (a) and oxide isolation (b)
6 Conclusions
In the present study a new approach for the fabrication of BSOI-wafers was demonstrated that allows the fabrication of BSOI wafers with a well-defined wafer edge. The critical process steps during the formation of the BSOI wafer, wafer bonding, wafer-edge shaping, thinning of the device wafer, and the contact formation from the surface to the handle wafer were discussed.
The results allow the next step, which will be the realization of current paths also in the handle wafer either by doping or oxide isolation (Fig. 10).

Schematic representation of the next step, by defining isolation paths in the handle wafer
References
Abdolvand R, Amini BV, Ayazi F (2007) Sub-micro-gravity in-plane accelerometers with reduced capacitive gaps and extra seismic mass. J Microelectromech Syst 16:1036–1043
Bagdahn J, Petzold M, Reiche M, Gutjahr K (1998) Characterisation of directly bonded silicon wafers by means of the double cantilever crack opening method. In: Proceedings of the fourth international symposium on semiconductor wafer bonding, vol 97–36. pp 291–298
Benini L, De Micheli G (2002) Networks on chips: a new SoC paradigm. Computer 35(1):70–78
Grahmann J et al (2015) Large MOEMS diffraction grating results providing an EC-QCL wavelength scan of 20%. In: Proceedings of SPIE 9375, MOEMS and miniaturized systems XIV, 93750W. doi:10.1117/12.2079640
Kim JH et al (2005) A high performance complementary bipolar process using PBSOI technique. In: Advanced semiconductor manufacturing conference and workshop, 2005 IEEE/SEMI. pp 200–204
Langa S, Drabe C, Kunath C, Dreyhaupt A, Schenk H (2013) Wafer level vacuum packaging of scanning micro-mirrors using glass-frit and anodic bonding methods. In: SPIE 8614, reliability, packaging, testing, and characterization of MOEMS/MEMS and Nanodevices XII, 86140F. doi:10.1117/12.2003525
Li S, Liang T, Wang W, Hong Y, Zheng T, Xiong J (2015) A novel SOI pressure sensor for high temperature application. J Semicond 36:014014
Moriceau H et al (2004) Transfer of patterned Si and SiO2 layers for the fabrication of patterned and mixed SOI. In: Proceedings of 2004 IEEE International SOI Conference. pp 203–204
Maszara WP, Goetz G, Caviglia A, McKitterick JB (1989) Bonding of silicon wafers for silicon on insulator. J Appl Phys 64:4943–4949
Ngo H-D, Mukhopadhyay B, Ehrmann O, Lang K-D (2015) Advanced liquid-free, piezoresistive, SOI-based pressure sensors for measurements in harsh environments. Sensors 15:20305–20315
Nimo A, Mescheder U, Müller B, Elkeir ASA (2011) 3D capacitive vibrational micro harvester using isotropic charging of electrets deposited on vertical sidewalls. In: SPIE 8066, smart sensors, actuators, and MEMS V, 80661Q. doi:10.1117/12.886876
Tai KL (2000) System-in-package (SIP): challenges and opportunities. In: Proceedings of the ASP-DAC 2000 design automation conference, 2000. Asia and South Pacific, Yokohama, Japan, pp 191–196
Vallin O, Jonsson K, Lindberg U (2005) Adhesion quantification methods for wafer bonding. Mater Sci Eng R 50:109–165
Acknowledgements
The work was sponsored by the Fraunhofer Gesellschaft (Project number 826 332).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Kaden, C., Langa, S., Ludewig, T. et al. Enhancement of vertical integration density by engineered BSOI wafers. Microsyst Technol 24, 809–814 (2018). https://doi.org/10.1007/s00542-017-3522-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-017-3522-6