
Abstract
A new technique was developed for embossing microstructures on thermoplastic substrates, which can achieve high accuracy replication with little loss of the production efficiency. The technique is no need of the preheating process and cooling device. In the new technique, just the surface layer of the polymer substrate was heated through heat transmission and ultrasonic viscoelastic heating was the major heat source. For our new technology, the temperature of the mould just provided the initial temperature of the mould-substrate interface and a higher boundary temperature for embossing. The replication accuracies of three embossing technologies were contrasted, including ultrasonic embossing at room temperature (HER), thermal assisted ultrasonic embossing (TUE) and local thermal assisted ultrasonic embossing (L-TUE). The results indicated that, the replication accuracy of L-TUE was approximate with TUE. Moreover, the effects of the processing parameters on the replication quality, including average replication depth and uniformity over the entire chip, were investigated. Different with our prediction, the replication accuracy did not monotonously improved with the ultrasonic force and the temperature of the mold. Finally, the temperature test was carried out to study the temperature characteristic of our new technology.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
With the increasing need for polymer microcomponents in micro-electro-mechanical systems (MEMS), e.g., microfluidic chips (Mark et al. 2010), micro sensors (Kafka et al. 2010), micro lenses (Oh et al. 2010) and optical gratings (Liu et al. 2011), polymer microfabrication technologies are becoming more important. Currently, the most common microreplication technologies for polymer include hot embossing (Zhu et al. 2012), injection moulding (Yang et al. 2013) and soft lithography (Qin et al. 2010). Hot embossing and injection moulding are suitable for most types of thermoplastics and provide high replication accuracy. However, hot embossing takes long time periods on heating the entire substrate, which makes it inefficient for mass production. Injection moulding requires a vacuum unit and involves the design of a complicated mould (Yang et al. 2013). Soft lithography usually is used in thermosetting or photocurable materials, restricting its applications (Qin et al. 2010). In recent years, a series of new technologies have introduced ultrasonic vibration into polymer microfabrication. Ultrasonic vibration can provide high heat production rates using simple devices. Thus, technologies employing ultrasonic vibration are advantageous because of their short cycle times.
According the mould temperature and the major heat source, the replication technologies employed ultrasonic vibration for thermoplastics can be sorted into three categories: hot embossing assisted by ultrasonic vibration (HEU), ultrasonic embossing at room temperature (UER), and thermal assisted ultrasonic embossing (TUE). Table 1 shows the differences among the three technologies. For HEU, the entire substrate is heated above glass transition temperature (Tg) of the polymer through heat transmission, and then a small ultrasonic amplitude is applied as an auxiliary heating source. Thermal assisted ultrasonic embossing is just the opposite. The preheating temperature is below Tg, so a larger ultrasonic amplitude is necessary to provide most of the heat for embossing. Without heating the mould, UER has the largest ultrasonic amplitude among the three technologies.
Mekaru et al. (2007a) investigated the replication accuracies of three embossing technologies: atmospheric hot embossing, vacuum hot embossing and hot embossing assisted by ultrasonic-vibration. The results indicated that hot embossing assisted by ultrasonic-vibration has an approximate accuracy with vacuum hot embossing, verifying that ultrasonic vibration can improve the replication accuracy. In their other article, micro hot embossing assisted by ultrasonic vibration was studied further (Mekaru et al. 2007b). The maximum ultrasonic amplitude was 1.8 μm, the preheating time was 5 min, and almost all levels of preheating temperature were above Tg of the polymer. The same team also studied thermal nanoimprint assisted by ultrasonic vibration (Mekaru et al. 2008). The application of ultrasonic vibration was found to greatly improve the molding accuracy. In HEU, the small ultrasonic vibration is just as an auxiliary heating source, thus heating the whole substrate above Tg is necessary. The preheating process takes a long time, and that markedly reduces the production efficiency. The hot plate, the mould and the entire substrate all are above Tg of the polymer, so a cooling unit is necessary for cooling the polymer substrate below its Tg.
A lot of research on UER has been done. Liu et al. (2005) used ultrasonic vibration to generate heat for microembossing at room temperature (RT). As far as we know, this is the earliest report of a technology using ultrasonic vibration for polymer microembossing. Their research results showed that it is an effective way of molding precise structures onto polymeric plates. Liu et al. (2009, 2010) enabled the rapid fabrication of single-side and double-side surface-relief plastic diffusers by UER. A similar method was used to fabricate superhydrophobic surfaces on polymethyl methacrylate (PMMA) substrates (Cho et al. 2013). However, a milling steel horn was used as the master mould, and the scale and the accuracy of the precise structures do not meet the need of MEMS. Through MEMS fabrication technologies, a Ni mould was used for ultrasonic nanoimprint on engineering plastics (Mekaru et al. 2009) and a Si mould for nanoimprint lithography (Lin and Chen 2006). For UER, ultrasonic vibration is used as the only heat source and not the whole bulk of the polymer substrate is softened during embossing. Heat dissipation is enough to cool the polymer substrate below Tg, so this technique does not need a cooling device.
Lin et al. (2009) developed thermal assisted ultrasonic nanoimprint lithography. The film was preheated for 5 min on a hot plate below Tg of the polymer. The results showed that, the assisted-heating can improve the replication accuracy. In our previous work, thermal assisted double-side ultrasonic embossing method was proposed (Luo et al. 2013). The entire substrate was preheated to 50–70 °C, far below the Tg of the polymer. Ultrasonic vibration with the amplitude larger than 7.8 μm, was applied to generate most of the heat for embossing. And we proposed that, only preheating the two surfaces instead the whole bulk of the polymer substrate could shorten the preheating process. The preheating temperature is below Tg of the polymer in TUE, thus the ultrasonic vibration induced heat is the main heat source. For this technology, a cooling device is also unnecessary.
Preheating the polymer substrate can improve the replication accuracy. Moreover, preheating the polymer substrate allows smaller amplitudes to be applied, which prolongs the service life of the mould and avoids ultrasonic cavitations of the Commercial polymer sheets. However, it is not necessary to preheat the entire substrate. Just preheating polymer in the forming area or even the surface layer is adequate, which allows a shorter preheating time or without a preheating process. High replication accuracy will be achieved with little loss of the production efficiency. Therefore, local thermal assisted ultrasonic embossing (L-TUE) is presented here. Zhang et al. (2009) showed that, friction heat is dominant when the temperature is below Tg of the polymer, and viscoelastic heating becomes violent and dominant when the temperature reaches the Tg of the thermoplastic. This indicates that, the friction heat stage can be skipped when preheating temperature is above the Tg of the polymer. The ultrasonic time can be shortened or a smaller amplitude can be allowed. Nevertheless, polymer microstructures must be cooled below the Tg. Thus, the preheating temperature between the heat distortion temperature (HDT) and the Tg can reduce the ultrasonic time without requiring extra cooling instruments. Table 1 shows the contrast among this new technology and the previous technologies employed ultrasonic vibration.
In our new technique, the silicon mould is preheated to a temperature between HDT and Tg of the polymer. The preheating process is shortened to several seconds and only the surface layer of the polymer substrate is preheated through heat transmission. That is, the energy provides by the preheating process is far from enough for embossing and ultrasonic vibration is still used as a major heat source. The temperature of the mould just provides the initial temperature of the mould-substrate interface and a higher boundary temperature for embossing.
2 Embossing system
The embossing facility mainly comprises an ultrasonic welding machine and a temperature control module. A commercial ultrasonic welding machine (2000xf, Branson Ultrasonics Co., USA) was used in all experiments. The output frequency is 30 kHz, the maximum force is 680 N, the longest ultrasonic time is 30 s, and the amplitude of ultrasonic vibration ranges from 6 to 60 μm with an increment step of 0.6 μm. The temperature control module is mainly composed of a copper hot plate for preheating the mould and a temperature controller (XMT, Shanghai Dezhao Instrumentation Company, China) for adjusting the hot plate temperature. The hot plate was fixed on the anvil of the ultrasonic welding machine, and a steel clamp was fixed on the hot plate for holding the mould and the polymer substrate. The hot plate temperature, as the feedback for the temperature controller, was measured by a thermocouple probe. The control accuracy of the temperature controller is ±1 °C. Figure 1 shows the photograph and the schematic of the embossing system.

A photograph and the schematic of the embossing system
The silicon mould was fabricated by photolithography and wet etching. The depth of etched microstructures is 9.59 μm. As shown in Fig. 2, the silicon mould was cut into a size of 20 × 20 mm, the pattern consists of a series of micro-grooves and the pattern area is 11 × 11 mm.

The silicon mould used in the experiments: a a optical photograph and b a SEM photograph of the mould
Polymethyl methacrylate (PMMA), a typical engineering plastic widely used in polymer micro components, was selected in our experiments. PMMA substrates (Optix Acrylic Sheet, Asahi Kasei Corporation, Shanghai, China) with a thickness of 2 mm were cut into 32 × 32 mm. The HDT and the Tg of PMMA are 95 and 105 °C, respectively.
3 Experiments
3.1 The embossing procedures
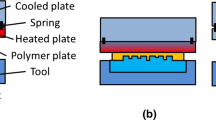
Figure 3 shows the procedures for the three embossing technology employed ultrasonic vibration: (1) ultrasonic embossing at room temperature, (2) thermal assisted ultrasonic embossing and (3) local thermal assisted ultrasonic embossing. In all three technologies, the polymer substrates were not heated above Tg of the polymer, the ultrasonic vibration provided all or most of the heat for embossing.

The procedures for the three embossing technology employed ultrasonic vibration (a UER, b TUE, c L-TUE)
In ultrasonic embossing at room temperature, the Si mould was fixed on the hot plate. The hot plate was at room temperature without heating, thus all heat for embossing was generated by ultrasonic vibration. The experiment procedures for ultrasonic embossing at room temperature are shown in Fig. 3a.
-
(a)
The polymer substrate was placed on the Si mould.
-
(b)
The horn was pulled down to contact with the substrate, and the force and ultrasonic vibration were applied.
-
(c)
The ultrasonic vibration stopped, a holding force lasted for a period of time.
-
(d)
The horn was lifted upward and the substrate was released from the mould.
In thermal assisted ultrasonic embossing, the mould was fixed on the hot plate and heated below Tg of the polymer. The mould reached a heat steady state before the whole cycle. The procedures for thermal assisted ultrasonic embossing are as follows:
-
(a)
A polymer substrate was placed on the heated mould and preheated through heat transmission. The preheating time was 5 min.
-
(b)
The horn was pulled down to contact with the substrate, and the ultrasonic force and ultrasonic vibration were applied.
-
(c)
The ultrasonic vibration stopped, a holding force lasted for a period of time.
-
(d)
The horn was lifted upward and the substrate was released from the mould.
In our new technique, the silicon mould was heated before the whole process and the preheating temperature was between HDT and Tg of the polymer. Theoretically, preheating is unnecessary. But a Si mould was used in this paper, so 10 s was spent on preheating the PMMA substrate to provide a soft polymer layer for protecting the silicon mould. On the other hand, the interface can reach thermal equilibrium in several seconds, and applying ultrasonic vibration after the thermal equilibrium state can promote the process repeatability (details in Sect. 4.3). The procedures for local thermal assisted ultrasonic embossing are shown below.
-
(a)
A polymer substrate was set on the heated mould.
-
(b)
Ten seconds later, the horn went down to contact with the substrate, and a force was applied on the substrate at the same time. When the force reached the pre-set trigger force, ultrasonic vibration began. Subsequently, the force continued to increase until it reached the pre-set ultrasonic force. The ultrasonic vibration and the ultrasonic force lasted a period of time to soften the polymer.
-
(c)
The ultrasonic vibration stopped, the force increased again and lasted for several seconds.
-
(d)
The horn was lifted upward and the substrate was released from the mould by hand.
3.2 Evaluation methodology of the replication results
The replication rate and the uniformity are important for replication technologies for polymer microcomponents. The same mould was used in all of our experiments, so the average replication depth D m was used instead of the replication rate. The standard deviation σ was selected as an evaluation indicator of the uniformity. D m and σ were determined according to
where D i is the measured depth of the embossed microstructure and n is the number of measurement locations for each chip. As shown as in Fig. 4, the replication depths of the nine locations on each moulded chip were measured using a surface profiler (ET 1000, Kosaka).

a The distribution of the test points on a replicated chip and b a SEM photograph of the replicated microstructures
3.3 Experimental design
Figure 5 shows the variations in the ultrasonic amplitude and the force with time during L-TUE. According to Fig. 5, the embossing process can be divided into three stages: the trigger stage, the ultrasonic-vibration stage and the holding stage. The trigger stage was so short in our experiments that the effect of this stage on the microstructure replication could be ignored. The trigger force was set to a constant value for all embossing experiments. The effects of the various parameters during the ultrasonic-vibration stage and the holding stage were examined.

Amplitude and force versus time for local thermal assisted ultrasonic embossing
The effects of the processing parameters on microstructure replication were investigated by Taguchi method for the ultrasonic-vibration stage. Four processing parameters during ultrasonic-vibration stage (hereafter referred to as ultrasonic parameters) were considered: ultrasonic amplitude, ultrasonic time, ultrasonic force and hot plate temperature. Four levels were selected for each factor. Thus, an L16 (44) orthogonal array was adopted. In addition, a holding force of 600 N and a holding time of 30 s were chosen. Table 2 shows the replication results of the orthogonal experiments.
For the holding stage, the effects of the processing parameters on microstructure replication were studied by single-factor experiments. The processing parameters during the holding stage (hereafter referred to as holding parameters) included holding force, holding time and hot plate temperature. However, the temperature was unchanged in the entire process and the effect of hot plate temperature was assessed in the ultrasonic-vibration stage, because of its significant influence on the quantity of the softened polymer, so it was not taken into account here. The same ultrasonic parameters were set to generate the same quantity of softened polymer here. Ultrasonic amplitude was 15 μm, ultrasonic time was 8 s, ultrasonic force was 300 N, and hot plate temperature was 95 °C. The experiment results are as shown in Table 3.
3.4 Temperature test experiment
To study the temperature characteristic of our new technology, a temperature test was carried out at two different locations at the mould-substrate interface. Figure 6 shows a schematic of the temperature test system. Two thermocouples were embossed on the surface of a polymer substrate. One thermocouple was fixed at the centre of the interface (A) and the other at a corner (B). Rapid response thermocouples (Chal-0005, Omega Company, USA) with response times less than 10 μs were used. The signals generated by the thermocouples were amplified by an amplifier (AD524, Analog Devices Inc., USA) with a magnifying ratio of 1000. The signals were then sampled by a multi-channel data acquisition board (NI DAQ Pad-6015, National Instruments, USA) with a sample rate of 50 kHz. A LabVIEW program was written to sample and process the signals on a computer.

Schematic of the temperature test system
4 Results and discussion
4.1 The replication quality for three different embossing technologies
Table 4 shows the replication results of the three different embossing technologies. Although ultrasonic embossing at room temperature had a larger ultrasonic amplitude or a longer ultrasonic time, the replication accuracy of it was the worst. The replication depths of A group were less than other test points. That is, the temperature of the mould can significantly improve the replication accuracy, especially in the edge of the micro pattern. The replication accuracy of local thermal assisted ultrasonic embossing was very close to thermal assisted ultrasonic embossing, either the mean replication depth or the standard deviation.
4.2 Effects of the processing parameters on replication quality for L-THE
4.2.1 Effects of ultrasonic parameters
To identify the relative significance of the various ultrasonic parameters on the replication quality, analyses of variance (ANOVA) for D m and σ were conducted. Figure 7 shows the relationships between the significant ultrasonic parameters and the average replication depths. Figure 8 shows the significant relationship between the ultrasonic force and the standard deviation.

Average replication depth versus each significant ultrasonic factor

Standard deviation versus ultrasonic time
The results of the ANOVA for D m indicate that the relative significance levels of the processing parameters on D m are, in decreasing order of ultrasonic amplitude, hot plate temperature, ultrasonic time and ultrasonic force. Among all four factors, both of ultrasonic amplitude and hot plate temperature were the most significant factors, with ultrasonic time close behind, ultrasonic force was an ignorable factor. The quantity of viscoelastic heat was proportional to the square of the ultrasonic amplitude, so increasing ultrasonic amplitude can obviously increase the replication depth. Contrary to our expectations, the replication depth did not increase with the increasing hot plate temperature. The best replication was achieved when the hot plate temperature was 105 °C. Besides, increasing ultrasonic time benefited heat accumulation, improving the replication depth accordingly.
L-TUE has a high uniformity over the entire chip. The smallest standard deviation was less than 0.2 μm in our experiments. Through ANOVA tests, it is obvious that only ultrasonic time has a significant effect on the uniformity. Increasing ultrasonic time can improve the uniformity, but the uniformity barely varies with ultrasonic time longer than 15 s.
4.2.2 Effects of holding parameters
Figure 9 shows that the trends for the average replication depths varied with holding time and holding force. Increasing holding time improved the average replication depth significantly when the holding force was 600 N. The average replication depth increased with increasing holding time. The replication depth was about 1.2 μm without a holding time, which indicated that microstructures were barely replicated during the ultrasonic stage. The possible reasons are: the soft polymer was too viscous for timely filling the space between the mould and the polymer substrate, and/or the microstructures subsided because of their surface tension. The average replication depth increased with increasing holding force, but the trend was smoother than with holding time. The standard deviation decreased with either holding time or holding force, as shown in Fig. 10. This result indicates that the uniformity over the chip can be improved by increasing holding time and/or holding force. Holding force has a relatively more significant effect on the uniformity than holding time in our experiments.

Average replication depth versus each holding factor

Standard deviation versus each holding factor
4.3 Temperature–time curves during embossing
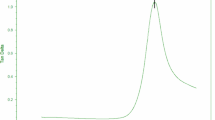
Figure 11 shows the temperature–time curves at two different locations of the embossing PMMA substrate. The hot plate temperature was 105 °C (the mould temperature was about 100 °C), the ultrasonic time was 15 s, the ultrasonic amplitude was 9 μm and the ultrasonic force was 450 N.

Temperature–time curves at two different locations during embossing
In the preheating stage, the temperature at the interface centre rose faster than at the corner, but both of the two temperatures varied little after 7 s. The temperature characteristic of the substrate surface depends on the heat input and dissipation. The heat transmission coefficient at the mould-substrate interface was higher than in the inner portions of the substrate in the start of the preheating stage. Thus, the heat input on the substrate surface was more than its heat dissipation, causing the surface temperature dramatically increasing at the initial preheating stage. However, the heat transmission quantity of the interface decreased when the temperature difference between the mould and the substrate decreased. Subsequently, the interface reached a thermal balance, and the interface temperature no longer varied with time. In our experiments, there is a time interval between holding the substrate and applying ultrasonic vibration. This interval differs from experiment to experiment. To improve the process repeatability, ensuring the same temperature distribution for each polymer substrate before embossing is necessary. Therefore, we started to apply ultrasonic vibration after the thermal balance was reached.
In the ultrasonic-vibration stage, the corner temperature increased from 60 to 137 °C in 15 s. Meanwhile, the centre temperature increased from 77 to 129 °C. At the beginning of the ultrasonic-vibration stage, there was a large temperature difference between the mould and the substrate. So, although the initial temperature increase was the combined action of ultrasonic vibration and heat transmission, but the heat transmission was still dominant. During the whole stage, the corner temperature increased more dramatically than the centre, even though the corner had greater heat dissipation. This result indicates that the corner has a high heat production rate, which may be caused by higher pressure or larger relative displacement at the interface.
The temperature difference between the corner and the centre became smaller during the holding stage, although there was an obvious difference when the ultrasonic vibration stopped. The temperature of the interface decreased to approximately 105 and 100 °C after holding time of 20 and 30 s, respectively. This explains why the replication quality barely improved with holding time longer than 20 s.
5 Conclusions
Local thermal assisted ultrasonic embossing was developed in this paper. The technique can replicate micro-structures on thermoplastic substrates with high replication quality and high throughput. The replication quality of the new technology is very approximate with thermal assisted ultrasonic embossing. The effects of the processing parameters on the replication quality were studied. Ultrasonic amplitude, ultrasonic time and hot plate temperature were significant factors that determined the replication depth, but only ultrasonic time had a significant effect on the uniformity. Increasing holding time or holding force improved the replication quality. Holding time had a more important effect on the replication depth than holding force, but holding force had a more significant effect on the uniformity. Through the temperature test experiment, the temperature–time curves at two different locations of the embossing PMMA substrate were obtained. We can deduce that the temperature characteristic during the embossing process is location-related and varies from one stage to another.
References
Cho YH, Seo Young S, Moon IY, Kim BH, Park K (2013) Facile fabrication of superhydrophobic poly (methyl methacrylate) substrates using ultrasonic imprinting. J Micromech Microeng 23:055019
Kafka J, Larsen NB, Steen S, Oliver G (2010) Fabrication of an all-polymer electrochemical sensor by using a one-step hot embossing procedure. Microelectron Eng 87:1239–1241
Lin C-H, Chen R (2006) Ultrasonic nanoimprint lithography: a new approach to nanopatterning. Microlith Microfab Microsyst 5(1):011003
Lin C-H, Wang C-Y, Chen R (2009) Assisted-heating for ultrasonic nanoimprint lithography. 9th IEEE Conference on Nanotechnology
Liu S-J, Dung Y-T (2005) Hot embossing precise structure onto plastic plates by ultrasonic vibration. Polymer Eng Sci 45(7):915–925
Liu S-H, Huang Y-C (2009) Manufacture of dual-side surface-relief diffusers with various cross angles using ultrasonic embossing technique. Opt Express 17(20):18083
Liu S-J, Huang Y-C, Yang S-Y, Hsieh K-H (2010) Rapid fabrication of surface-relief plastic diffusers by ultrasonic embossing. Opt Laser Technol 42:794–798
Liu C-W, Lee C-H, Lin S-H (2011) Sub-wavelength gratings fabricated on a light bar by roll-to-roll UV embossing process. Opt Express 19(12):11299–11311
Luo Y, Xu Y, Na Q, Wang X, Wang L (2013) Study of double-side ultrasonic embossing for fabrication of microstructures on thermoplastic polymer substrates. Plos One 8(4):e61647
Mark D, Haeberle S, Roth G, Stettenz F, Roland Z (2010) Microfluidic lab-on-a-chip platforms: requirements, characteristics and applications Chem. Soc Rev 39:1153–1182
Mekaru H, Takahashi M (2009) Ultrasonic nanoimprint on engineering plastics. J Vac Sci Technol A 27(4):785–792
Mekaru H, Nakamura O, Maruyama O, Maeda R, Hattori T (2007a) Development of precision transfer technology of atmospheric hot embossing by ultrasonic vibration. Microsyst Technol 13:385–391
Mekaru H, Goto H, Takahashi M (2007b) Development of ultrasonic micro hot embossing technology. Microelectron Eng 84:1282–1287
Mekaru H, Noguchi T, Goto H, Takahashi M (2008) Effect of applying ultrasonic vibration in thermal nanoimprint lithography. Microsyst Technol 14:1325–1333
Oh SS, Choi C-G, Kim Y-S (2010) Fabrication of micro-lens arrays with moth-eye antireflective nanostructures using thermal imprinting process. Microelectron Eng 87:2328–2331
Qin D, Xia Y, Whitesides GM (2010) Soft lithography for micro- and nanoscale patterning. Nature Protocol 5:491–502
Yang C, Yin X, Cheng GM (2013) Microinjection molding of microsystem components: new aspects in improving performance. J Micromech Microeng 23:093001
Zhang Z, Wang X, Luo Y, Zhang Z, Wang L (2009) Study on heating process of ultrasonic welding for thermoplastics. J Thermoplast Compos Mater 23:647–664
Zhu X, Simon TW, Cui T (2012) Hot embossing at viscous state to enhance filling process for complex polymer structures. Microsyst Technol 18:257–265
Acknowledgments
This research was supported by the State Key Development Program for Basic Research of China (Grant No. 2011CB013105), National Natural Science Foundation of China (No. 50975037 and No. 51205414), and National High Technology Research and Development Program of China (No. 2012AA040406).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Qi, N., Luo, Y., Wang, Xd. et al. Local thermal-assisted ultrasonic embossing for the fabrication of polymer microstructures. Microsyst Technol 21, 1101–1110 (2015). https://doi.org/10.1007/s00542-014-2306-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-014-2306-5