
Abstract
This paper reports an innovative technique for rapid fabrication of polymeric microlens arrays based on UV roller embossing process. In this method, a thin flat mold is fabricated by electroforming of nickel against a microlens master. The thin Ni mold with microlens cavities is then wrapped onto cylinder to form the roller. During rolling operation, the roller pressing and dragging the UV-curable photopolymer layer on the glass substrate through the rolling zone, the microlens array is formed. At the same time, the microlens array is cured by the UV light radiation while traveling through the rolling zone. The technique can be developed to an effective roll-to-roll process at room temperature and with low pressure. In this study, a roller embossing facility with UV exposure capacity has been designed, constructed and tested. Under the proper processing conditions, the 100×100 arrays of polymeric microlens, with a diameter of 100 μm, a pitch of 200 μm and a sag height of 21 μm can be successfully fabricated.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In recent years, polymeric microlens arrays have widely used in optical communication and optoelectronics applications. They are used for focusing light on detector array and for illumination in flat panel displays.
Many methods of fabricating microlens array have been reported. Some examples are photoresist reflow method (Daly et al. 1990; He et al. 2003; Lin et al. 2003), excimer laser ablation (Naessens et al. 2003), gray scale photolithography (Peng et al. 2002), microjet fabrication (MacFarlane et al. 1994) and polymer replication processes, including injection molding (Lee et al. 2004) and hot embossing (Ong et al. 2002).
Among these, injection molding is regarded as one of the best mass-production method to replicate microlens arrays. The process can be automated and used to fabricate optical MEMS structures with high productivity. However, the mold and machine are expensive. Hot embossing is another mass-production method to replicate microstructures onto thermoplastic substrates (Heckele et al. 1998; Becker and Heim 2000; Shan et al. 2003). Microstructure patterns can be formed by heating a polymer substrate above its glass transition temperature, pressing the polymer substrate with a micro-structured mold, and subsequently cooling the polymer to below its glass transition temperature. However, the process involves high temperature (typically about 120–200°C) and high pressure (typically about 5–40 kg/cm2). It is a time-consuming batch-wise process.
To reduce heating/cooling times, UV embossing process (Chan-Park et al. 2003, 2005) has been developed. The process uses UV-curable photopolymer and employees UV light to cure the photo-polymer. This low pressure/low temperature UV embossing process reduces cycle time. However, it is still a batch-wise process, wasting time in material handling. To further improve the productivity, rolling embossing is used in this study. Rolling is a popular polymer processing method, which allows continuous processing.
In this paper, UV roller embossing process for replicating microlens arrays has been proposed, developed and tested. In this method, the plastic microlens master is obtained by gas pressurized hot embossing of polycarbonate (PC) film over a silicon mold with micro-holes array (Chang and Yang 2003). A thin Ni mold is then fabricated by electroplating nickel against the plastic master. Next, the electroplated thin Ni mold is bent around a cushion layer on cylindrical steel rod to form the roller. During operation, the glass substrate is pre-coated with a thin layer of photopolymer (e.g. 20–30-μm thick of UV epoxy resin). Upon rolling, the Ni mold on the roller is brought into contact and presses the polymer layer on the glass substrate. After being dragged through, microlens patterns are formed. They are cured after being exposed to UV light radiation for a period time during traveling through the rolling zone.
In this experiment, a roller embossing system has been designed, implemented and tested. The replication quality, surface roughness and optical property of molded microlens arrays have been measured and analyzed.
2 Fabrication of thin Ni mold
The processing of fabricating of the thin Ni mold to be wrapped around the cylinder is described as follows: first of all, a silicon mold with micro-holes array is fabricated by photolithography and deep reactive ion etching. The micro-holes array with a diameter of 100 μm, a pitch of 200 μm and a depth of 65 μm is shown in Fig. 1.

Silicon mold with micro-holes array
The second step is to fabricate a microlens master by gas pressurized hot embossing of PC films over the silicon mold with micro-holes array. As shown in Fig. 2, the PC film/silicon mold stack is placed in a closed chamber and heated to the glass transition temperature (Tg ) of the plastic material through the bottom hot plate. After heating, the nitrogen gas is blown into the chamber to pressurize the stack. Under proper gas pressure, the polymer material is partially filled into the circular holes, stopped at certain distance, and formed a convex surface due to surface tension. After cooling down, the gas is vented, the chamber is opened, and the plastic film is removed from the silicon mold. Plastic film with microlens array can be obtained.

Gas pressurized hot embossing for fabrication of mother microlens
The final step is silver coating and Ni- electroforming. The 100-nm thick of seed layer of silver is deposited on the plastic film with microlens array. This silver-coated film with microlens array is then placed into an electroplating bath for several hours to form a 0.3-mm thick of Ni mold. Figure 3 show the SEM image of Ni mold and its surface profile scanned using the alpha-step 500. The electroplated Ni mold with cavity for forming microlens array has a diameter of 100 μm, a pitch of 200 μm and a depth of 21.8 μm.

SEM image of Ni mold and its surface profile
3 The UV roller embossing process
The thin Ni mold with microlens array cavity is wrapped around a cylinder to form the roller. A roller embossing is used to fabricate of polymeric microlens arrays on the glass substrates.
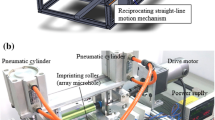
Figure 4 shows the construction of the roller embossing system. The system is composed of a UV-lamp, a roller stamp, a movable platform and a pneumatic cylinder unit. The power of UV-lamp (Philips, UV-A365) is 400 W/cm2 and wavelength range is 365–410 nm. A roller stamp is obtained by wrapping thin Ni mold with micro-features around a cylindrical steel rod. The flat platform, which holds the glass substrates can be dragged in the direction vertical to the roller stamp during rolling operation. The maximum rolling speed is 3 cm/sec. The pneumatic cylinder unit provides a constant embossing pressure during the rolling process. The maximum embossing pressure is 5 kgf/cm2.

Schematic drawing of the roller embossing apparatus
During the roller embossing operation, the roller rotates around the fixed axis, while the platform slides underneath the roller. The total cycle time is less than 10 s. The roller embossing process can be divided into three steps:
-
1.
A 30 μm thick of photopolymer is coated onto the glass substrate. A commercial UV curable epoxy resin (U13107, Sil-more industrial company, Ltd.,) is used. The refractive index is 1.54 at 665 nm wavelength. The viscosity is 500 cps at 25°C.
-
2.
The liquid photopolymer is filled into the cavity of nickel mold on the roller. With a specific force is applied over the roller stamp, the roller is brought into contact with the coated glass substrate.
-
3.
The photopolymer is transferred into the glass substrate; the microlens array is formed on the substrate after being rolled over. There microlens are then exposed to UV radiation during moving through the rolling zone. The glass substrate with microlens array is obtained.
4 Results and discussion
4.1 Effect of process conditions on the replication quality of microlens arrays
To study the effects of processing conditions on the replication quality of microlens, two processing parameters, i.e., the embossing pressure and rolling speed are chosen. The values used in the experiments are between 0.8 and 2.2 kgf/cm2 and 0.5–2.5 mm/s. By changing one parameter, with another parameter fixed at reference condition, the effect of each parameter on the replication quality of microlens using UV roller embossing can be investigated.
Figure 5 shows the SEM image and surface profile of the replicated microlens array under the condition of 1.2 kgf/cm2 embossing pressure and 0.5 mm/s rolling speed. Patterns of microlens have been successfully fabricated over the whole glass substrate. The polymeric microlens array has a diameter of 100 μm, a pitch of 200 μm and a sag height of 20.75 μm. The only deviation of the replicated microlens from the Ni mold is the sag height; the deviation is 4.8%.

SEM image and surface profile of the replicated microlens array under the condition of 1.2 kgf/cm2 embossing pressure and 0.5 mm/s rolling speed
To make satisfactory microlens array, the resin, the mold, and the processing parameters determine the “optimal molding area” of the specific system. The optimal molding area of this UV roller embossing with UV-curable epoxy resin can be defined on the plane of the two key processing parameters, namely, the embossing pressure and the rolling speed. As shown in Fig. 6, inside the molding area, the replicated microlens has good replication quality and the relative deviation in the sag height is less than 4.8%. On the contrary, if the embossing pressure is too high (greater than 2 kgf/cm2), the excessive embossing pressure causes distortion of the patterns on the Ni mold. On the other hand, if rolling speed is too high, the liquid photopolymer may not have enough time to fill the cavity of the mold and to be cured on the substrate. The proper rolling speed is 0.5~2 mm/s.

Optimal molding area of UV roller embossing process
4.2 The surface roughness and optical property of replicated microlens
To characterize the surface morphology of the plastic microlens array, the surface roughness has been measured by atomic force microscope (AFM). Figure 7 shows the AFM image and roughness analysis of a randomly picked microlens from a single lens array. The average surface roughness (Ra) of a microlens was 3.45 nm over a 5 by 5 μm area on the microlens top surface.

AFM image of a replicated microlens
The focused light spot has been measured by a beam profiler, which is composed of expanding lenses, filter, microscope, CCD system, and a 665 nm laser light source. Figure 8 shows a portion of the spot pattern produced by a single replicated microlens array. The image reveals the uniform focusing function of the microlens array.

Array of light spots produced by a 100 μm diameter microlens array with a 200 μm pitch
5 Conclusions
In this paper, an innovative method for fabricating microlens array on glass substrates using roller embossing process is reported. A roller embossing facility with UV exposure capacity has been implemented and tested. A large arrays of 100×100 microlens with a lens diameter of 100 μm, a pitch of 200 μm and a sag height of 21 μm has been successfully fabricated.
A silicon mold with micro-holes array is first made by photolithography and deep reactive ion etching. A polymeric master of microlens array is then made by gas pressurized hot embossing of PC film on the silicon mold of micro-holes array. The PC microlens master is then electroplated to form the thin Ni mold with microlens cavities array. The thin Ni mold is then wrapped onto cylinder to form the roller. An UV-curable resin is coated on the glass substrate before entering beneath the roller. After the roller dragging the coated glass substrate through rolling, microlens array is formed and is cured by the UV light radiation during traveling through the rolling zone. The microlens array has been successfully replicated. Under the proper processing conditions, the deviation of the replicated microlens is less than 4.8%. The surface roughness of the replicated microlens is 3.45 nm and the pitch of the focused light spot is uniform. These results show the potential of the roller embossing process for rapid mass production of microlens arrays.
References
Becker H, Heim U (2000) Hot embossing as a method for the fabrication of polymer high aspect ratio structures. Sens Actuators 83:130–135
Chan-Park MB, Lam YC, Laulia P, Joshi SC (2005) Simulation and investigation of factors affecting high aspect ratio UV embossing. Langmuir 21:2000–2007
Chang JH, Yang SY (2003) Gas pressurized hot embossing for transcription of micro-features. Microsyst Technol 10:76–80
Chan-Park MB, Yan Y, Neo WK, Zhou W, Zhang J, Yue CY (2003) Fabrication of high aspect ratio poly(ethyleneglycol)-containing microstructures by UV embossing. Langmuir 19:4371–4380
Daly D, Stevens RF, Hutley MC, Davles N (1990) The manufacture of microlenses by melting photoresist. Meas Sci Technol 1:759–766
He M, Yuan XC, Ngo NQ, Bu J, Kudryashov V (2003) Simple reflow technique for fabrication of a microlens array in solgel glass. Opt Lett 28(9):731–733
Heckele M, Bacher W, Müller KD (1998) Hot embossing – the molding technique for plastic microstructures. Microsyst Technol 4:122–124
Lee BK, Kim DS, Kwon TH (2004) Replication of microlens arrays by injection molding. Microsyst Technol 10:531–535
Lin CP, Yang H, Chao CK (2003) Hexagonal microlens array modeling and fabrication using a thermal reflow process. J Micromech Microeng 13:775–781
MacFarlane DL, Narayan V, Tatum JA, Cox WR, Chen T, Hayes DJ (1994) Microjet fabrication of microlens arrays. IEEE Photonics Technol Lett 6(9):1112–1114
Naessens K, Ottevaere H, Van Daele P, Baets R (2003) Flexible fabrication of microlenses in polymer layers with excimer laser ablation. Appl Surf Sci 208–209:159–164
Ong NS, Koh YH, Fu YQ (2002) Microlens array produced using hot embossing process. Microelectron Eng 60:365–379
Peng Q, Guo Y, Liu S (2002) Real-time gray-scale photolithography for fabrication of continuous microstructure. Opt Lett 27(19):1720–1722
Shan XC, Maeda R, Murakoshi Y (2003) Micro hot embossing for replication of microstructures. Jpn J Appl Phys 42:3859–3862
Acknowledgments
This work was partially supported by the National Science Council (series no NSC93-2218-E-002–020) of Taiwan. The experimental work is mainly carried out at the MEMS Laboratory in the Nano-Electro-Machanical-Systems Research Center at NTU. The financial and technique supports are gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Chang, C., Yang, S. & Sheh, J.L. A roller embossing process for rapid fabrication of microlens arrays on glass substrates. Microsyst Technol 12, 754–759 (2006). https://doi.org/10.1007/s00542-006-0103-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-006-0103-5