
Abstract
This study used flexible polymer materials in large-area roll printing to control the curvature feature size of the microstructure mold array of polydimethylsiloxane (PDMS) through system-developed equipment and gas-assisted molding processing. It designed and developed special roll printing equipment for curvature-adjustable flexible polymer mold for a series of tests regarding material mechanical properties. Mold, wear characteristics, and mechanical property parameters were obtained for experimental simulation, where the optimal parameters of microstructure mold forming with gas-assisted control were simulated. The simulation results were consistent with those in actual roll printing. The preliminary optical testing and applications were carried out, and verified that the innovative continuous roll printing process can obtain good large-area array forming structures.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Both microelectromechanical systems (MENS) (Eckel et al. 2016; King 2016; Yazdani and Payam 2015) and nanoelectromechanical systems (NEMS) (Bleiker et al. 2017; Chen et al. 2016; Weng et al. 2017) are novel and hot technologies that produce micro-nanoscale mechanical and photoelectric components in a small scale. This technology has contributed to the sci-tech industry in fields of biomedical technology, photoelectric technology, display technology, and micro-systems. In a microelectronic mechanical system (MEMS) there are many heavy and complicated procedures in micro-component development and production, as well as blind spots in the use of energy and time, which have no settlement (breakthrough) to date. Moreover, after the production of a series of products, it is difficult to make modifications or minor adjustments to some sizes, as such changes would have far-reaching influence, which limits the efficiency of modern technology industries. Developed for micro-system production, the Roll to Plate (R2P) (Lee et al. 2017; Zhou et al. 2015; Li and Chu 2017; Weng and Chen 2015; Weng 2015; Yi et al. 2015) and Roll to Roll (R2R) (Kooy et al. 2014; Kim et al. 2014; Sohn et al. 2013; Kothari et al. 2016; Choi et al. 2016; Chuang et al. 2017) are strong and efficient production modes, and their rapid development is quite important for the high-tech industry, thus, they have gradually entered the mature stage. This study proposed a new and simple production mode for future technological and industrial development, in order to significantly reduce the production costs of the technology industry. Hence, this study investigated large-area roll printing and replication forming with the curvature control of microlens array structures, which was designed to conduct roll printing tests with the R2P production mode, in order to extrude a gas-filled flexible polymer film from an aluminum case roller to form a microlens mold structure, which acts as the roll printing microstructure mold by controlling the gas pressure. Then, in order to simplify the mold preparation process and save energy and time, roll printing and forming was conducted by the R2P production mode.
2 Experimental
2.1 Discussion on SU8 friction test by polymer film mechanical properties testing and forming
In this section, the mechanical properties of the polymer film, as prepared in different composite proportions, were tested by tensile testing at room temperature, in order to obtain the material parameters for simulation in this study. According the experimental results, at the proportions of 15:1, 10:1, and 5:1 between the main agent (SYLGUARD-184A) and the hardening agent (SYLGUARD-184B), the stress–strain diagram of the polymer film in the microtensile testing at the different ratios of hardening agents and the stress–strain diagram at the (10:1) ratio of the hardening agent at different tensile times, respectively, while the mechanical properties are shown in Table 1. The gas pressure control at different hole sizes and under different polymer film conditions were analyzed by software to estimate the optimal parameters and operating range of gas-filled polymer films and microstructure mold. Simulation formability was analyzed by professional software, in order to provide reference for formability simulation and the operational range of different aluminum case thickness, hole diameters, and polymer film laying ranges.
2.2 Design, production, and mold preparation of a curvature-adjustable polymer mold roll printing system
2.2.1 Design and production of a curvature-adjustable polymer mold roll printing system
This study developed a curvature-adjustable polymer mold roll printing system, which mainly consists of a roll printing-driven unit, gas-assisted control unit, aluminum case, and roller polymer film forming unit, as well as an exposure, curing, and forming unit, as shown in Fig. 1. This system designed reciprocating motions, in order that there was no idle loop during machine motion. Moreover, while the roller polymer film forming unit was the most important, the different roller diameters, hole sizes, and other geometric parameters must also be considered during design and preparation.

A curvature-adjustable polymer mold roll printing system of a flexible polymer mold a design drawing, b physical drawing
2.2.2 Application of laser machining technology and micro-drilling technology to the production of the original micro-hole mold
After the original mold of a micro-hole template was produced by laser machining and micro-drilling technologies, a gas-assisted control machine was used to form the polymer film in the mold for micro-roll printing. Moreover, the radius of the hole was regarded as the limited radius of the spherical lens (\({\text{R}}_{{\text{e}}}\)) of the mold, and the contour of the limited radius of the spherical lens was mainly used as the mold in this study.
2.3 Roll printing uniformity testing of roller and photoresist
In this section, a pressure sensitive adhesive film was used for initial roll printing, and roll printing uniformity was detected according to the color development of broken microspheres. Regarding the selection of the photoresist, UV-curable resins were used as the material for roll printing and replication. In order to confirm and adjust the system equipment to the optimum condition to achieve roll printing uniformity, the pressure sensitive adhesive film was put in the roller printing position to obtain its color variation.
2.4 Steps of microstructure mold forming and roll printing forming
The two-stage multi-step microstructure mold forming and roll printing process is shown in Fig. 2. The first stage is microstructure mold forming (2 steps), and the order is: (a) install an array aperture roller and a polymer film of appropriate thickness, (b) fill gas to control the polymer film to pass through the aperture to form a mold. The second stage is roll printing and forming, which includes 3 steps, and the order is: (c) place transparent substrates on a transparent quartz roll printing mobile platform and coat it with the UV curing photoresist, (d) uniformly press both ends of the roller and drive the mobile platform, (e) carry out roll printing and turn on the UV lamp for exposure, curing, and forming.

Two-stage multi-step microstructure mold forming and roll printing process in this study
3 Results and discussion
3.1 Analysis of microstructure forming simulation under gas-assisted control
In this section, aluminum was used as the template to form the microstructure roller holes of the polymer film, PDMS was used as the polymer film material, and the enclosed arbor hole was filled with gas, in order to extrude the polymer film out of the roller hole by gas pressure to form the microstructure mold. The material parameters are, as follows: for aluminum, Density = 2770 \({\text{Kg}}\;{\text{m}}^{ - 3}\), Young’s Modulus = 7100Mpa, Poisson’s ratio = 0.33; for the PDMS polymer film, Density = 965, Young’s Modulus = 1.72Mpa, Poisson’s ratio = 0.495.
3.1.1 Simulation of the effects of aluminum-case rollers of different thicknesses on the formability of microstructure mold
In this section, at a fixed pressure of 0.06 Mpa under gas assistance, and by simulating the PDMS mold at different aluminum case thicknesses (0.3 mm, 0.5 mm), aluminum case hole diameters, and with the full-circle PDMS polymer film of different thicknesses, a complete arc-shaped simulated forming process window was obtained, as shown in Tables 2 and 3. According to the analysis results in Fig. 3, when the aluminum case thickness is 0.3 mm, the diameter is 20 mm, and the PDMS thickness is 15 mm, a column height formed the mold (as indicated by the arrow in the figure), and as the aluminum plate cannot bear the force, it deforms. Moreover, if the holes are too close to each other, the holes will pull each other during testing, which results in incomplete forming. In addition, a perfect arc surface can be obtained when the aluminum case thickness is 0.5 mm, the hole diameter is 20 mm, and the PDMS thickness is 12 mm. Based on the scale, the radius of the semi-circular section in the figure is close to the radius of the hole, which is 10 mm, as shown in Fig. 4. When the aluminum case thickness is 0.5 mm, the hole diameter is 20 mm, and the PDMS thickness is 20 mm, it indicates that the aluminum case with a thickness greater than 0.5 mm is a better choice, as shown in Fig. 5.

Column height in forming the mold (as indicated by the arrow in the figure)

The radius of the semi-circular section of the 0.5 mm thick aluminum case is close to the radius of the hole

Under the condition of the aluminum case thickness of 0.5 mm, hole diameter of 20 mm, and PDMS thickness of 20 mm, the situation that the radius of the semi-circular section is close to the radius of the hole is simulated
3.1.2 Simulation of the effects of PDMS polymer films of different laying degrees on the formability of microstructure mold
This paper studied the R2P system. As the rolling printing platform has limited range, the platform moves back and forth in the actual operation of roll printing. In order to improve the output efficiency and eliminate idle running time, this section compares the formability of the microstructure lens mold of 1/2-circle and the full-circle PDMS polymer films. Under the simulated conditions of aluminum case thickness = 1 mm, hole diameter = 10 mm, and PDMS (10:1) thickness = 20 mm, the same gas pressure is used to assist forming. According to the simulation results, the microstructure lens mold formed by the 1/2-circle PDMS polymer film is smaller, smoother, and has lower stress distribution than that formed by the full-circle PDMS polymer film, as shown in Fig. 6. Based on the scale, the radius of the lens is 5 mm. In addition, the lens of the completely laid PDMS polymer film is conical and has a high stress distribution, as shown in Fig. 7. This study concludes that there is insufficient space to form the edge of the microstructure lens mold when the completely laid PDMS is used for printing. While the pressure can completely extrude the polymer film to reach the required height at the hole, as there is extra space at the edge of the 1/2-circle model, it releases the pressure, and the formed microstructure lens mold is low in height.

Analysis of the formability of the microstructure lens mold of the 1/2-circle PDMS polymer film a stress distribution diagram, b stress vector diagram

Analysis of the formability of the microstructure lens mold of the full-circle PDMS polymer films a stress distribution diagram, b stress vector diagram
3.2 Discussion of roll printing formability and the measurement of optical uniformity
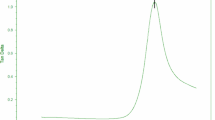
The original mold of the microstructure hole template, as obtained by laser machining technology, formed a mold with gas-assisted control for this roll printing experiment. According to the results, a uniform microstructure can be obtained after the pressure of the roll printing is set at 0.08Mpa, as shown in Fig. 8. In addition, optical testing was conducted on the roll printing lens array, and the optical analysis results are consistent, as shown in Fig. 9, which demonstrates that the system process in this study can successfully regulate the microstructure mold, and achieve stable replication forming by regulating its feature size.

Roll printing and forming of a microlens array structure

Optical analysis of a microlens array structure
4 Conclusions
This study used flexible polymer materials in large-area roll printing to control the curvature feature size of the microstructure mold array of polymer materials through system-developed equipment and gas-assisted molding processing. It developed a curvature-adjustable flexible polymer mold roll printing system, and conducted uniformity testing. The original micro-holes were made in rollers by laser machining technology and micro-drilling technology. PDMS was adopted as the polymer film material. Regarding the process technology, the polymer film was extruded out of the roller hole to form a microstructure mold at a certain gas pressure. According to the analysis of the forming simulation of the forming process window of microstructure mold at different aluminum case roller thicknesses, in this study structure, the perfect arc surface was obtained when the aluminum case thickness was 0.5 mm, the hole diameter was 20 mm, and the PDMS thickness was 12 mm. In addition, the microstructure lens mold formed by the 1/2-circle PDMS polymer film was smaller, smoother, and had lower stress distribution than that formed by the full-circle PDMS polymer film. Finally, as demonstrated by the formability discussion and the measurement of optical uniformity, optical testing was conducted to the roll printing lens array in this process system. The optical analysis results were consistent. Overall, the system process in this study successfully regulated the microstructure mold, while the simulation method provided an effective evaluation of microstructure roll printing and replication. The results achieved stable replication forming by regulating the feature size, thus, this study provides an innovative microstructure process technology.
References
Bleiker SJ, Dubois V, Schröder S, Stemme G, Niklaus F (2017) Adhesive wafer bonding with ultra-thin intermediate polymer layers. Sens Actu A 260:16–23
Chen RH, Weng YJ, Hurng HY, Wang YL, Tsai CT (2016) Study of transfer printing using micro-dynamically-regulated micro-structural flexible mold. Optik Int J Light Electron Opt 127(7):3590–3596
Choi S, Kook Y, Kim C, Yoo S, Park KS, Kim SM, Kang S (2016) The effect of mold materials on the overlay accuracy of a roll-to-roll imprinting system using UV LED illumination within a transparent mold. J Micromech Microeng 26(6):065004
Chuang CH, Lu DM, Wang PH, Lee WY, Shaikh MO (2017) Antireflective polymer films via roll to roll UV nanoimprint lithography using an AAO mold. Microsyst Technol 1–7
Eckel ZC, Zhou C, Martin JH, Jacobsen AJ, Carter WB, Schaedler TA (2016) Additive manufacturing of polymer-derived ceramics. Science 351(6268):58–62
Kim G, Shin JH, Choi HJ, Lee H (2014) Fabrication of transparent and flexible Ag three-dimensional mesh electrode by thermal roll-to-roll imprint lithography. J Nanopart Res 16(9):2500
King H (2016) Direct integration of dielectrophoresis, pneumatic pumping, and reversibly bonded polymer moulds for mems based lab-on-chip applications.
Kooy N, Mohamed K, Pin LT, Guan OS (2014) A review of roll-to-roll nanoimprint lithography. Nanoscale Res Lett 9(1):320
Kothari R, Howell I, Zhou Y, Hendricks NR, Beaulieu MR, Watkins JJ (2016) Direct imprint patterning of 2-D and 3-D nanoparticle/polymer hybrid and crystalline metal oxide structures for printed optical, electronic, and energy devices. In: Electronic System-Integration Technology Conference (ESTC), 2016 6th (pp. 1–2). IEEE.
Lee LS, Mohamed K, Ooi SG (2017) The development of 8 inch roll-to-plate nanoimprint lithography (8-R2P-NIL) system. In: AIP Conference Proceedings (Vol. 1865, No. 1, p. 020005). AIP Publishing.
Li S, Chu D (2017) A review of thin-film transistors/circuits fabrication with 3D self-aligned imprint lithography. Flex Print Electron 2(1):013002
Sohn KJ, Park JH, Lee DE, Jang HI, Lee WI (2013) Effects of the process temperature and rolling speed on the thermal roll-to-roll imprint lithography of flexible polycarbonate film. J Micromech Microeng 23(3):035024
Weng YJ (2015) UV-curable technique of magnetic roller soft mold and microstructure pattern replication. Int Polym Proc 30(1):63–69
Weng YJ, Chen RH (2015) The application of magnetic fluid bag micro-roll imprinting technology in optical anti-reflective and solar concentrator soft film replication. Optik-Int J Light Electron Opt 126(19):2080–2086
Weng YJ, Chang CL, Hsiao YH (2017) Gas-assisted light-cure microstructure transfer molding and transfer transformation. Microsyst Technol 23(4):1081–1090
Yazdani M, Payam AF (2015) A comparative study on material selection of microelectromechanical systems electrostatic actuators using Ashby. VIKOR and TOPSIS Mater Design 1980–2015(65):328–334
Yi P, Wu H, Zhang C, Peng L, Lai X (2015) Roll-to-roll UV imprinting lithography for micro/nanostructures. J Vacuum Sci Technol B Nanotechnol Microelectron Mater Process Measure Phenom 33(6):060801
Zhou Y, Shen S, Zhang J, Jin PF, Liu YH (2015) Fabrication of sub-wavelength antireflective structures using a soft roll-to-plate nanoimprinting lithographic method. Adv Mater Res 1118.
Acknowledgement
This work was partially supported by the Ministry of Science and Technology (Series no. MOST 109-2221-E-415-005) of Taiwan, Republic of China.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Weng, YJ., Lee, HJ. Large-area roll printing and replication forming with curvature control of microlens array structures. Microsyst Technol 27, 3437–3445 (2021). https://doi.org/10.1007/s00542-020-05131-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-020-05131-x