
Abstract
While lipid extraction from wet microalgae has attracted attention as an economical method for microalgal biofuel production, few studies have focused the actual separation of extract phase from the emulsified extraction mixture. Here, a novel approach which utilizes hydrophobic/oleophilic filter was developed for the efficient solvent recovery. The filter was surface-modified by coating a functional polymer via initiated vapor deposition for the selective solvent permeability. While acid-treated Chlorella sorokiniana HS1 and n-hexane was stirred for lipid extraction, tubular filter module was immersed into the mixture for separation. The mixture was kept stirred during the separation to inhibit the buildup of cell debris on the filter by inducing crossflow on the filter. Extract phase was separated directly from the raffinate phase with high separation efficiency (> 98.3%) while maintaining permeation flux. The place-, space- and energy-efficient strategy reported here could be a useful tool for the solvent extraction process.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Intracellular microalgal lipid, mainly composed of triacylglyceride (TAG), can be converted to biofuel such as jet fuel or biodiesel, a potential substitute for fossil fuels, via catalytic processing [1, 2]. Microalgae outperform other biomass for the biofuel production in terms of their high lipid content [3], carbon fixation rate [4, 5]. For the commercialization of microalgal biofuel, however, development of cost-efficient lipid extraction process is required because the conventional method accompanies the energy-intensive drying of wet microalgae and the use of polar solvent, which requires the unfavorable high-temperature distillation for solvent recycle [6, 7]. As an alternative, solvent extraction of lipid directly from wet microalgae (wet lipid extraction) with the use of non-polar solvent has been proposed [8]. To compensate for the inefficiency of non-polar solvent in extracting lipid in an aqueous medium, various cell disruption method before extraction have been actively studied [9].
After wet lipid extraction, an emulsified mixture of raffinate (aqueous phase and delipidated cells) and extract (lipid-in-solvent) phase is produced [10]. For the further processing of lipid to target biofuel, extract phase should be recovered from the emulsified mixture via proper phase separation method. However, few studies have reported the actual recovery of the extract phase and most studies for of wet lipid extraction have used the separation methods just for the purpose of quantifying and analyzing the extract [7, 11, 12]. The most commonly used methods for the solvent recovery are sedimentation and centrifugation, both of which exploit the density difference of the two phases. Sedimentation is inevitably accompanied by long separation times since microalgae-derived surfactants inhibit the spontaneous phase separation by gravity [13]. This method of phase separation is inefficient and usually requires a large floor space and considerable solvent holdup. Centrifugation employs external gravitational force, and thus, emulsions can be separated more effectively quickly. However, from the perspective of energy consumption, when judging the energy consumption, centrifugation for mass production of lipid is not cost-efficient for mass production of lipid [14]. Therefore, the actual recovery of solvent for large-scale biofuels production via the above methods is not an optimal choice.
Membrane separation is regarded as a simple but well-established technology that is scalable, compatible with continuous processes [15, 16], and widely applied to the separation of various oil/water mixtures [17, 18]. Selective oil/water separation relies on the surface energy differences between the liquid phase and the membrane surface. For effective separation, therefore, the surface energy of the membrane surface must be carefully controlled. For this purpose, we developed novel hydrophobic/oleophilic filter by modifying the filter surface using an initiated chemical vapor deposition (iCVD) process, a method of depositing functional polymer films in the vapor phase with exceptional conformal coverage on the membrane surface [19]. iCVD surface modification imparts selective wettability to a filter surface by applying a uniform conformal coating of functional monomers while preserving the filter structure. With this oil-permeating filter lipid-rich chloroform layer was separated after microalgal lipid extraction with excellent high rejection of water by dewetting and cell debris by size exclusion, respectively [19, 20]. However, that method was a gravity-driven and can only separate sublayer solvent and cannot be operated continuously due to filter fouling by cell debris.
This work aimed to develop an improved solvent recovery method for the wet lipid extraction from microalgae to complement the existing methods. This novel separation system incorporated a hydrophobic/oleophilic filter and was designed for continuous operation with low filter fouling rate. The effect of solvent-to-feed ratio, impeller stirring speed and filter pore size on the separation performance was investigated. Lastly, the filter reusability after filter-cleaning was also investigated.
Materials and methods
Materials
An aqueous suspension of Chlorella sorokiniana HS1 (< 2 g/L) was supplied by Chloland (Republic of Korea) The microalgal strain was cultivated in open-pond with 20 g/L of fertilizer, Eco-sol (25-9-18, Hannong, Republic of Korea) [21]. The suspension was concentrated in our lab via centrifugation (up to 250 g/L), and then lyophilized. Total lipid content, analyzed based on a Folch method in gravimetric yield [22], was determined to be 14 ± 1% (w/w dry cell). n-Hexane (HPLC grade > 99%, Merck, Germany) was used as the solvent for lipid extraction. Sulfuric acid (98%, Sigma-Aldrich, USA) was used as an acid catalyst for cell disruption. Oil-red O and methylene blue (Sigma-Aldrich, USA) were used to stain solvent and aqueous phase, respectively, for microscopic images. All of the chemicals in this study were used as received without further purification.
A hydrophobic/oleophilic filter was prepared by coating the mesh surface with hydrophobic polymer monomer, 1H,1H,2H,2H-perfluorodecyl methacrylate (PFDMA, Jihyun Chem Co., Ltd., Republic of Korea). Stainless-use-steel (SUS) meshes with pore sizes of 38, 20 and 10 μm (Nilaco, Japan) were used as the substrate materials. The corresponding monomer, and an initiator, tert-butyl peroxide (TBPO, 98%, Sigma Aldrich, USA), were injected at flow rates of 0.2 sccm and 0.4 sccm, respectively, into an iCVD chamber (Daeki Hi-tech, Inc., Republic of Korea). The chamber pressure and substrate temperature were set to 90 mTorr and 40 °C, respectively [23].
Methods
Microalgae cell disruption by acid hydrolysis
The lyophilized microalgal biomass was added to sulfuric acid solutions having concentrations of 1 N, so the resulting mixture had a biomass concentration of 50 g/L. The hydrolysis reaction was performed in an oil bath at 120 °C with stirring at 300 rpm for 120 min. Samples were taken at 10-min intervals and then quenched in an ice bath for analysis. To determine the quantity of lipid that could be extracted from the disrupted cell, the suspension was mixed with an equal volume of hexane using a vortex mixer for 12 h at room temperature (hexane-extractable lipid). After mixing, the samples were centrifuged at 10,000g for 3 min to achieve product separation. After centrifugation, the supernatant solvent was placed on an aluminum weighing dish, and the extract phase was evaporated by nitrogen purging. The dried supernatant was considered to be the lipid product, and the hexane-extractable lipid yield was calculated as follows:
where W1 is the weight of the dish with the lipid, Wd is the weight of the empty dish, Ws is the weight of the total lipid in the sample, V1 is the volume of supernatant collected, and V2 is the volume of the total supernatant in the mixer.
Wet lipid extraction from disrupted microalgae
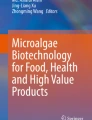
Solvent extraction was carried out in a 1.5-L cylindrical vessel containing four radial baffles 1 cm in diameter and equipped with an overhead stirrer (Daehan, Republic of Korea) (Fig. 1). A 6-blade Teflon-coated impeller (width 4 cm, height 1 cm to 0.5 cm, bottom clearance 2 cm) was used to stir the mixture. An external heating jacket fixed the temperature (55 °C) of the mixture in the vessel. Extraction was carried out without external pressurization. 500 mL of disrupted cell suspension (50 g/L) and various volume of hexane were placed in the vessel and stirred at 500 rpm. 5 mL of the emulsified mixture in the extraction vessel was collected every 10 min, centrifuged at 10,000g for 3 min, and the supernatant was dried to quantify the lipid extraction yield based on total lipid and calculated in the same way as hexane-extractable lipid yield was calculated.

A schematic illustration of wet lipid extraction from microalgae and in situ solvent recovery with the hydrophobic/oleophilic filter. By mixing the disrupted cell and solvent in the extraction vessel (left), lipid extraction was carried out. By coating PFDMA onto the mesh via iCVD process, the hydrophobic/oleophilic filter was fabricated (right). Represented mesh had 20 µm of pore size and dewetted liquid droplet on the filter was dyed water. By immersing filter module into the mixture in the vessel, the separation was carried out
In situ solvent recovery
To recover the extract phase directly from the mixture stirred in the extraction vessel, hydrophobic/oleophilic pPFDMA-coated mesh filter was introduced into the extraction vessel. To facilitate the immersion of the filter into the emulsified mixture, a perforated tube was wrapped with one of the filter meshes, The tube was cylindrical, 10 mm in diameter, and included a rectangular pore 10 mm in width and 30 mm in length (Fig. 1). The filter module was inserted from the top of the mixer cap into the vessel and was oriented perpendicular to the stirring direction. The separation process was started only after the maximal lipid extraction yield had been achieved, and external pressurization was not used for the separation. The liquid components (filtrate), separated from the mixture, flowed into the tube through the filter and pooled in the tube, were siphoned out (Supplementary video 1, 2). The flow rate at the pump output was assumed to be the flow rate of the filtrate passing through the filter. To pump out the filtrate, a peristaltic pump was used, and the separation performance such as separation efficiency, recovered amount and permeation flux was calculated as described in Sect. 2.6.
Analytical methods
The morphology of the filter was investigated using a field emission scanning electron microscope (SU8230, Hitachi, Japan) operated at 2 kV without a metal coating. The conductivity of the mixture was measured by a conductivity meter (FiveGo, Mettler Toledo, USA). Optical microscopy images of extraction mixture were collected using a microscope (DM2500, Leica Microsystems, Germany). Mixture pressure was measured by using digital pressure manometer (DAIHAN, Republic of Korea). The contact angle of a liquid droplet on the filter was measured by contact angle analyzer (Phoenix 150, SEO, Inc. Republic of Korea). The breakthrough pressure of the aqueous phase on the filter was calculated by the maximum height of the rejected aqueous phase until it passes through the filter (Pbreakthrough = ρgh). Solid components in the filtrate were measured by filtering the filtrate by 0.2 µm pore size of Teflon filter and weighing the residue. Separation efficiency, recoverable amount, permeation flux was calculated as follows:
where Vper is the volume of permeated water in the filtrate, Vfil is the volume of filtrate recovered, Vf is the total volume of solvent, A is the filter area, and t is recovery time.
The amount of water permeated in the liquid filtrate was measured using the Karl Fischer method (ISO 760:2007). When measuring the permeation flux and separation efficiency, the filtrate was allowed to be recycled back into the vessel. On the other hand, when determining the amount of recovered solvent, the filtrate was continuously removed without recycling.
Reuse of filter
After 5 h of separation experiment, the used filter was separated from the tube and washed with a washing solution (1 M NaOH + isopropyl alcohol, 1:1 v/v) by sonication for 10 min. After the sonication, the filters were dried in a thermal oven at 70 °C for 1 h. The dried filters were reused, and another run of separation was repeated. The reusability of the filters was evaluated by measuring the average permeation flux and average separation efficiency during a run of the experiment.
Results and discussion
Extraction mixture characterization
To prepare the extraction mixture for solvent recovery, lipid extraction from wet disrupted C. sorokiniana HS1 was carried out. Before extraction, the cell was disrupted by acid hydrolysis, which is a widely used method for cell disintegration [9, 24, 25]. The effectiveness of acid treatment at 120 °C for lipid extraction was tested by varying H2SO4 concentration (Fig. 2a). After acid treatment, suspension of cell debris was mixed with hexane via vigorous vortex mixer to determine how much lipid could be extracted (hexane-extractable lipid) and hexane-extractable lipid yield was used to find out whether enough cell disruption for lipid extraction was achieved. The yields of hexane-extractable lipid at each time increased with the increase in the H2SO4 concentration up to 1 N, and the yield increase became saturated after 60 min (Fig. 2a). To achieve maximal lipid extraction via acid treatment, the cells were treated with 1 N H2SO4 for 60 min.

Acid treatment of C. sorokiniana HS1 and lipid extraction. a Hexane-extractable yield. Inset values represent the sulfuric acid concentration. Hexane and the aqueous suspension of the disrupted cell (v/v = 1) were mixed vigorously. b Lipid extraction yield when mixing acid-treated microalgae (1 N of H2SO4 for 60 min with the various volume of hexane (hexane:biomass v/v = 1.5, 1.0, and 0.5). Error bars represent the standard deviation of triplicate experiments
Different volume ratios of hexane were added to the disrupted cell suspension (e.g., 1.5, 1.0 and 0.5 v/v hexane:biomass). The mixture was stirred at 500 rpm for lipid extraction in the extraction vessel. As shown in Fig. 2b, lipid extraction yields of three cases all reached the hexane-extractable lipid yield (94% of total lipid). The maximum lipid extraction yield was not affected by the amount of hexane used within the conducted experimental conditions. Only the extraction speed was affected by the solvent amount. The aqueous phase was successfully dewetted on the various pore size of filters (108 ± 2°) while the extract phase was completely wetted (~ 0°). Breakthrough pressure of aqueous phase on the filter was 3.11 kPa for a 38-μm filter, 6.33 kPa for a 20-μm filter, and more than 11.0 kPa for a 10-μm filter. Hexane was continuous phase in (hexane:biomass v/v = 1.5) and (hexane:biomass v/v: 1.0) mixtures and dispersed phase in (hexane:biomass v/v = 0.5) mixture based on the conductivity measurement, and the mixture of (hexane:biomass v/v = 1.0) showed not only continuous hexane phase, but a small portion of dispersed hexane droplet through the microscopic observation (Supplementary Fig. 1).
In situ solvent recovery
To find out whether the fabricated filter could successfully block the raffinate phase while letting the extract phase pass through within the designed separation system, separation experiments were carried out using (hexane:biomass v/v = 1.5, 1.0 and 0.5) mixture. We first maintained the lipid extraction conditions (stirring speed was 500 rpm, and the temperature was 55 °C) and recovered the filtrate by pumping it out and then analyzed it. Although filter was fabricated to be hydrophobic, aqueous phase could pass through the filter in the presence of force above a breakthrough pressure of filter [26]. Pressure applied to the filter was hydrostatic pressure and shear force by impeller stirring. Manometer showed that in our filter location, the pressure samples on the filter did not exceed the breakthrough pressure (0.29 ± 0.03 kPa for 500 rpm and 0.51 ± 0.07 kPa for 1000 rpm).
In the current filter design, the purpose of the impeller stirrer was not only to increase permeation flux, but also to reduce the filter fouling rate caused by cell debris buildup via fluid-shear, not dissimilar to a crossflow filtration process [27]. If the separation were carried out effectively despite the stirring designated for lipid extraction, our separation system would be meaningful because extraction and phase separation could be carried out simultaneously in the continuous process. Also, this system could be applied when a solvent that has a higher density than water was used because mixing makes the solvent keep contacting the filter. We first used the 20 μm pore size of the filter.
One of the main advantages of the proposed system is that the solvent can be recovered continuously from the emulsion phase at a high separation efficiency without the need for external pressurization (Fig. 3). Although the permeation flux of each samples slightly decreased with separation time (183–173 L/m2/h for (hexane:biomass v/v = 1.5), 156–140 L/m2/h for (hexane:biomass v/v = 1.0) and 110–95 L/m2/h for (hexane:biomass v/v = 0.5), separation proceeded constantly for 5 h or more (Fig. 3a). Permeation flux was lower with the less use of hexane. Cell debris permeation was not detected although individual cell size of C. sorokiniana HS1 is about 3–5 μm [28] which is smaller than the mesh pore size since cells were disintegrated and aggregated each other after acid treatment (Supplementary Fig. 1).

Separation performance using PFDMA-coated filter. a Permeation flux, b recovered amount, c separation efficiency. Separation was carried out at 500 rpm and 55 °C. Filter pore size was 20 μm. Error bars represent the standard deviation of triplicate experiments
Based on microscopic images (Supplementary Fig. 1), the oil droplet size of the (hexane:biomass v/v = 0.5) mixture was about 20 μm, and the mixture of (hexane:biomass v/v = 0.25) was about 2–10 μm. When low hexane:biomass ratio was used (i.e., hexane:biomass v/v = 0.25), no liquid was able to permeate through the mesh filter (data not shown). Even though both emulsions (hexane:biomass v/v = 1.5 and 1.0) had hexane as the continuous phase, the emulsion with lower hexane:biomass ratio (i.e., hexane:biomass v/v = 1.0) also contained additional smaller oil droplets, and a lower permeate flux was observed. These results suggest that small oil droplets may not be able to pass through the filter in the current system. Therefore, finely divided oil droplets may be unable to pass the filter spontaneously in our system. Further development of filter media is required for effective emulsion separation in our system.
Recovered amount of solvent was 80.1% for (hexane:biomass v/v = 1.5), 72.9% for (hexane:biomass v/v = 1.0), and 43.6% for (hexane:biomass v/v = 0.5) mixture in a batch operation (Fig. 3b). The recoverable amount of solvent was also lower with the less use of hexane. It may be worth discussing in terms of net hexane unrecovered. Assuming 1 L of wet algae was used, (hexane:biomass v/v = 1.5) mixture has unrecovered hexane of 0.3 L, (hexane:biomass v/v = 1.0) has 0.271 L, and (hexane:biomass v/v = 0.5) has 0.282 L, which were similar in volume. Our hypothesis for this observation is that the filtrate should be in the form of free liquid (i.e., not bound or held up by cell debris). As the ratio of cell debris:solvent increases, more of the solvent would be bound to cell debris, therefore, become less likely to wet the filter. Therefore, this may cause a reduction in the permeation flux as well as the amount of recovered solvent. To separate a much-concentrated sample using our separation system, more effective tools would be required such as pressurization to drag the solvent held with cell debris. During the 5 h of separation, separation efficiency was maintained above 98.3% (Fig. 3c).
Effects of stirring rate on permeation flux
Adding shear force on a filter surface is a commonly used method for reducing filter fouling due to cell debris [29]. The effects of the stirring rate of the impeller on the permeation flux were investigated (Fig. 4). Separation of the series of samples was carried out varying the stirring speed from 0 to 750 rpm. At the stirring speed below 250 rpm, a sharp decrease in the permeation flux was found in all three samples. It appears that filter fouling has occurred at lower stirring rate due to the reduction of agitation-derived shear forces. This is apparent when observing the filter surfaces after one batch of separation under SEM (Fig. 5), where the filter pores were clogged by cell debris. Interestingly, we also noted that even when operating at high stirring speed (> 250 rpm), the wire mesh can still be covered by cell residues. Therefore, it is likely that the filter performance may be compromised with extended operation period (> 300 min), indicated by a slight decrease in permeation flux and separation efficiency at time = 300 min (Fig. 3). Therefore, for long-term operations, a suitable filter-cleaning procedure must be developed.

Permeation flux according to stirring speed. a Hexane:biomass v/v = 1.5. b Hexane:biomass v/v = 1. c Hexane:biomass v/v = 0.5. Separation was carried out at 55 °C. Filter pore size was 20 μm. Error bars represent the standard deviation of triplicate experiments

SEM micrograph of the filter surface after one batch of solvent recovery. a 750 rpm, b 500 rpm, c 250 rpm, d 0 rpm
At the stirring speed above 500 rpm, the effects of the stirring rate were different according to the hexane usage. When the solvent was not dispersed phase (hexane:biomass v/v = 1.5 and 1.0) permeation flux was increased as the stirring rate increased. It seems that higher agitation speed would exert force to the solvent phase to move faster through the filter. The observed phenomenon can be ascribed to the fact that the increasing crossflow velocity near filter surface results in a flux increase of permeated liquid phase [30]. Conversely, when the solvent was dispersed phase (hexane:biomass v/v = 0.5), permeation flux was decreased as the stirring rate increased. We reason these results like that higher agitation speed make dispersed solvent droplet smaller, which can cause a decrease in the chance to contact the filter [31] as in the previous case of (hexane:biomass v/v = 0.25). It would be crucial to find the optimal stirring speed satisfying both lipid extraction yield and separation performance in our separation system.
Effect of filter pore size on separation efficiency
To investigate the effect of filter pore size on the filtration performance, the mixture of (hexane:biomass v/v = 0.5) was separated at 500 rpm by using filters with various pore sizes. As shown in Fig. 6a, permeation flux was increased as filter pore size increased as expected. When the 38-μm filter was used, the average permeation flux during separation was 122 L/m2/h, which was 11.6% higher than the filtration with 20 μm filter, with no cell debris permeation detected. When the 10-μm filter was used, the separation was stopped after 240 min of separation due to cell clogging. Filter separation efficiency was increased as the filter pore size decreased (Fig. 6b). Although permeation was stopped when using the 10-μm filter, the separation efficiency of filtrate during separation was highest (99.2%).

Effect of filter pore size on a permeation flux and b separation efficiency when separating the mixture of (hexane:biomass v/v 0.5). Inset of a and x-axis in b indicates the pore size of the filter used. Error bars represent the standard deviation of triplicate experiments
On the other hand, the separation efficiency of the system dropped to 94.8% when the 38-μm filter was used, despite no cell debris penetration observed and the filtration pressure remained under the breakthrough pressure. Although (hexane:biomass v/v = 0.5) mixture was an O/W emulsion based on our microscopic image (Supplementary Fig. 1), it is possible that the aqueous phase could be split by shear into droplets smaller than the pore size and therefore able to pass through the filter directly without coming in contact with the hydrophobic mesh wire. The real-time mixture stirred in the mixer could be a form of water-in-oil-in-water emulsion in the exist of colloidal particles like cell debris [32]. For accurate mechanism analysis, direct and precise measurement methods are required.
Reusability test
As a method for long-term separation, filter washing was carried out for the regeneration of separation performance. The reusability of the PFDMA-coated filter was evaluated by repeatedly measuring the average permeation flux and the average separation efficiency during 5 h (1 run) (Fig. 7). Mixture of (hexane:biomass v/v = 0.5) and a washing solution (the mixture of 1 M NaOH aqueous solution and isopropyl alcohol (v/v = 1)) was used. With the filter washing between each experiment, average permeation flux and average separation efficiency were maintained. This procedure was not an optimal filter cleaning method, but it was shown that our filter could be used repeatedly without the decrease in the filter performance despite the acidic and heat condition (1 N of H2SO4 and 55 °C).

Reusability tests of the PFDMA-coated filter when separating the mixture of (hexane:biomass v/v = 0.5). Filter washing with 1 N NaOH aqueous solution and isopropyl alcohol (v/v = 1) was done between each cycle. Error bars represent the standard deviation of triplicate experiments
Conclusion
In this study, we successfully developed a separation system for recovering lipid-containing solvent via the use of hydrophobic/oleophilic filter module. Our results demonstrated that space- and energy-efficient system with the capacity of continuous separation could be achieved along with a high separation efficiency. By stirring the hexane and biomass mixture, lipid extraction and solvent separation can occur simultaneously in the process, indicating the possibility of developing this system into a continuous process. We believe that the in situ separation method described here could be a promising candidate as a platform for mass production of microalgal lipid.
References
Bwapwa JK, Anandraj A, Trois C (2018) Microalgae processing for jet fuel production. Biofuels Bioprod Biorefin Biofpr 12:522–535
Rawat I, Kumar RR, Mutanda T, Bux F (2013) Biodiesel from microalgae: a critical evaluation from laboratory to large scale production. Appl Energy 103:444–467
Liang YN, Sarkany N, Cui Y, Yesuf J et al (2010) Use of sweet sorghum juice for lipid production by Schizochytrium limacinum SR21. Biores Technol 101:3623–3627
Cardias BB, de Morais MG, Costa JAV (2018) CO2 conversion by the integration of biological and chemical methods: Spirulina sp. LEB 18 cultivation with diethanolamine and potassium carbonate addition. Biores Technol 267:77–83
Mishra S, Gupta S, Raghuvanshi S, Pal P (2016) Energetic assessment of fixation of CO2 and subsequent biofuel production using B-cereus SM1 isolated from sewage treatment plant. Bioprocess Biosyst Eng 39:1247–1258
Kwak M, Kang SG, Hong WK, Han JI et al (2018) Simultaneous cell disruption and lipid extraction of wet Aurantiochytrium sp KRS101 using a high shear mixer. Bioprocess Biosyst Eng 41:671–678
Callejon M, Medina A, Sanchez M, Pena E et al (2014) Extraction of saponifiable lipids from wet microalgal biomass for biodiesel production. Biores Technol 169:198–205
Olmstead ILD, Kentish SE, Scales PJ, Martin GJO (2013) Low solvent, low temperature method for extracting biodiesel lipids from concentrated microalgal biomass. Biores Technol 148:615–619
Lee SY, Cho JM, Chang YK, Oh YK (2017) Cell disruption and lipid extraction for microalgal biorefineries: a review. Biores Technol 244:1317–1328
Law SQK, Mettu S, Ashokkumar M, Scales PJ et al (2018) Emulsifying properties of ruptured microalgae cells: barriers to lipid extraction or promising biosurfactants? Colloids Surf B 170:438–446
Dai YM, Chen KT, Chen CC (2014) Study of the microwave lipid extraction from microalgae for biodiesel production. Chem Eng J 250:267–273
Yap BHJ, Crawford SA, Dumsday GJ, Scales PJ et al (2014) A mechanistic study of algal cell disruption and its effect on lipid recovery by solvent extraction. Algal Res Biomass Biofuels Bioprod 5:112–120
Law SQK, Chen BB, Scales PJ, Martin GJO (2017) Centrifugal recovery of solvent after biphasic wet extraction of lipids from a concentrated slurry of Nannochloropsis sp. biomass. Algal Res Biomass Biofuels Bioprod 24:299–308
Ofari-Boateng C, Lee KT, Lim J (2012) Sustainability assessment of microalgal biodiesel production processes: an exergetic analysis approach with Aspen Plus. Int J Exergy 10:400–416
Li L, Liu ZY, Zhang QQ, Meng CH et al (2015) Underwater superoleophobic porous membrane based on hierarchical TiO2 nanotubes: multifunctional integration of oil–water separation, flow-through photocatalysis and self-cleaning. J Mater Chem A 3:1279–1286
Kwon G, Post E, Tuteja A (2015) Membranes with selective wettability for the separation of oil–water mixtures. Mrs Commun 5:475–494
Joo M, Shin J, Kim J, You JB et al (2017) One-step synthesis of cross-linked ionic polymer thin films in vapor phase and its application to an oil/water separation membrane. J Am Chem Soc 139:2329–2337
Liu D, Yu Y, Chen X, Zheng Y (2017) Selective separation of oil and water with special wettability mesh membranes. RSC Adv 7:12908–12915
Yoo Y, Kim BG, Pak K, Han SJ et al (2015) Initiated chemical vapor deposition (iCVD) of highly cross-linked polymer films for advanced lithium-ion battery separators. ACS Appl Mater Interfaces 7:18849–18855
Kwak MJ, Oh MS, Yoo Y, You JB et al (2015) Series of liquid separation system made of homogeneous copolymer films with controlled surface wettability. Chem Mater 27:3441–3449
Shin J, Kim H, Moon H, Kwak MJ et al (2018) A Hydrogel-coated membrane for highly efficient separation of microalgal bio-lipid. Korean J Chem Eng 35:1319–1327
Folch J, Lees M, Sloane Stanley GH (1956) A simple method for the isolation and purification of total lipides from animal tissues. J Biol Chem 226:13
Kwak MJ, Yoo Y, Lee HS, Kim J et al (2016) A simple, cost -efficient method to separate microalgal lipids from wet biomass using surface energy-modified membranes. ACS Appl Mater Interfaces 8:600–608
Talukder MMR, Das P, Wu JC (2012) Microalgae (Nannochloropsis salina) biomass to lactic acid and lipid. Biochem Eng J 68:109–113
Park C, Lee JH, Yang XG, Yoo HY et al (2016) Enhancement of hydrolysis of Chlorella vulgaris by hydrochloric acid. Bioprocess Biosyst Eng 39:1015–1021
Deng D, Prendergast DP, MacFarlane J, Bagatin R et al (2013) Hydrophobic meshes for oil spill recovery devices. ACS Appl Mater Interfaces 5:774–781
Belfort G, Davis RH, Zydney AL (1994) The behavior of suspensions and macromolecular solutions in cross-flow microfiltration. J Membr Sci 96:1–58
Kim BH, Ramanan R, Kang Z, Cho DH et al (2016) Chlorella sorokiniana HS1, a novel freshwater green algal strain, grows and hyperaccumulates lipid droplets in seawater salinity. Biomass Bioenerg 85:300–305
Jung JY, Kim K, Choi SA, Shin H et al (2017) Dynamic filtration with a perforated disk for dewatering of Tetraselmis suecica. Environ Technol 38:3102–3108
Koltuniewicz AB, Field RW, Arnot TC (1995) Cross-flow and dead-end microfiltration of oily-water emulsion. Part I: experimental study and analysis of flux decline. J Membr Sci 102:193–207
Pan Z, Zhao L, Boufadel MC, King T et al (2017) Impact of mixing time and energy on the dispersion effectiveness and droplets size of oil. Chemosphere 166:246–254
Aveyard R, Binks BP, Clint JH (2003) Emulsions stabilised solely by colloidal particles. Adv Coll Interface Sci 100:503–546
Acknowledgements
This work was supported by the Advanced Biomass R&D Center (ABC) of Global Frontier Project, funded by the Ministry of Science, ICT (2010-0029728).
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
There is no conflict of interest statement.
Statement of informed consent, human/animal rights
No conflicts, informed consent, human or animal rights applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Kim, H., Shin, J., Lee, D. et al. In situ solvent recovery by using hydrophobic/oleophilic filter during wet lipid extraction from microalgae. Bioprocess Biosyst Eng 42, 1447–1455 (2019). https://doi.org/10.1007/s00449-019-02141-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00449-019-02141-6