
Abstract
In order to find the relationships between processibility and properties of the polypropylene/ethylene vinyl alcohol copolymer (PP/EVOH) blends, their rheological behavior, in both shear and extensional flows, was studied and related with mechanical, morphological, and barrier properties of the materials. The nonlinear viscoelastic behavior in shear was also analyzed. The data showed that the rheological parameters (viscosity, loss modulus, storage modulus, extensional viscosity, and Trouton ratio) improved with the addition of low quantities of sodium ionomer copolymer used as compatibilizer. At the same time, the overall properties of the PP/EVOH blends improved as a result of the compatibilizer addition. The morphological analysis showed that the changes in the material properties were related with a more uniform distribution of EVOH particles in the PP matrix. The rheological data obtained allowed us to choose the optimal range for EVOH and ionomer contents, especially in terms of combining good processing characteristics with the good final properties.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
One of the limiting properties of polymeric materials in the food-packaging field is their inherent permeability to low-molecular-weight substances, i.e., gases, moisture, and organic vapors. Despite the existence of excellent high barrier materials to gases in oxygen-sensitive food-packaging applications, including ethylene vinyl alcohol copolymers (EVOH), polyamides, or polyesters, some of these materials are, for instance, easily plasticized by moisture or do not thermoseal well; consequently, they are more commonly blended with hydrophobic polymers like polypropylene (PP) or polyethylene or encapsulated in multilayer structures between these hydrophobic polymers. Thus, in the last years, much attention has been paid to the study of PP/EVOH blends (López-Rubio et al. 2005; Lohfink and Kamal 1993; Kamal et al. 1995; Fisher et al. 2000) due to their great potential interest for the food-packaging industry. PP is cheap and has good mechanical properties, low density, and low permeability to moisture, but as a disadvantage, it has high permeability to gases like oxygen. On the other hand, EVOH show low permeability to oxygen, carbon dioxide, and hydrocarbons, but their properties are very sensitive to moisture levels (Yeh et al. 2005; Zhang et al. 2001; Kalfoglou et al. 1998). The PP/EVOH blends are an interesting route to improve the PP barrier properties with an easier processibility than the EVOH copolymers and with a reduced cost (Abad et al. 2004, 2005; Lasagabaster et al. 2006). Although there is a large available bibliography about the properties of these blends and their compatibilization (Macknight and Earnest 1981; Lohfink and Kamal 1993; Walling and Kamal 1996; Garmabi et al. 1998; Demarquete and Kamal 1998; Yeo et al. 2001; López-Rubio et al. 2003), an in-depth study about their rheological properties has not been realized yet. Besides, from the point of view of the PP/EVOH blends processibility, the study of the rheological properties in extensional flow is very interesting to predict the material behavior during their processing using thermoforming or blow molding techniques.
In a previous study, the improvement on the mechanical properties and the barrier properties of PP/EVOH blends using low contents of a copolymer partially neutralized with sodium as compatibilizer (Abad et al. 2004) was measured and related with changes in the morphology of the blends. However, rheological effects of the compatibilizer incorporation to the PP/EVOH blends are a matter that has not been discussed yet in detail. These rheological parameters are especially important in the principal polymer processing techniques for packaging applications such as blow injection molding, thermoforming, or film blowing. Moreover, several studies report that compatibilization of the polymer blends can affect the nonlinear viscoelastic behavior in shear (Iza et al. 2001; Macaubas et al. 2005; Silva et al. 2007).
The main aim of the current work is to complete the last one with the evaluation of the influence of EVOH and ionomer Na + content on the shear and extensional flow behavior of PP/EVOH blends, since in order to optimize the compatibilization of the blends and their subsequent industrial application, the study of the rheological properties in both shear and extensional flows is of great importance (Filipe et al. 2006). The nonlinear viscoelastic behavior in shear was also analyzed in order to investigate if compatibilization affects the behavior of the blends in this regime.
Experimental
Materials
All the materials employed in this study are commercial products, the polymers having been chosen in order to have an appropriate melt flow index (MFI) for extrusion purposes. Specifically, a bioriented film extrusion-grade PP (Isplen PP044W3F) from REPSOL-YPF was used; this PP has an MFI of 3.02 g/10 min (230°C, 2,160 g) and a density of 0.90 g/cm3. The EVOH (grade F101B) was supplied by EVAL Europe (Kuraray Company Ltd., Kuroashiki, Japan); it has an ethylene concentration of 32.9%, an MFI of 6.33 g/10 min (230°C, 2,160 g), and a density of 1.19 g/cm3. The Na + ionomer (Surlyn resin 8528, from Du Pont, Wilmington, DE, USA) is a random ethylene/methacrylic acid copolymer partially neutralized with sodium, with an MFI of 1.10 g/10 min (190°C, 5,000 g) and a density of 0.93 g/cm3.
Sample preparation
Before processing, the EVOH and the Na + ionomer were dried in a vacuum oven for 24 h at 80°C and for 8 h at 60°C, respectively. PP/EVOH and PP/EVOH/ ionomer blends were prepared in a corotating twin-screw extruder (DSE-20; C.W. Brabender Instruments, South Hackensack, NJ, USA) operating at 45 rpm, with a barrel temperature of 215°C and a die temperature of 220°C. All the components were premixed by tumbling and were fed simultaneously into the extruder. Binary blends were prepared with 90/10, 80/20, 70/30, and 60/40 (w/w) PP/EVOH, while the ternary blends were prepared by addition of 2–20% ionomer weight in relation to EVOH weight.
The samples for shear rheometry were shaped in the form of discs or strips by compression molding at 210°C applying a pressure of 200 bar for 3 min. Those for extensional rheometry were also prepared by compression molding in the same conditions but in the shape of strips of 2 × 6 × 60 mm (thickness × width × length). A rectangular cross-section has the advantage of easier clamping and lower distortion when clamped, although it makes sample visualization more difficult.
Special care was taken to ensure that all the samples had a uniform cross-section and were free of voids and air bubbles. Compression molding also ensures that the residual stresses are minimized but, nevertheless, all the samples were allowed to relax in the rheometers after loading prior to starting the experiments.
Characterization techniques
All the PP/EVOH blends were characterized both in shear and in elongational flows. These experiments continue the previous works made by the authors in which the mechanical, thermal, barrier, and morphological properties of the blends were studied (Abad et al. 2004, 2005; Lasagabaster et al. 2006)
Rheology experiments were performed using a controlled strain rheometer (ARES, TA Instruments) with parallel-plate geometry (25 mm diameter, gap of 1 mm) at 220°C. The complex viscosity (η*), storage modulus (G′), and loss modulus (G″) were measured as a function of frequency (ω). Dynamic strain sweep tests at fixed frequencies were performed (in fresh samples every time) in order to determine the linear viscoelastic region prior to the frequency sweeps. The frequency sweep measurements were set up inside the viscoelastic region in a frequency range from 3 × 10 − 2 to 3 × 101 rad/s.
The stress relaxation experiments in shear were performed at 220°C again using a parallel-plate geometry (diameter = 25 mm) with a 1,000 ± 1-μm gap; a shear rate of 1 s − 1 during 25 s was applied and the evolution of the shear stress upon cessation of flow was measured.
Experiments in uniaxial extension flow were also performed for all the samples using a modified rotational rheometer, MRR, built in-house and described elsewhere (Maia et al. 1999; Barroso et al. 2002, 2003). All experiments in extension were performed at 220°C. High-temperature silicone oil was used as supporting medium (in order to compensate for gravity and buoyancy effects) and also for temperature control purposes. At the measuring temperature, its density (0.93 g/cm3) roughly matched the density of the samples, so that sagging and swelling of the samples were negligible.
The uniaxial extensional measurements were carried out by applying strain rates between approximately 3 × 10 − 2 and 3 × 10 − 1 s − 1. The strain rates described here are true strain rates obtained by image analysis of the evolution with time of the sample cross-section at the rollers, filmed with a digital camera (Maia et al. 1999) and resorting to an image analysis software package. This is a necessary procedure because, as was demonstrated elsewhere (Barroso et al. 2002), for this type of rheometers, in general, the true strain rates are not identical to the theoretical strain rates calculated from the velocity of the pulling rollers due to a variety of end-effects, including slip at the rollers. For this reason, the strain rates are very similar between different blends but not exactly equal.
In order to ensure that the samples were stress-free at the beginning of each experiment, once loaded onto the MRR, they were allowed to relax at the test temperature. Any sagging shown was then removed and any residual stress allowed to relax, again, before the experiment was started (Barroso et al. 2002). This dwell time served also the purpose to stabilize the sample temperature inside the oil bath. Each experiment was repeated three times and the average values were taken for analysis both in shear and extensional experiments.
The transient uniaxial extensional viscosity in the linear viscoelastic regime was calculated from the relaxation spectra obtained from shear oscillatory data at 220°C, and the Trouton ratio as a function of strain for the different blends was calculated.
Results and discussion
Brief summary about the previous characterization of PP/EVOH blends
In this section, the principal experimental data obtained on mechanical, barrier, and morphological properties of the PP/EVOH blends are summarized to explain the need of the rheological study and to compare the data obtained with the other properties.
The mechanical and barrier properties of PP/EVOH blends, both noncompatibilized and compatibilized with different amounts of Na + ionomer, were studied in a previous paper (Abad et al. 2004). In these works, the tensile properties of the pure components and blends had been determined on extruded films. The tensile strength (σ B) and strain at break point (ε B) with EVOH and ionomer amount are presented in Fig. 1a. In both parameters, it is clear that the compatibilization has a great effect on the properties of the blends since an improvement in mechanical properties is observed with the compatibilizer addition. In general, the best mechanical properties are obtained when a 10 wt.% of Na + ionomer was added to the blends. However, if all compatibilized blends with this amount of ionomer are compared, we can observe that similar or even best results are obtained for blends with 10% or 20% of copolymer. For this reason, formulations 90/10/10 and 80/20/10 PP/EVOH/Na + ionomer are selected as the best formulations to enhance the mechanical properties.


Influence of the EVOH and ionomer amount in different properties. a Tensile strength and elongation at break, b oxygen and vapor transmission rate, c relative diameter of EVOH particles and morphology (SEM micrographs ×1,500)
Figure 1b shows the effect of EVOH and ionomer addition in the water vapor transmission rate (WVTR) and in the oxygen transmission rate (O2TR) values of extruded films. The O2TR of the PP/EVOH blends decreased with respect to pure PP especially for EVOH contents of 30% and higher, as we expected due to the good oxygen barrier properties of copolymer. However, the best values were obtained when 5% or more of the compatibilizer was added to the blends.
The dramatic increase in the WVTR with the addition of EVOH was due to its hydrophilic character of the copolymer; however, in the PP/EVOH films with ionomer concentrations equal or higher than 5%, the obtained WVTR values were even lower than the ones obtained for the pure PP. In summary, 5% or 10% of ionomer is enough to improve the barrier properties of the blends. In agreement with the results obtained for mechanical properties, we can choose the 90/10/10 and 80/20/10 formulations as the most appropriate. The O2TR values are better for the 70/30/20 and 60/40/20 formulations than for the other ones. But, in all the compositions, there was a high improvement with respect to PP O2TR value. However, for WVTR values, the results of 90/10 and 80/20 with 10% of ionomer were the best.
The relative diameters of EVOH particles were plotted as a function of some ionomer percentage (Fig. 1c) in order to see the effect of copolymer and ionomer in blends morphology. The relative diameters were calculated following Eq. 1 where d 60/40 corresponds to the biggest diameter of the EVOH particles measured in the 60/40 PP/EVOH blend:
For the 90/10, 80/20, and 60/40 PP/EVOH blends, only two formulations were measured, but the behavior is similar to the 70/30 PP/EVOH blends in which all formulations were represented. It is obvious that the EVOH particle size increases with the addition of EVOH to the blends and that the ionomer addition causes a diminution of disperse phase size and a better adhesion between the components. This effect is also clearly seen in the scanning electron microscopy (SEM) micrographs. Figure 1c displays the morphology of the 90/10 and 70/30 PP/EVOH blends compatibilized with 10% and 20% of Na + ionomer. It is important to observe that again the more homogeneous morphology and the minor EVOH particles diameter are obtained for the 90/10/10 blend.
Thus, from the point of view of the barrier properties, mechanical properties, and morphology, the addition of low amounts of Na + ionomer was effective to compatibilize the PP/EVOH blends. And although acceptable results were obtained for all compatibilized blends, the best cost/properties ratio was obtained for the 90/10/10 PP/EVOH/Na + blend because minor amounts of EVOH and ionomer were necessary.
However, to complete this work, it is necessary to study the processibility of these materials in depth.
Effect of the EVOH content in the rheology of PP/EVOH blends
Figure 2a–d shows the rheological behavior in oscillatory shear and in extension of the binary PP/EVOH blends.


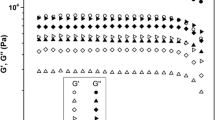
Curves for the binary PP/EVOH blends. a Complex viscosity versus frequency, b evolution of the storage modulus (G′) and loss modulus (G″) with frequency, c influence of the EVOH content on the Trouton ratio against Hencky strain, d complex viscosity and G′ (in pascals) at 1 rad/s versus EVOH percentage
Figure 2a shows complex viscosity versus frequency; it shows the onset of the Newtonian plateau for pure PP at low frequencies, followed by a mildly shear-thinning behavior. This behavior is basically replicated for all the blends, with the absolute value of complex viscosity decreasing with increasing EVOH content. The reason for this is related to the orientation of the EVOH domains inside the PP matrix and the immiscibility of both phases that prevents stress transfer between them and results in interfacial slippage.
This behavior is replicated by the results for the storage and loss moduli, G′ and G″, as can be seen in Fig. 2b. An interesting feature is that the crossover between G′ and G″ of EVOH is different to that of the other materials. In fact, for EVOH, this crossover occurs at a frequency of approximately 0.3 rad/s, while for the other materials, it occurs only at frequencies at least one order of magnitude higher.
Figure 2c shows the results in uniaxial extensional rheometry and, contrarily to what could be expected, apparently this effect is not as pronounced due to two reasons: the first is that strain-hardening behaviors of both PP and EVOH (expressed by the Trouton ratio) are very similar and the second is that the experiments for the immiscible blends are extremely hard to perform and the data scatter may be masking any effect.
One unexpected feature of Fig. 2c is the fact that PP, a linear material, shows an important degree of strain hardening. One explanation for this fact is that this PP is a commercial polymer with a grade specifically developed for bioriented extrusion and it is likely that it has a complex composition; for example, a small amount of a very high-molecular-weight component can produce a strong effect on the strain hardening of linear polymers (Sugimoto et al. 2001). Unfortunately, it was not possible to quantify the molecular weight and molecular weight distribution of the PP.
The results of linear viscoelastic studies can provide reliable information on the microstructure of the blends. The viscoelastic response of the blends at low frequencies can be used for evaluating the interfacial interaction between phases because the effect of flow-induced molecular orientation on viscosity and elasticity becomes less important. The complex viscosity and storage modulus versus blend composition together with the same results calculated using the mixing rule at frequency of 1 rad/s are presented in Fig. 2d. The binary blends show negative deviation in the viscosity for all blends and negative deviation of elasticity in blends with 30% and 40% of EVOH. On the basis of the studies of Utracki (1988), the negative deviation of the viscosity and elasticity observed for EVOH-rich blends can be attributed to the presence of weak interfacial interaction between phases in these blends.
Effect of the ionomer content in the rheology of PP/EVOH blends
The compatibility of immiscible blends was investigated from the variation of rheological property by adding a compatibilizer and compared with the properties previously obtained.
Figure 3a shows the complex viscosity as a function of frequency for the 90/10 PP/EVOH blend with different amounts of ionomer. With the addition of 2% and 5% of ionomer, a decrease in viscosity is observed, thus indicating that the amount of ionomer is not sufficient to compatibilize the blends effectively. With the addition of 10% ionomer, higher values of viscosity than the immiscible blend are observed, which reflects the fact that the extent of the compatibilization is increasing. This is due to the improvements of interfacial adhesion between PP and EVOH, as can be seen in the morphology (Fig. 1c) and the better EVOH phase dispersion due to the compatibilization. Besides, the improvement of rheological properties of the blends can also be related with the phenomenon of the rough surfaces of extruded noncompatibilized blends compared to the smooth surfaces of extruded blends compatibilized by Na + in the melt extrusion process. This is in agreement with the results obtained for barrier and mechanical properties where the best data were obtained for the 90/10/10 PP/EVOH/Na + blend, as can be seen in Fig. 1b, c.

Curves for the 90/10 w/w PP/EVOH blends with different amounts of ionomer. a Complex viscosity versus frequency, b evolution of the storage modulus (G′) and loss modulus (G″) with frequency, c influence of the ionomer content on the Trouton ratio against Hencky strain
These results were also confirmed in Fig. 3b where both moduli for the blend with 2% and 5% ionomer content were lower than for the noncompatibilized blend. For 10% EVOH, however, it is apparent that compatibilization is occurring to a high enough extent as to cause a small but noticeable increase in the moduli. At large frequencies, storage modulus G′ and loss modulus G″ slightly increases with Na + concentration. At low frequencies, the effect of compatibilizer is much more pronounced.
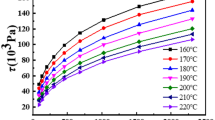
The results for uniaxial extension (Fig. 3c) also seem to confirm those in shear, but in this case, a noticeable increase in the Trouton ratio can already be seen for the blend with 5% ionomer; in fact, the results are almost the same as for the blend with 10% ionomer. The reason for this behavior is that, in the compatibilized blends, the morphology is different; EVOH has better adhesion to the PP matrix, and the average size of the EVOH domains is lower as it was proved in the previous morphology study (Fig. 3c). With this type of morphology, the effect of extensional flow on the interfacial area is much higher that the one of shear flow, thus yielding a noticeable compatibilization effect at lower ionomer contents, i.e., it induces the strain-hardening behavior even with the addition of small quantities of compatibilizer (Hong et al. 2005a, b). At small strains, a good agreement between the experimental data and the linear viscoelastic prediction is evident for all the concentrations of ionomer. At large strains, the elongational viscosity increases more rapidly and exceeds the linear viscoelastic prediction. This strain hardening is more clearly seen with the increase of ionomer amount. All the compatibilized blends are, like their noncompatibilized counterparts, highly strain hardening, as expected, with the strain hardening becoming more pronounced as the strain rate increases due to the fact that the reduction of the area of the sample produces an increase in the interfacial area in both absolute terms and relatively to the sample volume; for an example of this, see Fig. 4a, b, for the 90/10 w/w PP/EVOH and 90/10/10 w/w PP/EVOH/Na + ionomer blends, respectively.

Transient uniaxial extensional viscosity for the 90/10 w/w PP/EVOH blend. a 0% of ionomer, b 10% of ionomer
Identical results were obtained for the 80/20 PP/EVOH blend than for the 90/10 PP/EVOH blend and, thus, for the sake of simplicity, that data is not included in the text. For the 80/20 PP/EVOH blends, the best rheology values are also obtained for the material with 10% of compatibilizer. The good results obtained in extensional rheology for this pair of formulations (90/10/10 and 80/20/10) correlated well with the previous data of shear rheology, morphology, mechanical properties, and barrier properties.
For the two blends with 30% and 40% of copolymer, the results are also very similar and again only the study of the 60/40 PP/EVOH blend is reported.
Figure 5a–c depicts the results for the latter blend and show that addition of up to 10% of ionomer clearly has an increasing compatibilizing effect. However, the material with 20% ionomer shows a decrease in both the viscosity (Fig. 5a) and the linear viscoelastic moduli (Fig. 5b). It is observed that increasing the compatibilizer content enhances interfacial adhesion between two phases, ultimately resulting in the increase of resistance to deformation of compatibilized blends. However, the addition of compatibilizer above a critical concentration (20%) probably gives no more contributions to the increase the interfacial adhesion, i.e., it reaches a saturation stage and decreases the viscosity of the blends due to the lower viscosity of Na + ionomer.

Curves for the 60/40 w/w PP/EVOH blends with different amounts of ionomer. a Complex viscosity versus frequency, b evolution of the storage modulus (G′) and loss modulus (G″) with frequency, c influence of the ionomer content on the Trouton ratio against Hencky strain
As was seen for the other blends, the experiments in uniaxial extension (Fig. 5c) show good compatibilization occurring for lower ionomer contents; in this case, the best results were achieved for the 60/40/5 PP/EVOH/Na blend, although compatibilization is also observed for the blends compatibilized with 10% and 20% of ionomer.
Stress relaxation experiments
Shear stress relaxation measurements (Fig. 6) show that PP relaxes in a single step and EVOH relaxes in two steps which is a consequence of the fact that EVOH is a copolymer. The dispersed phase concentration greatly affects the relaxation behavior of the blends.

Normalized transient stress for several blends of PP/EVOH, compatibilized and noncompatibilized, and their pure components after a cessation of a shear flow of 1 s − 1 for 25 s at 220°C
For the blends with 10% EVOH, the relaxation curve has a shape similar to that of PP, with the exception of the noncompatibilized blend that shows a slower terminal relaxation thanks to the presence of the noncompatibilized EVOH phase, as expected. For the compatibilized blend, the relaxation kinetics is very similar (albeit slightly quicker) to that of the matrix (PP), which is a sign of good compatibilization.
For the 40% EVOH blends, there are two noteworthy features: (a) the relaxation is much slower than for any of the two components and (b) its kinetics is basically independent of the blend being compatibilized or not. In what concerns the former, this happens because the interfacial area, which contributes to relaxation, is higher in more concentrated blends. In what regards the latter, this phenomenon is related to the fact that the interfacial area increases with the amount of EVOH and thus it is to be expected that the same amount of compatibilizer will yield a much smaller effect in terms of relaxation kinetics for this blend than for the one with 10% EVOH.
This behavior is related with the data obtained for the other properties; for the 90/10 and 80/20 PP/EVOH blends, a lower amount of ionomer than in 70/30 and 60/40 PP/EVOH blends is necessary in order to obtain good mechanical and barrier properties and a good morphology.
If we bear in mind all measured properties, the optimal results were obtained for formulations with 10% or 20% of EVOH and 10% of ionomer. The use of a high amount of copolymer and ionomer is not justified after the analysis of all properties.
Conclusions
The principal conclusions obtained from the rheological study in the shear and extensional flows of PP/EVOH blends compatibilized with Na + ionomer can be summarized as follows:
-
(a)
The binary PP/EVOH blends show shear-thinning behavior that increases with EVOH amount.
-
(b)
A negative deviation behavior of the viscosity and elasticity was observed for EVOH-rich blends, as expected for immiscible blends.
-
(c)
For the 90/10 PP/EVOH blend, 10% of sodium ionomer was necessary to observe the compatibilization effect in shear and extensional flows. The rheological data displayed an increase of the viscosity and moduli for this formulation, which is related with the more uniform morphology of the material and with the improvement of barrier and mechanical properties with respect to the noncompatibilized system. Besides, an increase in Trouton ratio and strain-hardening behavior were obtained with ionomer addition.
-
(d)
The same behavior was found for the 60/40 PP/EVOH blends compatibilized, although a larger ionomer amount was necessary to observe noticeable compatibilization.
-
(e)
The stress relaxation experiments showed that the same amount of compatibilizer causes a minor effect, in terms of relaxation kinetics, in blends with a high amount of EVOH and that the relaxation kinetics in these is generally much slower than that of any of the individual components, PP and EVOH.
In summary, from the rheological experiments, we can conclude that the optimal amount of compatibilizer is around 10% measured with respect to EVOH quantity. This fact is similar to the conclusion obtained from the morphology, mechanical, and barrier properties. The sodium ionomer was proven to be an adequate compatibilizer for the PP/EVOH blends because it was possible to improve the global properties of the materials at the same time that the processibility of the blends was maintained. Besides, the good extensional properties of the blends made them suitable to use in the packaging industry with its usual processing techniques as thermoforming or blow molding
Although the rheomechanical properties of blends with 10 and 20 wt.% of EVOH compatibilized with 10 wt.% of ionomer are similar, the PP/EVOH/Na + ionomer 90/10/10 blend is the most adequate for future industrial applications because it combines the best properties with the lowest cost.
References
Abad MJ, Ares A, Barral L, Cano J, Diez FJ, García-Garabal S, López J, Ramírez C (2004) J Appl Polym Sci 94(4):1763
Abad MJ, Ares A, Barral L, Eguizábal JI (2005) Polym Int 54(4):673
Barroso VC, Covas JA, Maia JM (2002) Rheol Acta 41(1–2):154
Barroso VC, Ribeiro SP, Maia JM (2003) Rheol Acta 42(5):483
Demarquete NR, Kamal MR (1998) J Appl Polym Sci 70(1):75
Filipe S, Cidade MT, Maia JM (2006) Rheol Acta 45(3):281
Fisher I, Zoldan J, Siegmann A (2000) Polym Comp 21:476
Garmabi H, Demarquette NR, Kamal MR (1998) Int Polym Process 13(2):183
Hong JS, Ahn KH, Lee SJ (2005a) Rheol Acta 45(2):202
Hong JS, Kim JL, Ahn KH, Lee SJ (2005b) J Appl Polym Sci 97(4):1702
Iza M, Bousmina M, Jerome R (2001) Rheol Acta 40:10
Kalfoglou NK, Samios CK, Papadopoulou CP (1998) J Appl Polym Sci 68(4):589
Kamal MR, Garmabi H, Hozhabr S, Arghyris L (1995) Polym Eng Sci 35:41
Lasagabaster A, Abad MJ, Barral L, Ares A (2006) Eur Polym J 42(11):3121
López-Rubio A, Lagarón JM, Giménez E, Cava D, Hernández-Muñoz P, Yamamoto T, Gavara R (2003) Macromolecules 36(25):9467
López-Rubio A, Hernández-Muñoz P, Gímenez E, Yamamoto T, Gavara R, Lagarón JM (2005) J Appl Polym Sci 96(6):2192
Lohfink GW, Kamal MR (1993) Polym Eng Sci 33(21):1404
Maia JM, Covas JA, Nóbrega JM, Dias TF, Alves FE (1999) J Non-Newton Fluid Mech 80(2,3):183
Macaubas PHP, Demarquette NR, Dealy JM (2005) Rheol Acta 44(3):295
Macknight WJ, Earnest TR (1981) Macromol Rev 16:41
Silva J, Machado AV, Maia JM (2007) Rheol Acta 46(8):1091
Sugimoto M, Masabuchi Y, Takimoto J, Koyama K (2001) Macromolecules 34(17):6056
Utracki LA (1988) Polym Eng Sci 28(21):1401
Walling N, Kamal MR (1996) Adv Polym Technol 15(4):269
Yeh JT, Yao WH, Du Q, Chen CC (2005) J Polym Sci Part B Polym Phys 43(5):511
Yeo JH, Lee CH, Park CS, Lee KY, Nam JD, Kim SW (2001) Adv Polym Technol 20(3):191
Zhang Z, Britt IJ, Tung MA (2001) J Appl Polym Sci 82(8):1866
Acknowledgements
Financial support for this work was provided by the Secretaría Xeral de Investigación e Desenrolo, Xunta de Galicia, through grant XUGA-PGIDT02TM17201PR and the Portuguese government through FCT—Foundation for Science and Technology, through grant BD/12833/2003.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Ares, A., Silva, J., Maia, J.M. et al. Rheomechanical and morphological study of compatibilized PP/EVOH blends. Rheol Acta 48, 993–1004 (2009). https://doi.org/10.1007/s00397-009-0381-9
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00397-009-0381-9