
Abstract
Small through holes in glass, also called through glass vias (TGVs), find application in many technologies from microfluidics to interposers (i.e., connection layers between integrated circuits and printed circuit boards). We have recently described a novel high-throughput method for forming 10–20 \(\mu\)m diameter TGVs in thin glass substrates that uses only a single laser source and requires no substrate modification and no chemical post-processing. Understanding the hole formation dynamics and the complex physical processes involved would aid greatly in extending this technique to larger vias, different material sets, and forming TGVs with better consistency and lower thermal stress. To this end, the dynamics and mechanism of the drilling process are elucidated in this study through time-resolved absorptance measurements in conjunction with multiphysical modeling and hole morphology measurements. It was found that the drilling dynamics vary drastically with the focus position of the beam: at the center of the process window, with the focus at the bottom surface of the glass, holes are drilled with a linear speed of 10 m/s, representing the fastest linear drill speed for TGV formation to date for applications in the integrated circuit substrate space; the formation dynamics are complex, and hole morphologies are consistent with material ejection from both sides of the glass. Near the edges of the process window, with the focus position ± 175 \(\mu\)m from the bottom of the glass, the dynamics reveal incubation times of tens of microseconds prior to initiation of material removal, and much slower material ejection. The unique combination of time-resolved measurements and multiphysical modeling enables an in-depth understanding of the TGV formation mechanism that is unachievable with the individual techniques.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction

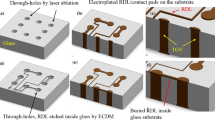
(a) FIB-SEM image of a ~ 10 \(\mu\)m diameter hole in 50 \(\mu\)m AF32 \(^{\circledR }\) eco glass, (b) and cross section micrograph of a through hole prepared in 100 \(\mu\)m thick glass. (reproduced from [1]) The scratches and chipping shown in (b) are a result of the cross-sectioning method, which uses manual grinding of the substrate, and produces an exaggerated bottom diameter for the through hole
Micro-holes in glass substrates (through glass vias, TGVs) play the role of macro-to-micro interfaces for a number of nascent technologies, including microfluidics, micro-electro-mechanical systems (MEMS), micro-optical-electro-mechanical-systems (MOEMS), miniaturized total analysis systems (\(\mu\)-TAS) and lab on a chip devices [2]. Of particular interest to the electronics industry is the application of metallized TGVs as conductive elements in interposers, i.e., connection layers between integrated circuits and printed circuit boards; TGVs offer a cheaper alternative to the currently-implemented through silicon vias [3]. Glass has a number of desirable properties for microelectronics applications, including tunable dielectric coefficients and coefficient of thermal expansion (CTE); the CTE can be tuned for interposer applications to reduce the stress on solder joints. Glass also offers excellent chemical stability, low cost, biocompatibility (for biosensing and bio-MEMs applications), as well as the potential for development of roll-to-roll processes with thin glass. The transparency of glass benefits workpiece alignment, integration of microelectronics with optics, [4] and emerging single photon quantum computing methods [5].
Glass drilling methods fall into four categories: mechanical, thermal, chemical, and hybrid. Of all the glass drilling methods, laser-based methods, which fall into the ”thermal” category, offer the highest drilling speeds and highest aspect ratios, but generally suffer from low overall throughput (i.e., the number of through holes drilled per second), high equipment costs and high system complexity [2]. Under low power density irradiation conditions, glass, with typical bandgaps of > 3–4 eV, and up to 9 eV for \(\alpha\) -quartz, is transparent to the wavelengths of most laser sources (UV, vis, NIR). Excimer (deep UV) and CO\(_{2}\) (mid-IR) lasers have direct absorption, and many demonstrations of TGV drilling have been carried out with CO\(_{2}\) lasers, for example [6, 7].
Laser wavelengths at which the glass substrate is transparent require high intensity to induce multiphoton absorption, which is usually achieved through short pulse duration, using a single laser source [8,9,10,11,12,13] or two laser sources [14,15,16,17]. The single shot femtosecond Bessel beam method presented in [13] was used to prepare channels of several hundred nanometer diameter in glass substrates with aspect ratios up to 100:1; these channels are too narrow for the application space of integrated circuit glass substrate TGVs considered here. Absorption can also be induced through the application of an absorber layer (e.g., laser-induced wet/dry etching LIBWE/LIBDE methods [18]), through doping the material [19] or by surface roughening [20, 21].
Several groups have carried out direct observations of laser-based TGV formation. Most relevant to this study are reports of TGV formation using single CW laser sources. Hidai et al. use a CW laser (10 W Ar ion laser), with backside absorbing layer (a 10 \(\mu\)m thick Cu foil) to create high aspect ratio (\(\sim\)100:1) modifications in 10 mm thick borosilicate glass [18]. This method required several seconds of irradiation per location to initiate the glass modification, which then moved through the glass at 130 mm/s. They report higher HF etch rates for the modified zone. Time-resolved temperature measurements were carried out that showed that the radius of the modified area was dependent on glass temperature during processing, and the transmittance of the heated spot dropped to 5\(\%\); they estimate a temperature of \(\sim 10^{4}\) K in the glass, which results in the decomposition of SiO\(_{2}\) into SiO and O\(_{2}\), with O\(_{2}\) gas forming voids in the material [22]. In a later report a 300 W, 1.1 \(\mu\)m fiber laser was utilized to demonstrate the same backside absorber process with topside ejection of material [23]. Similarly, Yoshizaki et al. report rapid removal of glass using a 1070 nm CW fiber laser, but without an absorber layer: after an incubation time of tens to hundreds of milliseconds (depending on laser power) the material is removed with a linear speed of 3–4 m/s from the topside. They attribute the rapid initiation of the absorption after a long incubation period to the existence of a threshold temperature for the processes (calculated to be in the range of 900–1200 °C), after which absorption becomes linear [24].
As previously reported [1, 25] we have demonstrated a method for rapid TGV formation with a unique single laser approach (EoLite quasi-continuous wave (QCW) Laser, 100 W, 515 nm, 28 ps, 30 MHz) that requires no backside absorber or chemical post-processing (Fig. 1) [1]. The method drills high-aspect ratio holes in 10–20 \(\mu\)s in thin glass using a ps-QCW pulse train with Gaussian beam profile, making the approach compatible with acoustic-optic beam positioning technology [26], and enabling industrially-viable throughput of tens of thousands of TGVs drilled per second when rapid beam positioning technology employing galvanometers and acousto-optic devices (AOD) is utilized [27]. The short drill time corresponds to a linear drilling speed of 3.3–5 m/s. Our previous report included multiphysics simulations that indicated that the hole formation dynamics began with multiphoton absorption at the bottom surface of the glass. This portion of the process represents an incubation period, after which the glass is hot enough that the band gap of the glass shrinks to allow for linear (single photon) absorption. The absorption proceeds from the bottom side of the glass up to the top, at which point the vaporization at the top surface creates a strong recoil pressure that ejects the column of molten glass from the bottom surface. This mechanism enables not only the high aspect ratio of the through holes, but results in the very smooth sidewalls seen in Fig. 1.
The process presented in our initial report represents a very high throughput method for small TGVs; understanding the mechanism and the variation of the mechanism with focus position will be important for future process development. This report will explore the formation dynamics of the TGVs prepared using our ps-QCW drilling technique, with the goal of eventually utilizing this understanding of the dynamics to extend the technique to larger vias, different material sets, and forming TGVs with better consistency and lower thermal stress. A simple to implement time-resolved absorptance method, multiphysical simulations, and hole morphology measurements, are used to form a holistic picture of through hole formation. Different focal positions with respect to the bottom glass surface are utilized to assess the effect of beam size and intensity on the formation dynamics, and the overall stability and consistency of the process.
2 Methods
2.1 Experimental methods

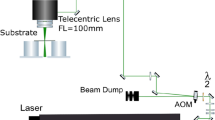
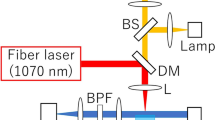
Top: Experimental setup. The laser is gated by an AOD that is triggered once the stage and galvo positions have settled after moving to the drill location (position-synchronised output (PSO) trigger). Dynamic absorptance measurements are collected by drilling a glass sample placed at the center of an integrating sphere and observing the changes in laser pulse intensity as a function of drill time. Bottom: Data workup (example is for Z\(_{\hbox {rel}}\) = -150 \(\mu\)m for 100 \(\mu\)m thick glass). (a) A “blank” transient is collected, with the focus shifted so that there is no absorption of the beam by the sample, and the peaks above a threshold value are chosen (orange X’s). (b) Experimental transients from a drilled hole are collected, and the peaks of the pulses are picked above a baseline threshold; (c) The data are interpolated and the AOD rise and fall at the beginning and end of the transient are removed; (d) The change in absorptance is calculated according to Eq. 1
The test bench is configured as described in our previous work [1]. The optical setup provides a 12 \(\mu\)m focused spot at the work surface. An integrating sphere is placed such that the focal plane is near the center of the sphere (Fig. 2), and a large diameter fiber is used to route the light collected from the integrating sphere to an EOT ET-2020 silicon photodetector. The signal from the photodetector is collected with a Tektronix DPO 7254 oscilloscope in “fast frame” mode over a time window of 50 \(\mu\)s with 1 GS/s resolution. Placing the sample in an integrating sphere allows for monitoring the drilling process using only the drilling beam, which is a great simplification over two beam (pump/probe) techniques.
The glass samples (AF32 ® eco from SCHOTT AG with 50 or 100 \(\mu\)m thickness, which have a bandgap of \(\sim 3.7\) eV) are mounted onto a 3D printed holder, which is lowered to the middle of the integrating sphere. In these experiments a 40 \(\mu\)s burst of QCW pulses with 70 W of average power is sent to the work surface. Given the 30 MHz repetition rate of laser, the 40 \(\mu\)s irradiation of the sample results in \(\sim\) 1200 pulses delivered to the surface. A focus skew (i.e., varying the focus position with respect to the glass sample by shifting the focusing optic) was carried out that scanned 1 mm through focus with steps of 50 \(\mu\)m, starting with the focus position far below the bottom surface of the glass; 10 holes were drilled in a row with 100 \(\mu\)m spacing at each focus position, for a total of 200 ”frames” collected for each focus skew (20 focus positions x 10 holes/focus position). The absolute focus position relative to the glass is not exactly known, but can be inferred by comparison with simulation results and hole morphologies (discussed below); the plots presented in this work use the relative Z position(Z\(_{\hbox {rel}}\)), where Z\(_{\hbox {rel}}\)=0 is the center of the interaction region. The signal from the integrating sphere is the convolution of the sphere response with the pulse profile [28], but because the sphere response is much longer than the pulse duration (ns vs ps), and the drilling volume is tiny compared to the volume of the sphere, the sphere response can be discarded from the signal by picking the peaks of the signal (see the Supporting Information for more details regarding the sphere response). Placing the glass samples in the middle of the integrating sphere means that only the absorption change is measured, i.e., the dynamic transmittance (T) and reflectance (R) signals are mixed together, so that the method measures the absorptance (A = 1-T-R, the fraction of the light absorbed by the sample) as a function of irradiation time.
The data workup was carried out as shown in Fig. 2. The sphere decay portion of the data is discarded by picking the maximum intensity for each pulse above the baseline. The resulting data set is interpolated, normalized to the “blank” intensity (i.e., the signal acquired with the sample in the integrating sphere, but defocused such that no drilling occurs), and the first and last 0.5 \(\mu\)s, which correspond to the rise and fall time of the AOD that gates the beam, and do not contribute to drilling, are discarded. The result is then time-shifted such that the first sampled peak falls at t=0, and the absorptance (A), which is the fraction of the incident light that is neither transmitted (T) or reflected (R), is calculated using Eq. 1.
The absorptance data from the frames collected at the same focus position are then combined to give an average value and standard deviation at each interpolated time point.
Profile and height map measurements of the drilled features were carried out on a Keyence VK9700 scanning laser microscope. Profiles of the features were analyzed using the VK Analysis Application, version 3.1.0.0. The volume of the through hole, which is also the volume of material removed, is estimated by assuming the shape is that of a truncated cone, using the hole diameters determined through microscopy. The volume of material removed is given by Eq. 2, where h is the depth of the hole and R and r are the radii of the top and bottom openings, respectively.
The glass utilized here, AF32 ® eco, has a low CTE, so cracks are not formed during the drilling process. There does remain, however, embedded stress in the material that can result in cracks when chemical etching is performed on the substrate. The mitigation of this stress is discussed in a recent paper [29].
2.2 Modeling methods
Multi-physical simulations are carried out to investigate the ablation mechanism involved in the glass via drilling process. The simulation model explicitly considers the beam propagation, absorption, convective and conductive heat transfer, and phase changes induced by the laser excitation. Furthermore, the simulation model computes the recoil pressure from the vapor that leads to the deformation of the free surface through a Volume of Fluid (VOF) approach [30, 31]. For modeling laser processing in the glass, the model accounts for the generation of free electrons through multi-photon ionization and cascade ionization of electrons from the photo-excitation of valence band electrons. The dynamics of the molten glass and gas flow during the laser processing is modeled through solving the Navier–Stokes transport equations. Specifically, the non-Newtonian flow of the molten glass during via formation process is captured using a strain-rate dependence of the viscosity for the glass melt flow [32]. The simulation model has been previously applied to study the ultrafast laser processing with \(\sim\)GHz bursts in copper [33] and silicon [34], as well as in our first publication on through-glass-via drilling. [1] A detailed description of the simulation model can be found in Refs. [1, 30, 31, 35].
3 Experimental results

Representative micrographs of the laser irradiation side (LS) and back side (BS) openings for a focus skew for 40 \(\mu\)s irradiation time for (a) 100 \(\mu\)m and (b) 50 \(\mu\)m thick glass. Both glass samples have an interaction zone through focus of 350 \(\mu\)m, and the center of the zone is chosen as Zrel=0. Average dynamic absorptance traces for (c) 100 \(\mu\)m and (d) 50 \(\mu\)m thick glass. (e) Hole metrics (diameter and splash volume) for both glass samples as a function of relative focus position. (f) Incubation and total drill time for both glass samples. Error bars are one standard deviation
Micrographs of representative vias for the focus skew on both 100 \(\mu\)m and 50 \(\mu\)m glass at 70 W irradiation are presented in Fig. 3. The figure shows micrographs for both the laser incident side (laser side, LS) and the back side (BS). Overview micrographs of the full arrays are shown in the Supporting Information. As Zrel increases the focus position is moving toward the top side of the glass. For both thicknesses of glass, drilling is observed over a 350 \(\mu\)m range in the focal position, however, at Zrel = -200 \(\mu\)m for the 100 \(\mu\)m thick glass an incomplete hole is formed, with the top unopened and the bottom blocked by re-solidified glass. Fig. 3e shows the hole diameter and splash volume on both sides of the through hole for both thicknesses of glass that were investigated. In these plots the error bars (\(\pm 1\sigma\)) are a proxy for process stability. The data show that large changes in hole morphology and location of splash can occur with small changes in focus position. For the 100 \(\mu\)m thick glass the diameter of the holes is consistently larger on the laser side, around 15 \(\mu\)m diameter, compared to the back side (\(\sim\)10 \(\mu\)m diameter), except for holes formed at the lower end of the focus skew. The back side holes may look larger in the micrographs: this is because most of the splash/burr is on the back side, which can exaggerate the appearance of the size of the holes. Hole diameter trends are similar for the 50 \(\mu\)m thick glass sample. For both glass thicknesses the volume of splash on the back side is quite large at the low end of the focus skew, and there is an increase in both front and back side splash in the middle of the process range, and a decrease in splash toward the upper side of the process window.
For a typical hole in the middle of the focus skew, with 15 \(\mu\)m top opening and 10 \(\mu\)m bottom opening, the volume of glass removed for a 100 \(\mu\)m thick glass is \(\sim\)12500 \(\mu\)m3. The 2000-3000 \(\mu\)m3 of splash observed (the total for both sides) is therefore \(\sim\)20% of the total volume of material removed to drill the hole. For most of the holes drilled in 50 \(\mu\)m glass the total splash volume is \(\sim\)500 \(\mu\)m3, which represents about 10% of the total material removed to form the via.
Figure 3c and d shows the averaged dynamic absorptance data (i.e., the average absorptance for the 10 holes drilled at each focus position), while F shows the average incubation and drill times (error bars are \(\pm 1\sigma\)). Full absorptance datasets are presented in the Supporting Information. The incubation time is the difference in time between the onset of irradiation (t=0) and the onset of strong absorption (absorptance \(>\sim\)10%). Figure 4 shows frames from several different Z\(_{\hbox {rel}}\) positions for both glass thicknesses. It is clear from the data that the drilling dynamics can change quite dramatically as a result of small changes in the focus position, and, based on the standard deviations of both the incubation time and drilling time measurements, the drilling process is more inconsistent at the edges of the process window. As an example, the incubation times vary by several microseconds on the edges of the process window (Z\(_{\hbox {rel}}\) positions of -200 \(\mu\)m and +150 \(\mu\)m in Fig. 3); the broad features observed in the averaged data at the edges of the process window, especially for 50 \(\mu\)m thick glass, are an artifact of this variation in incubation time. After this incubation period a rapid increase in absorptance occurs, generally happening over a period of less than 2 \(\mu\) s. Total drill times near the middle of the process window are as low as 4 \(\mu\)s for 50 \(\mu\)m thick glass and 10 \(\mu\)s for 100 \(\mu\)m thick glass, with incubation times of \(<2\, \mu\)s, which translates to linear drilling speeds of \(\sim\) 10 m/s. Many of the dynamics for the 100 \(\mu\)m thick glass are characterized by a rapid decrease in absorptance during the middle of the drilling process, followed by a second period of rapid absorptance increase. Of note is that near the middle of the process window the drill time appears to scale with the glass thickness. More detailed analysis of the absorptance transients will be carried out in the discussion section below, with consideration to the simulation results.

(a) Select ”frames” for 100 \(\mu\)m and 50 \(\mu\)m thick glass. (b) Simulated absorptance during laser drilling in 100 \(\mu\)m and 50 \(\mu\)m thick glass. The Z focus positions are relative to the front surface of the glass. The laser process parameters are 515 nm wavelength, 70 W average power, 28 ps pulse duration, 30 MHz pulse repetition frequency, and a laser spot size of 12 \(\mu\)m diameter

Simulation snapshots at different time steps in the drilling process. The position of the colored stars in the top absorptance plots correspond to the time of the model snap shots, which have a colored border matching that of the star. (a–b) Simulation of TGV process for 100 \(\mu\)m glass. The focus position is set to (a) 350 \(\mu\)m and (b) 200 \(\mu\)m below the front surface of the glass. Other laser process parameters are the same as in Fig. 4. (c–d) Simulation of TGV process for 50 \(\mu\)m glass. The focus position is set to (c) 350 \(\mu\)m and (d) 50 \(\mu\)m below the front surface of the glass. Other laser process parameters are the same as in Fig. 4
4 Discussion
TGVs prepared using conventional laser-based methods have been reported with linear drilling speeds from 5 \(\mu\)m/s to 3 cm/s, and aspect ratios (depth: diameter) of 1:1 to 300:1, with the lower speeds correlating to the higher aspect ratio through holes [2]. To the best of our knowledge, the linear drill speeds of \(\sim\)10 m/s reported here at the center of the interaction region are the fastest of any method reported in the literature for TGVs in the integrated circuit substrate space. For comparison, typical methods based on material removal with a CO\(_{2}\) laser report drilling speeds that are 500x slower (2 cm/s) [2, 36]. This was the fastest rate among conventional pulsed laser methods until the hybrid laser drilling method of Ito et al., with a combination of ultrafast and CW lasers, [16] and the single CW laser approach of Yoshizaki et al. [24] were reported. In the hybrid case, the drilling depth of 133 \(\mu\)m takes 40 \(\mu\)s, which translates into a rate of \(\sim\)3.3 m/s. In the case of the single CW laser approach, the depth of the molten region progresses at a rate of 3–4 m/s, although the incubation period of 1–10 ms reduces the overall linear drill speed to \(\sim\)1–10 cm/s. The drilling speeds reported here were accomplished with a single laser and with incubation times as low as 1 \(\mu\)s.
The experimental setup provides a 12 \(\mu\)m diameter spot at a wavelength (\(\lambda\)) of 515 nm and \(M^2\) = 1.1 at the work surface. The Rayleigh length (the distance from the focus at which the intensity is 1/2 that at the beam waist, \(\omega _0\)) can be calculated as \(\pi \omega _0^2/\lambda M^2\), which is ± 200 \(\mu\)m for our experimental setup; the interaction zone of 350 \(\mu\)m observed in this report spans most of the Rayleigh length, so each 50 \(\mu\)m step carried out in the focus skew represents a fraction of the Rayleigh length. The beam radius as a function of distance from the focused waist is given by equation 3.
Equation 3 shows that a 50 \(\mu\)m change in Z position corresponds to less than a 1 \(\mu\)m change in diameter, and at the extreme ends of the interaction zone (±175 \(\mu\)m from the waist) the beam radius has expanded from 6 \(\mu\)m to 8 \(\mu\)m, resulting in a relative intensity of 0.56 compared to the focus. Figure 4 shows that a larger interaction region is predicted by the simulations than what is observed in the experiments. The difference in the process window between the simulations and the experiments could be related to the transient behavior of the strongly nonlinear absorption in the glass which is not completely accounted for in the temperature-dependent absorption model as a result of beam distortion effects and high optical scattering during the drilling process. In particular, the absorptance values for focus positions above the front surface (+200 \(\mu\)m for 100 \(\mu\)m glass and +300 \(\mu\)m for 50 \(\mu\)m glass) are much lower than the experimental measured values.
The absorptance data presented above do not have information about where the beam is absorbing within the glass sample, but this information can be gleaned from the simulations and the hole morphology. The simulations presented in our previous report [1] show that absorption begins at the back or bottom side of the glass; this is consistent with damage that is observed only at the back side of the glass for incomplete or unstable processes (e.g., Z\(_{\hbox {rel}}\) = -200 \(\mu\)m for the 100 \(\mu\)m thick glass sample). Multiphoton absorption at the back glass/air interface initiates the drilling process, which occurs relatively slowly (\(\sim\)10 s of \(\mu\)s) when the focus is far below this interface, but can occur within several microseconds when the focus is closer to the back glass/air interface. This period of warming of the glass substrate due to multiphoton absorption is referred to as the incubation period.
A rapid onset of absorption after the incubation period is observed in the time-resolved absorptance measurements (Fig. 4). Our earlier simulations also show that a strong rise of linear (single photon) absorption contribution beyond the incubation period occurs once the glass achieves a critical temperature (T> 1500 K in the simulation), where the band gap is reduced to allow for linear absorption. In the simulation we include a nominal linear absorption term in the laser source term to account for thermal ionization and defect-related absorption in the glass during the processing [37, 38]. The incubation period phenomenon for glass is consistent with the observation by Yoshizaki et. al [24] where the increase in the absorption coefficient above the threshold temperature contributes to the initiation of the glass processing with a CW laser. The previous simulations show that, following the rapid onset of absorption, the melt front rapidly propagates to the top surface of the glass, and evaporation of material from the top surface creates a strong recoil pressure that hydrodynamically ejects the molten column of glass from the bottom surface. This mechanism is consistent with the hole morphologies observed in Fig. 3 in which the majority of the recast material is observed on the back side of the glass.
From the basic mechanistic understanding of the drilling process described above, an assignment of the absorptance dynamics can be made (Fig. 4, top left panel). The figure uses the 100 \(\mu\)m, Z\(_{\hbox {rel}}\)=-150 \(\mu\)m case as an example, dividing the dynamics into three zones: zone 1 indicates the incubation time (i.e., multiphoton absorption); zone 2 and zone 3 together represent the linear absorption regime (i.e., elevated material temperatures leading to a collapsed bandgap), and zone 3 indicates material ejection, ending with a fully formed through hole.
The absorptance dynamics, hole morphologies, and simulations can be employed to further elucidate the drilling mechanism as a function of focus position. As mentioned above, while the absolute position of the focus with respect to the glass sample is unknown, the experimental results can be correlated with simulations to better understand the effect of focus position on the via formation mechanism. As shown in Fig. 4, the simulations require a larger process window to match the experimental dynamics, but overall match the features of the dynamics quite well, as explored further below.
The incubation time is longer at the edges of the interaction zone. The simulations are in agreement with this observation for both glass thicknesses; if it is assumed, as the simulations indicate, that a lower intensity at the bottom of the glass results in a longer incubation time, then it must follow that in the experiment the focus passes through the bottom interface of the glass during the focus skew, creating lower fluence conditions at the back glass/air interface at the two ends of the skew. This is also consistent with the slightly smaller hole diameters that are formed near the middle of the process window. If this is the case, then Zrel would be a reasonable proxy for actual focus position with respect to the bottom glass/air interface. The longer incubation times at the edge of the process window also have larger error bars (Fig. 3f), indicating that the incubation time is variable and the process less stable.
The dynamics of the rapid, linear absorption that follows the incubation period varies with focus position for both glass thicknesses. In general, the rise in absorptance has a single exponential/time constant rise at the edges of the process window, while near Z\(_{\hbox {rel}}\)= 0 there is an initial sub-microsecond rise to about 2/3 of the maximum absorption, followed by a slower single-exponential-like increase to the maximum absorptance. The absorptance dynamics from the simulations (Figs. 4 and 5) also capture some of this non-exponential behavior. The simulations show that this behavior in the absorptance dynamics may arise from the transition of the absorption in the glass from the bottom up, resulting in a sharp rise in the signal due to the sudden absorption within a large volume of material, to mainly top surface absorption, which follows an exponential increase as the top surface temperature increases. The scaling of the drill time with glass thickness near the middle of the process window (Fig. 3f) may indicate a maximum speed at which the melt front can propagate from the bottom to the top surface of the glass and/or the maximum speed at which the column of molten material can be expelled from the partially-formed through hole.
The experimental dynamics near Z\(_{\hbox {rel}}\) = 0 show some interesting features, namely ”oscillations” in the signal (see Fig. 4, for 50 \(\mu\)m thick glass at Z\(_{\hbox {rel}}\) = -50 \(\mu\)m) and large spikes in the dynamics following material ejection (for example, Fig. 4 for 50 \(\mu\)m thick glass at Z\(_{\hbox {rel}}\) = 50 \(\mu\)m). From the simulations (Fig. 4b), the intensity of the absorptance following the complete opening of the via only exhibits very small fluctuations and does not show the spikes seen in the experimental data for both 100 \(\mu\)m and 50 \(\mu\)m glass (Fig. 4). One possible explanation for these spikes is that large molten glass droplets ejected out of the via during the drilling, as observed in Fig. 5, could come into the region where the laser beam continues passing through until 40 \(\mu\)s, long after the through hole is open. As these ejected glass droplets are still in the molten phase when entering the laser beam, the absorption by these droplets at high temperature could trigger strong transient spikes in the absorptance data. This behavior, however, is not modeled in the simulations due to a limited simulation domain size, 75 \(\mu\)m above the top and below bottom surfaces, to reduce the computational cost in the simulations.
Multi-step dynamics, that is, rising and falling of the absorption signal during drilling are observed for both glass thicknesses around Z\(_{\hbox {rel}}\) = 0. These dynamics are correlated with material ejection from both sides: there is an increase in laser side splash when there are two absorptance rise and fall events in the dynamics. The simulation of 100 \(\mu\)m thick glass at Z\(_{\hbox {rel}}\)=-200 \(\mu\)m shows the ejection of some portion of molten glass from the top around 3–4 \(\mu\)s, which appears to reduce the overall absorptance due to the drop in the total volume of the glass at elevated temperature. After that, the heating of the remaining glass by the QCW laser pulses brings up the temperature in the remaining molten glass and the effective absorptance increases due to the increase in the linear absorption. Finally, the absorptance signal collapses as soon as the molten glass is completely removed from the via after \(\sim\)8 \(\mu\)s.
The final step in the hole formation process is the ejection of the column of molten glass from the partially formed via. The hole morphologies and splash volumes (Fig. 3) indicate larger opening diameters and smaller splash for the top side for both sample thicknesses across most of the process window. This is consistent with the bottom opening first and molten material flowing out of the bottom opening, which would result in larger splash at the bottom. The top opening may be larger because of the cone of the focused beam being larger at the top, the molten material partially re-solidifying at the bottom or a combination of the two. In some of the experimental dynamics there is an instantaneous drop to zero absorptance. This behaviour is ascribed to the molten glass strongly absorbing at the top while the bulk of molten column is rapidly ejected out of the bottom, and once the top molten ”bubble” pops the beam path is clear. The ”oscillations” mentioned above and observed in Fig. 4b for Z\(_{\hbox {rel}}\)= -50 \(\mu\)m may be several consecutive molten bubble pops occurring at the top opening of the through hole during the final microsecond of the drilling process. At the farther edges of the process window the ejection is slower than at the center of the process window, and this correlates with lower laser side splash, indicating that the molten column is removed slowly from primarily the back side.
The complex mechanism presented above is in stark contrast to a typical CO\(_{2}\)-based drilling mechanism for TGV formation, which relies on top-down melting and hydrodynamic removal of material. Linear drilling speeds for these processes have been reported in the range of 0.2–2 cm/s, producing through holes with aspect ratios of <10:1 and nearly straight sidewalls (taper <10°) in glass up to 500 \(\mu\)m thick [6, 36, 39]. The ps-QCW method demonstrated here is initiated from the backside through multiphoton absorption, proceeds with linear speeds of up to 10 m/s, and prepares through holes with straight sidewalls. To date the method has been limited to glass thicknesses \(\le\) 100 \(\mu\)m with prepared through holes of 10–20 \(\mu\)m diameter.
5 Conclusions
The TGV formation dynamics as a function of focus position for 100 \(\mu\)m and 50 \(\mu\)m thick AF32® eco glass using a green ps-QCW laser were explored using a novel time-resolved absorptance measurement technique, multiphysical simulations and hole morphology measurements. The study reveals that the TGV formation is initiated during an incubation period, which is characterized by multiphoton absorption at the bottom glass/air interface. This incubation period, as short as 1 \(\mu\)s, heats the material until a threshold temperature is reached at which point linear absorption results in the rapid heating of the irradiated column of material, and propagation of the melt front from the bottom of the glass toward the top. Evaporation of glass at the top surface creates a strong recoil pressure that hydrodynamically ejects most of the material from the bottom of the glass. When the focus of the beam is near the bottom glass/air interface, total drill times can be as short as 10 \(\mu\)s for 100 \(\mu\)m thick glass, and 5 \(\mu\)s for 50 \(\mu\)m thick glass, representing linear drill speeds of 10 m/s, 500x faster than typical methods that utilize a CO\(_{2}\) laser. At these conditions the absorptance dynamics can include oscillating features that are correlated with increased recast on the top surface of the glass and therefore arise from molten glass ejection from the top surface of the partially-formed through hole. The detailed physical understanding achieved through this study provides a foundation for extending this TGV preparation technique to other glass materials, thicknesses and hole diameters.
References
H. Matsumoto, Z. Lin, J.N. Schrauben, J. Kleinert, R.G. Vázquez, M. Buttazzoni, A. Otto, Rapid formation of high aspect ratio through holes in thin glass substrates using an engineered, qcw laser approach. Appl. Phys. A 128(4), 1–10 (2022)
L.A. Hof, J. Abou Ziki, Micro-hole drilling on glass substrates-a review. Micromachines 8(2), 53 (2017)
M.e.a. Toepper, Thin film interposer based on tgv: An alternative to si-interposer. In: Proc. 60th ECTC, pp. 66–73. IEEE (2010)
L. Brusberg, H. Schroeder, R. Erxleben, I. Ndip, M. Toepper, N.F. Nissan, H. Reichl, Glass carrier based packaging approach demonstrated on a parallel optoelectronic transceiver module for pcb assembling. In: Proc. 60th ECTC, pp. 269–274. IEEE (2010)
H. Schroeder, W. Lewoczko-Adamczyk, Glass offers transparent benefits to quantum technology. Photonics Spectra 56(1), 92–95 (2022)
L. Brusberg, M. Queisser, C. Gentsch, H. Schröder, K.-D. Lang, Advances in CO2-laser drilling of glass substrates. Phys. Proc. 39, 548–555 (2012)
R. Nakamura, T. Katsuta, S. Fujikawa, T. Magara, T. Inagawa, Y. Aono, H. Tokura, Micro-laser drilling on glass substrates with pulsed CO2 lasers. In: 2013 Japan Society for Precision Engineering, Spring Conference Proceedings, pp. 587–588. The Japan Society for Precision Engineering (2013)
H. Varel, D. Ashkenazi, A. Rosenfeld, M. Wähmer, E.E.B. Campbell, Micromachining of quartz with ultrashort laser pulses. Appl. Phys. A 65, 367–373 (1997)
L. Shah, A.Y. Arai, S.M. Eaton, P.R. Herman, Waveguide writing in fused silica with a femtosecond fiber laser at 522 nm and 1 MHz repetition rate. Opt. Express 13, 1999–2006 (2005)
R.R. Gattass, E. Mazur, Femtosecond laser micromachining in transparent materials. Nat. Photonics 2, 219–225 (2008)
X. Zhao, Y.C. Shin, Femtosecond laser drilling of high-aspect ratio microchannels in glass. Appl. Phys. A 104, 713–719 (2011)
S. Karimelahi, L. Abolghasemi, P.R. Herman, Rapid micromachining of high aspect ratio holes in fused silica glass by high repetition rate picosecond laser. Appl. Phys. A 114(1), 91–111 (2014)
M. Bhuyan, F. Courvoisier, P. Lacourt, M. Jacquot, R. Salut, L. Furfaro, J. Dudley, High aspect ratio nanochannel machining using single shot femtosecond bessel beams. Appl. Phys. Lett. 97(8), 081102 (2010)
C.-H. Lin, Z.-H. Rao, L. Jiang, W.-J. Tsai, P.-H. Wu, C.-W. Chien, S.-J. Chen, H.-L. Tsai, Investigations of femtosecond-nanosecond dual-beam laser ablation of dielectrics. Opt. Lett. 35(14), 2490–2492 (2010)
Y. Pan, X. Lv, H. Zhang, J. Chen, B. Han, Z. Shen, J. Lu, X. Ni, Millisecond laser machining of transparent materials assisted by a nanosecond laser with different delays. Opt. Lett. 41(12), 2807–2810 (2016)
Y. Ito, R. Yoshizaki, N. Miyamoto, N. Sugita, Ultrafast and precision drilling of glass by selective absorption of fiber-laser pulse into femtosecond-laser-induced filament. Appl. Phys. Lett. 113(6), 061101 (2018)
Y. Ito, R. Yoshizaki, A. Shibata, Nagasawa, I., Nagato, K., N. Sugita, Ultrafast and precision processing of glass by selective absorption of fiber-laser pulse into femtosecond-laser-induced filament. In: Laser Applications in Microelectronic and Optoelectronic Manufacturing (LAMOM) XXV, vol. 11267, p. 112670. International Society for Optics and Photonics (2020)
H. Hidai, M. Yoshioka, K. Hiromatsu, H. Tokura, Glass modification by continuous-wave laser backside irradiation (CW-LBI). Appl. Phys. A 96(4), 869–872 (2009)
T. Koyama, K. Tsunetomo, Laser micromachining of silicate glasses containing silver ions using a pulsed laser. Jpn. J. Appl. Phys. 36, 244–247 (1997)
A. Salleo, F.Y. Génin, J. Yoshiyama, C.J. Stolz, M.R. Kozlowski, Laser-induced damage of fused silica at 355 nm initiated at scratches. Proc. SPIE 3244, 341 (1998)
A. Salleo, T. Sands, Génin: Energy deposition at front and rear surfaces during picosecond laser interaction with fused silica. Appl. Phys. A 71, 601 (2000)
S. Itoh, H. Hidai, H. Tokura, Experimental and numerical study of mechanism of glass modification process by continuous-wave laser backside irradiation (CW-LBI). Appl. Phys. A 112, 1043–1049 (2013)
H. Hidai, N. Saito, S. Matsusaka, A. Chiba, N. Morita, Deep drilling of silica glass by continuous-wave laser backside irradiation. Appl. Phys. A 122(4), 277 (2016)
R. Yoshizaki, Y. Ito, N. Miyamoto, A. Shibata, I. Nagasawa, K. Nagato, N. Sugita, Abrupt initiation of material removal by focusing continuous-wave fiber laser on glass. Appl. Phys. A 126(9), 1–7 (2020)
H. Matsumoto, J. Kleinert, Z. Lin, Systems and methods for drilling vias in transparent materials. Google Patents. US20210245303A1 (2021)
J.W. Overbeck, Faster laser marker employing acousto-optic deflection. Google Patents. US5837962A (1998)
S.B. Barrett, M.A. Unrath, D.R. Cutler, Laser beam tertiary positioner apparatus and method. Google Patents. US6706999B1 (2004)
SphereOptics: Integrating Sphere Design and Applications. https://www.sphereoptics.com
H. Matsumoto, Z. Lin, J. Schrauben, J. Kleinert, Analysis and mitigation of stress induced by rapid formation of through glass vias in thin substrates. In: 2023 SPIE Photonics West, pp. 12408–22 (2023)
A. Otto, H. Koch, R.G. Vazquez, Multiphysical simulation of laser material processing. Phys. Proc. 39, 843–852 (2012)
A. Otto, H. Koch, R.G. Vázquez, Z. Lin, B. Hainsey, Multiphysical simulation of ns-laser ablation of multi-material led-structures. Phys. Proc. 56, 1315–1324 (2014)
J.H. Simmons, What is so exciting about non-linear viscous flow in glass, molecular dynamics simulations of brittle fracture and semiconductor-glass quantum composites. J. Non-Crystalline Solids 239(1), 1–15 (1998). https://doi.org/10.1016/S0022-3093(98)00741-8
H. Matsumoto, Z. Lin, J. Kleinert, Ultrafast laser ablation of copper with ~GHz bursts. In: Laser Applications in Microelectronic and Optoelectronic Manufacturing (LAMOM) XXIII, vol. 10519, p. 1051902. International Society for Optics and Photonics (2018)
H. Matsumoto, Z. Lin, J.N. Schrauben, J. Kleinert, Ultrafast laser ablation of silicon with ~GHz bursts. J. Laser Appl. 33, 032010(2021)
A. Otto, R.G. Vázquez, Fluid dynamical simulation of high speed micro welding. Journal of Laser Applications 30(3), 032411. https://doi.org/10.2351/1.5040652 (2018)
Mitsubishi Electric Corporation: Mitsubishi Electric Develops Micro Glass-processing Technology Incorporating Pulsed CO2 Laser. https://www.mitsubishielectric.com/news/2014/pdf/0213-c.pdf
L.B. Glebov, Optical absorption and ionization of silicate glasses. In: Laser-Induced Damage in Optical Materials: 2000, vol. 4347, pp. 343–358. International Society for Optics and Photonics (2001)
T.A. Laurence, J.D. Bude, N. Shen, T. Feldman, P.E. Miller, W.A. Steele, T. Suratwala, Metallic-like photoluminescence and absorption in fused silica surface flaws. Appl. Phys. Lett. 94(15), 151114 (2009). https://doi.org/10.1063/1.3119622
Fraunhofer Institute for Reliability and Micro-integration IZM: CO2-Laser Drilling of Through Glass Vias (TGVs). http://www.izm.fraunhofer.de/en, Fraunhofer Institute for Reliability and Micro-integration IZM. Accessed 2022
Acknowledgements
The authors would like to thank Andreas Otto and Michele Buttazzoni at TU-Wien for insightful discussions on the simulation results.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Supporting information
Animations of the formation of TGVs in 50 and 100 \(\mu\)m thick glass at various relative focus positions, a discussion of the sphere response, and full microscopy and absorptance datasets are available in the Supporting Information.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Schrauben, J.N., Matsumoto, H., Lin, Z. et al. Rapid and complex dynamics of through glass via formation using a picosecond quasi-continuous wave laser as revealed by time-resolved absorptance measurements and multiphase modeling. Appl. Phys. A 129, 282 (2023). https://doi.org/10.1007/s00339-023-06526-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-023-06526-z