
Abstract
Ultrahigh ambient coercivities of ~4 T were achieved in Nd–Fe–B benchmark thin film with coercivity of 1.06 T by diffusion-processing with Dy, Dy70Cu30 and Dy80Ag20 alloy layer. High texture and good squareness were obtained. In triple-junction regions, Dy element was found to be immiscible with Nd element. Microstructure observation indicated the typical gradient elementary distribution. Unambiguous core/shell microstructure was characterized by transition electron microscopy. Due to the enhanced ambient coercivity, the coercivity temperature stability was also substantially increased.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Nd–Fe–B-based sintered magnets, which were discovered in 1980s, had shown the comprehensive advantages than other permanent magnets. Usually, the coercivities of commercial sintered magnets were between 1 and 1.5 T. Recently, there was a strong need of high-performance Nd–Fe–B sintered magnets used in traction motors in (hybrid) electric vehicles (HEV) and wind power generators. To meet such application, the coercivity should be around 3 T at room temperature, possibly leading to the coercivity of over 0.8 T at working temperature, for example, at 120–180 °C. These requirements were much higher than the performances of current commercialized Nd–Fe–B sintered magnets. A general approach for improve the performance of sintered magnets was to refine the grain size of the Nd2Fe14B phase [1, 2]. However, Nothnagel reported that there was a critical grain size of around 3 μm, at which the H cj drastically decreased with further refinement [2] due to appearance of a large fraction of neodymium oxides including dhcp-Nd, fcc-NdO and hcp-Nd2O3 [3]. Recently, by a combination of hydrogenation–disproportionation–desorption– recombination (HDDR) process, desorption–recombination (DR) process and jet milling process, the critical size of Nd2Fe14B grains was further reduced down to submicrometer scale. And the coercivity of 1.32 T and remanence of 0.73 T had been achieved [4]. But there were still many difficulties for further improvement on the coercivity by only using grain refinement.
Another industrial solution was to add Dy or Tb, such heavy rare-earth elements into Nd–Fe–B magnets during melting process. Therefore, by increasing the ambient coercivity to about 3 T, the coercivity at the operation temperature of 200 °C was possibly around 1 T. Since partial Dy or Tb replacement increased the magnetocrystalline anisotropy (μ 0 H A) of 2:14:1 phase, the coercivity and its thermal stability were therefore improved. However, due to the antiparallel alignment of Dy or Tb moments with Fe moments, the magnetization was substantially decreased. Later, the GBs were found to play more critical role on influencing the coercivities since the μ 0 H A of the grain surface region was usually damaged by defects. Grain boundary diffusion process (GBDP) technique was developed to increase the coercivity more efficiently and economically. Various heavy-rare-earth- based alloys or inorganic salts, such as Dy [5], Dy–Cu [6], Dy–Co [7], Dy–Fe–Cu [8], DyF3 [9, 10], TbF3 [11] and TbCl3 [12], were ever tried. Generally, a maximum increment of coercivity about ~1 T could be achieved in bulk magnet after diffusion process with Dy-based alloys [5,6,7,8,9,10]. Nd2Fe14B-core/(Nd, HRE)2Fe14B-shell (HRE = Tb, Dy) structure, which was assumed to be the reason for coercivity enhancement, was not well confirmed by the microstructural observation. On the other hand, it is technically meaningful to investigate how much the potential coercivity enhancement would be obtained by diffusion-processing with Dy-based alloys. Therefore, we carried out the diffusion process in Nd–Fe–B thin films with Dy-based alloys. The potential coercivity enhancement was studied. The resultant microstructure evolution was characterized by TEM observation with different elementary preferred distribution. The coercivity temperature coefficiency was enhanced due to the increased coercivity.
2 Experiments
A Ta(20 nm)/Nd14Fe77B9(100 nm)/Ta(20 nm) benchmark thin film was firstly prepared. The depositions of Ta underlayer and coverlayer were carried out at room temperature. Nd14Fe77B9(100 nm) layer was deposited at 873 K in a base vacuum better than 5 × 10−5 Pa. To carry out diffusion process, Ta(20 nm)/Nd14Fe77B9(100 nm)/diffusion layer(10 nm)/Ta(20 nm) (diffusion layer = Dy, Dy70Cu30 or Dy80Ag20 alloy layer) were prepared and post-annealed at 923 K for 30 min. The constituent phases were characterized by X-ray diffraction (XRD) using Cu K α radiation. The cross-sectional morphologies were achieved by Gatan G2 F30 with energy filter. The hysteresis loops along the out-of-plane (OOP) and in-plane (IP) directions were measured by the superconducting quantum interference devices (SQUID) with temperature up to 400 K.
3 Results and discussion
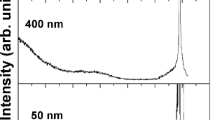
Figure 1 shows the X-ray diffraction (XRD) patterns of benchmark film with those of diffusion-processed films. In the benchmark film, the diffraction peaks at 2θ ≈ 29°, 2θ ≈ 44° and 2θ ≈ 62° with strong intensities indicate the (004) plane, (006) plane and (008) plane of 2:14:1 phase, showing the strong textured microstructure. After diffusion-processing with Dy(10 nm), Dy70Cu30(10 nm) or Dy80Ag20(10 nm) alloy layers, the intensity of (105) peak at 2θ ≈ 38° is increased. Besides, an additional peak at 2θ ≈ 31° is observed, which is a characteristic peak of the Nd-rich phase with the double-hexagonal close-packed structure. However, some other peaks are also observed after diffusion process, indicating that the texture degree is slightly degraded.

X-ray diffraction (XRD) patterns of Ta(20 nm)/Nd14Fe77B9(100 nm)/Ta(20 nm) benchmark film compared with those of the films diffusion-processed with Dy(10 nm), Dy70Cu30(10 nm) and Dy80Ag20(10 nm) alloy layers
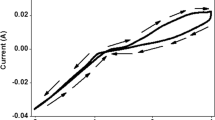
Figure 2 compares the hysteresis loops of benchmark film compared with those of diffusion-processed films. Due to the well-textured microstructure as indicated from XRD patterns, different magnetization behaviors along out-of-plane (OOP) direction and in-plane (IP) direction of the substrate are observed. Good squareness is achieved along OOP direction. However, coercivity in the benchmark film is only 1.06 T due to the lack of Nd-rich phase as seen from XRD pattern. After diffusion process with Dy(10 nm) layers, the anisotropic magnetization behavior is not changed. High squareness is maintained. The coercivity is almost quadrupled to 3.96 T. The magnetization behavior along IP direction is almost linear with reduced hysteresis, indicating the ultrahigh μ 0 H A. By diffusion-processing with Dy70Cu30(10 nm) and Dy80Ag20(10 nm) alloy layers, a maximum coercivity of 4.1 T has been achieved in Ta(20 nm)/Nd14Fe77B9(100 nm)/Dy70Cu30(10 nm)/Ta(20 nm) film compared with 4.06 T in Ta(20 nm)/Nd14Fe77B9 (100 nm)/Dy70Ag30(10 nm)/Ta(20 nm) film. The analogue linear magnetization behaviors are observed along IP direction thanks to the diffusion process using Dy-based alloys. However, the saturation magnetizations of these films are substantially decreased. One reason is because that the magnetic moments of Dy are antiparallel with those of Nd and Fe moments. Nd replaced by Dy in 2:14:1 phase will go to grain boundary regions and form nonmagnetic phases. The possibly existing nonmagnetic rare-earth oxides will also reduce the saturation magnetization, which is another reason for low magnetizations after diffusion process.

Hysteresis loops of Ta(20 nm)/Nd14Fe77B9(100 nm)/Ta(20 nm) benchmark film and those of diffusion-processed films with Dy(10 nm), Dy70Cu30(10 nm) and Dy80Ag20(10 nm) alloy layers
The changes in the magnetic properties are always related to the microstructure evolution. Figure 3a shows the cross-sectional morphology of benchmark film. The rough surface with particulate morphology was observed. From the Nd-loss image (Fig. 3b), the bright regions which indicate the Nd-rich phase are observed in the GB regions. Magnetic isolation between neighboring Nd2Fe14B grains is not sufficient by the inhomogeneous distribution of Nd-rich phase, leading to the poor coercivity. Figure 3c shows the high-magnification TEM image of the marked region in Fig. 3a. Clear lattice fringes are observed. The corresponding Fourier transform patterns are shown in Fig. 3d. The fast Fourier transform patterns are indexed as the (100) plane with an incident electronic beam along [100] axis. Therefore, the normal direction of the lattice fringes shown in Fig. 3c is [001] direction, which is the c axis of Nd2Fe14B grain as indicated in Fig. 3c. By diffusion-processing with Dy(10 nm) layer, cross-sectional morphology is not substantially changed as seen in Fig. 3e. From cross-sectional Nd-loss image, on the top of the layer, Nd-rich region is observed along with neighboring Nd-lean regions and grain boundary as marked in Fig. 3f. However, in the corresponding Dy-loss image (Fig. 3g), the Nd-rich regions marked in Fig. 3f become Dy-lean, while those Nd-lean regions in Fig. 3f become Dy-rich as seen in Fig. 3g. From the dispersion of Nd-rich and Dy-rich regions, Dy is found to be not alloyed with Nd in the GB regions. Meanwhile, the thin Dy-rich shell is observed outside Nd2Fe14B grains, forming the Nd2Fe14B-core/(Nd, Dy)2Fe14B-shell structure. From the film top surface to the bottom, gradient Dy distribution is roughly formed, showing the typical composition distribution of diffusion-processed alloys.

Cross-sectional bright-field image of a Ta(20 nm)/Nd14Fe77B9(100 nm)/Ta(20 nm) benchmark film and b corresponding Nd-loss image. c High-magnification image of the region marked in a, d corresponding Fourier transform patterns. e Cross-sectional bright-field image of Ta(20 nm)/Nd14Fe77B9(100 nm)/Dy(10 nm)/Ta(20 nm) film and corresponding f Nd-loss image and g Dy-loss image
Figure 4a, b shows the IP bright-field image and Nd-loss image of benchmark film, respectively. The GBs are clearly observed with grain size generally larger than 100 nm. Many regions consisting of Nd-rich phase are frequently observed in triple-junction regions. In the adjacent intergrain intersurfaces, they are also Nd-enriched. Such aggregation by Nd-rich phase in triple-junction regions is not the optimized microstructure for enhanced coercivity since low coercivity is obtained in benchmark film. Figure 4c shows the IP TEM image of Ta(20 nm)/Nd14Fe77B9(100 nm)/Dy(10 nm)/Ta(20 nm) diffusion-processed thin film with the corresponding Nd-loss image and Dy-loss image. The granular morphology is seen with grain size smaller than 100 nm. After diffusion process, the Nd2Fe14B grains are isolated with Nd-rich phase. Large-size Nd-rich regions are also observed. Besides, some small-size grains as marked in Fig. 4d are observed to be Nd-lean. These Nd-lean grains and Nd-rich regions are identified to be Dy-rich and Dy-lean, respectively, as seen in Fig. 4e. From Fig. 4d and Fig. 4e, Nd composition in GB regions and triple-junction regions are higher than that in the interior region of 2:14:1 phase. As comparison, Dy composition is usually higher in 2:14:1 phase grain shell than that in GB regions or triple-junction regions. IP high-magnification TEM image of Ta(20 nm)/Nd14Fe77B9(100 nm)/Dy(10 nm)/Ta(20 nm) diffusion-processed thin film is shown in Fig. 4f together with the corresponding Nd-loss image (Fig. 4g) and Dy-loss image (Fig. 4h). Nd is displayed to be mainly enriched in the triple-junction region and GB regions in Fig. 4g, where Dy is usually lean as indicated in Fig. 4h. The elementary preferred distribution is different for Nd and Dy, showing the immiscible behavior as similar as reported in the diffusion-processed bulk magnets [5]. The gray contrast indicates the increased Dy composition in shell region of Nd2Fe14B grain than that in interior of Nd2Fe14B grain and triple junctions, demonstrating the unambiguous formation of Nd2Fe14B-core/(Nd, Dy)2Fe14B-shell microstructure. Since Dy in the grain shell remedies the defects and provides high μ 0 H A, magnetically hardened shells behave the pinning sites for reversal domains and are responsible for the enhanced coercivity. For Cu and Ag elements, they are not considered to be diffused into Nd2Fe14B main phase and enriched in the grain boundaries, as observed in the case of diffusion-processing with Nd-based alloy [13,14,15].

a In-plane bright-field image of Ta(20 nm)/Nd14Fe77B9(100 nm)/Ta(20 nm) benchmark film and b corresponding Nd-loss image; c In-plane bright-field image of Ta(20 nm)/Nd14Fe77B9(100 nm)/Dy(10 nm)/Ta(20 nm) film with d Nd-loss image and e Dy-loss image. f High-magnification in-plane view image of Ta(20 nm)/Nd14Fe77B9(100 nm)/Dy(10 nm)/Ta(20 nm) film along with g Nd-loss image and h Dy-loss image
Since the ambient coercivities are quadrupled to around 4 T at room temperature, the coercivity temperature dependences are compared in Fig. 5. In these films, the coercivities are decreased with increasing temperature due to reduced μ 0 H A with increasing temperature. The coercivity temperature coefficiency is defined as β = [μ 0 H c(T 2)−μ 0 H c(T 1)]/[μ 0 H c(T 1) × (T 2−T 1)]. Here, μ 0 H c(T 2) and μ 0 H c(T 1) are the coercivities at temperature T 2 and T 1, respectively. In the benchmark film, a low β of −0.5%/K is obtained due to the low coercivity. After diffusion-processing with Dy-based alloy layers, β is greatly enhanced and ranged from −0.353 to −0.371%/K, thanks to the significantly increased ambient coercivity. Noting that β values of commercial sintered magnets are ranged from −0.45 to −0.6%/K, diffusion process with Dy-based alloy layer is obviously effective to enhance the coercivity and its thermal stability.

Coercivity temperature dependences of Ta(20 nm)/Nd14Fe77B9(100 nm)/Ta(20 nm) benchmark film (BF) and the films diffusion-processed with Dy(10 nm), Dy70Cu30(10 nm) and Dy80Ag20(10 nm) alloy layers
4 Conclusions
Ambient coercivity of 1.06 T was achieved in the as-prepared Ta(20 nm)/Nd14Fe77B9(100 nm)/Ta(20 nm) benchmark film. After diffusion-processing with Dy(10 nm), Dy70Cu30(10 nm) or Dy80Ag20(10 nm) alloy layers, highly texture was maintained after diffusion process and the ambient coercivities were quadrupled to around 4 T. The typical gradient composition distribution was observed from cross-sectional TEM images. The unambiguous Nd2Fe14B-core/(Nd, Dy)2Fe14B-shell microstructure was observed. The dealloying behavior between Dy and Nd in grain boundary regions was observed. Coercivity thermal stability was substantially increased due to the increased ambient coercivity by the diffusion process.
References
R. Ramesh, G. Thomas, B.M. Ma, J. Appl. Phys. 64, 6416 (1988)
P. Nothnagel, K.H. Muller, D. Eckert, A. Handsterin, J. Magn. Magn. Mater. 101, 379 (1991)
W.F. Li, T. Ohkubo, K. Hono, Acta Mater. 57, 1337 (2009)
M. Nakamura, M. Matsuura, N. Tezuka, S. Sugimoto, Y. Une, H. Kubo, M. Sagawa, Appl. Phys. Lett. 103, 022404 (2013)
N. Watanabe, M. Itakura, M. Nishida, J. Alloy Compd. 557, 1 (2013)
W.B. Cui, Y.Q. Fu, T. Liu, G.J. Li, Q. Wang, J. Alloy Compd. 686, 101 (2016)
X.F. Zhang, S. Guo, C.J. Yan, L.W. Cai, R.J. Chen, D. Lee, Aru Yan, Appl. Phys. 115, 17A757 (2014)
L.P. Liang, T.Y. Ma, P. Zhang, J.Y. Jin, M. Yan, J. Magn. Magn. Mater. 355, 131 (2014)
F. Xu, L.T. Zhang, X.P. Dong, Q.Z. Liu, M. Komuro, Scr. Mater. 64, 1137 (2011)
X. Tang, R. Chen, W. Yin, M. Lin, D. Li, Aru Yan, IEEE Trans. Magn. 49, 3237 (2013)
M. Soderznik, M. Korent, K.Z. Soderznik, M. Katter, K. Üstüner, S. Kobe, Acta Mater. 115, 278 (2016)
S. Guo, X.F. Zhang, G.F. Ding, R.J. Chen, D. Lee, A. Yan, J. Appl. Phys. 115, 17A754 (2014)
W.B. Cui, K. Takahashi, K. Hono, Acta Mater. 59, 7768 (2011)
W.B. Cui, K. Takahashi, K. Hono, Adv. Mater. 24, 6530 (2012)
W.B. Cui, H. Sepehri-Amin, Y.K. Takahashi, K. Hono, Acta Mater. 84, 405 (2015)
Acknowledgements
This work was supported by National Natural Science Foundation of China under Grant No. 51501033, National Natural Science Funds for Distinguished Young Scholar under Grant No. 51425401 and Fundamental Research Funds for the Central Universities under Grant No. 140901001.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zhang, T., Zhou, X., Yu, D. et al. Ultrahigh coercivity and core–shell microstructure achieved in oriented Nd–Fe–B thin films diffusion-processed with Dy-based alloys. Appl. Phys. A 123, 111 (2017). https://doi.org/10.1007/s00339-016-0709-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-016-0709-0