
Abstract
Protein glycosylation is a very important quality attribute of any biopharmaceutical product as it affects the efficacy, serum half-life, and antigenicity of a molecule. The present expression hosts commercially utilized for a recombinant glycoprotein production generally cannot produce a desired and uniform glycan composition and generally exhibit non-human glycans that can lead to unwanted side effects. The authors provide a comprehensive review of various approaches which can be implemented to minimize the glycan heterogeneity for the production of the desired protein with improved glycoforms. The authors also describe that the industry standard expression systems such as mammalian, insect, and yeast are glycoengineered to produce human-like glycan composition of a recombinant product. This review summarizes the recent technologies used for the improvement of the glycan composition of the biotherapeutics, focusing largely on the selection of an appropriate expression host, glycoengineering, and upstream process optimization to control protein glycosylation and thus enhanced biological activity with fewer side effects. Here, we also suggest various approaches such as host and clone selection to achieve expected glycosylation in a recombinant protein. The cell culture, biochemical, and physical process parameters play a key role in the manufacturing of the desired glycoform of a therapeutic protein. Hence, these components are to be considered very carefully while developing such glycoproteins. Also, glycoengineering of production host to modulate the protein glycosylation is also recommended in the present review.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Recombinant therapeutic proteins are becoming more popular and valuable as treatment options due to their high target specificity and reduced adverse effects as compared to small molecule drugs (Carter 2011). Recombinant insulin was the first FDA-approved biotherapeutic drug generated in Escherichia coli by Eli Lilly in 1982 with the trade name of Humulin® (Carter 2011). Humulin is a non-glycosylated protein and, hence, was developed in E. coli. Erythropoietin was the first glycosylated recombinant glycoprotein approved by FDA in 1985, generated in Chinese hamster ovary cells by Amgen with the trade name of Epogen.
Various therapeutic proteins available for the clinical use are glycosylated, and the composition of attached glycans potentially influences the efficacy and immunogenicity of the drug. Glycosylation is one of the important quality attributes of a recombinant protein as its composition is also influences folding, stability, solubility, and intracellular trafficking of a protein. The degree of glycosylation of a protein is solely dependent on amino acid composition, post-translational modification capability of a host, rate of synthesis, and is influenced by numerous factors such as culture conditions, media-feed compositions, and cell metabolic pathways (Dicker and Strasser 2015; Gupta and Shukla 2017a, b; Gupta et al. 2017a).
The biological activity of a glycoprotein is mainly impacted by its composition formed during manufacturing; hence, much focus is to be given in controlling the manufacturing processes (Upstream and downstream) to achieve the desired product quality. Furthermore, glycoengineering is one of the approaches currently implemented for the production of homogenous glycan composition of a therapeutic protein. However, more study is required to understand and control it completely (Gupta et al. 2017a).
Recombinant therapeutic proteins offer several advantages over traditional small molecules. However, the production of recombinant proteins is more complicated than a chemical synthesis of the smaller molecules. To date, various approaches have been employed for the production of recombinant proteins using various expression platforms; however, Escherichia coli, Saccharomyces cerevisiae, and mammalian hosts (Chinese hamster ovary-CHO, baby hamster kidney cells-BHK21, human cell line-HEK293, and murine myeloma-Sp2/0/NS0 cells) are the preferred choice in the industry (Gupta and Shukla 2017b; Gupta et al. 2017a, b).
The advanced expression system, Saccharomyces cerevisiae, can express functional therapeutic proteins with close to human post-translational modifications (Dalton and Barton 2014). S. cerevisiae is the more appropriate host than the E. coli for the development of certain proteins as it can produce glycosylated and properly folded active proteins, unlike the E. coli system. However, mammalian systems, mostly Chinese hamster ovary (CHO) cells, are gaining more importance than any other host and are used for the production of approximately 70% of all commercially available therapeutic proteins so far (Jayapal et al., 2007). These cells produce therapeutic drugs similar to the human glycan composition (Dalton and Barton 2014). The first recombinant therapeutic protein Activase® produced in CHO cells was approved by FDA in 1987 (Jayapal et al. 2007). Since 2011, the FDA has approved 197 novel drugs, out of which, 48 are recombinant therapeutic proteins, including recombinant monoclonal antibodies produced by either CHO or murine cells (Morrison and Lähteenmäki 2016). Many efforts have been put into improving production using various approaches including using novel vector elements, cell engineering, media-feed design, and upstream process optimization. In this review, we summarize recent technologies used for improved therapeutic protein production by E. coli, S. cerevisiae, and CHO cells with more emphasis on their importance in producing glycosylated therapeutic proteins.
Factors affect glycosylation
A variety of components contribute during a product life cycle, which may influence its quality characteristics including glycosylation. The protein quality can be affected at any step of the product development, such as (1) expression platform selection and clone development, (2) upstream and downstream process development, (3) formulation development, and (4) process scale-up at larger scales.
The above key parameters highlighted may affect the glycosylation pattern of a therapeutic protein (Table 1). The product quality attributes (PQA) must be identified and assessed at the initial stage of the project and need to be confirmed at each stage of a product development cycle. The above strategy allows developing high quality and potent drug without compromising with the estimated time and budget.
Protein production host and glycosylation
Achieving a desired glycosylation pattern is a must for a recombinant therapeutic glycoprotein since the glycan composition can potentially affect the final yield, immunogenicity, stability, and biological activity, which in turn affects the development cost and clinical success. Numerous mammalian hosts presently used have the ability to produce desired glycoproteins (similar to human-like glycans). However, they can be differentiated from human glycans at their terminal glycan composition. The glycan composition of a recombinant protein varies to a great extent depending on the expression host used for the protein production. The bacterial system cannot produce glycoprotein unless glycol-engineered, whereas yeast, plants, and insect systems generate immunogenic glycans, but, the mammalian systems can generate human-like complex glycans. Among all possible expression systems used so far, the mammalian cells are the most commonly used expression system for the manufacturing of biotherapeutic glycoproteins with human-like glycosylation composition (Ghaderi et al. 2012; Li et al. 2006).
Cell line changes and glycosylation
Using an alternate production system is considered as the major threat among the process changes. Hence, to stay away from host-associated challenges, an appropriate cell line is preferably used by the biopharmaceutical industries. Typically, cell lines that are altered during product development are (1) selection of different expression hosts for the clone development, (2) opting diverse clone from the same host, and (3) second round of single-cell cloning. The above strategies of selecting the clone may influence potentially the glycosylation composition of the final product.
Upstream process and glycosylation
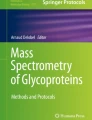
The tweaking of the upstream process parameters is essential to attain high expression with acceptable protein quality. The upstream bioreactor process is a complex process, and each step of its development may affect the protein glycosylation pattern. Variety of process parameters are controlled during the upstream process for the manufacturing of a recombinant product. These parameters encompass physical, chemical, and biological nature which may influence the glycosylation pattern of a therapeutic protein (Fig. 1) (Feng et al. 2005; Rathore and Winkle 2009).

Bioreactor process parameters for improved mAb glycosylation
An additional area for controlling the process parameters and product quality is the implementation of process analytical technology (PAT) which is highly recommended by the Food and Drug Administration’s (FDA) (Li et al. 2006; Rathore and Winkle 2009). The process parameters can be measured either online or off-line via operator involvement. A classic example of off-line measurements includes pH (to verify online pH), cell density, and cell viability assessment using various tools/automated cell counters, osmolality, and concentration of certain metabolites.
Dissolved oxygen (DO) of a bioreactor is normally restricted at a precise set point, generally 20–50% of air saturation, which may result into lactate accumulation as well as cytotoxicity depending on the cell line’s/Clone’s behavior, process parameters, and media-feed composition. Another important parameter is dissolved CO2 present in a bioreactor during the cell culture process, the accumulation of which beyond a certain range (120–150 mmHg) may affect the product quality, significantly (Table 1) (Ghaderi et al. 2012; Rathore and Winkle 2009).
In addition, the effect of media, feed supplements, and operating conditions has been studied extensively to understand their effect on the glycosylation of a recombinant protein and found that the components such as serum, glucose, ammonia, DO, dCO2, and osmolarity lead to change in the glycosylation pattern in diverse cell line (Table 1) (Ghaderi et al. 2012; Li et al. 2006; Rathore and Winkle 2009).
Controlling protein glycosylation
The N-glycosylation of a protein occurs in the endoplasmic reticulum of the eukaryotic cells in the presence of pre-assembled oligosaccharide (a lipo-oligosaccharide) precursor (Glc3Man9GlcNAc2). This precursor further establishes the linkage with an amide of the side chain of amino acid asparagine (N-glycosylation) to the consensus sequence Asn-X-Ser/Thr (X is any amino acid except proline) on a newly synthesized polypeptide chain. This reaction is catalyzed by a set of enzymes called heteromeric oligosaccharyltransferase (OST) (Aebi 2013).
Controlling macro-heterogeneity of a glycoprotein
The macro-heterogeneity of a recombinant protein arises due to variation in the glycan attached at a given site and these variations occur due to an intrinsic property of a production cell, the amino acid composition of a protein as well as the manufacturing processes. The Asn-X-Ser/Thr sequence, present, however, is adequate in mammalian cells for N-glycosylation of a protein to occur. Though all eukaryotic systems have a similar structural requirement for a proficient N-glycosylation, minor differences are observed regarding the glycosylation site utilization among the species (Zielinska et al. 2012; Shrimal and Gilmore 2013). These minor differences may result in inappropriate glycosylation of a recombinant protein and lead to macro-heterogeneity. Mammalian cells possess two oligosaccharyltransferase (OST) complexes having different catalytic subunits (STT3A or STT3B) assembled with a shared set of non-catalytic subunits (ribophorin I (Rb1), ribophorin II (Rb2), OST48, DAD1, and OST4), and engineering these complexes can minimize the differences arise due to N-glycosylation site occupancy; however, this mechanism is still not fully understood (Cherepanova and Gilmore 2016; Roboti and High 2012; Shrimal and Gilmore 2013).
Furthermore, it was also observed that overexpression of the single subunit of OST in Pichia pastoris increases the glycosylation composition of a mAb from 75 to 85% to over 99% (Choi et al. 2012). Another strategy to avoid the macro-heterogeneity of a recombinant protein is the attempting mutation of N-glycosylation consensus sequence, for example, mutation of Asn-X-Ser to Asn-X-Thr shows better glycosylation in diverse eukaryotes (Zielinska et al. 2012). In addition to modification of consensus sequences, the glycosylation efficiency can also be improved by altering adjacent amino acids, but, this process may lead to changes in the protein characteristics. However, N-glycosylation engineering has been successful in a few cases, for example, a hyperglycosylated variant of recombinant versions of erythropoietin (EPO), i.e., darbepoetin-alfa, which is engineered to carry two additional N-glycosylation sites (5 instead of 3). The additional two N-linked glycosylation sites have led to increased total sialic acid composition, thus enhancing serum half-life and in vivo activity (Elliott et al. 2003; Egrie and Browne 2001). In another recent study, a new N-glycosylation site has been introduced in the light chain of a mAb developed for HIV-1 that has potentially enhanced the virus neutralization activity (Song et al. 2013).
Controlling micro-heterogeneity of a glycoprotein
The majority of the expression systems used for the recombinant glycoprotein production often produces a blend of diverse glycans on the same recombinant protein; this phenomenon results in the production of a protein with the highest structural diversity (Nairn et al. 2008; North et al. 2010). The micro-heterogeneity of a glycoprotein arises due to differences in the N-glycan processing, which may be due to the cellular machinery including expression host/clone, an abundance of processing enzymes, the presence of the nucleotide sugar donors, the residence time in the cellular compartments, and the environmental conditions (process parameters, etc.). Moreover, it was also observed that the competition among various modifying enzymes for the same substrate and their processing might also contribute to the product micro-heterogeneity (Moremen et al. 2012).
The GlycoMab technology developed by the Glycart Biotechnology (now Roche) is used for the production of a glycoengineered antibody with a reduced content of the core fucose (1,6-linked) (Umaña et al. 1999). The US-FDA has approved a glycoengineered anti-CD20 monoclonal antibody obinutuzumab which is produced using the GlycoMab platform (Table 2) (Goede et al. 2014).
It is thought that the protein sequence and its structure are the major drivers for the site-specific modification that comes from intrinsic features of a glycoprotein (Thaysen-Andersen and Packer 2012). However, the protein conformation may entirely prevent the enzyme access to the glycans by steric hindrance (Wormald and Dwek 1999). For example, monoclonal antibody cetuximab contains an extra N-glycan site in the variable region of the heavy chain. The N-glycan of the variable region is more modified compared to the Fc N-glycan of this mAb as it is more exposed for the enzyme processing (Stadlmann et al. 2008; Steentoft et al. 2014). The possibility of engineering proteins without effect on their activity was attempted, but, this proved to be a very challenging process. Furthermore, this strategy is useful for site-specific glycan engineering to reduce the micro-heterogeneity of a glycoprotein (Ghaderi et al. 2010). An alternate approach is to design the glycan-modifying enzymes for a novel substrate to make possible for more efficient processing of partially or less accessible sites.
Controlling non-human immunogenic sugar residues
The most frequent expression system presently used for the production of therapeutic glycoproteins has been CHO cells, which possess non-human N-glycan composition and can be immunogenic and hypersensitive to the human. The therapeutic glycoproteins expressed from CHO cells are mainly composed of sialic acid N-glycolylneuraminic acid (Neu5Gc), mannose, galactose, and fucose (Kannicht et al. 2013; Shahrokh et al. 2010; Ghaderi et al. 2012). Also, due to lack of α-2,6-sialyltransferase enzyme in CHO cells, the glycosylated proteins contain N-acetylneuraminic acid (Neu5Ac), α 2,3-linkage instead of α 2,6-linkage. Therefore, various strategies have been attempted to eliminate the incorporation of N-glycolylneuraminic acid (Neu5Gc) from the glycoprotein (Bosques et al. 2010). An easy glycoengineering approach, knockout of the gene encoding CMP-Neu5Ac hydroxylase which converts CMP-Neu5Ac to CMP-Neu5Gc has been employed successfully.
Also, another expression platforms such as myeloma NS0 and Sp2/0 or baby hamster kidney (BHK) cells which produces antigenic epitope with galactose-α-1, 3-galactose are also utilized for the production of a handful of recombinant drugs. The enzyme responsible for the generation of the α Gal epitope is α-1, 3-galactosyltransferase, absent in humans, but active in the majority of the mammalian systems (Chung et al. 2008). Recombinant human factor VIII (rhFVIII) produced from BHK cells carries 3% of the α-Gal epitope, whereas the same is absent in the native rhFVIII (Chung et al. 2008). Another example is the glycan composition of anti-cancer mAb cetuximab produced in Sp2/0 murine cells, which carries a significant amount of the α-Gal epitope (Ghaderi et al. 2012; Bosques et al. 2010); however, the US-FDA approved it for human use. Numerous patients treated with cetuximab in the USA showed hypersensitive response mainly due to the presence of the α-Gal epitope (Chung et al. 2008). The glycoengineering approach can be implemented to eliminate the α-Gal epitope for development of biobetter therapeutic protein to the cetuximab. Furthermore, it is also reported that the glycoprotein produced by human cell HEK293 is highly heterogeneous with variable terminal sugars and is deficient N-glycan processing steps (e.g., GnTI-deficient) (Reeves et al. 2002).
Recently, Glycotope, a German company, has developed a glycoengineered human cell line, which offers a potent expression of homogeneous human-like recombinant glycoproteins (Table 2). The protein produced using HEK293 carries the least amount of terminal sialic acid as compared to other expression systems, including CHO cells; hence, HEK293 is a better option when less sialic acid content in the glycoprotein is desired (Croset et al. 2012). However, the sialylation of monoclonal antibodies shows anti-inflammatory properties (Kaneko et al. 2006).
In vitro control of glycosylation
The in vitro re-modeling approach has made possible these days to produce a homogenous glycoprotein with the distinct glycan composition (Wang and Amin 2014). The glycoprotein such as sialylated EPO can also be produced by the chemical synthesis approach or using mammalian expression system followed by chemical or enzymatic treatment for the modulation of protein to obtain homogenous desired glycoprotein.
To enhance the disialylated glycans and create homogenous intravenous immunoglobulin (IVIg), the drug is treated with β-1, 4-galactosyltransferase, and α-2, 6-sialyltransferase enzymes in vitro in the presence of corresponding nucleotide sugars (UDP-Gal, CMP-Neu5Ac) (Washburn et al. 2015). Similarly, the recombinant glucocerebrosidase (imiglucerase) has been generated with exposed mannose residues by a synthetic approach in vitro using various such enzymes (Zimran et al. 1995).
In another approach, a specific endoglycosidase is used to separate glycoproteins with a single N-linked GlcNA for the enzymatic removal of heterogenous glycoprotein content. The structurally homogeneous pre-synthesized oligosaccharide can be added enzymatically to the N-linked GlcNAc site of a glycoprotein resulting synthesis of the desired glycans. Recently, the Callewaert group has developed an in vivo re-modeling system in human cells for the distinct glycosylation (Meuris et al. 2014). The GlycoDelete platform has been developed, wherein GnTI-deficient HEK293 is engineered to produce N-GlcNAc-modified glycoproteins resulting in the synthesis of three truncated N-glycans. Therapeutic antibodies produced using GlycoDelete platform show interesting characteristics that need to be further assessed to demonstrate the potential of this novel approach.
Advances in hosts’ glycoengineering
E. coli glycoengineering
The bacterial host E. coli is used less regularly than the yeast and mammalian systems for the manufacturing of complex and larger proteins, mostly due to lack of post-translational modification and protein folding machinery (Dalton and Barton 2014; Huang et al. 2012; Gupta and Shukla 2015, 2016). E. coli does not possess endogenous isomerases responsible for the disulfide bond formation. Therefore, misfolded proteins have accumulated in the cells as inclusion bodies (IBs) (Klint et al. 2013), which is then further isolated from the cells and re-folded in vitro into an active protein. However, the above process is cumbersome and time-consuming and often yields a reduced amount of properly folded protein (Singh and Panda 2005). Besides the above limitations, wild-type E. coli also lacks the presence of a series of glycosyltransferases which are required to produce a glycosylated and functional protein (Demain and Vaishnav 2009).
Furthermore, Szymanski and co-workers (Szymanski et al. 1999) identified bacterium Campylobacter jejuni, which produces an N-linked glycosylated protein (Gupta and Shukla 2015; Szymanski et al. 1999). In a recent study, DeLisa and colleagues also demonstrated that an E. coli, C. jejuni contains pgl gene cluster enabling N-glycosylation of various recombinant proteins (Gupta and Shukla 2015; Wacker et al. 2002; Fisher et al. 2011). However, much study is still needed to prove this strain as industrially competent for the production of commercially viable therapeutic proteins.
Generally, the bacterial platform is the preferred choice for the production of non-glycosylated recombinant protein, and considered as an easy to handle and advantageous in rapid growth, simplicity, and availability of various expression elements and strains (Huang et al. 2012; Baker et al. 2013). Due to the above characteristics, E. coli is being engineered to improve protein folding, glycosylation, localization, and purity.
Yeast post-translational modification and glycoengineering
Yeast is a second host of choice after E. coli for the commercial production of recombinant protein because of their fast multiplication, the capability to secrete proteins and carry out post-translational modifications, including glycosylation (Graumann and Premstaller 2006; Tang et al. 2015). However, overexpression of recombinant proteins sometimes leads to accumulation in the intracellular compartment mainly due to a limitation in post-translational modification and secretory pathways (Tyo et al. 2014).
The post-translational modifications, including glycosylation, become critical in S. cerevisiae for the production of the recombinant therapeutic proteins (Tang et al. 2015; Young and Robinson 2014). Many of the researchers have demonstrated the significance of the glycosylation state for the proficient production, and recent discoveries raise our understanding (Tang et al. 2016). The major issue with the yeast system is the expression of undesired hyper-mannosylated proteins which are frequently observed and differs from human glycosylation structures (Wildt and Gerngross 2005). To overcome this challenge, the gene coding mannosyltransferase was deleted from the yeast genome, which resulted in reduced hypermannosylation and subsequent production of glycoproteins similar to human. Also, to prevent hypermannosylation of the recombinant proteins, Frey and co-workers developed ALG3/ALG11 double knockout strain of S. cerevisiae (Nasab et al. 2013).
Furthermore, the yeast strain is modified by knocking out key Golgi mannosyltransferase genes (i.e., MNN9, MNN1, and OCH1) which leads to improved protein expression without normally observed hypermannosylation (Tang et al. 2016).
The whole glycosylation pathways of the endoplasmic reticulum and Golgi can be humanized to produce human-like glycosylation (Fig. 2) and potentially reduced mannosylation in yeast including most demanding P. pastoris (Nasab et al. 2013; Laurent et al. 2016). There are many technologies available commercially nowadays which makes possible an efficient modification of P. pastoris glycosylation machinery (Laurent et al. 2016; Jacobs et al. 2008). Recently developed, the GlycoSwitch® platform is used for the production of glycosylated proteins, wherein the endogenous hypermannosylation gene (OCH1) is removed to control the mannose content of the protein and introduced glycosyltransferase and glycosidase genes to produce the desired glycosylated protein (Jacobs et al. 2008). However, the major drawback of the above platforms is the low yield of the glycosylated protein, which is a limitation regarding commercial viability and its application. Recently, Merck (USA) and Glycode SAS (France) announced changing business strategy with no further focus on their yeast engineering platforms (Laukens et al. 2015). However, the above issues can be addressed by implementing an alternate strategy to modify the strain completely by glycoengineering to produce desired glycans that may be more homogenous, therapeutically useful, and able to yield a high expression level (Laukens et al. 2015).

Advantages of glycoengineering of mammalian and yeast cells
Mammalian glycoengineering to improve post-translational modification
In mammalian CHO cells, the improvement of antibody-dependent cell-mediated cytotoxicity (ADCC) effector function has been demonstrated successfully by knockout of fucosyltransferase 8 (FUT8) gene, which produces afucosylated recombinant monoclonal antibodies (Table 2 and Fig. 2) (Yamane-Ohnuki et al. 2004). With the discovery of gene editing tool, CRISPR/Cas9, the genetic modification of CHO cells has become easier, and the same has been used to knock out the FUT8 gene (Grav et al. 2015). Also, other gene editing tools such as zinc finger nucleases (ZFNs) and transcription activator-like effector nucleases (TALENs) can also be used for an efficient gene editing of mammalian cells and other hosts such as yeast and E. coli cells. However, CRISPR/Cas9 has become more popular compared to ZFNs and TALENs due to its cost-effectiveness, simplicity, and less time-consuming process (Gaj et al. (2013); Gupta and Shukla 2016).
On the other hand, the siRNA or microRNA-based knockdown platform is also used for the gene disruption involved in target protein expression, cell cycle, metabolic pathways, and apoptosis (Fischer et al. 2015). However, this approach is successful for the knockdown of an individual target/protein and does not provide a universal and permanent solution for all proteins.
Moreover, certain genes are required to be overexpressed (e.g., glycosyltransferases) in the mammalian cells for overall improvement of the protein glycosylation. Betenbaugh and colleagues developed an engineered CHO cell by overexpressing α-2,6-sialyltransferase to increase the terminal sialic acid content of recombinant EPO for improved biological activity (Yin et al. 2015).
Media and feed supplementation for improving glycosylation
Apart from cell engineering approaches, the addition of certain media and feeds during the cell culture process can improve both protein expression as well as its quality including glycosylation. Zhou and co-workers (Zhou et al. 2008) demonstrated production of recombinant antibodies primarily containing mannose glycans by using the kifunensine an α-mannosidase inhibitor; however, the addition of an inhibitor led to reduced viable cell count. In spite of reduced cell viability, the addition of an inhibitor allowed enhanced overall specific productivity by more than two folds compared to untreated cells (Yin et al. 2015). It was also demonstrated that the addition of a chemical inhibitor of cyclin-dependent kinase (CDK) 4/6 led to the enhanced specific productivity of the recombinant clone by arresting the cells at G0/G1 growth phase (Zhou et al. 2008). Arresting the cells at the G0/G1 phase of the cell cycle possibly will switch the cellular energy in increasing the protein expression/specific productivity rather than cell growth.
Medium and feed components used for a cell culture process optimization are the major source of heterogeneity as compared to bioreactor physical parameters in any protein production process (Torkashvand and Vaziri, 2017). Several media and feeds are available commercially containing varying concentrations of sugar, amino acids, salts, growth promoting hormones, and so on. The defined concentration of these components is added during the cell culture process, which may impact both product titer and its quality. Hence, it becomes very important to optimize an appropriate concentration and feeding frequency to obtain the desired titer and product quality (Torkashvand and Vaziri, 2017). Every cell line/clone behaves differently in a different medium and feed composition, therefore, the optimization dependent upon their demand and overall behavior (Zhou et al. 2008). The cell culture medium constituent also affects the degree of glycan distribution of recombinant therapeutic monoclonal antibodies. The salt MnCl2 noticeably reduces the frequency of fucosylated glycoforms, in other words, increases the afucosylated glycan species which may improve the ADCC effector function of a mAb protein (Du et al. 2015; Raju 2008) positively. Also, the effect of glutamate addition in cell culture demonstrated improved antibody titer compared to glutamine supplementation without altering the glycan composition (Raju 2008).
The production of recombinant therapeutic drugs, including mAbs, is a huge and fast-growing area of the biopharmaceutical industry. Primarily, these proteins are expressed in mammalian Chinese hamster ovary (CHO) cells. There is immense industrial attention in the production of these proteins in CHO cells, but the production demands a good platform technology for the desired quality of the produced proteins. The glycan composition of a mAb is a critical quality parameter which decides the fate of the effector function (Table 3) of the molecules, such as complement-dependent cytotoxicity (CDC) and antibody-dependent cellular cytotoxicity (ADCC) (Raju 2008). Also, the glycan type and distribution in a molecule affects its stability and serum clearance (Jones et al. 2007; Stockert 1995). In a mAb, the D-galactose composition causes main variation in the N-glycans (Huhn et al. 2009). The glycosylation composition of a therapeutic protein can be greatly influenced by the expression host, medium and feed composition and upstream cell culture process parameters (Table 1) (Costa et al. 2014; Hossler 2012). As glycosylation is one of the key parameters for the biological activity of a mAb protein, various approaches have been implemented to modify the glycosylation compositions to achieve the desired glycoforms. The cell engineering and media optimization have been employed in most of the cases to achieve the desired product quality (Andersen et al. 2011).
Kildegaard and co-workers (Kildegaard et al. 2016) have demonstrated that the production bioreactor conditions and medium composition, including various N-glycan precursors (e.g., D-(þ)-mannose, D-galactose, L-fucose, GlcNAc, ManNAc, N-acetylneuraminic acid (NeuNAc), uridine, and cytidine), influence the glycan composition of a mAb produced in CHO system (Andersen et al. 2011).
Glycosylation of mAb and efficacy
The effector function of a mAb is influenced by the glycan composition present in the Fc portion of a mAb (Crispin et al. 2009; Jefferis 2009; Mimura et al. 2009; Iida et al. 2006). It is now well understood that the non-fucosylated mAb shows many folds improved binding affinity to FcλRIII receptor, leading to drastically enhanced (up to 100 folds) antibody-dependent cellular cytotoxicity (ADCC) (Iida et al. 2006; Kanda et al. 2007; Yamane-Ohnuki and Satoh 2009). On the other hand, the high galactose composition present in a mAb exhibit enhanced complement-dependent cytotoxicity (CDC) may be due to increased antibody binding to C1q (complement protein) in the hyper-galactosylated mAb (Table 3) (Hodoniczky et al. 2005).
Effect of the host on mAb glycosylation
Chinese hamster ovary (CHO) cell line is one of the most demanding hosts mainly used in the biopharmaceutical production for numerous reasons, and one of the reasons is glycosylation composition close to the human protein. The next well-liked host is mouse myeloma cells (NS0 and Sp2/0) which are being used for the manufacturing of numerous recombinant proteins, including mAbs as they can produce a high amount of recombinant proteins (Schilling et al. 2004; Huang et al. 2005). However, the glycan composition of the protein produced by these cells is different when compared to the CHO cell line. The protein produced using murine cells exhibits more complex glycan profiles (heterogeneity) than derived from the CHO cells.
Moreover, these proteins can also be produced using an alternate cell line which may lead to superior yield and allow developing an affordable biotherapeutic protein. A recent example of Infliximab biosimilar commercialized by Ranbaxy-Epirus is manufactured in CHO cells whereas an innovator has developed this mAb in murine cells (Gupta 2014).
Effect of upstream process on protein glycosylation
A recombinant cell line selected using various criteria subsequently utilized for the upstream cell culture process development in a particular bioreactor. The parameters which may influence a therapeutic protein are (1) physical parameters (various temperature, gassing, sparger type, impellers, and agitation speed), (2) chemical parameters (dissolved oxygen, CO2, pH, osmolality, etc.), and (3) metabolites (amino acid, vitamins, by-products, etc.) are optimized while developing a cell culture process in a bioreactor (Fig. 1 and Table 1) (Schilling et al. 2004; Xu et al. 2013). The above parameters play a key role in optimizing the culture conditions for achieving acceptable quality of a biotherapeutic drug; hence, a controlled and optimized upstream process with considerable product quality may allow developing an efficacious biotherapeutic drug.
Also, the design of experiment (DOE) strategy is implemented to speed up the upstream development of a steady process which can give the desired product quality. The high throughput screening tools, such as AMBR (advanced micro bioreactor) a Mini-bioreactor (Sartorius/TAP Biosystem) nowadays aggressively used for an initial clone, medium, feed screening, and small-scale upstream process development before process scale-up for clinical manufacturing and commercialization. This approach allows speedy screening of the best combination of small scale which can give a desired and improved glycosylation composition. The upstream cell culture parameters that may affect the product quality attributes are summarized in Table 1 (Liu et al. 2008). It is well studied that the upstream process can influence the glycosylation composition, biological activity, and impurity profiles of any therapeutic product (Ivarsson et al. 2014; Aghamohseni et al. 2014). Recently developed software, the GLYCOVIS can also be used for the study and prediction of a range of exterior factors which may affect the glycan profile of a recombinant product.
Conclusion
The recombinant therapeutic proteins are produced using selected prokaryotic and eukaryotic expression systems. Selection of an expression host depends on the nature of proteins to be expressed by these hosts. The post-translational modifications such as glycosylation occur in higher eukaryotes. Hence, an appropriate host is selected for the production of a glycosylated protein. The heterogeneity associated with the protein glycosylation is a universal variation that occurs in mAbs and other therapeutic proteins when produced in mammalian hosts. It is well known that these variations can result from a host, clone, and variability in the upstream process, downstream process, and formulation and storage conditions. The high screening throughput devices (AMBR etc.) and DOE approaches at a different stage of development can successfully be utilized to optimize the extent of heterogeneity, minimize the risk associated with product quality, potency, and immunogenicity of a therapeutic protein. Notable, upstream cell culture parameters such as physical and chemical parameters influence the glycosylation pattern of a variety of proteins. The host glycoengineering such as FUT8 gene knockout of CHO cells allows increased biological activity (ADCC) at a very low dose compared to the product expressed from non-engineered cells.
The use of modern genome editing tools and better control and understanding of cell culture processes will make possible in developing next-generation production hosts for the improved protein production. The above-described glycoengineering approaches may allow ease of manufacturing of recombinant therapeutic proteins, including biosimilar and biobetter drugs with improved biological activity and safety. Ultimately, these approaches may lead to the development of a low cost and affordable therapeutic protein with superior potency, with lower doses and frequency. To date, various strategies have been implemented to overcome product quality challenges, especially glycosylation; however, still many things are unclear when it comes to the protein glycosylation. The best approach to controlling the glycosylation is to keep track of product quality attributes right from the clone screening, its selection, and subsequent process optimization steps.
In summary, a CQA-based approach can be implemented to have better control of product quality at each step of the product development cycle until the process scale-up and product commercialization. The upstream process optimization and cell engineering strategies offer great potential in modulating the cell line which allows expressing desired glycoproteins. However, it may affect other characteristics of an expression system. In addition to the process optimization, glycoengineering allows developing a product with correct glycan composition.
References
Aebi M (2013) N-linked protein glycosylation in the ER. Biochim Biophys Acta (BBA)-Mol Cell Res 1833(11):2430–2437
Aghamohseni H, Ohadi K, Spearman M, Krahn N, Moo-Young M, Scharer JM, Butler M, Budman HM (2014) Effects of nutrient levels and average culture pH on the glycosylation pattern of camelid-humanized monoclonal antibody. J Biotechnol 186:98–109. https://doi.org/10.1016/j.jbiotec.2014.05.024
Andersen MR, Hyun Nam J, Sharfstein ST (2011) Protein glycosylation: analysis, characterization, and engineering. Ency Ind Biotech. https://doi.org/10.1002/9780470054581.eib649
Baker JL, Çelik E, DeLisa MP (2013) Expanding the glycoengineering toolbox: the rise of bacterial N-linked protein glycosylation. Trends Biotechnol 31(5):313–323. https://doi.org/10.1016/j.tibtech.2013.03.003
Bosques CJ, Collins BE, Meador JW III, Sarvaiya H, MurphyJL DRG, Bulik DA, Hsu IH, Washburn N, Sipsey SF, Myette JR (2010) Chinese hamster ovary cells can produce galactose-α-1, 3-galactose antigens on proteins. Nat Biotechnol 28(11):1153–1156. https://doi.org/10.1038/nbt1110-1153
Carter PJ (2011) Introduction to current and future protein therapeutics: a protein engineering perspective. Exp Cell Res 317(9):1261–1269. https://doi.org/10.1016/j.yexcr.2011.02.013
Cherepanova NA, Gilmore R (2016) Mammalian cells lacking either the cotranslational or posttranslocational oligosaccharyltransferase complex display substrate-dependent defects in asparagine linked glycosylation. Sci Rep 6:20946. https://doi.org/10.1038/srep20946
Choi BK, Warburton S, Lin H, Patel R, Boldogh I, Meehl M, d’Anjou M, Pon L, Stadheim TA, Sethuraman N (2012) Improvement of N-glycan site occupancy of therapeutic glycoproteins produced in Pichia pastoris. Appl Microbiol Biotechnol 95(3):671–682. https://doi.org/10.1007/s00253-012-4160-7
Chung CH, Mirakhur B, Chan E, Le QT, Berlin J, Morse M, Murphy BA, Satinover SM, Hosen J, Mauro D, Slebos RJ (2008) Cetuximab-induced anaphylaxis and IgE specific for galactose-α-1, 3-galactose. N Engl J Med 358(11):1109–1117. https://doi.org/10.1056/NEJMoa074943
Costa AR, Rodrigues ME, Henriques M, Oliveira R, Azeredo J (2014) Glycosylation: impact, control and improvement during therapeutic protein production. Crit Rev Biotechnol 34(4):281–299
Crispin M, Bowden TA, Coles CH, Harlos K, Aricescu AR, Harvey DJ, Stuart DI, Jones EY (2009) Carbohydrate and domain architecture of an immature antibody glycoform exhibiting enhanced effector functions. J Mol Biol 387(5):1061–1066. https://doi.org/10.1016/j.jmb.2009.02.033
Croset A, Delafosse L, Gaudry JP, Arod C, Glez L, Losberger C, Begue D, Krstanovic A, Robert F, Vilbois F, Chevalet L (2012) Differences in the glycosylation of recombinant proteins expressed in HEK and CHO cells. J Biotechnol 161(3):336–348. https://doi.org/10.1016/j.jbiotec.2012.06.038
Dalton AC, Barton WA (2014) Over-expression of secreted proteins from mammalian cell lines. Protein Sci 23(5):517–525. https://doi.org/10.1002/pro.2439
Demain AL, Vaishnav P (2009) Production of recombinant proteins by microbes and higher organisms. Biotechnol Adv 27(3):297–306. https://doi.org/10.1016/j.biotechadv.2009.01.008
Dicker M, Strasser R (2015) Using glyco-engineering to produce therapeutic proteins. Expert Opin Biol Ther 15(10):1501–1516. https://doi.org/10.1517/14712598.2015.1069271
Du Z, Treiber D, McCarter JD, Fomina-Yadlin D, Saleem RA, McCoy RE, Zhang Y, Tharmalingam T, Leith M, Follstad BD, Dell B (2015) Use of a small molecule cell cycle inhibitor to control cell growth and improve specific productivity and product quality of recombinant proteins in CHO cell cultures. Biotechnol Bioeng 112(1):141–155. https://doi.org/10.1002/bit.25332
Egrie JC, Browne JK (2001) Development and characterization of novel erythropoiesis stimulating protein (NESP). Brit J Cancer 84(S1):3–10. https://doi.org/10.1054/bjoc.2001.1746
Elliott S, Lorenzini T, Asher S, Aoki K, Brankow D, Buck L, Busse L, Chang D, Fuller J, Grant J, Hernday N (2003) Enhancement of therapeutic protein in vivo activities through glycoengineering. Nat Biotechnol 21(4):414–421. https://doi.org/10.1038/nbt799
Feng Li, Natarajan V, Amy (Yijuan) Shen et al (2005) Cell culture processes for monoclonal antibody production. Mabs 2(5): 466–477. https://doi.org/10.4161/mabs.2.5.12720
Fischer S, Handrick R, Otte K (2015) The art of CHO cell engineering: a comprehensive retrospect and future perspectives. Biotechnol Adv 33(8):1878–1896. https://doi.org/10.1016/j.biotechadv.2015.10.015
Fisher AC, Haitjema CH, Guarino C, Çelik E, Endicott CE, Reading CA, Merritt JH, Ptak AC, Zhang S, DeLisa MP (2011) Production of secretory and extracellular N-linked glycoproteins in Escherichia coli. Appl Environ Microbiol 77(3):871–881. https://doi.org/10.1128/AEM.01901-10
Gaj T, Gersbach CA, Barbas CF III (2013) ZFN, TALEN, and CRISPR/Cas-based methods for genome engineering. Trends Biotechnol 31(7):397–405. https://doi.org/10.1016/j.tibtech.2013.04.004
Ghaderi D, Taylor RE, Padler-Karavani V, Diaz S, Varki A (2010) Implications of the presence of N-glycolylneuraminic acid in recombinant therapeutic glycoproteins. Nat Biotechnol 28(8):863–867. https://doi.org/10.1038/nbt.165
Ghaderi D, Zhang M, Hurtado-Ziola N, Varki A (2012) Production platforms for biotherapeutic glycoproteins. Occurrence, impact, and challenges of non-human sialylation. Biotechnol Genet Eng Rev 28(1):147–176. https://doi.org/10.5661/bger-28-147
Goede V, Fischer K, Busch R, Engelke A, Eichhorst B, Wendtner CM, Chagorova T, de la Serna J, Dilhuydy MS, Illmer T, Opat S (2014) Obinutuzumab plus chlorambucil in patients with CLL and coexisting conditions. N Engl J Med 370(12):1101–1110. https://doi.org/10.1056/NEJMoa1313984
Graumann K, Premstaller A (2006) Manufacturing of recombinant therapeutic proteins in microbial systems. Biotechnol J 1(2):164–186. https://doi.org/10.1002/biot.200500051
Grav LM, Lee JS, Gerling S, Kallehauge TB, Hansen AH, Kol S, Lee GM, Pedersen LE, Kildegaard HF (2015) One-step generation of triple knockout CHO cell lines using CRISPR/Cas9 and fluorescent enrichment. Biotechnol J 10(9):1446–1456. https://doi.org/10.1002/biot.201500027
Gupta SK (2014) Implementation of CQA (critical quality attribute) based approach for development of biosimilars. Continuous processing in pharmaceutical manufacturing, p 357–384. https://doi.org/10.1002/9783527673681.ch14
Gupta SK, Shukla P (2015) Advanced technologies for improved expression of recombinant proteins in bacteria: perspectives and applications. Crit Rev Biotechnol 36(6):1089–1098. https://doi.org/10.3109/07388551.2015.1084264
Gupta SK, Shukla P (2016) Gene editing for cell engineering: trends and applications. Crit Rev Biotechnol 37(5):672–684. https://doi.org/10.1080/07388551.2016.1214557
Gupta SK, Shukla P (2017a) Microbial platform technology for recombinant antibody fragment production: a review. Crit Rev Microbiol 43(1):31–42. https://doi.org/10.3109/1040841X.2016.1150959
Gupta SK, Shukla P (2017b) Sophisticated cloning, fermentation, and purification technologies for an enhanced therapeutic protein production: a review. Front Pharmacol 8:419. https://doi.org/10.3389/fphar.2017.00419
Gupta SK, Sharma A, Kushwaha H, Shukla P (2017a) Over-expression of a codon optimized yeast cytosolic pyruvate carboxylase (PYC2) in CHO cells for an augmented lactate metabolism. Front Pharmacol 8:463. https://doi.org/10.3389/fphar.2017.00463
Gupta SK, Srivastava SK, Sharma A, Nalage VH, Salvi D, Kushwaha H, Chitnis NB, Shukla P (2017b) Metabolic engineering of CHO cells for the development of a robust protein production platform. PLoS One 12(8):e0181455. https://doi.org/10.1371/journal.pone.0181455
Hodoniczky J, Zheng YZ, James DC (2005) Control of recombinant monoclonal antibody effector functions by Fc N-glycan remodeling in vitro. Biotechnol Prog 21(6):1644–1652. https://doi.org/10.1021/bp050228w
Hossler P (2012) Protein glycosylation control in mammalian cell culture: past precedents and contemporary prospects. Adv Biochem Eng Biotechnol 127:187-219. https://doi.org/10.1007/10_2011_113
Huang KF, Liu YL, Cheng WJ, Ko TP, Wang AHJ (2005) Crystal structures of human glutaminyl cyclase, an enzyme responsible for protein N-terminal pyroglutamate formation. Proc Natl Acad Sci U S A 102(37):13117–13122. https://doi.org/10.1073/pnas.0504184102
Huang CJ, Lin H, Yang X (2012) Industrial production of recombinant therapeutics in Escherichia coli and its recent advancements. J Ind Microbiol Biotechnol 39(3):383–399. https://doi.org/10.1007/s10295-011-1082-9
Huhn C, Selman MH, Ruhaak LR, Deelder AM, Wuhrer M (2009) IgG glycosylation analysis. Proteomics 9(4):882–913
Iida S, Misaka H, Inoue M, Shibata M, Nakano R, Yamane-Ohnuki N, Wakitani M, Yano K, Shitara K, Satoh M (2006) Nonfucosylated therapeutic IgG1 antibody can evade the inhibitory effect of serum immunoglobulin G on antibody-dependent cellular cytotoxicity through its high binding to FcγRIIIa. Clin Can Res 12(9):2879–2887. https://doi.org/10.1158/1078-0432.CCR-05-2619
Ivarsson M, Villiger TK, Morbidelli M, Soos M (2014) Evaluating the impact of cell culture process parameters on monoclonal antibody N-glycosylation. J Biotechnol 188:88–96. https://doi.org/10.1016/j.jbiotec.2014.08.026
Jacobs PP, Geysens S, Vervecken W, Contreras R, Callewaert N (2008) Engineering complex-type N-glycosylation in Pichia pastoris using GlycoSwitch technology. Nat Protoc 4(1):58–70. https://doi.org/10.1038/nprot.2008.213
Jayapal KP, Wlaschin KF, Hu W, Yap MG (2007) Recombinant protein therapeutics from CHO cells-20 years and counting. Chem Eng Prog 103(10):40
Jefferis R (2009) Recombinant antibody therapeutics: the impact of glycosylation on mechanisms of action. Trends Pharmacol Sci 30(7):356–362. https://doi.org/10.1016/j.tips.2009.04.007
Jones AJ, Papac DI, Chin EH, Keck R, Baughman SA, Lin YS, Kneer J, Battersby JE (2007) Selective clearance of glycoforms of a complex glycoprotein pharmaceutical caused by terminal N-acetylglucosamine is similar in humans and cynomolgus monkeys. Glycobiology 17(5):529–540. https://doi.org/10.1093/glycob/cwm017
Kanda Y, Yamada T, Mori K, Okazaki A, Inoue M, Kitajima-Miyama K, Kuni-Kamochi R, Nakano R, Yano K, Kakita S, Shitara K (2007) Comparison of biological activity among nonfucosylated therapeutic IgG1 antibodies with three different N-linked Fc oligosaccharides: the high-mannose, hybrid, and complex types. Glycobiology 17(1):104–118. https://doi.org/10.1093/glycob/cwl057
Kaneko Y, Nimmerjahn F, Ravetch JV (2006) Anti-inflammatory activity of immunoglobulin G resulting from Fc sialylation. Science 313(5787):670–673. https://doi.org/10.1126/science.1129594
Kannicht C, Ramström M, Kohla G, Tiemeyer M, Casademunt E, Walter O, Sandberg H (2013) Characterisation of the post-translational modifications of a novel, human cell line-derived recombinant human factor VIII. Thromb Res 131(1):78–88. https://doi.org/10.1016/j.thromres.2012.09.011
Kildegaard HF, Fan Y, Sen JW, Larsen B, Andersen MR (2016) Glycoprofiling effects of media additives on IgG produced by CHO cells in fed-batch bioreactors. Biotechnol Bioeng 113(2):359–366. https://doi.org/10.1002/bit.25715
Klint JK, Senff S, Saez NJ, Seshadri R, Lau HY, Bende NS, Undheim EA, Rash LD, Mobli M, King GF (2013) Production of recombinant disulfide-rich venom peptides for structural and functional analysis via expression in the periplasm of E. coli. PLoS One 8(5):e63865. https://doi.org/10.1371/journal.pone.0063865
Laukens B, Visscher CD, Callewaert N (2015) Engineering yeast for producing human glycoproteins: where are we now? Future Microbiol 10(1):21–34. https://doi.org/10.2217/fmb.14.104
Laurent JM, Young JH, Kachroo AH, Marcotte EM (2016) Efforts to make and apply humanized yeast. Brief Funct Genomics 15(2):155–163. https://doi.org/10.1093/bfgp/elv041
Li F, Lee B, Zhou JX, Tressel T, Yang X (2006) . Current Therapeutic Antibody Production and Process Optimization. BioProcess J 5(4):16–25. https://doi.org/10.12665/J54.LiZhou
Liu H, Gaza-Bulseco G, Faldu D, Chumsae C, Sun J (2008) Heterogeneity of monoclonal antibodies. J Pharm Sci 97(7):2426–2447. https://doi.org/10.1016/j.jasms.2009.08.015
Meuris L, Santens F, Elson G, Festjens N, Boone M, Dos Santos A, Devos S, Rousseau F, Plets E, Houthuys E, Malinge P (2014) GlycoDelete engineering of mammalian cells simplifies N-glycosylation of recombinant proteins. Nat Biotechnol 32(5):485–489. https://doi.org/10.1038/nbt.2885
Mimura Y, Jefferis R, Mimura-Kimura Y, et al (2009) Glycosylation of therapeutic IgGs. Therapeutic monoclonal antibodies. Hoboken, NJ: John Wiley & Sons Inc. pp 67–89
Moremen KW, Tiemeyer M, Nairn AV (2012) Vertebrate protein glycosylation: diversity, synthesis and function. Nat Rev Mol Cell Biol 13(7):448–462. https://doi.org/10.1038/nrm3383
Morrison C, Lähteenmäki R (2016) Public biotech in 2015–the numbers. Nat Biotechnol 34(7):709–715
Nairn AV, York WS, Harris K, Hall EM, Pierce JM, Moremen KW (2008) Regulation of glycan structures in animal tissues transcript profiling of glycan-related genes. J Biolog Chem 283(25):17298–17313. https://doi.org/10.1074/jbc.M801964200
Nasab FP, Aebi M, Bernhard G, Frey AD (2013) A combined system for engineering glycosylation efficiency and glycan structure in Saccharomyces cerevisiae. Appl Environ Microbiol 79(3):997–1007. https://doi.org/10.1128/AEM.02817-12
North SJ, Huang HH, Sundaram S, Jang-Lee J, Etienne AT, Trollope A, Chalabi S, Dell A, Stanley P, Haslam SM (2010) Glycomics profiling of Chinese hamster ovary cell glycosylation mutants reveals N-glycans of a novel size and complexity. J Biol Chem 285(8):5759–5775. https://doi.org/10.1074/jbc.M109.068353
Raju TS (2008) Terminal sugars of Fc glycans influence antibody effector functions of IgGs. Curr Opin Immunol 20(4):471–478. https://doi.org/10.1016/j.coi.2008.06.00761
Rathore AS, Winkle H (2009) Quality by design for biopharmaceuticals. Nat Biotechnol 27(1):26–34. https://doi.org/10.1038/nbt0109-26
Reeves PJ, Callewaert N, Contreras R, Khorana HG (2002) Structure and function in rhodopsin: high-level expression of rhodopsin with restricted and homogeneous N-glycosylation by a tetracycline-inducible N-acetylglucosaminyltransferase I-negative HEK293S stable mammalian cell line. Pro Natl Acad Sci 99(21):13419–13424. https://doi.org/10.1073/pnas.212519299
Roboti P, High S (2012) The oligosaccharyltransferase subunits OST48, DAD1 and KCP2 function as ubiquitous and selective modulators of mammalian Nglycosylation. J Cell Sci 125:3474–3484
Schilling S, Hoffmann T, Manhart S, Hoffmann M, Demuth HU (2004) Glutaminyl cyclases unfold glutamyl cyclase activity under mild acid conditions. FEBS Lett 563(1–3):191–196. https://doi.org/10.1016/S0014-5793(04)00300-X
Shahrokh Z, Royle L, Saldova R, Bones J, Abrahams JL, Artemenko NV, Flatma S, Davies M, Baycroft A, Sehgal S, Heartlein MW (2010) Erythropoietin produced in a human cell line (Dynepo) has significant differences in glycosylation compared with erythropoietins produced in CHO cell lines. Mol Pharm 8(1):286–296. https://doi.org/10.1021/mp100353a
Shrimal S, Gilmore R (2013) Glycosylation of closely spaced acceptor sites in human glycoproteins. J Cell Sci 126(23):5513–5523. https://doi.org/10.1242/jcs.139584
Singh SM, Panda AK (2005) Solubilization and refolding of bacterial inclusion body proteins. J Biosci Bioeng 99(4):303–310
Song R, Oren DA, Franco D, Seaman MS, Ho DD (2013) Strategic addition of an N-linked glycan to a monoclonal antibody improves its HIV-1–neutralizing activity. Nat Biotechnol 31(11):1047–1052. https://doi.org/10.1038/nbt.2677
Stadlmann J, Pabs M, Kolarich D, Kunert R, Altmann F (2008) Analysis of immunoglobulin glycosylation by LC-ESI-MS of glycopeptides and oligosaccharides. Proteomics 8(14):2858–2871. https://doi.org/10.1002/pmic.200700968
Steentoft C, Bennett EP, Schjoldager KTG, Vakhrushev SY, Wandall HH, Clausen H (2014) Precision genome editing: a small revolution for glycobiology. Glycobiology 24(8):663–680. https://doi.org/10.1093/glycob/cwu046
Stockert RJ (1995) The asialoglycoprotein receptor: relationships between structure, function, and expression. Phys Rev 75(3):591–609. https://doi.org/10.1152/physrev.1995.75.3.591
Szymanski CM, Yao R, Ewing CP, Trust TJ, Guerry P (1999) Evidence for a system of general protein glycosylation in Campylobacter jejuni. Mol Microbiol 32(5):1022–1030. https://doi.org/10.1046/j.1365-2958.1999.01415.x
Tang H, Bao X, Shen Y, Song M, Wang S, Wang C, Hou J (2015) Engineering protein folding and translocation improves heterologous protein secretion in Saccharomyces cerevisiae. Biotechnol Bioeng 112(9):1872–1882. https://doi.org/10.1002/bit.25596
Tang H, Wang S, Wang J, Song M, Xu M, Zhang M, Shen Y, Hou J, Bao X (2016) N-hypermannose glycosylation disruption enhances recombinant protein production by regulating secretory pathway and cell wall integrity in Saccharomyces cerevisiae. Sci Rep 6:25654. https://doi.org/10.1038/srep25654
Thaysen-Andersen M, Packer NH (2012) Site-specific glycoproteomics confirms that protein structure dictates formation of N-glycan type, core fucosylation and branching. Glycobiology 22(11):1440–1452. https://doi.org/10.1093/glycob/cws110
Torkashvand F, Vaziri B (2017) Main quality attributes of monoclonal antibodies and effect of cell culture components. Iran Biomed J 21(3):131–141
Tyo KE, Liu Z, Magnusson Y, Petranovic D, Nielsen J (2014) Impact of protein uptake and degradation on recombinant protein secretion in yeast. Appl Microbiol Biotechnol 98(16):7149–7159. https://doi.org/10.1007/s00253-014-5783-7
Umaña P, Jean-Mairet J, Moudry R, Amstutz H, Bailey JE (1999) Engineered glycoforms of an antineuroblastoma IgG1 with optimized antibody-dependent cellular cytotoxic activity. Nat Biotechnol 17(2):176–180. https://doi.org/10.1038/6179
Wacker M, Linton D, Hitchen PG, Nita-Lazar M, Haslam SM, North SJ, Panico M, Morris HR, Dell A, Wren BW, Aebi M (2002) N-linked glycosylation in Campylobacter jejuni and its functional transfer into E. coli. Science 298(5599):1790–1793. https://doi.org/10.1126/science.298.5599.1790
Wang LX, Amin MN (2014) Chemical and chemoenzymatic synthesis of glycoproteins for deciphering functions. Chem Biol 21(1):51–66. https://doi.org/10.1016/j.chembiol.2014.01.001
Washburn N, Schwab I, Ortiz D, Bhatnagar N, Lansing JC, Medeiros A, Tyler S, Mekala D, Cochran E, Sarvaiya H, Garofalo K (2015) Controlled tetra-Fc sialylation of IVIg results in a drug candidate with consistent enhanced anti-inflammatory activity. Proc Natl Acad Sci 112(11):E1297–E1306. https://doi.org/10.1073/pnas.1422481112
Wildt S, Gerngross TU (2005) The humanization of N-glycosylation pathways in yeast. Nat Rev Microbiol 3(2):119–128
Wormald MR, Dwek RA (1999) Glycoproteins: glycan presentation and protein-fold stability. Structure 7(7):R155–R160. https://doi.org/10.1016/S0969-2126(99)80095-1
Xu W, Peng Y, Wang F, Paporello B, Richardson D, Liu H (2013) Method to convert N-terminal glutamine to pyroglutamate for characterization of recombinant monoclonal antibodies. Anal Biochem 436(1):10–12. https://doi.org/10.1016/j.ab.2013.01.017
Yamane-Ohnuki N, Satoh M (2009) May. Production of therapeutic antibodies with controlled fucosylation. MAbs 1(3):230–236. https://doi.org/10.4161/mabs.1.3.8328
Yamane-Ohnuki N, Kinoshita S, Inoue-Urakubo M, Kusunoki M, Iida S, Nakano R, Wakitani M, Niwa R, Sakurada M, Uchida K, Shitara K (2004) Establishment of FUT8 knockout Chinese hamster ovary cells: an ideal host cell line for producing completely defucosylated antibodies with enhanced antibody-dependent cellular cytotoxicity. Biotechnol Bioeng 87(5):614–622. https://doi.org/10.1002/bit.20151
Yin B, Gao Y, Chung CY, Yang S, Blake E, Stuczynski MC, Tang J, Kildegaard HF, Andersen MR, Zhang H, Betenbaugh MJ (2015) Glycoengineering of Chinese hamster ovary cells for enhanced erythropoietin N-glycan branching and sialylation. Biotechnol Bioeng 112(11):2343–2351. https://doi.org/10.1002/bit.25650
Young CL, Robinson AS (2014) Protein folding and secretion: mechanistic insights advancing recombinant protein production in S. cerevisiae. Curr Opin Biotechnol 30:168–177. https://doi.org/10.1016/j.copbio.2014.06.018
Zhou Q, Shankara S, Roy A, Qiu H, Estes S, McVie-Wylie A, Culm-Merdek K, Park A, Pan C, Edmunds T (2008) Development of a simple and rapid method for producing non-fucosylated oligomannose containing antibodies with increased effector function. Biotechnol Bioeng 99(3):652–665. https://doi.org/10.1002/bit.21598
Zielinska DF, Gnad F, Schropp K, Wiśniewski JR, Mann M (2012) Mapping N-glycosylation sites across seven evolutionarily distant species reveals a divergent substrate proteome despite a common core machinery. Mol Cell 46(4):542–548. https://doi.org/10.1016/j.molcel.2012.04.031
Zimran A, Elstein D, Levy-Lahad E, Zevin S, Hadas-Halpern I, Abrahamov A, Bar-Ziv Y, Schwartz A, Foldes J (1995) Replacement therapy with imiglucerase for type 1 Gaucher's disease. Lancet 345(8963):1479–1480
Acknowledgments
The authors would like to thank Dr. Shailja Dwivedi and Mr. Robin Soni, Ipca Laboratories Ltd. Mumbai, India, for providing the research materials and help in the writing work. Authors also would like to thank Dr. Ashok Kumar, President-CRD and Ipca Laboratories Ltd., Mumbai, India, for providing the necessary moral support. PS acknowledges Department of Microbiology, Barkatullah University, Bhopal, India, for their infrastructural support for D.Sc. work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Ethical approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Rights and permissions
About this article

Cite this article
Gupta, S.K., Shukla, P. Glycosylation control technologies for recombinant therapeutic proteins. Appl Microbiol Biotechnol 102, 10457–10468 (2018). https://doi.org/10.1007/s00253-018-9430-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00253-018-9430-6